Выпрямитель к сварочному трансформатору
Обновлено: 16.05.2024
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Назначение, особенности и принципы функционирования сварочных выпрямителей

Оборудование
Сварочный выпрямитель представляет собой специальный агрегат, преобразующий электрический ток от сети в рабочее напряжение высокого уровня для проведения сварных работ высокого качества.
Использование такого оборудования облегчает работу сварщика, так как позволяет выполнять более качественные и долговечные соединения металлических поверхностей при экономии расходного материала. Рассмотрим, как устроен и работает выпрямитель для дуговой сварки.
Назначение выпрямителя
Сварка представляет собой соединение двух металлических деталей путем замыкания дуги между соединяемой поверхностью и концом плавящегося электрода сварочного выпрямителя.
Два кабеля подсоединяются к выходящим клеммам устройства: первый фиксируется на свариваемой детали из металла, на конце второго размещается держатель или горелка.
Сварочный выпрямитель.
Полярность, а также режим осуществления сварной операции определяется конкретным полюсом крепления к свариваемым металлическим частям конструкции.
Выпрямитель для сварки имеет довольно простую конструкцию. Он состоит из нескольких блоков, которые обеспечивают сварщику стабильный рабочий процесс. В итоге, на выходе можно получить постоянный ток такой силы, которая необходима для проведения сварки деталей из стали, цветных металлов.
На заметку! Такое оборудование также позволяет сварщику выполнить сварные работы обратной полярности на конструкциях из тонколистовой, нержавеющей, легированной и высокоуглеродистой стали, которые чрезмерно чувствительны к перегреву.
Выпрямители относятся к более совершенным агрегатам для работы с металлическими конструкциями в сравнении с обычными трансформаторами, поскольку обладают рядом преимуществ:
- обеспечивают постоянное горение дуги, что продлевает рабочее время аппарата;
- при их эксплуатации сводится к минимуму количество брызг расплавленного присадочного и основного металла;
- позволяют достигнуть ровной поверхности шва с микроскопическим чешуйчатым рисунком;
- повышают свариваемость цветных и легированных металлов, что существенным образом улучшает качество выполненных соединений;
- предоставляют сварщику возможность сэкономить расходные материалы при выполнении сварных работ, что снижает себестоимость готового изделия.
Как устроен сварочный выпрямитель, и по какому принципу функционирует?
Сварочный выпрямитель сконструирован из нескольких блоков, внутри которых происходит понижение, преобразование входящего напряжения при одновременном увеличении величины А. Устройство сварочного выпрямителя позволяет понять основные принципы его функционирования.
Конструкция агрегата состоит из следующих элементов:
- трехфазный трансформатор, понижающий входящее напряжение;
- диоды, пропускающие ток в одном направлении, в отличие от проводников электрического тока, способных одинаково хорошо проводить ток в оба направления;
- радиаторы и вентилятор для охлаждения конструкции;
- амперметр;
- вольтметр;
- регуляторы тока.
Поскольку диоды в процессе функционирования агрегата нагреваются, то им требуется качественная система охлаждения. По этой причине рядом с ними расположены модули охлаждения, обеспечивающие конструкции постоянный обдув холодным воздухом.
Это устраняет риск перегрева диодов, повышает время работы выпрямителя и устраняет необходимость перерывов в его работе.
Измерительные приборы в системе позволяют контролировать характеристики тока, а сигнализатор температуры сообщит о перегреве. Выставить актуальную в работе силу тока можно с помощью специальных регуляторов. Если же показатели V превышаются, сработает защитный блок, и сварка остановится.
Такие агрегаты могут обладать разными характеристиками, и предназначены для проведения сварки заготовок из стали и сплавов цветных металлов. Но все виды подобного оборудования функционируют по единому принципу.

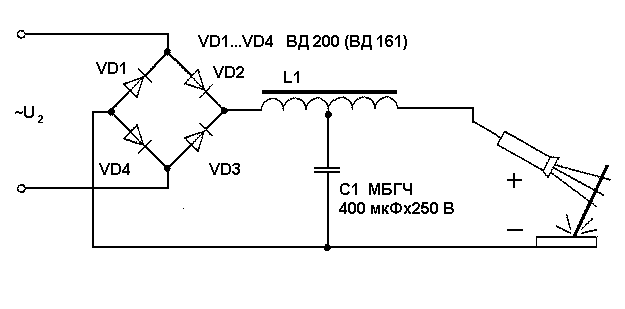
Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
Схема сварочного выпрямителя выглядит так:
- перемененный или сетевой ток подается на первичную обмотку понижающего трансформатора, что приводит к понижению его стандартной величины;
- поток напряжения с уменьшенным значением V и возросшей силой тока А возникает на вторичной обмотке за счет электромагнитной индукции;
- напряжение поступает на кремневые элементы-диоды, обеспечивающие прохождение тока в одном направлении и его стабилизацию;
- колебание частоты тока устраняется, после чего постоянное напряжение подается в зону соединения деталей.
Любой аппарат для сварки постоянного тока функционирует по подобной схеме, обеспечивая сварщика широкими возможностями в работе.
Ведь выпрямители для сварочных работ позволяют осуществлять сварку и резку устойчивой дугой с получением швов более высокого качества на различных металлических конструкциях за счет преобразования тока от трансформатора в постоянное напряжение внутри агрегата.
При работе расходные материалы не разбрызгиваются, поэтому происходит их существенная экономия.
Важно! Напряжение при работе сварных выпрямителей на холостом ходу не должно превышать уровень в 48V.
Обслуживание и ремонт
Сварочные выпрямители отличаются высоким качеством и длительное время работают без поломок, если своевременно осуществлять обслуживание и ремонт агрегатов:
- проводите проверку всех токопроводящих частей на предмет сохранности изоляции и надежности крепления клемм;
- удаляйте пыль с внутренних элементов конструкции;
- перед включением сварного аппарат проверяйте его заземление;
- периодически смазывайте винт регулировки хода вторичной обмотки;
- не допускайте работу с выпрямителем без применения защитного кожуха.
Наиболее часто встречаемые поломки сварных выпрямителей – перегрев конструкции и чрезмерный гул при работе аппарата.

Принципиальная схема сварочного выпрямителя.
При наличии подобных проблем, важно проверить следующие элементы аппарата:
- крыльчатку вентилятора на предмет несоответствия актуальной величине: если такой факт установлен, деталь потребуется заменить;
- вал вентилятора охлаждения на предмет заклинивания;
- первичную обмотку трансформатора, если произошло замыкание;
- герметичность изоляции листов сердечника, его шпилек.
Часто можно столкнуться с иной распространенной поломкой сварочного выпрямителя, которая требует незамедлительного проведения ремонтных работ. Напряжение тока на выходе понижается в связи с замыканием, обрывом во вторичной обмотке.
Если выключение магнитного пускателя осуществляется практически сразу после его включения, причину проблемы стоит искать в диоде. Также подобную поломку может спровоцировать замыкание тока на кожух оборудования.
Заключение
Сварочные выпрямители выделяются на фоне иного оборудования, применяемого с целью выполнения электродуговой сварки. Они способны повысить силу тока до необходимого для плавления кромок металлов значения и преобразовывать переменную частоту напряжения до постоянного значения.
В итоге, швы лучше шлифуются, поэтому получаются гораздо более качественными.
Назначение и нюансы изготовления диодного моста в сварочном аппарате

Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
Выпрямитель для сварки
Оборудование для сварки на переменном токе обладает существенным минусом при использовании в домашних условиях: оно провоцируют перепады напряжения в сети и помехи для работы электроустройств.
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Особенность выпрямителей
Многие сварочные аппараты требуют доработки, заключающейся в применении специальных выпрямителей. Для их изготовления часто применяют диоды, способные пропускать напряжение исключительно в одну сторону.
Изначально для усовершенствования сварки мастера использовали диодные схемы из четырех диодов на радиолампах. Но данная технология была слишком сложной и дорогой. В наши дни силовые диоды стали доступными по стоимости, поэтому активно используются в сварных операциях.
На заметку! Подбирайте такие электрические элементы, которые обладают высоким качеством, и следите за тем, чтобы фактический ток в цепи был меньшим, чем заданный по номиналу. Тогда аппарат прослужит без поломок максимально длительное время.

Электрическая схема выпрямителя для сварки.
Схема для такого приспособления не отличается особой сложностью: она состоит из проводников, пропускающих электрический поток и направленных в актуальную сторону.
Если быть более точным, то два элемента общей схемы соединены последовательно и направлены друг к другу, а еще два ‒ располагаются один за другим. Первые из них проводят ток в выбранном направлении, вторые ‒ не позволяют току вернуться.
Выпрямители на диодах характеризуются разной мощностью, поэтому вид электрода необходимо подбирать с учетом этого параметра. Чем выше мощность, тем более толстый электрод потребуется.
На промышленном производстве требуется применить мощную аппаратуру, которая позволит выполнять сварные соединения без каких-либо пауз. Для бытового использования подойдут менее мощные выпрямители для сварки.
Применение в сварке
Диодную схему можно собрать из отдельных диодов или приобрести монолитную конструкцию с разными параметрами. Первый вариант менее предпочтителен, чем второй. Но при сгорании одного диода не требуется менять все четыре элемента, как в случае монолитной конструкции.
Если применить такие агрегаты для переориентации сварки на работу с постоянным током, можно добиться расширения ее функциональных возможностей.
Применение выпрямителя из диодов поможет:
- устранить перебои напряжения в сети;
- упростить задачу розжига электрической дуги в условиях номинального и пониженного напряжения;
- увеличить тепловой режим при длительной работе сварочного аппарата.
На заметку! С помощью выпрямителя из диодов для сварочного аппарата можно поддерживать электрическую дугу на стабильном уровне, что позволяет повысить эстетические качества созданных своими руками сварных соединений на металлических конструкциях.
Выпрямитель для сварки собирается по мостовой схеме, но при этом важно учесть, что корпус агрегата находится под напряжением.
Поэтому при установке диодного моста на радиатор, важно изолировать агрегат от иных элементов схемы, от корпуса сварочного аппарата, соседних диодов. А это чревато определенными неудобствами для сварщика: нужно использовать более крупный по размеру корпус сварки.

Выпрямитель тока для сварочных работ.
Как следствие, аппарат получается тяжелым и громоздким.
Чтобы уменьшить габариты сварки, можно подобрать выпрямительный прибор ВЛ200 с другой полярностью, объединив полупроводники на два парных радиатора. Но еще лучше, установить в едином корпусе сварки мощные, но при этом максимально компактные диодные мосты.
Такое решение обойдется сварщику в несколько раз дешевле, нежели покупка диодов В200. Деталь по размеру не больше, чем спичечный коробок. Она имеет площадку для установки радиатора, работает на максимальном, прямом токе ‒ 30-50 А.
Важно! Если в процессе выполнения сварных работ потребовался более мощный мост, стоит воспользоваться параллельным подключением мостовых сборок. Главное понимать, что при таком решении надежность конструкции будет ниже, чем при одиночных мощных диодах.
Если говорить о схемах полупроводникового типа с устройством выпрямителя, важно отметить следующее:
- Лучшие показатели имеет трехфазная система, позволяющая использовать мощность сети до 380 В.
Ее применяют на промышленных предприятиях, где важно создать длительный непрерывный сварной процесс без пауз для соединения больших по размеру металлических деталей: ворот, контейнеров, хозяйственных металлических сооружений и т.п. - Система с одной фазой подходит для бытового использования, когда сварной процесс длится короткий промежуток времени, и нет необходимости в более длительной сварке.
Установка
Если планируется установить параллельную схему соединения диодных мостов, важно учесть некоторый разброс по параметрам каждого диода. Подбирать элементы нужно так, чтобы оставался некоторый запас прочности. Тогда можно получить компактный диодный мост для сварочного аппарата.
Диодные сборки можно разместить на одном радиаторе, но для повышения показателей теплоотдачи их монтируют через теплопроводящую пасту. Актуальное количество таких схем для выпрямителя определяется требуемым сварочным током: стандартное количество 3-5 сборок.
Проводники стоит соединять с контактами при помощи пайки, и иначе в местах контакта потери мощности, или соединение сильно нагревается. При необходимости выполнить сварные операции, выпрямитель подключается к аппарату для сварки.
Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.

Диодный мост для сварочного аппарата.
Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
На заметку! Расчеты для изготовления трансформаторов осуществляются по единой методике, поэтому данная задача не представляет трудностей даже для малоопытного сварщика со школьными знаниями электричества.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный выпрямитель, созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Электролитический конденсатор в составе схемы необходим в качестве сглаживающего фильтра для снижения пульсаций.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Расчет сопротивления реостата нужно проводиться учетом удельного сопротивления электрода, его сечения и общей длины.

Электрическая схема сварки с диодным мостом.
Шаг регулировки тока для сварки зависит от диаметра витков. Если правильно собрать перечисленные детали в единый агрегат, процесс сварки будет сопровождаться постоянным током. Не лишним будет и монтаж резистора, препятствующего короткому замыканию при работе.
Оно может происходить при касании проволоки о металл без зажигания дуги. Если в это время на конденсаторе нет сопротивления, он мгновенно разрядится, произойдет щелчок, электрод разрушится или прилипнет к металлу.
При наличии резистора можно сгладить разряды на конденсаторе, сделать поджога электрода более простым и мягким. Изготовление аппарата для выпрямления сварного тока своими руками позволит создавать максимально аккуратные и долговечные сварные швы.
Итоги
Диодный мост для сварочного аппарата преобразует переменный ток в постоянный, что позволяет повысить качества сварных соединений. Такое приспособление можно приобрести в готовом виде или создать своими руками, следуя советам, озвученным в статье.
Сварочный трансформатор: устройство и принцип действия

Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
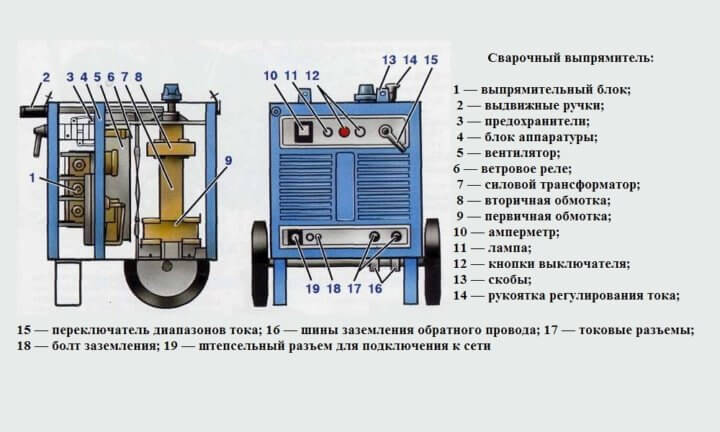
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
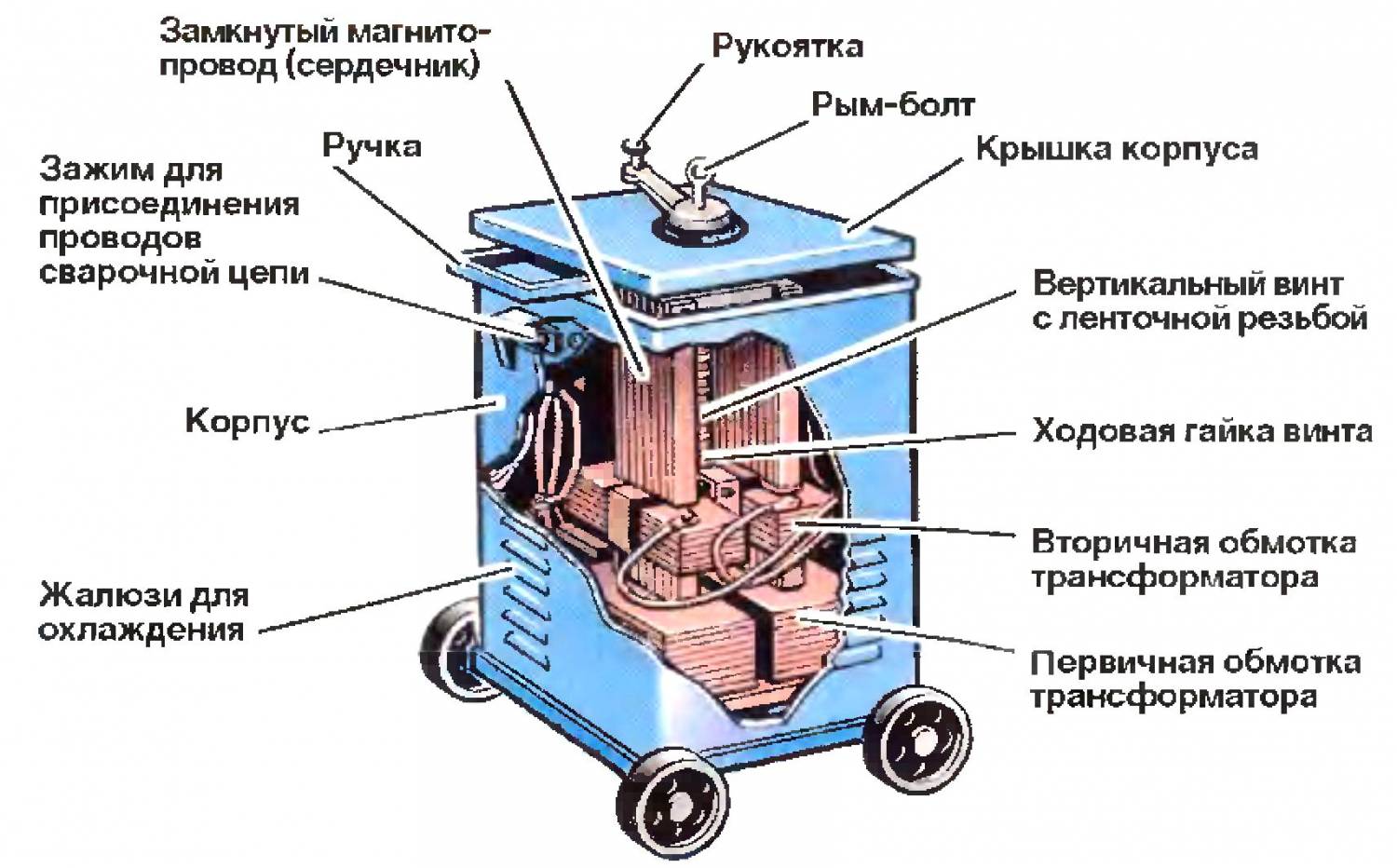
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.

Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.

Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
Функциональная схема такого СТ представлена на рисунке.

Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».

Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
Сварочный выпрямитель: устройство, принцип работы, технические характеристики, разновидности
Практически все отрасли промышленности не обходятся без сварки металлов, которая необходима для обеспечения прочных и надежных соединений. В виду большого разнообразия методов сварки и свариваемых образцов существуют различные виды применяемых аппаратов, среди которых часто выделяют сварочный выпрямитель. Что представляет собой данное устройство и чем качественно отличается от другого оборудования, мы рассмотрим в данной статье.

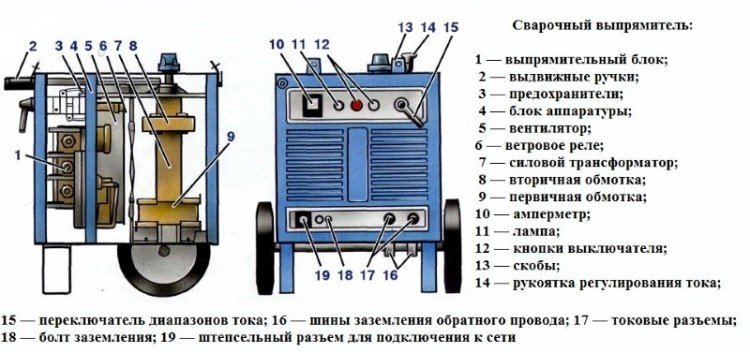
Рис. 1. Устройство сварочного выпрямителя
Само понятие сварочного выпрямителя было введено п. 150 ГОСТ 2601-84. Конструкция такого устройства включает в себя несколько блоков для реализации различных функций, а именно:
- Трансформатор – используется для преобразования переменного напряжения и тока. В сварочном выпрямителе это понижающие трансформаторы, предназначенные для снижения напряжения сети 230 В и пропорционального увеличения тока вторичной цепи.
- Выпрямитель – изготавливается из полупроводниковых элементов, собираемых, как правило, в мостовую схему. В качестве элементов часто используют вентильные диоды или тиристоры.
- Блок защит – осуществляет защиту оборудования от перегрузок, аварийных ситуаций или ошибок сварщика.
- Панель управления – представляет собой модуль регулировки, подключения и контроля рабочих параметров.
- Радиатор охлаждения – в процессе проведения сварочных работ происходит колоссальный нагрев токоведущих частей вторичной обмотки трансформатора и полупроводниковых элементов. Для предотвращения перегрева сварочного устройства устанавливаются радиаторы охлаждения, в некоторых особо мощных моделях с принудительной вентиляцией.
- Пусковое устройство – предназначено для запуска сварочной установки, в некоторых ситуациях может осуществлять отключение при коротких замыканиях и других неполадках.
- Сварочные шлейфа с электрододержателями – применяются для подачи напряжения в место сварки, закрепления электродов, обеспечивают хороший электрический контакт.
Принцип действия сварочного выпрямителя основывается на преобразовании электрической энергии, как по величине, так и по роду тока. Для этого напряжение сети после включения пускового устройства подается на первичную обмотку понижающего трансформатора. В первичной обмотке начнет протекать электрический ток, который генерирует ЭДС взаимоиндукции со вторичной обмоткой. Где наводится своя ЭДС, обуславливающая разность потенциалов на выводах вторички.

Рис. 3. Принцип действия сварочного выпрямителя
Напряжение от вторичной обмотки будет подаваться на выпрямитель. Положительная полуволна напряжения будет пропускаться одной парой диодов моста к нагрузке. А отрицательная полуволна будет пропускаться другой парой диодов к электроду и заготовке. В таком состоянии напряжение на клеммах ‟+‟ и ‟–‟ присутствует в состоянии холостого хода без нагрузки.
Как только к клеммам ‟+‟ и ‟–‟ подается нагрузка в виде электрода и заготовки для проведения сварочных работ, в цепи выпрямителя начинает протекать рабочий ток. Конденсатор C применяется для сглаживания напряжения на выходе выпрямителя. Помимо емкости, в цепи может использоваться дроссель для предотвращения резкого нарастания тока. В некоторых моделях сварочного выпрямителя может применяться регулятор величины рабочего тока.
Технические характеристики
При выборе конкретной модели сварочного выпрямителя необходимо руководствоваться типом и толщиной рабочих заготовок, которые вам нужно будет сваривать. А также учитывать особенности сети, к которой осуществляется подключение.
К основным техническим характеристикам сварочных выпрямителей относятся:
- Напряжение питания и его тип;
- Мощность сварочного выпрямителя;
- Номинальный ток и диапазон его регулирования (при наличии такой функции);
- Номинальное напряжение на выходе;
- Сечение питающих проводов и сварочных шлейфов;
- Относительная продолжительность нагрузки;
- Степень защиты от попадания пыли и влаги (обозначается индексом IP) для некоторых видов сварочных выпрямителей регламентируется в соответствии с п.4.2 ГОСТ 13821-77;
- Тип охлаждения;
- Габаритные размеры и вес.
Вышеперечисленные характеристики подбираются индивидуально, в зависимости от предполагаемых условий. В определенных ситуациях вы можете опускать некоторые параметры при выборе.
Разновидности
Сварочные выпрямители подразделяются на несколько категорий, в зависимости от критерия. Так, все агрегаты условно подразделяются на однофазные и трехфазные устройства.

Рис. 4. Однофазный и трехфазный сварочный выпрямитель
По количеству постов, которые способен обслуживать один выпрямитель выделяют однопостовые и многопостовые модели. Первый вариант подходит для профессиональной деятельности, второй предназначен для использования в промышленных масштабах.

Рис. 5. Пример многопостового сварочного выпрямителя
В зависимости от соотношения тока и напряжения на выходе выпрямителя существуют аппараты с жесткой, падающей (крутой и пологой) или возрастающей вольтамперной характеристикой.

Рис. 6. Разделение сварочных выпрямителей по типу вольтамперной характеристики
Наиболее часто встречаются выпрямители с крутопадающей и пологопадающей характеристикой. Первый вид применяется для ручной сварки с вольфрамовыми и стальными штучными электродами. Второй вид применим для механизированной сварки, производимой в среде инертных газов.
По типу регулирования величины тока на выходе сварочного выпрямителя различают:
- Трансформаторные – наиболее простые, так как регулировка производится путем переключения количества витков в обмотке. Что меняет величину напряжения и тока.
- Транзисторные – регулировка осуществляется путем введения транзистора в режим ключа, приоткрывающего или закрывающего цепь по величине пропускаемого тока.
- Регулируемые дросселем – при помощи изменения индуктивного сопротивления в цепи вторичной обмотки трансформатора можно уменьшать величину напряжения, подаваемого на мост выпрямителя.
- Тиристорные – производят переключение величины рабочего тока благодаря отдельному элементу.
- Инверторные – увеличивают и уменьшают рабочую величину выпрямителя за счет преобразования токов высокой частоты. Используются в установках двойного преобразования.
В зависимости от величины рабочего тока сварочные выпрямители подразделяются на:
- бытовые – с током до 200 А;
- полупрофессиональные – с нагрузочной способностью до 300 А;
- профессиональные – ампераж которых превышает 300 А.
В сравнении с другими видами аппаратов для проведения сварочных работ выпрямитель характеризуется рядом весомых преимуществ:
- Обладает большим КПД и меньшими потерями на холостом ходу;
- Меньшие габариты и вес, не производит столько шума во время сварки, как аппараты переменного тока;
- Быстрее нагревается электрод, чем при подаче на него переменного напряжения;
- Стабильная дуга, благодаря чему получается ровный шов;
- Сведено к минимуму разбрызгивание металла, что повышает качество работ;
- Позволяет уменьшить скорость расхода электрода, что делает такие устройства более экономичными;
- Проще управлять рабочими параметрами сварочного выпрямителя;
- Более долговечны и надежны в работе;
- Обеспечивает равномерную загрузку фаз в трехфазной цепи.
Основным недостатком сварочных выпрямителей является их довольно высокая стоимость. Также они чувствительные к длительным коротким замыканиям, от которых их нужно дополнительно защищать, боятся перепадов напряжения в питающей сети.
Назначение
Такой аппарат постоянного тока предназначен для выполнения сварочных операций в самых различных сферах человеческой деятельности. Они широко применяются для работы как по высокоуглеродистым, так и низкоуглеродистым сталям, цветным металлам, сплавам алюминия и титана, чугунов, нержавейки и при сварке обратной полярности. По виду сварки выпрямители предназначены для:
- Ручных дуговых с покрытым электродом ММА;
- Путем плавления металла в среде защитных газов MIG;
- Аргонно-дуговых посредством неплавящегося электрода TIG.
Перед началом работы сварочный аппарат обязательно продувается от пыли, для чего можно использовать обычный фен. После длительного простоя полупроводниковые элементы требуют раскачки от режима холостого хода с плавной нагрузкой до номинального. Такая раскачка производится около 2 часов. В процессе сварки необходимо постоянно следить за степенью нагрева, чтобы не допустить выхода сварочного выпрямителя со строя.
При эксплуатации могут проявиться несколько видов неисправностей, наиболее частыми являются:
Читайте также: