Количество прихваток при сварке труб диаметром до 50 мм
Обновлено: 20.05.2024
6.26. Собранные стыки труб и других элементов необходимо прихватить в нескольких местах. Прихваточные швы должны быть равномерно расположены по периметру стыка, их количество зависит от диаметра трубы (табл. 8). Не рекомендуется накладывать прихватки на потолочный участок стыка.
Высоту прихватки определяют в зависимости от толщины трубы и способа сварки; она должна быть равна:
(0,6-0,7)S, но не менее 3 мм, при выполнении прихваток ручной электродуговой сваркой или механизированной в углекислом газе и толщине до 19 мм и 5-6 мм при толщине стенки более 10 мм.
2-3 мм – при ручной аргонодуговой сварке и толщине стенки до 10 мм и 3-4 мм при толщине стенки более 10 мм.
| Диаметр трубы, мм | До 100 | Свыше 100 до 426 | Свыше 426 |
| Число прихваток по периметру | 1-2 | 3-4 | Через каждые 300- 400 мм |
| Длина одной прихватки, мм | 10-20 | 20-40 | 30-50 |
6.27. При наложении основного шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
6.28. К качеству прихваток предъявляются такие же требования, как и к основному сварочному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, следует удалить механическим способом.
6.29. Собранные и прихваченные сварные соединения должны быть приняты руководителем сварочных работ. Убедившись в правильности сборки и прихватки, он дает разрешение на сварку.
Подогрев стыков
6.30. Температура подогрева стыков перед прихваткой при температуре окружающего воздуха 0 ºС и выше приведена в табл. 9, а при температуре ниже 0 ºС – в п.7.8.
| Марка стали свариваемых деталей | Номинальная толщина свариваемых деталей, мм | Температура, ºС подогрева перед | |
| прихваткой и приваркой кольца | сваркой | ||
| Ст2сп2, Ст3сп2, Ст3сп3, Ст3сп4, Ст3пс5, 08, 10, 20 | До 100 вкл. | - | - |
| 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1СУ | До 30 вкл. | - | - |
| 12МХ, 15ХМ | До 10 вкл. Св. 10 до 30 | - 100-150 | - 150-200 |
| 12Х1МФ* | До 10 вкл. Св. 10 до 30 вкл. | - 150-200 | - 200-250 |
* Для стыков труб диаметром 42-89 мм с толщиной стенки 11-14 мм температура подогрева должна быть 100-150 ºС.
6.31. Подогревать стык можно индукторами (током промышленной или повышенной частоты), радиационными нагревателями сопротивления, газовыми горелками, обеспечивая нагрев стыка по всему периметру. В стыках труб из низколегированной стали при толщине стенки до 30 мм ширина зоны подогрева должна быть не менее 100 мм. Подогрев должен быть организован так, чтобы сразу после окончания сварки можно было, при необходимости, произвести термообработку.
Технология сварки
Общие требования
7.1. Сварку стыков следует начинать сразу после прихватки. Время между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных сталей не должно превышать 4 ч.
Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с п.6.17.
7.2. Сварку стыков из низколегированных сталей следует выполнять без перерывов в работе до полной заварки всего стыка. При вынужденных перерывах в работе допускается прекращение сварки при заполнении разделки до 70-80% толщины стенки трубы.
7.3. Во всех случаях многослойной сварки шов разбивают на участки с таким расчетом, чтобы стыки участков ("замки") в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Величина смещения замков и перекрытия "а" должна быть (рис. 9) при ручной аргонодуговой и электродуговой сварке 12-18 мм.
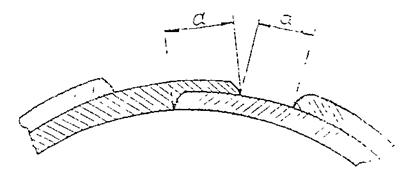
Рис. 9.Схема наложения замков шва
7.4. Ручную дуговую сварку выполняют наиболее короткой дугой. В процессе работы следует как можно реже обрывать дугу, чтобы не оставлять незаплавленных кратеров. Перед гашением дуги сварщик должен заплавить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм, на только что наложенный шов, последующее зажигание дуги производят на металле шва, на расстоянии 20-25 мм от его конца.
7.5. В процессе работы следует обращать особое внимание на обеспечение полного провара корня шва. После наплавки каждого валика необходимо полностью удалить шлак, дав ему остыть. При наличии на поверхности шва дефектов (трещин, подрезов, пористости и т.п.) дефектное место следует зачистить механическим способом до чистого металла и заварить вновь.
7.6. Сварные швы стыков должны иметь выпуклость (усиление) в указанных пределах (см. табл. 10).
| Толщина стенки трубы, мм | Выпуклость, мм |
| Менее 10 | 0,5-2,0 |
| 10-20 | 0,5-3,0 |
| Свыше 20 | 0,5-4,0 |
7.7. Во время сварки элементов из подкаливающихся сталей 15ХМ, 12Х1МФ и литья аналогичного состава следует заглушить концы труб или закрывать задвижки на трубопроводе.
7.8. Сваривать и прихватывать стыки труб котлов из углеродистых, низколегированных конструкционных и теплоустойчивых сталей в зимних условиях при температуре окружающего воздуха ниже 0 ºС необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха – минус 20 ºС;
б) для стыков труб, свариваемых при положительных температурах с подогревом и подлежащих последующей термообработке, при отрицательных температурах обязательным является выполнение термообработки и непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время температуры сопутствующего подогрева;
г) для стыков, свариваемых с подогревом, температура подогрева при сварке в зимних условиях должна быть на 50 ºС выше, чем при положительной температуре окружающего воздуха, указанной в табл. 9;
д) во время всех термических операций (прихватки, сварки, термообработки и т.п.) стыки труб до полного остывания должны быть защищены от осадков, ветра, сквозняков;
е) стыки трубопроводов и труб поверхностей нагрева из теплоустойчивых сталей, свариваемых при положительных температурах без подогрева и последующей термообработки, при отрицательных температурах подлежат просушке газовым пламенем для удаления влаги, инея с доведением температуры металла в месте сварки до положительной и последующем укрытием сварных соединений теплоизоляционным материалом.
7.9. Если процессу сварки стыка мешает магнитное поле, возникшее намагничивание трубы (так называемое "магнитное дутье"), оно устраняется следующим образом. На стык наматывают провод-индуктор (шесть-восемь витков) и пропускают по нему в течение 2-3 мин. постоянный ток силой 200-300 А. Если после этого магнитное поле останется, следует пропустить ток в обратном направлении, т. е. подсоединить сварочные провода к противоположным выводам индуктора.
7.10. Стыки труб диаметром более 100 мм с толщиной стенки более 6 мм после сварки и зачистки сварщик должен маркировать присвоенным ему клеймом. Его ставят на самом сварном шве вблизи "замка" (на площадке размером около 20 х 20 мм, зачищенной абразивным камнем или напильником, или на трубе на расстоянии 30-40 мм от шва. Если в процессе механической обработки поверхности необходимо снять клейма, то они должны быть восстановлены на том же месте.
Маркировку каждого сварного соединения допускается не производить, если все сварные соединения котла выполнены одним сварщиком. В этом случае клеймо сварщика следует ставить около фирменной таблички или на другом открытом участке изделия и место клеймения заключить в хорошо видимую рамку, выполненную несмываемой краской. Место клеймения должно быть указанно в паспорте изделия. Если сварное соединение выполнялось несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков.
На стыках труб из углеродистых сталей с рабочим давлением до 2,2 МПа (22 кгс/см 2 ) клеймо можно направлять электросваркой.
ОСТ 36-39-80 Трубопроводы стальные технологические на давление Ру до 9,81 МПа (100 кгс/см2).Ручная дуговая сварка покрытыми металлическими электродами типовой технологический процесс
ИСПОЛНИТЕЛИ к. т. н. Ю.В. Соколов (руководитель темы), к. т. н. В.И. Оботуров, А.В. Новиков, Н.С. Хесед (исполнители) - ВНИИмонтажспецстрой; А.В. Елагин, Е.А. Казеннов (Гипронефтеспецмонтаж), Л.Г. Погорельский, И.З. Родин (Гипрохиммонтаж), Г.Ф. Ялышко, В.И. Трощинский (Гипрометаллургмонтаж) - соисполнители
Настоящий стандарт распространяется на ручную дуговую сварку покрытыми металлическими электродами стальных технологических трубопроводов из углеродистых, низколегированных, легированных и высоколегированных сталей, работающих при давлении до 9,81 МПа (100 кгс/см 2 ).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1.1. Для изготовления стальных технологических трубопроводов следует применять материалы, соответствующие указаниям проекта и по своему химическому составу и механическим свойствам удовлетворяющие требованиям государственных стандартов и технических условий.
1.1.2. Замена материалов разрешается только по согласованию с проектной организацией при условии, что технологические и эксплуатационные характеристики заменяющих материалов не ниже заменяемых.
1.1.3. Качество материала должно подтверждаться предприятием-изготовителем соответствующими сертификатами.
1.1.4. При отсутствии сертификата предприятие-заказчик должно проверять материалы труб на подтверждение марки стали по химическому составу и механическим свойствам.
1.2.1. Для ручной электродуговой сварки трубопроводов следует применять покрытые металлические электроды - по ГОСТ 9467-75, ГОСТ 10052-75 или техническим условиям.
Электроды должны иметь сертификаты предприятия-изготовителя с указанием типа, марки, механических свойств и химического состава наплавленного металла.
1.2.2. Проверку качества покрытия и технологических свойств электродов необходимо производить в соответствии о ГОСТ 9466-75.
1.2.4. Перед сваркой все электроды должны быть прокалены в соответствии с режимами, приведенными в табл. 1. Повторных прокалок должно быть не более трех.
1.2.5. Электроды необходимо выбирать в соответствии с рекомендуемым приложением 1. Электроды, не указанные в рекомендуемом приложении 1, можно применять по согласованию с проектирующей организацией.
1.2.6. Замену типов и марок электродов, указанных в проекте производства сварочных работ, может производить только организация - разработчик проекта.
1.3.2. При сварке технологических трубопроводов основным способом нагрева для предварительного и сопутствующего подогрева является нагрев гибкими пальцевыми электронагревателям (ГЭН) по ТУ 36-1837-75 и нагревателями комбинированного действия (КЭН).
1.3.3. Для питания электронагревателей следует использовать сварочные трансформаторы, сварочные выпрямители, преобразователи и передвижные сварочные агрегаты.
1.3.5. При подогреве для тепловой изоляции следует использовать теплоизоляционные маты по ТУ 36-1846-77, асбестовую ткань по ГОСТ 6102-67, асбестовый картон по ГОСТ 2850-75 и асбестовый шнур по ГОСТ 1779-72.
1.3.6. Для измерения и регистрации температуры при подогреве следует применять самопишущие потенциометры (КСП-2, КСП-3, КСП-4 и др. градуировки ХА) по ГОСТ 7164-71, показывающие милливольтметры М-64, МПП-254 и др. градуировки ХА, термоиндикаторные карандаши, термоиндикаторные краски, цветные термоиндикаторы плавления, неокрашенные и цветные термоиндикаторы. Характеристики термоиндикаторов приведены в справочном приложении 3.
1.3.7. При использовании автоматических самопишущих потенциометров и показывающих милливольтметров следует применять термоэлектрические термометры ТХА-151, ТХАП-15, ТХА-ХIII и др. градуировки ТХА по ГОСТ 6616-74, которые присоединяются к прибору компенсационными проводами ПКВ, ПКЛ, ПКГВ, ПКЛЭ типа М по ГОСТ 5.1236-72 и ПКВП типа М по ТУ 16-505.440-73.
1.4.1. К прихватке и сварке стыков трубопроводов I, II, III и IV категорий (СНиП III-31-78) допускаются сварщики, выдержавшие теоретические и практические испытания в соответствии с действующими "Правилами аттестации сварщиков" (утверждены Госгортехнадзором СССР 22 июня 1971 г.) и имеющие удостоверение установленной формы на право производства сварочных работ.
Сборка под сварку
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.

Смещение кромок
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва.
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
Важно! При заниженном зазоре возможен непровар, при завышенном прожог.
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.

Расположение прихваток при сборке
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Требования к сборке технологических трубопроводов
Смещение кромок по наружному диаметру разнотолщинных труб не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм.
Смещение кромок по внутреннему диаметру не должно превышать значений:
- 0,10 S, но не более 1мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории, работающих при температуре ниже — 70°C ;
- 0,15 S,но не более 1мм — для трубопроводов II — V категорий.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен путем проточки конца трубы под углом не более 15°.
Для трубопроводов с Ру до 10 МПа (100 кгс/см2) допускается калибровка концов труб методом цилиндрической или конической раздачи.
Условное смещение. Отклонение от прямолинейности, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать: 1,5 мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории; 2,5 мм — для трубопроводов II — V категорий.
Требования к прихваткам. Количество прихваток для трубопроводов диаметром до 100мм-2шт.; 100-600мм.-3-4шт.; свыше 600мм.-через каждые 300-400мм.
Длина прихватки для трубопроводов диаметром до 600мм. 2,0 — 2,5 толщины стенки, но не менее 15 и не более 60мм. Свыше 600 мм.-50-70мм.
Высота прихватки для трубопроводов диаметром до 600мм. 0,4 — 0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше. Свыше 600 мм. 4-5мм.
Требования к приспособлениям и технологическим креплениям
Сборка осуществляется с помощью центраторов или привариваемых на расстоянии 50 — 70 мм. от торца труб временных технологических креплений. Технологические крепления изготовливаются из стали того же класса, что и свариваемые трубы. Для закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не допускается.
Требования к смещению продольных швов
При сборке труб и других элементов с продольными швами последние должны быть смещены относительно друг друга. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с условным диаметром 100 мм и менее продольные швы должны быть смещены относительно друг друга на величину, равную 1/4 окружности трубы (элемента).
Требования к сборке трубопроводов газового оборудования
Смещение кромок. Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
на надземных и внутренних газопроводах низкого давления допускается производить нахлесточные соединения «труба в трубу» размеров d 50×40, 40×32, 32×25, 25×20 мм.при условии:
— просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
— величина нахлеста по длине соединяемых труб не менее 3 см;
— на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
Требования к смещению продольных швов
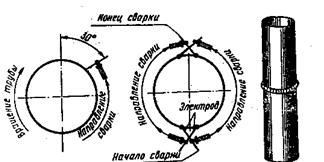
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
15 мм — для труб диаметром до 50 мм; 50 мм —от 50 до 100 мм; 100 мм диаметром св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Требования к сборке трубопроводов котельного оборудования
Требования к прихваткам
Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
Лекция № 21. Сварка трубных конструкций дуговой сваркой
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис.34).
 |
А б в
Рис.34 Сварные стыки труб: а — поворотный,б —неповоротный,
в — горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
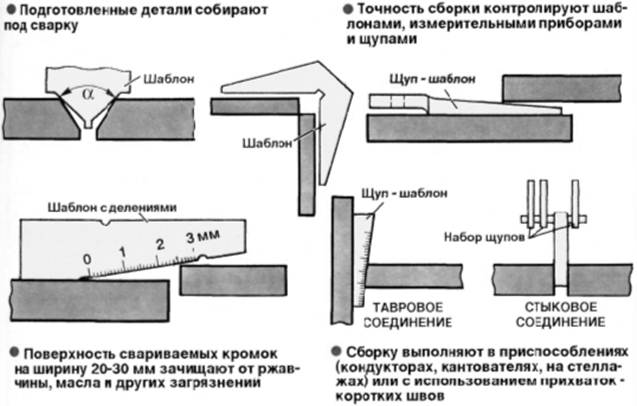
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60—70°, а величина притупления 2 -2,5 мм (рис.35). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Рис.35 Подготовка кромок труб под сварку при толщине стенок 8—12 мм
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2—3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15—20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3—4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250 — 300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб (таблица 5).
Таблица .5
| Толщина стенки, мм | 2 - 3 | 4 - 5 | 6 - 9 | 10 – 12 13 - 15 |
| Количество проходов | 4 5 |
При толщине труб свыше 8мм сварку ведут в четыре слоя (корневой, основных, декоративный). В случае, когда толщина стенок трубы до 8 мм сварку выполняют в два слоя сплошным швом.
По внешнему виду сварной шов должен иметь слегка выпуклую поверхность с плавным переходом к поверхности основного металла. Высота усиления шва должна быть одинаковой по всему периметру в пределах от 1 до 3 мм, ширина не должна превышать 2,5 толщины стенки труб.
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом в два слоя. В процессе сварки поворачивают трубу (рис.36) в сторону противоположную направлению сварки. Второй слой выполняют аналогично первому, но в противоположном направлении.
Рис.36 Схема сварки стыка труб малого диаметра
Сварка толстостенных труб
Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1—1,5 мм, равномерно распределяющийся по всей окружности. Используют электроды диаметром 2- 3мм.
Для получения провара без сосулек и грата осуществляю движение электрода возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла, скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 2 мм больше установленного зазора между трубами
Второй и третий слой выполняюэлектродом диаметром 4 – 5 мм и при повышенном токе одним из следующих способов: поворотом трубы на 180° и поворотом трубы на 90° .
Поворот трубы на 180° (Рис.37)
А б
Рис.37 Схема сварки стыка трубы: а –второго слоя , б- третьего слоя
1.Стык делят на четыре участка.
Вначале сваривают участки 1—2, после чего трубу поворачиваю на 180° и завариваю участки 3 и 4 (рис.37а).
2. Затем трубу поворачиваю еще на 90° и свариваю участки 5 и 6, затем поворачиваю трубу на 180° и свариваю участки 7 и 8 (Рис.37 б).
В процессе сварки следил, чтобы начало и конец шва не совпадали, перекрытие смежного слоя составляет 20 – 25 мм.
Поворот трубы на 90°
Стык так же делят на 4 участка. В начале сваривают участки 1,2. Затем поворачивают трубу на 90° и сваривают участки 3, 4 .(Рис.38а ) После сварки 1 слоя трубу поворачивают на 90° и сваривают участки 7-8 ( Рис.38.б).
Рис.38 Схема сварки стыка трубы: а – второго слоя, б – третьего слоя
Четвертый декоративный слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы, я именно так и производил сварку.
Трубы диаметром более 500 мм сваривают обратно-ступенчатым способом. Длина каждого участка зависит от диаметра трубы и составляет 150-300мм (Рис.39).
 |
Рис.39Схема сварки стыка труб большого диаметра:


Живите по правилу: МАЛО ЛИ ЧТО НА СВЕТЕ СУЩЕСТВУЕТ? Я неслучайно подчеркиваю, что место в голове ограничено, а информации вокруг много, и что ваше право.


Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот.

Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.).
СБОРКА ТРУБ ПОД СВАРКУ
-проверить состояние торцов труб, в случае необходимости (вмятины, рваные кромки, расслоения) обрезать концы труб, если задиры, забоины и т.д. глубиной более 5 мм.
Правку концов труб следует выполнять таким образом, чтобы не возникали трещины, кромки не смыкались, чтобы не было других повреждений, вмятины свыше 3,5 процента с наружного диаметра трубы удаляются; при температуре воздуха ниже минус 5 °C не допускаются правка концов труб без их предварительного подогрева.
-очистить до металлического блеска кромки и прилегающие к ним внутреннюю наружную поверхности труб на ширину не менее 20 мм;
-проверить наличие фаски на торцах труб, при отсутствии заводской разделки кромок на трубах толщиной 5 мм и более необходимо снять фаску. Разделка кромок (угол скоса, притупление должно выполняться в соответствии с ГОСТ 16037-80.
При сборке труб допускается смещение кромок свариваемых труб величиной не более 0,15% от толщины стенки плюс 0,5 мм.
Толщина стенок, мм 3 4 5 6
смещения кромок труб, мм 0,95 1,1 1,25 1,4
Сборку труб лучше выполнять с помощью центраторов на. инвентарных подкладках и других приспособлений.
При сборке труб с продольным и спиральным швом последние должны быть смещены относительно друг друга на величину не менее чем на:
- 15 мм для диаметра трубы до 50 мм;
- 50 мм для диаметра трубы от 50 до 100 мм;
- 100 мм для диаметра трубы свыше 100 мм.
При сборке под сварку труб, у которых заводские швы (продольный и спиральный) сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами контроля.
После центровки труб необходимо наложить прихватки. Прихватки должны быть выполнены, как правило, с применением тех же материалов (электродов, сварочной проволоки), что и для основного шва, длина прихваток должна быть 20-30 мм, при диаметре стыкуемых труб до 50 мм включительно, 50-60 мм при диаметре более 50 мм.
Высота прихваток должна составлять 1/3 толщины стенки трубы, но не менее 2 мм.
Количество прихваток определяется в зависимости от диаметра труб таблице:
| Диаметр условного прохода труб, мм | до 80 | св.80 до 150 вкл. | св.150 до 300 вкл. | св.300 |
| Количество прихваток | через каждые 250 мм шва |
| · Прихватки ставят с лицевой стороны соединения. · Поверхность прихватки очищают от шлака. · При сварке прихватку удаляют или полностью переплавляют. |
Прихватка патрубков, ответвлений в местах расположения поперечных (кольцевых) сварных швов основного газопровода НЕ ДОПУСКАЕТСЯ.
Расстояние между поперечным швом газопровода и швом приварки к нему патрубка должно быть не менее 100 мм.
На внутренних газопроводах, а также в ГРП, ГРУ при врезках ответвлений диаметром до 50 мм включительно (в том числе импульсных линий) расстояние от швов ввариваемых штуцеров до кольцевых швов основного газопровода должно быть не менее 50 мм.
Электродуговую сварку труб выполняют в поворотном или неповоротном положении в зависимости от условия монтажа. При этом трубы со скосом кромок 30 градусов при толщине стенок до 6 мм должны свариваться не менее, чем в 2 слоя, при толщине стенок свыше 6 мм не менее, чем в три слоя.
Читайте также: