Когда разрешается приступать к сварке стыков
Обновлено: 19.05.2024
Вопрос: При какой температуре и в течение какого времени производится прокалка сварочных электродов с покрытием основного вида?
Ответ: В соответствии с п. 2.8.3.5 РД-25.160.10-КТН-050-06 сварочные электроды с покрытием основного вида, упакованные в картонные коробки, обтянутые термоусадочной пленкой, или в пластиковые пеналы, должны быть прокалены перед сваркой при температуре 300-350 0 С в течение 1,5-2,0 час с последующим раз размещением в термостатах (термопеналах). Электроды, не размещенные в термопеналах, хранятся в сушильных печах. Cварочные электроды с основным видом покрытия, поставляемые в вакуумной упаковке и в герметичных металлических банках, не требуют прокалки перед сваркой. Однако, в случае, если электроды из открытой металлической банки не были использованы в течение рабочей смены, а также в случае, если герметичность банки была нарушена в процессе транспортировки или хранения, электроды следует прокалить непосредственно перед сваркой при температуре 300-350 0 С в течение 1,5 - 2,0 час.
Вопрос: Допускается ли повторная прокалка электродов с основным видом покрытия?
Ответ: В соответствии с п.п. 2.8.3.7-2.8.3.8 РД-25.160.10-КТН-050-06 прокаленные электроды с основным видом покрытия могут быть использованы в течение суток без дополнительной прокалки при условии хранения в закрытой емкости в сухом отапливаемом помещении при температуре не менее +15 0 С. Если прокаленные сварочные материалы не использованы в течение суток, то они подлежат повторной прокалке. Допускается повторная прокалка электродов с основным видом покрытия до 5 раз (при общем времени прокалки не более 10 час). При хранении прокаленных электродов в сушильных шкафах с температурой 100-150 0 С повторная прокалка не требуется.
Вопрос: Когда следует приступать к сборке соединения центральной части днища с кольцом окраек?
Ответ: В соответствии с п. 2.3.6.2 РД-25.160.10-КТН-050-06 сварка соединений центральной части днища с кольцом окраек с оставлением незаваренными участков швов в сопряжении с продольными стыками листов днища выполняется после завершение сварки стыков кольца окраек. Затем выполняют доварку продольных стыков днища (сварное соединение «ласточкин хвост») и завершают сварку нахлесточного соединения центральной части днища на кольцо окраек. Более детально порядок сборки и сварки описан в ППР.
Вопрос: Чем обеспечивается устойчивость стенки резервуара при монтаже?
Ответ: Устойчивость стенки резервуара при монтаже обеспечивается установкой постоянных и временных расчалок, использованию в качестве временного кольца жесткости элементов ветрового кольца. Состав, количество и порядок установки временных укрепляющих элементов, обеспечивающих устойчивость стенки при монтаже, описываются в ППР.
Вопрос: После чего следует выполнять сварные соединения в сопряжении стенки с днищем?
Ответ: В соответствии с п. 2.3.10.1 РД-25.160.10-КТН-050-06 с изм. 1 сварку в сопряжении стенки с днищем (уторный шов) следует выполнять только после окончания монтажа трех поясов стенки, выверки их вертикальности, а также установки раскрепления сопряжения стенки с днищем, исключающего подъем окраечных листов, превышающий значения допуска.
Вопрос: После чего следует приступать к сварке вертикальных сварных соединений стенки?
Ответ: В соответствии с п. 2.3.9.2 РД-25.160.10-КТН-050-06 к сварке вертикальных сварных соединений стенки следует приступать после сборки, контроля основных параметров кромок стыков, проверки вертикальности стенки, приемки и жесткого закрепления не менее четырех листов пояса.
Вопрос: Какой способ сварки при монтаже резервуарных конструкций является основным?
Ответ: В соответствии с п. 2.8.3 РД-23.020.00-КТН-079-09 для сварки конструкций резервуаров должна применяться дуговая сварка. Выбор видов и способов сварки элементов резервуара должен осуществляться в соответствии с табл. 2.11.
Таблица 2.11 – Виды и способы сварки металлоконструкций резервуаров
| Наименование шва резервуара | Способ сварки шва в зависимости от метода сборки резервуара | |
| Рулонный | Полистовой | |
| Швы окраек днища | Механизированная дуговая сварка плавящимся электродом в защитном газе. | |
| Швы центральной части днища | Механизированная дуговая сварка плавящимся электродом в защитном газе. Автоматическая или механизированная дуговая сварка плавящимся электродом под флюсом. | |
| Швы центральной части днища, понтонов и плавающих крыш | Заводская: Автоматическая дуговая сварка плавящимся электродом под флюсом. Монтажная: Механизированная дуговая сварка плавящимся электродом в защитном газе. | 1. Механизированная дуговая сварка плавящимся электродом в защитном газе от специальных источников сварочного тока, обеспечивающих управляемый перенос электродного металла. 2. Автоматическая или механизированная дуговая сварка плавящимся электродом под флюсом 3. Механизированная дуговая сварка самозащитной порошковой проволокой. |
| Вертикальные швы стенки | Заводская: Автоматическая дуговая сварка плавящимся электродом под флюсом. Монтажная: 1 Механизированная дуговая сварка плавящимся электродом в защитном газе. 2 Ручная дуговая сварка. | 1 Механизированная дуговая сварка плавящимся электродом в защитном газе. 2 Механизированная дуговая сварка самозащитной порошковой проволокой. |
| Горизонтальные швы стенки | Автоматическая дуговая сварка плавящимся электродом под флюсом. | 1 Автоматическая дуговая сварка плавящимся электродом в защитном газе. 2 Механизированная дуговая сварка плавящимся электродом в защитном газе. 3 Автоматическая дуговая сварка плавящимся электродом под флюсом. |
| Швы в сопряжении стенки и днища | Механизированная дуговая сварка плавящимся электродом в защитном газе. | |
| Швы люков, патрубков, усиливающих листов на стенке и крыше | 1 Механизированная дуговая сварка плавящимся электродом в защитном газе. 2 Ручная дуговая сварка. | |
| Швы каркаса щитов крыши при укрупнении в блоки, настила крыши | 1 Механизированная дуговая сварка плавящимся электродом в защитном газе. 2 Ручная дуговая сварка. | |
| Швы опорных колец кровли, колец жесткости | 1 Механизированная дуговая сварка плавящимся электродом в защитном газе. 2 Ручная дуговая сварка. |
Вопрос: В каких случаях разрешается применять на резервуарах ручную дуговую сварку?
Ответ: В соответствии с п. 2.8.3 и таблицей 2.11 РД-23.020.00-КТН-079-09 ручная дуговая сварка может применяться на резервуарах при сварке швов люков, патрубков, усиливающих листов на стенке и крыше, швов каркаса щитов крыши при укрупнении в блоки, настила крыши, швов опорных колец кровли, колец жесткости.
Вопрос: Сколько этапов и каких предусмотрено при выполнении сварных соединений окраечных листов на резервуарах?
Ответ: В соответствии с п. 2.3.7.2 РД-25.160.10-КТН-050-06 сварные соединения окраечных листов следует выполнять в два этапа:
- на первом этапе заварить участок длиной 200…250 мм в зоне установки листов стенки и проконтролировать его качество,
- на втором этапе, после сварки вертикальных швов первого пояса стенки и сварки уторного шва, заварить оставшуюся длину сварных стыков окраечных листов.
Вопрос: Что относится к недопустимым внешним дефектам сварных соединений резервуарных конструкций?
Ответ: В соответствии с таблицей 2 приложения Ж РД-25.160.10-КТН-050-06 к недопустимым внешним дефектам относятся трещины всех видов и направлений, несплавления, наплывы, раковины, грубая чешуйчатость, наружные поры и цепочки пор, прожоги, свищи, не заваренные кратеры, смещение кромок h ≥ 0,1 t и ≥ 3,0, подрезы на вертикальных швах стенки, швах стенки с днищем h ≥ 0,2; ll ≥ 0,1W, подрезы на горизонтальных швах стенки h ≥ 0,05 t и ≥ 0,3, ll ≥ 0,1W, подрезы на прочих соединениях h ≥ 0,05 t и ≥ 0,5, ll ≥ 0,1W, где h – глубина дефекта, ll - длина дефекта, ориентированного вдоль шва, t- толщина стенки листа, W- длина шва в пределах листа.
Вопрос: Какова допускаемая величина подреза сварных швов?
Ответ: В соответствии с таблицей 2 приложения Ж РД-25.160.10-КТН-050-06 допускаемая величина подреза на вертикальных швах стенки, швах стенки с днищем h ≤ 0,2; ll ≤ 0,1W, подрезы на горизонтальных швах стенки h ≤ 0,05 t, но ≤ 0,3, ll ≤ 0,1W, подрезы на прочих соединениях h ≤ 0,05 t, но ≤ 0,5, ll ≤ 0,1W, где h – глубина дефекта, ll - длина дефекта, ориентированного вдоль шва, t- толщина стенки листа, W- длина шва в пределах листа.
Вопрос: Какое допустимое расстояния до существующих швов должны быть при замене дефектного участка (фрагмента листа) стенки резервуара?
Ответ: В соответствии с п. 3.5.3.2 РД-25.160.10-КТН-050-06 разбежка между остающимися и монтируемыми вертикальными швами должна быть не менее 250 мм, вертикальные соединения должны располагаться на расстоянии не менее 100 мм от стыков окраек днища, расстояния до вертикальных швов должны быть не менее 250 мм и 100 мм – до горизонтальных швов.
Вопрос: Какова величина вытяжки ремонтной зоны при замене участка стенки резервуара?
Ответ: В соответствии с п. 3.5.4.2 РД-25.160.10-КТН-050-06 при вставке в стенку фрагментов с размерами, превышающими высоту пояса, следует обеспечить вытяжку ремонтной зоны наружу от проектной образующей со стрелкой прогиба 20…40 мм для компенсации последующей усадки. Величина вытяжки ремонтной зоны должна быть уточнена в проекте на ремонт в зависимости от жесткости стенки и размеров вставки.
Вопрос: Виды сварных соединений и швов при ремонте (реконструкции, техническом перевооружения) резервуаров.
Ответ: В соответствии с п. 2.1.2 РД-25.160.10-КТН-050-06 виды сварных соединений и швов для различных конструктивных элементов резервуаров представлены в таблице 2.1.1.
Таблица 2.1.1 – Виды сварных соединений и швов в конструкциях резервуаров
| № п/п | Конструктивный элемент резервуара | Вид сварного соединения | Вид сварного шва |
| 1. | Центральная часть днища | Стыковое (на подкладке) | Стыковой |
| 2. | Нахлесточное | Угловой | |
| 3. | Кольцевые окрайки | Стыковое (на подкладке) | Стыковой |
| 4. | Сопряжение центральной части днища с кольцом окраек | Нахлесточное | Угловой |
| 5. | Сопряжение стенки с днищем (уторный узел) | Тавровое | Угловой |
| 6. | |||
| 7. | Стенка резервуара (вертикальные соединения) | Стыковое (без подкладки) | Стыковой |
| 8. | Стыковое (на съемной керамической подкладке) | Стыковой | |
| 9. | Стенка резервуара (горизонтальные соединения) | Стыковое | Стыковой |
| 10. | Сопряжения патрубков со стенкой, не требующие усиления | Угловое | Угловой |
| 11. | Сопряжения патрубков (люков-лазов) со стенкой, требующие усиления | Угловое | Угловой |
| 12. | Нахлесточное | Угловой | |
| 13. | Опорные и ветровые кольца жесткости (радиальные швы) | Стыковое | Стыковой |
| 14. | Сопряжение опорного кольца (кольца жесткости) со стенкой | Нахлесточное | Угловой |
| 15. | Тавровое | Угловой | |
| 16. | Короба понтонов и плавающих крыш | Тавровое | Угловой |
| 17. | Мембраны стальных понтонов и плавающих крыш | Нахлесточное | Угловой |
| 18. | Двудечная плавающая крыша (верхняя дека) | Стыковое (на подкладке) | Стыковой |
| 19. | Сопряжение коробов понтонов и плавающих крыш с мембраной | Нахлесточное | Угловой |
| 20. | Тавровое | Угловой | |
| 21. | Каркас стационарных крыш | Нахлесточное | Угловой |
| 22. | Сопряжение каркаса со стенкой и опорным кольцом | Тавровое | Угловой |
| 23. | Настил стационарных крыш | Нахлесточное | Угловой |
| 24. | Сопряжение патрубков с настилом крыш | Угловое | Угловой |
| 25. | Нахлесточное | Угловой | |
| 26. | Сопряжение люков-лазов с плавающей крышей | Тавровое | Угловой |
| 27. | Соединения кронштейнов для крепления трубопроводов системы пожаротушения, площадок и колец жесткости на стенке | Нахлесточное | Угловой |
| 28. | Тавровое | Угловой |
Вопрос: Методы контроля допускных сварных соединений.
Ответ: В соответствии с п. 2.10.17 РД-25.160.10-КТН-050-06 допускные сварные соединения подвергают:
- пооперационному контролю в процессе сварки;
- другим неразрушающим методам контроля, регламентированным в Инструкции по технологии неразрушающего контроля сварных соединений при строительстве и ремонте резервуаров;
разрушающему контролю-механическим испытаниям на статический изгиб (только для стыковых сварных соединений стенки резервуара).
Вопрос: Каким документом оформляется результат допускных испытаний сварщика (оператора), кем подписывается? Срок действия данного документа.
Ответ: В соответствии с п. 2.10.22 РД-25.160.10-КТН-050-06 по результатам допускных испытаний на каждого сварщика (оператора) оформляется Допускной лист, а также составляется список сварщиков для выполнения работ на объекте. Допускной лист подписывается главным сварщиком организации-подрядчика и представителем службы независимого технического надзора. Руководитель (главный инженер) организации-подрядчика утверждает допускной лист. Срок действия Допускного листа определяется на время выполнения сварщиком (оператором) работы, по которой он прошел допускные испытания, если при этом перерыв в его работе не будет превышать трех месяцев.
Вопрос: Основные методы ремонта (реконструкции, технического перевооружения) резервуаров с применением сварки.
Ответ: В соответствии с п. 3.2.1 РД-25.160.10-КТН-050-06 при ремонте резервуара применяются следующие основные методы:
- полная замена конструктивного элемента;
- частичная замена конструктивного элемента;
- удаление локальных повреждений и дефектов с вставкой новых ремонтных деталей;
Когда разрешается приступать к сварке стыков
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
УТВЕРЖДЕН Минтопэнерго России 14 марта 1996 г., Минстроем России 20 мая 1996 г.
Разработчик ОАО "Оргэнергострой"
Составители: С.С.Якобсон, канд. техн. наук; Н.Д.Курносова, канд. техн. наук; Г.С.Зислин, канд. техн. наук; М.Л.Эльяш, канд. техн. наук
Утвержден заместителем министра топлива и энергетики Российской Федерации Ю.В.Корсуном 14.03.96 г. и заместителем министра строительства Российской Федерации С.И.Полтавцевым 20.05.96 г.
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34 15 132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34 15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) - из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили - из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям "Правил аттестации сварщиков", утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) - с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в "Правилах аттестации сварщиков".
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с "Правилами аттестации сварщиков", к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с "Правилами аттестации специалистов неразрушающего контроля", утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дефектоскопия, радиографирование и др.), а при необходимости - по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
"Правил технической эксплуатации электроустановок потребителей";
"Правил техники безопасности при эксплуатации электроустановок потребителей";
"Санитарных правил при проведении рентгеновской дефектоскопии", N 2191-80;
"Санитарных правил при радиоизотопной дефектоскопии", N 1171-74*;
* На территории Российской Федерации документ не действует. Действуют СП 2.6.1.3241-14. - Примечание изготовителя базы данных.
* На территории Российской Федерации документ не действует. Следует руководствоваться Правилами противопожарного режима в Российской Федерации. - Примечание изготовителя базы данных.
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации - производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл.1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А - не менее 16 мм, при 250 А - 25 мм, при 300 А - 50 мм. Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
СБОРКА, СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
К прихватке и сварке трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Ростехнадзором.
Перед допуском к работе по сварке стыков трубопроводов сварщик должен сварить допускной стык в производственных условиях в следующих случаях:
при перерыве в работе более 6 мес;
при сварке трубопроводов с изменением группы стали, сварочных материалов, технологии или сварочного оборудования.
На трубах диаметром 529 мм и более разрешается сваривать половину периметра допускного стыка; при этом, если допускной стык является вертикальным неповоротным, сварке должны подвергаться потолочные и вертикальные участки шва.
Допускной стык подвергается тем видам контроля, которым подвергаются производственные сварные соединения в соответствии с требованиями настоящего раздела.
| СНиП 3.05.03-85 Укажите требования к квалификации сварщиков, допускаемых к прихватке и сварке трубопроводов тепловых сетей. | |
| 1. | Сварщики не ниже 4-го разряда. |
| 2. | Сварщики, прошедшие аттестацию в соответствии с ПБ 03-273-99 и имеющие допуск к выполнению указанных работ. |
| 3. | Сварщики, заварившие с положительным результатом допускные стыки. |
| СНиП 3.05.03-85 Укажите время перерыва сварщика в работе, по истечении которого он должен сваривать допускной стык. | |
| 1. | Один месяц. |
| 2. | Два месяца. |
| 3. | Шесть месяцев. |
| СНиП 3.05.03-85 Укажите правильный вариант сварки вертикального неповоротного допускного стыка труб диаметром 529 мм и более. | |
| 1. | Любая половина периметра допускного стыка. |
| 2. | Потолочный и вертикальный участки шва суммарной длиной не менее половины периметра стыка. |
| 3. | Не регламентируется. |
ПРОИЗВОДСТВО РАБОТ
Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30-50 мм от стыка со стороны, доступной для осмотра.
Перед сборкой и сваркой необходимо удалить торцевые заглушки, зачистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать ГОСТ 16037-80.
Стыки трубопроводов диаметром 920 мм и более, свариваемые без остающегося подкладного кольца, должны быть выполнены с подваркой корня шва внутри трубы.
Правка плавных вмятин на концах труб для трубопроводов, если их глубина не превышает 3,5 % диаметра трубы. Участки труб с вмятинами большей глубины или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной от 5 до 10 мм следует обрезать или исправлять наплавкой.
При сборке и сварке стыков труб без подкладного кольца смещение кромок внутри трубы не должно превышать 20% толщины стенки трубы, но не более 3 мм.
Общие указания по сварке
Свариваемые поверхности конструкции и рабочее место сварщика должны быть ограждены от дождя, снега, ветра и сквозняков.
При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, а при температуре ниже минус 40 °С сварка должна производиться в обогреваемом тепляке, где температура должна быть выше 0 °С.
Сварку конструкций при укрупнении и в проектном положении следует проводить после проверки правильности сборки.
Швы длиной более 1 м, выполняемые ручной или механизированной сваркой, следует сваривать обратноступенчатым способом (рис. 6.1, а РД 34.15.132-96).
При толщине стали 15-20 мм и более рекомендуется применять сварку способом «двойного слоя» (рис. 6.1, б РД 34.15.132-96). Заваривают на участке I длиной 250-300 мм первый слой шва 1, быстро счищают (после потемнения) с него шлак и заваривают на этом же участке второй слой 2. Затем в таком же порядке заваривают участки II, III и т.д. Сварку второго слоя выполняют по горячему первому слою. Остальные слои (валики) выполняют обычным обратноступенчатым способом.
Сварка листовых объемных конструкций из стали толщиной более 20 мм, особенно из стали с пределом текучести 390 МПа и более, должна производиться способами, обеспечивающими уменьшение скорости охлаждения - каскадом или «горкой» (рис. 6.1, в, г РД 34.15.132-96).
При изготовлении металлоконструкций следует создавать условия для наиболее удобного выполнения сварных соединений: в нижнем положении, с поворотом изделия; тавровые соединения предпочтительно выполнять «в лодочку» с кантовкой или поворотом изделия.
Последовательность выполнения сварных швов должна быть такой, чтобы обеспечивались минимальные деформации конструкции и предотвращались появления трещин в сварных соединениях.
При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов.
Стыковые швы должны выполняться в первую очередь, а угловые швы - во вторую.
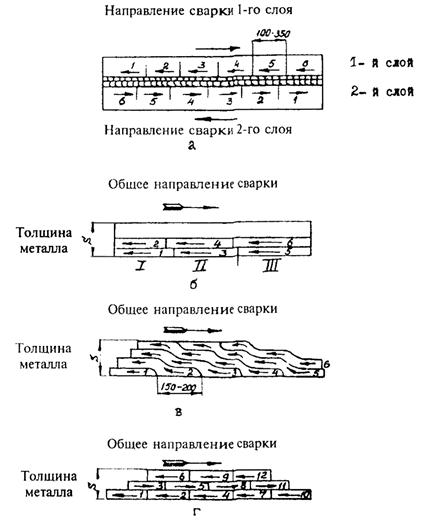
Схемы сварки обратноступенчатым способом (а), способом «двойного слоя» (б), горкой (в) и каскадом (г)
При сварке сварные швы необходимо выполнять многослойным способом слоями высотой 4-6 мм; каждый слой шва перед наложением последующего слоя должен быть очищен сварщиком от шлака и брызг металла, после чего нужно провести визуальный контроль поверхности шва. Участки слоев шва с порами, раковинами и трещинами должны быть удалены механическим способом. Допускается выборка дефектного участка огневым способом с последующей механической зачисткой мест выборки.
При многослойной сварке разбивать шов на участки следует с таким расчетом, чтобы стыки участков («замки» швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
При двусторонней сварке стыковых, угловых и тавровых соединений необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного места.
Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления осуществляют подбором режимов сварки и соответствующим пространственным расположением свариваемых деталей или механизированной зачисткой абразивным инструментом. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
При температуре окружающего воздуха ниже 0 °С ручную дуговую сварку металлоконструкций независимо от марки свариваемой стали следует выполнять электродами с основным (фтористо-кальциевым) типом покрытия.
Ручную и механизированную дуговую сварку стальных конструкций разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 6.1 РД 34.15.132-96, автоматическую сварку под флюсом - при температуре окружающего воздуха, приведенной в табл. 6.2 РД 34.15.132-96. При более низкой температуре окружающего воздуха сварку надлежит производить с предварительным местным подогревом металла до 120-160 °С в зоне шириной не менее 100 мм с каждой стороны соединения.
Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (40 кгс/мм 2 ) и более необходимо предварительно подогреть до 120-160°.
При температуре окружающего воздуха ниже минус 5 °С сварку шва следует производить без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
Сварку деталей из низколегированных сталей следует выполнять без перерыва до заполнения хотя бы половины толщины шва или по всей его длине или на участке длиной не менее 800-1000 мм (при длине шва более 1 м). При вынужденных перерывах в работе необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например обкладкой стыка листовым асбестом), а при возобновлении сварки стык должен быть подогрет до температуры 120-160 °С.
Не допускается никаких силовых воздействий на стык до окончания сварки.
Температура окружающего воздуха, при которой разрешается производить ручную и механизированную сварку стальных конструкций без подогрева
| Толщи-на свариваемых элемен-тов, мм | Максимально допустимая температура окружающего воздуха, °С, при сварке конструкций | ||||
| решетчатых | листовых объемных и сплошно-стенчатых | решетчатых | листовых объемных и сплошно-стенчатых | решетчатых и листовых | |
| из стали | |||||
| углеродистой | низколегированной с пределом текучести, МПа (кгс/мм 2 ) | ||||
| £ 390(40) | > 390(40) | ||||
| До 16 | -30 | -30 | -20 | -20 | -15 |
| Св. 16 до | |||||
| -30 | -20 | -10 | При толщине более 25 мм предварительный местный подогрев следует производить независимо от температуры окружающего воздуха | ||
| Св. 25 до 30 | -30 | -20 | -10 | ||
| Св. 30 до 40 | -10 | -10 | +5 | ||
| Св. 40 | +5 | +10 |
После окончания сварки со шва и околошовной зоны должен быть удален шлак, наплывы и брызги металла. Удаление шлака должно производиться после остывания шва (через 1 - 2 минуты после потемнения). Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки - зачистить до основного металла с удалением всех дефектов. Снятие усиления, зачистку корня шва, лицевой стороны шва и мест установки выводных планок рекомендуется осуществлять с помощью высокооборотных электрических шлифовальных машинок с абразивным кругом. При этом риски от абразивной обработки металла должны быть направлены вдоль кромок свариваемых деталей.
Соединения сварные стальных строительных конструкций
ОБЩИЕ ТРЕБОВАНИЯ ПРИ ПРОЕКТИРОВАНИИ, ИЗГОТОВЛЕНИИ И МОНТАЖЕ
Дата введения 2005-07-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом ЗАО "ЦНИИПСК им. Мельникова" от 01 июля 2005 г. N 164
1 РАЗРАБОТАН И ВНЕСЕН ЗАО "ЦНИИПСК им. Мельникова"
2 ПРИНЯТ на научно-техническом Совете ЗАО "ЦНИИПСК им. Мельникова" от 27 января 2005 г.
3 ВВЕДЕН ВПЕРВЫЕ
4 Разработка, согласование, утверждение, издание (тиражирование), обновление (изменение или пересмотр) и отмена настоящего стандарта производится ЗАО "ЦНИИПСК им. Мельникова"
Настоящий стандарт разработан в соответствии с Федеральным законом "О техническом регулировании" N 184-ФЗ и предназначен для организаций, разрабатывающих проектную и технологическую документацию на проектирование, изготовление и монтаж сварных стальных конструкций производственных зданий и сооружений.
Стандарт может применяться организациями, выполняющими работы в области, установленной стандартом, если эти организации имеют сертификаты соответствия, выданные Органом по сертификации в системе добровольной сертификации, созданной организациями-разработчиками стандарта. Организация-разработчик не несет никакой ответственности за использование данного стандарта организациями, не имеющими сертификатов соответствия.
При разработке настоящего стандарта использованы нормативные документы, регламентирующие требования к сварным соединениям на настоящий момент в части проектирования, изготовления и монтажа стальных строительных конструкций.
Замечания и предложения по дополнениям и изменениям настоящего стандарта просим направлять по адресу: 117997, Москва, ул. Архитектора Власова, 49, ЗАО "ЦНИИПСК им. Мельникова", факс 960-22-77.
1 Область применения
1.1 Настоящий стандарт содержит требования к сварным соединениям при проектировании, изготовлении и монтаже стальных конструкций производственных зданий и сооружений (доменных цехов и газоочисток, вертикальных цилиндрических резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений, гидротехнических сооружений).
1.2 Требования стандарта распространяются на сварные соединения конструкций, изготавливаемых из углеродистой и низколегированной стали класса С225-С440.
1.3 Стандарт допускается применять при строительстве сооружений, подведомственных Ростехнадзору, с учетом требований правил безопасности, утвержденных Ростехнадзором.
1.4 При проектировании, изготовлении и монтаже конструкций, находящихся в особых условиях эксплуатации, а также для уникальных сооружений, должны разрабатываться специальные технические условия.
2 Общие требования к сварным соединениям при проектировании стальных строительных конструкций
2.1 В стальных строительных конструкциях со сварными соединениями следует: предусматривать применение высокопроизводительных механизированных способов сварки, обеспечивать в проектируемых сварных соединениях свободный доступ к местам выполнения сварки с учетом выбранного способа и технологии сварки.
Применяемые сварочные материалы и способ сварки должны указываться в проекте стальных конструкций и обеспечивать значение временного сопротивления металла шва не ниже нормативного значения временного сопротивления основного металла. В проекте также должны указываться особые требования к выполнению сварных соединений, если таковые необходимы в принятых проектных решениях.
2.2 Для сварки стальных строительных конструкций принимаются следующие способы сварки:
- ручная дуговая сварка применяется для выполнения прихваток при сборке конструкций, при исправлении дефектов сварных соединений, при выполнении сварных швов, расположенных в труднодоступных местах или в различных пространственных положениях, когда применение механизированных способов сварки не целесообразно;
- автоматическая сварка под флюсом применяется для укрупнения листовых заготовок при сварке связующих швов в элементах составного сечения, при изготовлении полотнищ резервуаров;
- механизированная сварка в защитных газах является наиболее широко применяемым способом сварки на заводах при изготовлении металлоконструкций единичного характера производства.
Разделку кромок под сварку и тип сварного соединения следует применять, исходя от принятого способа сварки, в соответствии с таблицами А.1, А.2, А.3 и А.4 (см. приложение А).
2.3 В сварных соединениях стальных конструкций следует исключать возможность хрупкого разрушения конструкций в процессе их монтажа и эксплуатации в результате неблагоприятного сочетания следующих факторов:
- высоких местных напряжений, вызванных воздействием сосредоточенных нагрузок или деформаций деталей соединений, а также остаточных напряжений;
- резких концентраторов напряжений на участках с высокими местными напряжениями и ориентированных поперек направления действующих растягивающих напряжений;
- пониженной температуры, при которой данная марка стали в зависимости от ее химического состава, структуры и толщины проката переходит в хрупкое состояние.
2.4 При конструировании стальных сварных конструкций следует исключать возможность вредного влияния остаточных деформаций и напряжений, в том числе сварочных, а также концентрации напряжений, предусматривая соответствующие конструктивные решения (с наиболее равномерным распределением напряжений в элементах и деталях, без входящих углов, резких перепадов сечения и других концентраторов напряжений) и технологических мероприятий (порядок сборки и сварки, предварительный выгиб, механическую обработку соответствующих зон путем строгания, фрезерования, зачистку абразивным инструментом и др.).
2.5 При конструировании сварных конструкций следует учитывать, что конструкции со сплошной стенкой имеют меньше концентраторов напряжений и менее чувствительны к эксцентриситетам по сравнению с решетчатыми конструкциями.
2.6 При конструировании сварных узлов конструкции следует избегать пересечения сварных швов.
2.7 Размеры и форму сварных угловых швов следует применять с учетом следующих условий:
а) катеты угловых швов должны быть не более 1,2, где - наименьшая толщина свариваемых элементов;
б) катеты угловых швов следует принимать по расчету, но не менее указанных в таблице 2.1;
в) расчетная длина углового сварного шва должна быть не менее 4 и не менее 40 мм;
г) расчетная длина флангового шва должна быть не более 85, за исключением швов, в которых усилие действует на всем протяжении шва;
д) размеры нахлестки должны быть не менее 5 толщин наиболее тонкого из свариваемых элементов;
е) соотношение размеров катетов угловых швов следует принимать, как правило, 1:1. При разных толщинах свариваемых элементов допускается принимать швы с неравными катетами, при этом катет, примыкающий к более тонкому элементу, должен соответствовать требованиям п.1.6а, а примыкающий к более толстому элементу - требованиям п.1.6б;
ж) в конструкциях, воспринимающих динамические и вибрационные нагрузки, а также возводимых в климатических зонах с температурой -40 °С-65 °С, угловые швы следует выполнять с плавным переходом к основному металлу при обосновании на выносливость или на прочность с учетом хрупкого разрушения.
2.8 Для крепления ребер жесткости, диафрагм поясов сварных двутавров, несущих статическую нагрузку, и вспомогательных конструкций зданий и сооружений, допускается применение односторонних угловых швов, катеты которых следует принимать по расчету, но не менее указанных в таблице 2.1.
Предел текучести стали, МПа (кгс/см)
Минимальные катеты швов , мм, при толщине более толстого из свариваемых элементов , мм
Тавровое с двусторонними угловыми швами, нахлесточное и угловое
св. 430 (4400) до 530 (5400)
Автоматическая и полуавтоматическая
Тавровое с односторонними угловыми швами
Применение этих односторонних угловых швов не допускается в конструкциях: эксплуатируемых в среднеагрессивной и сильноагрессивной средах; в конструкциях либо их элементах, работающих в особо тяжелых условиях или подвергающиеся непосредственному воздействию динамических, вибрационных или подвижных нагрузок, а также в конструкциях, возводимых и эксплуатируемых в климатических районах с температурой -40 °С-65 °С.
2.9 Для расчетных и конструктивных угловых швов в проекте должны быть указаны вид сварки, электроды или сварочная проволока, положение шва при сварке.
2.10 Сварные стыковые соединения листовых деталей следует, как правило, выполнять прямыми с полным проваром и с применением выводных планок. В монтажных условиях допускается односторонняя сварка с подваркой корня шва и сварка на остающейся стальной подкладке.
2.11 Применение комбинированных соединений, в которых часть усилия воспринимается сварными швами, а часть - болтами, не допускается.
2.12 Применение прерывистых швов, а также электрозаклепок, выполняемых ручной сваркой с предварительным сверлением отверстий, допускается только во вспомогательных конструкциях зданий и сооружений.
3 Требования к сварным соединениям при изготовлении и монтаже стальных строительных конструкций
3.1 Сборка конструкций под сварку
3.1.1 Сборка конструкций должна производиться только из выправленных деталей и элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега.
При сборке конструкций и деталей не должно допускаться изменение их формы, не предусмотренное технологическим процессом, а при кантовке транспортировании - остаточное деформирование их.
Не допускается перенос и кантовка краном тяжелых и крупногабаритных конструкций и их элементов, собранных только на прихватках, без применения приспособлений, обеспечивающих неизменяемость их формы.
Собранные, предъявленные и принятые под сварку конструкции и не сваренные после этого в течение 24 ч, должны быть повторно предъявлены ОТК.
3.1.2 Прихватки, предназначенные для соединения собираемых деталей, должны размещаться в местах наложения основных сварных швов.
Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения. Длина прихваток в конструкциях, выполненных из стали до С375 включительно, должна быть не менее 50 мм и расстояние между прихватками - не более 500 мм, а в конструкциях из стали С440 - соответственно 100 и 400 мм при катете шва прихватки не более половины катета шва сварного соединения.
Сборочные прихватки конструкций должны быть выполнены сварщиками, имеющими право на производство сварочных работ в соответствии с п.2.2 настоящего стандарта, с применением тех же сварочных материалов и тех же режимов, что и основные швы сварных соединений.
3.1.3 В сварных соединениях, осуществляемых автоматами и полуавтоматами, сборочные прихватки выполняются электродами, обеспечивающими заданную прочность с соблюдением требований пп.3.2.2 настоящего стандарта.
3.1.4 Формы кромок и размеры зазоров при сборке сварных соединений должны соответствовать величинам, указанным в таблицах А.1, А.2, А.3 и А.4 (см. приложение А), на швы сварных соединений, а в конструкциях из стали С440 - в соответствии со специальными указаниями в чертежах КМ.
Все местные уступы и сосредоточенные неровности, имеющиеся на собираемых деталях, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга.
3.1.5 Общая сборка конструкций должна производиться путем последовательного соединения всех элементов конструкций или отдельных ее частей. При этом должна быть произведена подгонка всех соединений, включая установку фиксирующих устройств. На всех отправочных элементах должна быть проставлена индивидуальная маркировка и нанесены риски. При общей сборке кожухов листовых конструкций одновременно должно быть собрано не менее трех царг.
3.1.6 Каждый первый и в последующем каждый десятый экземпляр однотипных конструкций, изготовленных по кондукторам, должен проходить контрольную сборку, в процессе которой производится проверка соответствия изготовленных конструкций чертежам КМД.
В объем контрольной сборки однотипных конструкций должны входить все элементы и детали, изготовленные с применением всего комплекта кондукторов.
3.2 Общие требования к выполнению сварочных работ
3.2.1 Сварку стальных конструкций следует производить по заранее разработанному и контролируемому технологическому процессу, который должен обеспечить требуемые геометрические размеры и механические свойства сварных соединений.
3.2.2 Сварка стальных конструкций должна выполняться по возможности высокопроизводительными механизированными способами.
Режимы сварки углеродистой и низколегированной стали классов до С440 включительно и размеры швов сварных соединений должны обеспечивать следующие показатели пластичности и вязкости металла шва и околошовной зоны:
Читайте также: