Контроль в процессе сварки
Обновлено: 19.09.2024
Настоящая Инструкция устанавливает порядок проведения визуального и измерительного контроля основного материала (далее - материал) и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производстве нн ых объектах, подконтрольных Госгорте хн адзору России.
Визуальный и измерительный контроль специальных материалов (например, композитных и полимерных) и специальных сварных соединений (например, муфтовой сварки) технических устройств и сооружений проводят в соответствии с требованиями специально разработанной документации.
II . ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Настоящая Инструкция базируется на терминах и определениях, приведенных в правилах безопасности, утвержденных Госгортехнадзором России (далее - Правила), а также использует термины и определения, приведенные в приложении А.
III . ОБЩИЕ ПОЛОЖЕНИЯ
3 . 1. Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:
изготовления деталей, сборочных единиц и изделий;
подготовки деталей и сборочных единиц к сборке;
подготовки деталей и сборочных единиц к сварке;
сборки деталей и сборочных единиц под сварку;
контроля готовых сварных соединений и наплавок;
исправления дефектных участков в материале и сварных соединениях (наплавках);
оценки состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений, в том числе по истечении установленного срока их эксплуатации.
3 . 2 . Визуальный и измерительный контроль материалов на стад ии входного контроля выполняют при поступлении материала (полуфабрикатов, заготовок, деталей) в организацию с целью подтверждения его соответствия требованиям стандартов, технических услови й (далее - Т У), конструкторской документации и Правил.
3 . 3 . Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов , деталей) на стадии входного контроля, изготовления деталей и сборочных единиц и при подготовке их к сборке проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
3 . 4 . Визуальный и измерительный контроль на стадии входного контроля материалов (полуфабрикатов, заготовок, деталей) выполняют в соответствии с Программой (планом, инструкцией) входного контроля (приложение Б), которая разрабатывается организацией, выполняющей входной контроль. Программа (план, инструкция) входного контроля разрабатывается в соответствии с требованиями стандартов и отраслевых документов. В Программе (плане, инструкции) входного контроля должны быть указаны объекты контроля (заготовки, полуфабрикаты, детали), виды и объемы контроля, способы контроля, включая схемы выполнения замеров контролируемых параметров, нормативные показатели допустимых отклонений.
3 . 5 . Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их к сборке и сварке выполняют с целью подтверждения соответствия качества их изготовления и подготовки требованиям рабочих чертежей, технологии изготовления (технологии сборки, гиба) и прочей производственно-технологической документации (далее - ПТД), требованиям нормативной технической документации (далее - НД), ТУ на изготовление и Правил .
3 . 6 . Визуальный и измерительный контроль при сборке свариваемых элементов (заготовок, полуфабрикатов, деталей) проводят с целью выявления и проверки обеспечения допустимых размеров зазоров, смещений кромок, формы и размеров кромок и геометрического положения (излома или перпендикулярности) осей и поверхностей собранных элементов.
3 . 7 . Визуальный и измерительный контроль качества сварных соединений (наплавок) в процессе сварки (наплавки) и готового сварного соединения (наплавки) выполн яю т с целью подтверждения их соответствия требованиям конструкторской документации, ПТД и (или) НД и Правил.
3 . 8 . Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) проводят с целью выявления деформаций, поверхностн ы х трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошносте й и дефектов формы швов; проверки геометрических размеров сварных шв ов и допустимости в ы явлен ны х деформаций, поверхностных несплошностей и дефектов формы сварных швов.
3 . 9 . Визуальный и измерительный контроль качества исправления дефектных участков в материале, сварных соединениях и наплавках выполняют с целью подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок (в случаях, когда выборка подлежит заварке) требованиям ПТД, Н Д и Правил.
3 . 10 . Визуальный и измерит е льный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
3.11 . Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений выполняют в соответств ии с требованиями Технологической карты контроля и (или) Карт (схем) операционного контроля (приложения В, Г).
В указанных картах приводятся контролируемые параметры, последовательность контроля, объемы контроля, средства контроля, схемы выполнения замеров контролируемых параметров и нормы оценки результатов контроля. Технологические карты и карты операционного контроля разрабатываются организацией, выполняющей контроль, либо специализированной организацией, выполняющей прое кт но-технологическ ую подготовку производства работ по контролю.
Примечание . Допускается разработку настоящих документов производить в составе ПТД.
3.12 . Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружений. При этом визуальный и измерительный контроль может выполняться в соответствии с Картами (схемами) визуального и измерительного контроля, которые разрабатываются в составе Программы технического диагностирования (освидетельствования). В картах (схемах) указываются места проведения контроля на конкретном техническом устройстве, сооружении, схемы контроля, средства измерения контролируемого параметра, нормы оценки качества, приводятся бланки регистрации результатов контроля.
3.13 . Визуа ль ный и измерительный контроль следует проводить всех доступ ны х для этого поверхностей полуфабрикатов, заготовок, деталей, сборочных единиц, изделий.
3 . 14 . Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением визуально-оптических приборов до 20 -кратного увеличения (луп, микроскопов, эндоскопов, зеркал и др.). При контроле материала и сварных соединений (наплавок) при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений используют лупы с 2 - 7 -кратным увеличением, а при оценке состояния технических устройств и сооружений в процессе их эксплуатации - л упы до 20 -кратного увеличения.
3 . 15 . Визуальный и измерительный контроль выполняют до проведения контроля материалов и сварных соединений (наплавок) другими методами неразрушающего контроля, а также после устранения дефектов.
3.16 . Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, бр ы зг мета л ла, ржавчины и других загрязнений, препятствующих проведению контроля.
3.17 . Измерения проводят после визуального контроля или одновременно с ним. Измерения деталей, подготовленных под сварку, проводятся до их сборки.
3.18 . Визуальный и измерительный контро ль материалов, сварных соединений (наплавок), по дл ежащих термическо й обработке, производят до и после указанной операции. Если контролируемая деталь, конструкция или узел подлежат полной термической обработке (нормализации или закалке с последующим отпуском), контроль проводят после ее выполнения.
3 . 19 . Визуальный и измерительный контроль материалов и сварных соединений, подлежащих механической обработке, в том числе с удалением валика усиления шва, или деформированию, проводят до и после указанных операций.
3 . 20 . При визуа ль ном и измерите ль ном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва шириной:
не менее 5 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей до 5 мм включительно;
не менее номинальной толщины стенки детал и - для стыковых соединений, в ы пол н ен ны х дуго в о й и эл е кт р онн о-л у чев о й сваркой, электроконтактной сваркой оплавлением , сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 20 мм , а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от номинальной толщины стенки сваренных деталей и при ремонте дефектных участков в сварных соединениях;
не менее 5 мм (независимо от номинальной толщины сваренных деталей) - для угловых, тавровых, торцовых и нах л есточн ы х сварных соединений и соединений вварки труб в трубные доски, выполненны х д уговой и электронно-лучевой сваркой;
не менее 50 мм (независимо от номинальной толщины сваренных деталей) - для сварных соединений, выполненных электрошлаковой сваркой.
3 . 21. Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями П ТД. Если дефекты, выявленные при визуальном и измерительном контроле, не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими видами (методами) контроля.
IV . КВАЛИФИКАЦИЯ ПЕРСОНАЛА
V . ТРЕБОВАНИЯ К СРЕДСТВАМ ВИЗУАЛЬНОГО И ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ *
* Тол щи номеры (ультразвуковые, вихрето к ов ы е и пр.) относятся к средствам соот в етствующего вида контроля (ультразвукового, вихретоково г о и пр.), и использующие их сп е циалисты должны быть аттестованы в соответствии с ПБ 03-440-02 на право выполнения соответствующего вида контроля.
5.1. При визуальном и измерительном контроле применяют:
лупы, в т ом числе измерительные;
линейки измерительные металлические;
угольники поверочные 90 ° лекальные;
штангенциркули, штангенрейсмус ы и штангенглубиномер ы ;
угломеры с нониусом;
стен к омер ы и толщиномеры индикаторные;
нутромеры микрометрические и индикаторные;
шаблоны, в т ом числе специальные и универсальные (например, типа УШС), радиусные, резьбовые и др.;
плоскопараллельные концевые меры длины с набором специальных принадлежностей;
штриховые меры длины (стальные измерительные линейки, рулетки).
Допускается применение других средств визуального и измерительного контроля при условии наличия соответствующих инструкций, методик их применения. Примерный перечень средств визуального и измерительного контроля приведен в приложении Д.
5 . 2 . Для измерения формы и размеров кромок, зазоров, собранных под сварку деталей, а также размеров выполненных сварных соединений разрешается применять шаблоны различных типов.
5 . 3 . Погрешность измерений при измерительном контроле не должна превышать величин, указанных в табл. 1 , если в рабочих чертежах не предусмотрены другие требования.
5 . 4 . Для определения шероховатости и волнистости поверхности следует применять профилограф ы -проф и лометр ы , аттестованные образцы шероховатости (сравнения), а также другие средства измерения.
5 . 5 . Измерительные приборы и инструменты должны периодически, а также после ремонта проходить поверку (калибровку) в метрологических службах, аккредитованных Госстандартом России. Срок проведения поверки (калибровки) устанавливается нормативной технической документацией (НД) на соответствующие приборы и инструменты.
Способы контроля качества сварочных швов
Качество сварочных работ и сварных соединений сильно влияет на прочность конструкций или герметичность резервуаров. Несоответствие сварных швов заданным характеристикам приводит к разрушениям конструкций с катастрофическими последствиями, то же относится и к системам, работающим с сосудами и трубопроводами под давлением.
Поэтому после сварочных работ в обязательном порядке готовое изделие подвергают испытаниям и контролю на предмет обнаружения дефектов в сварных соединениях.
Все процедуры по контролю над качеством сварки определены ГОСТом или руководящими документами. В них также указаны допустимые нормы погрешностей. После испытаний составляется акт и протоколы с результатами измерений.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.

Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Перед началом работ проверяется квалификация сварщика, у него должно быть удостоверение на право сваривания определенных марок стали и наряд-допуск.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на сварочном посту. Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Внешний осмотр
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Капиллярный метод

Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ
Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Магнитная дефектоскопия

Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Ультразвуковая дефектоскопия

Для контроля качества сварки применяют ультразвук. Принцип действия аппарата основан на отражении ультразвуковых волн от границы соединения двух сред с различными акустическими свойствами.
Датчик и излучатель плотно прикладывают к исследуемому материалу, после чего устройством вырабатывается ультразвук. Он проходит через весь металл и отражается от задней стенки, возвращаясь, попадает на приемный сенсор, который в свою очередь преобразует ультразвук в электрические колебания. Прибор представляет полученный сигнал в виде изображения отраженных волн.
Если внутри металла присутствуют какие-нибудь изъяны, датчик зафиксирует искажение отраженной волны. Опытным путем установлено, что различные дефекты сварки по-разному себя проявляют на ультразвуковом дефектоскопе. Это позволило провести их классификацию. При соответствующем обучении специалист может точно определить вид брака в шве.
Способ контроля качества сварных соединений ультразвуком широко распространился благодаря простоте и удобству применения, относительно недорогому оборудованию, безопасности использования по сравнению с радиационным методом.
Минусом способа является трудность расшифровки графического изображения. Контроль качества соединения может сделать только сертифицированный специалист. Его проблематично использовать для контроля крупнозернистых металлов типа чугуна.
Радиационный метод
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Контроль сварных соединений. Методы контроля дефектов сварки
Дефекты в сварных соединениях бывают двух типов: внешние и внутренние. К внешним дефектам относятся наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры. К внутренним дефектам относятся скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др. (рис. 1).
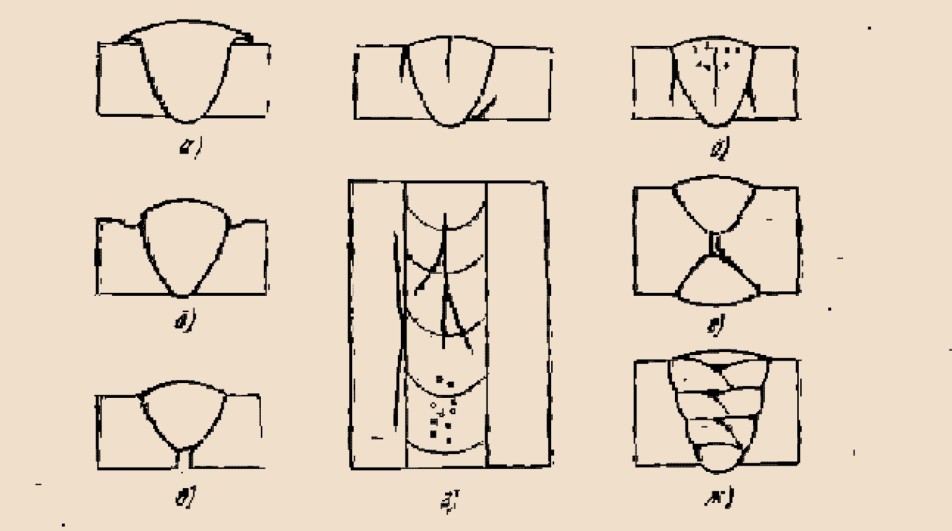
Рис. 1. Виды дефектов в сварных соединениях: (а – г) – внешние дефекты: наплывы, подрезы, наружные непровары и несплавления, поверхностные трещины и поры; (д — ж) – внутренние дефекты: скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения
На рис. 2 – 8 показаны схемы и фотографии дефектов в сварных соединениях.

Рис. 2. Продольная трещина сварного соединения


Рис. 3. Пористость в сварном шве
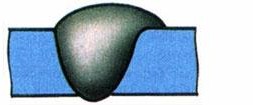

Рис. 4. Наплывы в сварном шве.
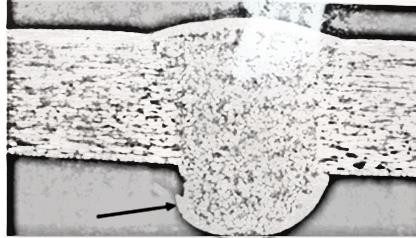
Рис. 5. Макроструктура сварного шва (проплав)
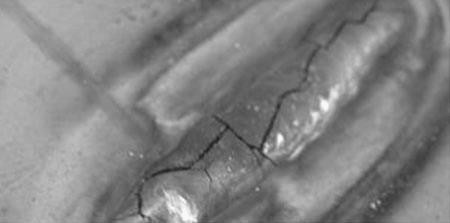
Рис. 6. Трещины в сварном шве
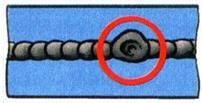

Рис. 7. Кратер в сварном шве
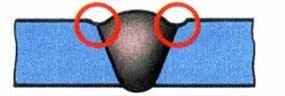

Рис. 8. Подрезы в сварном шве
Качество сварных соединений обеспечивают предварительным контролем материалов и заготовок, текущим контролем за процессом сварки и приёмочным контролем готовых сварных изделий. В зависимости от нарушения целостности сварного соединения при контроле различают разрушающие и неразрушающие методы контроля.
2. Таблица дефектов сварных швов и причины их возникновения
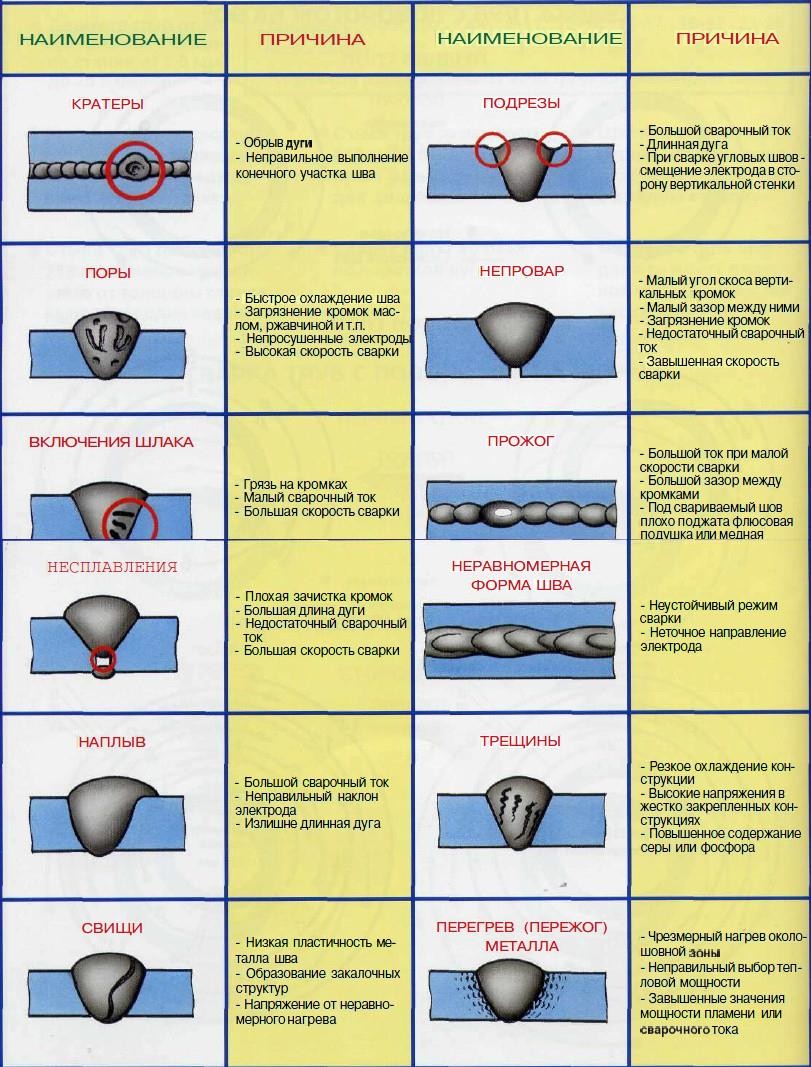
3. Методы контроля
При предварительном контроле основного и сварочных материалов устанавливают, удовлетворяют ли сертификатные данные в документах заводов-поставщиков требованиям, предъявляемым к материалам в соответствии с назначением и ответственностью сварных узлов и конструкций. Перед сборкой и сваркой заготовок проверяют, соответствуют ли их форма и габаритные размеры установленным, а также контролируют качество подготовки кромок и свариваемых поверхностей. При изготовлении ответственных конструкций сваривают контрольные образцы. Из них вырезают образцы для механических испытаний. По результатам испытаний оценивают качество основного и сварочных материалов, а также квалификацию сварщиков, допущенных к сварке данных конструкций.
При текущем контроле проверяют соблюдение сварщиками установленных параметров режимов сварки и исправность работы сварочного оборудования. Осматривают сварные швы для выявления внешних дефектов и замеряют их геометрические размеры. Замеченные отклонения устраняют непосредственно в процессе изготовления конструкций.
Готовые сварные соединения в зависимости от назначения и ответственности конструкции подвергают приёмочному контролю:
- внешнему осмотру для выявления поверхностных дефектов;
- обмеру сварных швов;
- испытаниям на плотность;
- магнитному контролю;
- просвечиванию рентгеновским и гамма-излучениям, ультразвуком для выявлений внутренних дефектов (рис. 9)
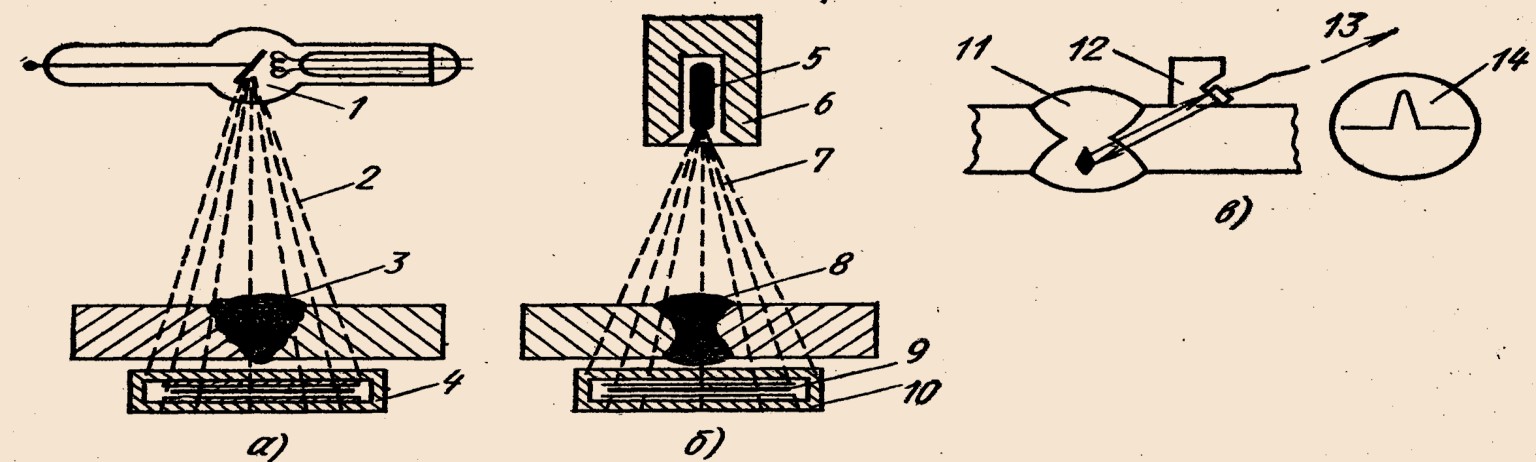
Рис. 9. Методы контроля сварных соединений: а – рентгеновский; б – гамма-излучением; в – ультрозвуковой 1 – рентгеновская трубка; 2 – рентгеновские лучи; 3 – сварной шов; 4 – кассета с рентгеновской плёнкой; 5 – ампула с радиоактивным изотопом; 6 – свинцовый контейнер; 7 – гамма-лучи; 8 – сварное соединение; 9 – рентгеновская плёнка; 10 – кассета; 11 – сварное соединение; 12 – пьезометрический щуп; 13 – ультразвуковой дефектоскоп; 14 – осциллограф
На плотность испытывают ёмкости для хранения жидкостей, сосуды и трубопроводы, работающие при избыточном давлении, путём гидравлического и пневматического нагружения, с помощью течеискателей и керосином.
Магнитный контроль основан на намагничивании сварных соединений и обнаружения полей магнитного рассеяния на дефектных участках (рис. 10).

Рис. 10. Проверка качества сварных швов магнитной дефектоскопией
При контроле качества сварки магнитными дефектоскопами используется явление электромагнетизма. Прибор создает вокруг исследуемой области магнитное поле, поток линий которого, проходя через металл, искривляется в местах дефектов. Это искажение фиксируется определенными способами, из которых в сварочном производстве используются два — магнитопорошковый и магнитографический. При первом, на поверхность сварного соединения наносят сухой или влажный (в смеси с маслом, керосином или мыльным раствором) ферромагнитный порошок (например, железный), который скапливается в местах дефектов, свидетельствуя, таким образом, о наличие несплошностей.
Более совершенный магнитографический способ предполагает наложение на шов ферромагнитной ленты, на которой после пропускания ее через прибор проявляются имеющиеся дефекты (рис. 11).
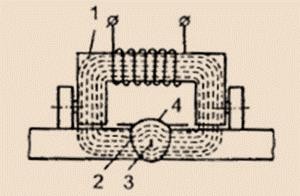
Рис. 11. Проверка качества сварных швов магнитной дефектоскопией: 1 — магнит, 2 — сварной шов, 3 — дефект, 4 — магнитная пленка.
Магнитным способам контроля могут подвергаться только ферромагнитные металлы. Хромоникелевые стали, алюминий, медь, не являющиеся ферромагнетиками, магнитному контролю не подлежат.
Рентгеновское просвечивание основано на различном поглощении рентгеновского излучения участками металла с дефектами и без них. Сварные соединения просвечивают с помощью специальных рентгеновских аппаратов. После проявления плёнки на ней фиксируют участки повышенного потемнения, которые соответствуют дефектным местам в сварном соединении. Вид и размер дефектов определяют сравнением плёнки с эталонными снимками (рис. 12).
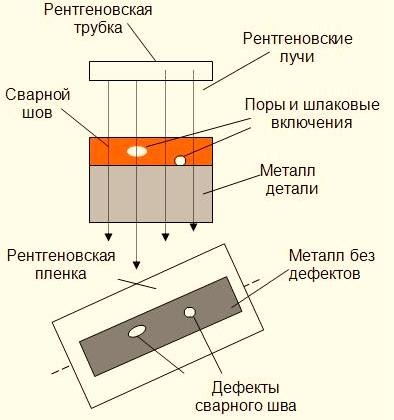
Рис. 12. Выявление дефектов в сварных швах
Применяемые в промышленности рентгеновские аппараты позволяют просвечивать сварные соединения из стали толщиной 10 – 200 мм, алюминия до 300 мм, меди до 25 мм. При этом фиксируют дефекты, размеры которых составляют 2% толщины металла.
Просвечивание гамма-лучами (рис. 13) по сравнению с рентгеновским имеет ряд преимуществ. Благодаря портативности аппаратуры его можно применять в любых условиях (в цехах, полевых условиях, на монтаже и т.п.). Кроме того, просвечивание гамма-лучами – менее дорогостоящий способ.
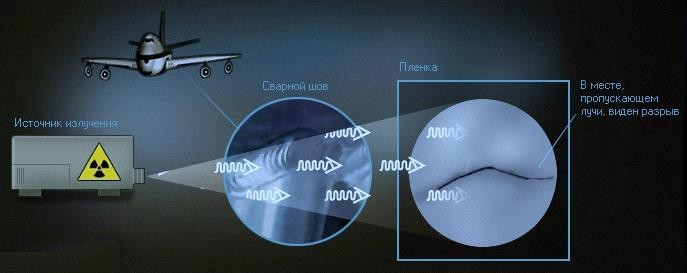
Рис. 13. Просвечивания гамма-лучами сварных швов
Недостатком его является низкая чувствительность при просвечивании малых толщин (до 50 мм). На больших толщинах чувствительность такая же, как у рентгеновского метода.
Ультразвуковой контроль основан на способности ультразвуковых волн отражаться от поверхности раздела двух сред. При встрече с поверхностью дефекта возникает отражённая ультразвуковая волна, дефект фиксируется на экране осциллографа.
Промышленные ультразвуковые дефектоскопы (рис. 14) позволяют обнаруживать дефекты на глубине 1 – 250мм. При этом можно выявлять дефекты с минимальной площадью (1 – 2 мм 2 ). С помощью ультразвукового метода можно выявить наличие дефекта и даже место его расположения, но нельзя установить его вид.
Визуально измерительный контроль сварных соединений (ВИК)
Для обеспечения надежной и длительной работы различных конструкций и систем крайне важно обеспечения максимально высокого качества соединений. Существуют разнообразные методы контроля, для которых могут применяться реактивы, ультразвуковое и другое оборудования. Однако наиболее простым, доступным и оперативными является визуально измерительный контроль сварных соединений.
Применение данного метода является обязательным и перед другими методами оценки соединений. Рассмотрим, с какой целью выполняют визуальный контроль сварного соединения, его особенности, преимущества и этапы выполнения.

Преимущества и недостатки метода
Визуальный и измерительный контроль сварных соединений - простой способом контроля, который не требует особых знаний, умений и оборудования. К его основным преимуществам относится:
- наиболее дешевый метод, поэтому его проведение не влияет на конечную стоимость конструкции;
- отсутствие необходимости использования узкоспециализированные реактивы и другие расходные материалы;
- высокая точность и возможность определить практически любые бракованные соединения;
- не требуются специальные навыки, достаточно основных знаний о сварных швах;
- максимально высокая скорость оценки;
- визуальный контроль сварных соединений выполняется перед любым другим методом контроля или самостоятельно.
Несмотря на явные преимущества применения, данные методы имеет и ряд недостатков. Основным из них является возможность найти только наружные дефекты. При этом внутренние дефекты могут оказаться скрытыми и со временем станут причиной разрушения соединения. Кроме того, результаты контроля фиксируются вручную, что может вызвать сложности в том случае, если необходимо предоставить отчет о качестве.
Визуальный контроль качества
Визуальный контроль сварных швов представляет собой метод оценки соединений. Он позволяет определить надежность швов, наличие дефектов. Визуальный осмотр не требует использования никакого оборудования и расходных материалов.
После визуального осмотра могут использоваться и другие методы оценки соединений. В профессиональной сфере этот способ является основным, после которого следуют измерительный и различные дорогостоящие способы проверки.
Инструменты
Визуально измерительный контроль сварных швов включает в себя не только визуальную оценку соединений, но и использование специального оборудования. К наиболее удобным и востребованным инструментам для проведения контроля качества швов относится:
- Щуп. Представляет собой бесшкальный измерительный прибор. Для работы с ними используются пластины разных размеров, которые и дают возможность выявить соответствие заготовки необходимым параметрам.
- Штангенциркуль. Данный инструмент позволяет измерить параметры соединения, включая его диаметр, глубину трещин и пор.
- Лупа. Дает возможность кратность при внешней оценки швов. Использования лупы с различной степенью увеличения позволяет обнаружить даже мелкие дефекты швов.
- Угломер. Позволяет выявить, под каким углом расположены деталей относится друг друга. Данный параметр позволяет определить, насколько крепким и надежным будет шов при его эксплуатации.
- Линейка. ВИК сварных швов удобнее всего выполнять при помощи металлических линеек различной длины.

Дополнительно могут использоваться различные шаблоны, микрометры, поверочные плиты, калибры и другие инструменты. Выявить наличие дефектов шва без использования специальных инструментов можно только в том случае, если они обладают значительным размером и ярко выражены. В противном случае не обойтись без дополнительных измерений.
Основные требования к сварным швам
После изготовления конструкций путем сварных соединений элементов требуется проведения оценки готового изделия. После ВИК сварных соединений выдается акт, который заполняется на основании осмотра и изменения основных элементов шва. В заданных пределах должна находится ширина и высота валика, при этом шов должен быть равномерным, не впадин и выпирающих частей. Шов должен иметь однородную структуру без чешуек. Кроме того, не должны наблюдаться трещины, прожоги, не проваренные участки и другие дефекты.
Порядка выполнения проверки
ВИК контроль сварных соединений включает в себя такие этапы проведения процедуры:
- Подготовка. Включает в себя удаление шлака, брызг металла и зачистку поверхности. Правильная и тщательная подготовка сварного соединения позволяет выявить даже мелкие дефекты.
- Визуальный осмотр. Для начала шов осматривается невооруженным взглядом. Данный этап проверки дает возможность определить только явные дефекты.
- Использование инструментов. Основной этап проверки качества сварных соединений. В него может быть включена просветка сварных соединений, измерение высоты и ширины шва, определение угла и сквозных дефектов.
- Заключение. Завершающим этапом является составление акта, который может свидетельствовать о высоком качестве и надежности швов или о наличие дефектов. Если сварное соединение имеет много дефектов и является недостаточно качественным, эта информация вместе с перечнем дефектов заносится в акт.
ВИК сварка позволяет определить качество швов и минимизировать риск их повреждения в дальнейшем.

Сфера применения
Данный метод является самым простым и востребованным методом оценки их качества и надежности. С его помощью можно выявить поры, трещины, подрезы и другие дефекты, которые могут повлиять на надежность сварных соединений.
Данный метод контроля используются в различных сферах:
- судоремонтные, автомобильные и судостроительные заводы;
- металлургическая промышленность;
- при различных строительных работах;
- при изготовлении трубопроводов и металлоконструкций;
- после любых работ, которые подразумевают использование сварки.
Контроль необходимо на всех этапах производства. В процессе сварки используется только визуальных контроль, а после окончания работ - измерительный этап.
Визуально измерительный контроль сварных соединений трубопроводов - один из наиболее ответственных и трудоемких процессов работ. В некоторых случаях временные, трудовые и материальные затраты на контроль качества могут достигать 30%. Это связано с тем, что визуальный и измерительный контроль сварных соединений трубопроводов имеет малую дозу автоматизации, поэтому требует внимательного подхода опытного мастера и временных затрат.
Дефекты, которые могут быть выявлены
Осмотр швов невооруженным взглядом уже дает возможность выявить ряд существенных дефектов сварных соединений:
- чешуйчатость сварного соединения;
- неравномерная высота ширины и высоты шва;
- наличие наплывов;
- усиление или ослабление соединения в определенных участках;
- трещины различного происхождения;
- прожоги;
- подрезы.
При дополнительном использовании различных инструментов можно обнаружить и другие дефекты:
- глубокие поры, которые влияют на эксплуатационные характеристики шва;
- непровары;
- коррозийные повреждения;
- расслоение;
- дефекты краски или полимерного покрытия;
- осевые смещения шва или наличие изломов;
- волосовины;
- риски повреждений;
- открытые раковины.
Выполнение внешнего осмотра шва производится еще в процессе выполнения сварного соединения, а также в процессе его зачистки. Визуально-измерительный контроль сварных соединений является одним из наиболее простых и эффективных способов проверки их качества. Он рекомендуется при сварке труб, строительстве и во многих отраслях промышленности.
Данные проверки требуются для акта о вводе в эксплуатацию, завершении строительства и другой технической документации. Использование данного метода гарантирует высокое качество соединений с минимальными затратами по времени, трудоресурсов, а также без применения специальных реактивов или дорогого оборудования.
Интересное видео
Радиографический контроль сварных соединений
Возможностью применять радиографический метод контроля сварных соединений мы обязаны немецкому физику Вильгельму Рентгену. В 1895 году он открыл электромагнитное излучение на коротких волнах. Эти лучи были названы в честь него рентгеновскими.
Первое широкое применение рентгеновские лучи нашли в медицине. Метод позволил спасти много человеческих жизней. В свою очередь, рентгеновский контроль сварных соединений помогает спасти сварные швы от образовавшихся в процессе сварки дефектов. Метод рентгеновской дефектоскопии позволяет обнаружить в сварных соединениях трещины, раковины, пустоты, полости, инородные включения.
Радиографический контроль сварных соединений это - это метод контроля, позволяющий обнаружить имеющиеся внутри сварных швов погрешности, основанный на изменении характеристик рентгеновских лучей при столкновении с ними. Такой контроль возможен благодаря способности этих волн проникать вглубь металла достаточно глубоко. Контроль этим методом проводится согласно ГОСТу 75-12, в котором перечислены все контролируемые этим способом дефекты.

Область применения
После окончания процесса сваривания и остывания конструкции необходимо оценить качество работы и при обнаружении недостатков принять меры. Контроль начинается с визуального осмотра. При наличии дефектов, имеющихся внутри шва необходимо прибегнуть к другим методам поиска. Они должны относиться к категории неразрушаемых. Не все обладают необходимой точностью. Рентгенография сварных соединений является одним из неразрушаемых способов, дающим точную информацию о состоянии внутри сварного шва.
В дефектоскопии используется возможность рентгеновских лучей проникнуть вглубь на значительное расстояние благодаря тому, что их длина волны является небольшой. При сварке могут возникнуть ситуации, когда выбран неправильный режим или в сварочную ванну попали посторонние предметы. Образование невидимого брака понизит прочность и надежность всей конструкции, которая сможет выдержать меньшие нагрузки, чем планировалось.
Радиографический контроль сварных швов требует наличия специального оборудования. Затраты на него целесообразны в тех случаях, когда требования к характеристикам соединений высокие. Другой вариант - контроль конструкций, где другие методы применять затруднительно или невозможно. Примером может служить рентгенографический контроль сварных соединений трубопроводов.

Существуют лаборатории, специализирующиеся на контроле сварных соединений, где имеется все необходимое оборудование, и работают грамотные профессионалы. При желании контроль можно провести самостоятельно, овладев необходимыми навыками. Имеется возможность взять для этого прибор в аренду. Большой популярностью пользуются портативные аппараты. Они применяются как для контроля трубопроводов, так и для профильных и листовых соединений. Стационарные аппараты могут быть спроектированы индивидуально для решения конкретных задач.
Радиографический контроль сварных соединений трубопроводов проводится согласно отраслевому нормативному документу ОСТ 36-59, где указаны все требования к свариванию этих конструкций. В нем, в частности, сказано, что все данные по проведенному контролю заносятся в специальный журнал и хранятся в течение 10 лет после начала эксплуатации объекта.
Принцип работы
Рентгенография основана на свойстве лучей проникать внутрь материалов, в том числе металлов. Эта способность понижается с увеличением плотности металла и увеличивается с понижением плотности. Поскольку в местах с пустотами и трещинами плотность становится меньше, это сразу регистрируется прибором. При отсутствии дефектов структура металла остается стабильно плотной, и рентгеновские лучи поглотятся материалом. Чем выше плотность, тем степень поглощения будет выше.

Основным элементом аппарата для рентгеноскопии сварных швов служит излучатель, представляющий собой рентгеновские трубки. Его функция - генерировать лучи и выпускать их. Конструктивно излучатель представляет вакуумный сосуд. В нем имеются анод и катод, между которыми образуется электрический потенциал. При сильном ускорении электронов появляются рентгеновские лучи, и задается направление их выхода.
Лучи, прошедшие сквозь металл, падают на специальную светочувствительную пленку. На ней остается отпечаток, по которому можно судить, что находится внутри материала. Полную картину покажет расшифровка рентгеновских снимков сварных соединений. При желании или необходимости получать сведения постоянно, используют сцинтилляторы. Это дает возможность выводить изображение на монитор.

Имеется возможность сделать фотографии, получив рентгенограмму. На рентгенограмме будет иметься негативное изображение соединения. При наличии включений или, наоборот, пустот появятся их очертания другого цвета. Полученную рентгенограмму следует сравнить с типовой рентгенограммой для этого типа свариваемых деталей. Метод позволяет точно и оперативно оценить состояние сварного шва.
Подготовка к контролю
Перед началом процесса следует произвести подготовительные операции. Части будущего соединения внимательно осматривают. При наличии на них загрязнений и шлаков необходимо тщательно их очистить и обезжирить растворителем или спиртом. Это делается для того, чтобы наружные дефекты при просвечивании не вносили искажение в окончательный результат.
Пленки заряжают в соответствующие кассеты. Все соединения разделяют на отдельные интервалы и маркируют их. Это делается для того, чтобы можно было точно определить, какой снимок относиться к конкретному участку свариваемого шва. В том же порядке маркируют кассеты и пленки. Если шов имеет большую протяженность, возможен выборочный рентген-контроль сварных швов.
Также необходимо подготовить оборудование, предназначенное для радиографии сварных швов. Вначале необходимо выбрать подходящий источник излучения. Критериями являются чувствительность, толщина металла и его плотность, конфигурация деталей, требуемая производительность. К примеру, для радиографического контроля сварных соединений, где возможны дефекты, имеющие большой размер, подходят изотопы, обладающие высокой энергией. Это обеспечит небольшое время просвечивания. Выбор пленки обусловлен толщиной металла и его плотностью. На приборах выставляют оптимальные режимы.
Методика процесса
Рентгенография сварных швов проходит несколько этапов:
- Выбрать источник излучения.
- Выбрать подходящий тип пленки.
- Установить на оборудовании оптимальные режимы.
- Поместить аппарат внутри изделия или снаружи и включить его.
- Начать просвечивание сварного шва.
- Вынуть пленку и проявить ее.
- Произвести расшифровку.
- Занести результаты в журнал установленной формы.
Выбранную кассету закрепляют на изделии. Для получения хорошей резкости изображения и определения достоверного размера дефекта на приборе следует установить эталон чувствительности. Эталон должен быть изготовлен из материала, характеристики которого приближены к характеристикам свариваемого металла.
В ГОСТе 7512 указаны три предпочтительных типов эталонов, применяемых для рентгена сварных швов:
- Канавочные. Пластина, имеющая шесть канавок. Ширина у них одинаковая, а глубина разная.
- Проволочные. Имеет семь проволок.
- Пластинчатые. Пластина, имеющая отверстия нужных форм и размеров.
Проверяемые изделия можно разместить по отношению к аппарату двумя способами. Если они небольшие и могут поместиться в помещении, соединения помещаются внутри стационарного аппарата. При выездном контроле применяют компактные модели оборудования и устанавливают их на изделие.
Чтобы осуществить рентгенографический контроль сварных соединений шов следует размещать строго между излучателем и светочувствительной пленкой. После включения излучателя рентгеновские лучи начнут проходить через металл и попадать на пленку. Через несколько секунд снимок будет готов. Аппарат выключают. Кассету с пленкой вынимают и отдают для обработки и расшифровывания. После того, как будет понятно, что результат получен, аппарат можно снять с изделия или извлечь из него. Иначе, необходимо сделать повторный контроль.
Расшифровка
Расшифровку рентгенограмм осуществляют в затененном помещении на негатоскопе. Он представляет собой устройство, назначением которого является просмотр на просвет радиографических снимков, в том числе рентгенограмм. В негатоскопе предусмотрена возможность регулировки яркости освещения. При слишком большом его значении мелкие дефекты могут быть пропущены.

После расшифровки составляется заключение. Перед тем, как прибегнуть к этому методу, необходимо узнать, какие дефекты сварного шва выявляются с помощью радиографического контроля. К ним относятся:
- подрезы;
- непровары;
- трещины;
- поры;
- инородные включения;
- шлаки.
Помимо этого, можно оценить величину вогнутости и выпуклости в местах, где визуальный осмотр невозможен. При записи результатов используются сокращения. Так, "Т" означает трещину, "Н" - непровар, "П" - пору, "Ш" - шлак, "В" - включение вольфрама, Пдр" - подрез. Рядом с буквами ставят размеры дефекта. Учитывается также характер распределения.
По этому признаку недостатки делятся на группы:
- Отдельные.
- Цепочки. На одной линии более трех дефектов.
- Скопления. Расположение в одном месте не менее трех дефектов.
Размер дефекта обозначается в миллиметрах.
Преимущества
К достоинствам метода относятся:
- достоверность;
- быстрота контроля;
- определение места расположения;
- оценка размера;
- выявление скрытых недостатков;
- широкая область применения.
К недостаткам относится высокая цена оборудования, и необходимость изучения правил его использования.
Безопасность
При всех своих достоинствах метод является потенциально опасным для здоровья. Поэтому необходимо выполнять экранирование прибора. Контролер не должен находиться без необходимости в зоне облучения. Доступ туда посторонним лицам должен быть запрещен. Для этого следует вывесить предупреждающие знаки.
При работе в помещении его стены надо покрыть экранирующими пластинами. Контролер должен быть обеспечен комплектом защитной одежды. Перед началом процесса необходимо проверить исправность оборудования.
Читайте также: