Количество проходов при сварке труб
Обновлено: 20.05.2024
- отделочные работы (в том числе заделка отверстий в перекрытиях, стенах и перегородках после прокладки трубопроводов и воздуховодов);
- общестроительные работы для интегрированных в здание помещений индивидуальных тепловых пунктов (ИТП), крышных, пристроенных и встроенных котельных.
При проведении монтажа санитарно-технических систем, а также смежных общестроительных работ не должно быть повреждений ранее выполненных работ.
4.5 Размеры отверстий и борозд для прокладки трубопроводов в перекрытиях, стенах и перегородках зданий и сооружений принимают в соответствии с приложением А, если другие размеры не предусмотрены рабочей документацией.
Типы сварных соединений стальных трубопроводов, форма, конструктивные размеры сварного шва должны соответствовать требованиям ГОСТ 16037.
Соединение стальных труб диаметром условного прохода до 25 мм включительно на объекте строительства следует проводить сваркой внахлестку (с раздачей одного конца трубы или безрезьбовой муфтой). Стыковое соединение труб диаметром условного прохода до 25 мм включительно допускается выполнять на заготовительных предприятиях.
При сварке резьбовые поверхности и поверхности зеркала фланцев должны быть защищены от брызг и капель расплавленного металла.
В сварном шве не должно быть трещин, раковин, пор, подрезов, незаверенных кратеров, а также пережогов и подтеков наплавленного металла.
Отверстия в трубах диаметром до 40 мм для приварки патрубков необходимо выполнять, как правило, путем сверления, фрезерования или вырубки на прессе.
4.7 При пресс-соединении концы труб должны быть чистыми, не должны иметь царапин и бороздок по всей длине или хотя бы по всей длине вставки. При поставке труб с синтетическим покрытием, выполненным на предприятии-изготовителе, поверхность труб при снятии этого покрытия не должна быть повреждена.
Техническое обслуживание полного комплекта пресс-инструмента следует выполнять не реже одного раза в год, если предприятие-изготовитель не указывает иных интервалов.
4.8 Монтаж внутренних санитарно-технических систем в сложных, уникальных и экспериментальных зданиях следует выполнять в соответствии с требованиями настоящего свода правил и рабочей документации.
5 Заготовительные работы при устройстве внутренних санитарно-технических систем
5.1 Изготовление узлов и деталей трубопроводов из стальных труб
5.1.1 Изготовление узлов и деталей трубопроводов из стальных труб следует проводить в соответствии с техническими условиями и стандартами. Допуски на изготовление не должны превышать значений, указанных в таблице 1.
5.1.2 Соединение стальных труб, а также деталей и узлов из них следует выполнять сваркой, на резьбе, на накидных гайках и фланцах (к арматуре и оборудованию), на пресс-соединениях (за счет холодной механической деформации металла между пресс-фитингом и покрываемой им на глубину раструба пресс-фитинга трубой).
Оцинкованные трубы, узлы и детали следует соединять на резьбе с применением оцинкованных соединительных частей или неоцинкованных из ковкого чугуна, на накидных гайках, на фланцах (к арматуре и оборудованию), на пресс-фитингах или на фитингах, специально предназначенных для использования в трубопроводных системах с пазовыми соединениями.
5.1.3 Для резьбовых соединений стальных труб следует применять цилиндрическую трубную резьбу, выполненную по ГОСТ 6357-81 (класс точности В) накаткой на легких трубах и нарезкой на обыкновенных и усиленных трубах.
При изготовлении резьбы методом накатки на трубе допускается уменьшение ее внутреннего диаметра до 10 % по всей длине резьбы.
Повороты трубопроводов в системах отопления и теплоснабжения следует выполнять путем изгиба труб или применения бесшовных приварных отводов из углеродистой стали по ГОСТ 17375.
Радиус гиба труб с условным проходом до 40 мм включительно должен быть не менее 2,5Dнар, а с условным проходом 50 мм и более - не менее 3,5Dнар трубы.
5.1.4 В системах холодного и горячего водоснабжения повороты трубопроводов следует выполнять путем установки угольников по ГОСТ 8946, отводов или изгиба труб. Оцинкованные трубы следует гнуть только в холодном состоянии.
Для труб диаметром 100 мм и более допускается применение гнутых и сварных отводов. Минимальный радиус этих отводов должен быть не менее полуторного диаметра условного прохода трубы.
При гибке сварных труб сварной шов следует располагать с наружной стороны трубной заготовки, при этом плоскость шва должна быть под углом не менее 45° к плоскости гиба.
5.1.5 Подварка сварного шва на изогнутых участках труб в нагревательных элементах отопительных панелей не допускается.
В качестве уплотнителя для резьбовых соединений при температуре перемещаемой среды до 378 К (105 °С) рекомендуется применять ленту ФУМ или льняную прядь по ГОСТ Р 53484, пропитанную свинцовым суриком или белилами, замешанными на натуральной олифе, или специальными уплотняющими пастами-герметиками; при температуре выше 378 К (105 °С) и для конденсационных линий - волокно хризотила по ГОСТ 12871 вместе с льняной прядью, пропитанные графитом, замешанным на натуральной олифе, а также другие материалы, разрешенные к применению в установленном порядке.
Лента ФУМ и льняная прядь должны накладываться ровным слоем по ходу резьбы и не выступать внутрь и наружу трубы.
В качестве уплотнителя для фланцевых соединений при температуре перемещаемой среды не более 423 К (150 °С) следует применять паронит толщиной 2 - 3 мм или фторопласт-4, а при температуре не более 403 К (130 °С) - прокладки из термостойкой резины.
Для герметизации резьбовых и фланцевых соединений допускаются и другие уплотнительные материалы, указанные в рабочей документации.
Отклонение от перпендикулярности фланца, приваренного к трубе, по отношению к оси трубы допускается до 1 % наружного диаметра фланца, но не более 2 мм.
Поверхность фланцев должна быть гладкой и без заусенцев. Головки болтов следует располагать с одной стороны соединения.
Концы болтов, как правило, не должны выступать из гаек более чем на 0,5 диаметра болта или 3 шага резьбы.
Лекция № 21. Сварка трубных конструкций дуговой сваркой
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис.34).
 |
А б в
Рис.34 Сварные стыки труб: а — поворотный,б —неповоротный,
в — горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60—70°, а величина притупления 2 -2,5 мм (рис.35). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Рис.35 Подготовка кромок труб под сварку при толщине стенок 8—12 мм
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2—3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15—20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3—4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250 — 300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб (таблица 5).
Таблица .5
| Толщина стенки, мм | 2 - 3 | 4 - 5 | 6 - 9 | 10 – 12 13 - 15 |
| Количество проходов | 4 5 |
При толщине труб свыше 8мм сварку ведут в четыре слоя (корневой, основных, декоративный). В случае, когда толщина стенок трубы до 8 мм сварку выполняют в два слоя сплошным швом.
По внешнему виду сварной шов должен иметь слегка выпуклую поверхность с плавным переходом к поверхности основного металла. Высота усиления шва должна быть одинаковой по всему периметру в пределах от 1 до 3 мм, ширина не должна превышать 2,5 толщины стенки труб.
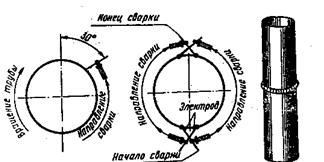
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом в два слоя. В процессе сварки поворачивают трубу (рис.36) в сторону противоположную направлению сварки. Второй слой выполняют аналогично первому, но в противоположном направлении.
Рис.36 Схема сварки стыка труб малого диаметра
Сварка толстостенных труб
Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1—1,5 мм, равномерно распределяющийся по всей окружности. Используют электроды диаметром 2- 3мм.
Для получения провара без сосулек и грата осуществляю движение электрода возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла, скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 2 мм больше установленного зазора между трубами
Второй и третий слой выполняюэлектродом диаметром 4 – 5 мм и при повышенном токе одним из следующих способов: поворотом трубы на 180° и поворотом трубы на 90° .
Поворот трубы на 180° (Рис.37)
А б
Рис.37 Схема сварки стыка трубы: а –второго слоя , б- третьего слоя
1.Стык делят на четыре участка.
Вначале сваривают участки 1—2, после чего трубу поворачиваю на 180° и завариваю участки 3 и 4 (рис.37а).
2. Затем трубу поворачиваю еще на 90° и свариваю участки 5 и 6, затем поворачиваю трубу на 180° и свариваю участки 7 и 8 (Рис.37 б).
В процессе сварки следил, чтобы начало и конец шва не совпадали, перекрытие смежного слоя составляет 20 – 25 мм.
Поворот трубы на 90°
Стык так же делят на 4 участка. В начале сваривают участки 1,2. Затем поворачивают трубу на 90° и сваривают участки 3, 4 .(Рис.38а ) После сварки 1 слоя трубу поворачивают на 90° и сваривают участки 7-8 ( Рис.38.б).
Рис.38 Схема сварки стыка трубы: а – второго слоя, б – третьего слоя
Четвертый декоративный слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы, я именно так и производил сварку.
Трубы диаметром более 500 мм сваривают обратно-ступенчатым способом. Длина каждого участка зависит от диаметра трубы и составляет 150-300мм (Рис.39).
 |
Рис.39Схема сварки стыка труб большого диаметра:


ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры.

Что вызывает тренды на фондовых и товарных рынках Объяснение теории грузового поезда Первые 17 лет моих рыночных исследований сводились к попыткам вычислить, когда этот.

Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем.
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
СНиП 3.05.04-85 : Монтаж трубопроводов
3.1. При перемещении труб и собранных секций, имеющих антикоррозионные покрытия, следует применять мягкие клещевые захваты, гибкие полотенца и другие средства, исключающие повреждение этих покрытий.
3.2. При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует допускать попадания в них поверхностных или сточных вод. Трубы и фасонные части, арматура и готовые узлы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов.
3.3. Монтаж трубопроводов должен производиться в соответствии с проектом производства работ и технологическими картами после проверки соответствия проекту размеров траншеи, крепления стенок, отметок дна и при надземной прокладке - опорных конструкций. Результаты проверки должны быть отражены в журнале производства работ.
3.4. Трубы раструбного типа безнапорных трубопроводов следует, как правило, укладывать раструбом вверх по уклону.
3.5. Предусмотренную проектом прямолинейность участков безнапорных трубопроводов между смежными колодцами следует контролировать просмотром «на свет» с помощью зеркала до и после засыпки траншеи. При просмотре трубопровода круглого сечения видимый в зеркале круг должен иметь правильную форму.
Допустимая величина отклонения от формы круга по горизонтали должна составлять не более 1/4 диаметра трубопровода, но не более 50 мм в каждую сторону. Отклонения от правильной формы круга по вертикали не допускаются.
3.6. Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ± 100 мм в плане, отметок лотков безнапорных трубопроводов - ± 5 мм, а отметок верха напорных трубопроводов - ± 30 мм, если другие нормы не обоснованы проектом.
3.7. Прокладка напорных трубопроводов по пологой кривой без применения фасонных частей допускается для раструбных труб со стыковыми соединениями на резиновых уплотнителях с углом поворота в каждом стыке не более чем на 2° для труб условным диаметром до 600 мм и не более чем на 1° для труб условным диаметром свыше 600 мм.
3.8. При монтаже трубопроводов водоснабжения и канализации в горных условиях кроме требований настоящих правил следует соблюдать также требования разд. 9 СНиП III-42-80.
3.9. При прокладке трубопроводов на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по всей окружности.
3.10. Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
3.11. Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии.
3.12. Для заделки (уплотнения) стыковых соединений трубопроводов следует применять уплотнительные и «замковые» материалы, а также герметики согласно проекту.
3.13. Фланцевые соединения фасонных частей и арматуры следует монтировать с соблюдением следующих требований:
фланцевые соединения должны быть установлены перпендикулярно оси трубы;
плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается;
сваривание стыков смежных с фланцевым соединением следует выполнять лишь после равномерной затяжки всех болтов на фланцах.
3.14. При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
3.15. Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
3.16. Защиту стальных и железобетонных трубопроводов от коррозии следует осуществлять в соответствии с проектом и требованиями СНиП 3.04.03-85 и СНиП 2.03.11-85.
3.17. На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ по форме, приведенной в СНиП 3.01.01-85* следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров и выполнение уплотнений стыковых соединений, устройство колодцев и камер, противокоррозионная защита трубопроводов, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением и др.
3.18. Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать требованиям ГОСТ 16037-80.
3.19. Перед сборкой и сваркой труб следует очистить их от загрязнений, проверить геометрические размеры разделки кромок, зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
3.20. По окончании сварочных работ наружная изоляция труб в местах сварных соединений должна быть восстановлена в соответствии с проектом.
3.21. При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20 % толщины стенки, но не более 3 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1 мм.
3.22. Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов можно не производить.
3.23. Поперечные сварные соединения должны быть расположены на расстоянии не менее чем:
0,2 м от края конструкции опоры трубопровода;
0,3 м от наружной и внутренней поверхностей камеры или поверхности ограждающей конструкции, через которую проходит трубопровод, а также от края футляра.
3.24. Соединение концов стыкуемых труб и секций трубопроводов при величине зазора между ними более допускаемого следует выполнять вставкой «катушки» длиной не менее 200 мм.
3.25. Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
3.26. Сборка труб для сварки должна выполняться с помощью центраторов; допускается правка плавных вмятин на концах труб глубиной до 3,5 % диаметра трубы и подгонка кромок с помощью домкратов, роликовых опор и других средств. Участки труб с вмятинами свыше 3,5 % диаметра трубы или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм следует обрезать.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
3.27. К сварке стыков стальных трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
3.28. Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной стык в производственных условиях (на объекте строительства) в случаях:
если он впервые приступил к сварке трубопроводов или имел перерыв в работе свыше 6 месяцев;
если сварка труб осуществляется из новых марок сталей, с применением новых марок сварочных материалов (электродов, сварочной проволоки, флюсов) или с использованием новых типов сварочного оборудования.
На трубах диаметром 529 мм и более разрешается сваривать половину допускного стыка. Допускной стык подвергается:
внешнему осмотру, при котором сварной шов должен удовлетворять требованиям настоящего раздела и ГОСТ 16037-80;
радиографическому контролю в соответствии с требованиями ГОСТ 7512-82;
механическим испытаниям на разрыв и изгиб в соответствии с ГОСТ 6996-66.
В случае неудовлетворительных результатов проверки допускного стыка производятся сварка и повторный контроль двух других допускных стыков. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и может быть допущен к сварке трубопровода только после дополнительного обучения и повторных испытаний.
3.29. Каждый сварщик должен иметь присвоенное ему клеймо. Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30 - 50 мм от стыка со стороны, доступной для осмотра.
3.30. Сварку и прихватку стыковых соединений труб допускается производить при температуре наружного воздуха до минус 50 °С. При этом сварочные работы без подогрева свариваемых стыков допускается выполнять:
при температуре наружного воздуха до минус 20 °С - при применении труб из углеродистой стали с содержанием углерода не более 0,24 % (независимо от толщины стенок труб), а также труб из низколегированной стали с толщиной стенок не более 10 мм;
при температуре наружного воздуха до минус 10 °С - при применении труб из углеродистой стали с содержанием углерода свыше 0,24 %, а также труб из низколегированной стали с толщиной стенок свыше 10 мм. При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы следует производить с подогревом в специальных кабинах, в которых температуру воздуха следует поддерживать не ниже вышеуказанной, или осуществлять подогрев на открытом воздухе концов свариваемых труб на длину не менее 200 мм до температуры не ниже 200 °С.
После окончания сварки необходимо обеспечить постепенное понижение температуры стыков и прилегающих к ним зон труб путем укрытия их после сварки асбестовым полотенцем или другим способом.
3.31. При многослойной сварке каждый слой шва перед наложением следующего шва должен быть очищен от шлака и брызг металла. Участки металла шва с порами, раковинами и трещинами должны быть вырублены до основного металла, а кратеры швов заварены.
3.32. При ручной электродуговой сварке отдельные слои шва должны быть наложены так, чтобы замыкающие участки их в соседних слоях не совпадали один с другим.
3.33. При выполнении сварочных работ на открытом воздухе во время осадков места сварки должны быть защищены от влаги и ветра.
3.34. При контроле качества сварных соединений стальных трубопроводов следует выполнять:
операционный контроль в процессе сборки и сварки трубопровода в соответствии с требованиями СНиП 3.01.01-85*;
проверку сплошности сварных стыков с выявлением внутренних дефектов одним из неразрушающих (физических) методов контроля - радиографическим (рентгено- или гаммаграфическим) по ГОСТ 7512-82 или ультразвуковым по ГОСТ 14782-86.
Применение ультразвукового метода допускается только в сочетании с радиографическим, которым должно быть проверено не менее 10 % общего числа стыков, подлежащих контролю.
3.35. При операционном контроле качества сварных соединений стальных трубопроводов следует проверить соответствие стандартам конструктивных элементов и размеров сварных соединений, способа сварки, качества сварочных материалов, подготовки кромок, величины зазоров, числа прихваток, а также исправности сварочного оборудования.
3.36. Внешнему осмотру подлежат все сварные стыки. На трубопроводах диаметром 1020 мм и более сварные стыки, сваренные без подкладного кольца, подвергаются внешнему осмотру и измерению размеров снаружи и изнутри трубы, в остальных случаях - только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб на ширину не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
Качество сварного шва по результатам внешнего осмотра считается удовлетворительным, если не обнаружено:
трещин в шве и прилегающей зоне;
отступлений от допускаемых размеров и формы шва;
подрезов, западаний между валиками, наплывов, прожогов, незаваренных кратеров и выходящих на поверхность пор, непроваров или провисаний в корне шва (при осмотре стыка изнутри трубы);
смещений кромок труб, превышающих допускаемые размеры.
Стыки, не удовлетворяющие перечисленным требованиям, подлежат исправлению или удалению и повторному контролю их качества.
3.37. Проверке качества сварных швов физическими методами контроля подвергаются трубопроводы водоснабжения и канализации с расчетным давлением: до 1 МПа (10 кгс/см2) в объеме не менее 2 % (но не менее одного стыка на каждого сварщика); 1 - 2 МПа (10-20 кгс/см2) - в объеме не менее 5 % (но не менее двух стыков на каждого сварщика); свыше 2 МПа (20 кгс/см2) - в объеме не менее 10 % (но не менее трех стыков на каждого сварщика).
3.38. Сварные стыки для контроля физическими методами отбираются в присутствии представителя заказчика, который записывает в журнале производства работ сведения об отобранных для контроля стыках (местоположение, клеймо сварщика и др.).
3.39. Физическим методам контроля следует подвергать 100 % сварных соединений трубопроводов, прокладываемых на участках переходов под и над железнодорожными и трамвайными путями, через водные преграды, под автомобильными дорогами, в городских коллекторах для коммуникаций при совмещенной прокладке с другими инженерными коммуникациями. Длину контролируемых участков трубопроводов на участках переходов следует принимать не менее следующих размеров:
для железных дорог - расстоянию между осями крайних путей и по 40 м от них в каждую сторону;
для автомобильных дорог - ширине насыпи по подошве или выемки по верху и по 25 м от них в каждую сторону;
для водных преград - в границах подводного перехода, определяемых разд. 6 СНиП 2.05.06-85;
для других инженерных коммуникаций - ширине пересекаемого сооружения, включая его водоотводящие устройства плюс не менее чем по 4 м в каждую сторону от крайних границ пересекаемого сооружения.
3.40. Сварные швы следует браковать, если при проверке физическими методами контроля обнаружены трещины, незаваренные кратеры, прожоги, свищи, а также непровары в корне шва, выполненного на подкладном кольце.
При проверке сварных швов радиографическим методом допустимыми дефектами считаются:
поры и включения, размеры которых не превышают максимально допустимых по ГОСТ 23055-78 для 7-го класса сварных соединений;
непровары, вогнутость и превышение проплава в корне шва, выполненного электродуговой сваркой без подкладного кольца, высота (глубина) которых не превышает 10 % номинальной толщины стенки, а суммарная длина - 1/3 внутреннего периметра соединения.
3.41. При выявлении физическими методами контроля недопустимых дефектов в сварных швах эти дефекты следует устранить и произвести повторный контроль качества удвоенного числа швов по сравнению с указанным в п. 3.37. В случае выявления недопустимых дефектов при повторном контроле должны быть проконтролированы все стыки, выполненные данным сварщиком.
3.42. Участки сварного шва с недопустимыми дефектами подлежат исправлению путем местной выборки и последующей подварки (как правило, без переварки всего сварного соединения), если суммарная длина выборок после удаления дефектных участков не превышает суммарной длины, указанной в ГОСТ 23055-78 для 7-го класса.
Исправление дефектов в стыках следует производить дуговой сваркой.
Подрезы должны исправляться наплавкой ниточ ых валиков высотой не более 2 - 3 мм. Трещины длиной менее 50 мм засверливаются по концам, вырубаются, тщательно зачищаются и завариваются в несколько слоев.
3.43. Результаты проверки качества сварных стыков стальных трубопроводов физическими методами контроля следует оформлять актом (протоколом).
3.44. Монтаж чугунных труб, выпускаемых в соответствии с ГОСТ 9583-75, следует осуществлять с уплотнением раструбных соединений пеньковой смоляной или битуминизированной прядью и устройством асбестоцементного замка, или только герметиком, а труб, выпускаемых в соответствии с ТУ 14-3-12 47-83, резиновыми манжетами, поставляемыми комплектно с трубами без устройства замка.
Состав асбестоцементной смеси для устройства замка, а также герметика определяется проектом.
3.46. Размеры элементов заделки стыкового соединения чугунных напорных труб должны соответствовать величинам, приведенным в табл. 1.

Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам.

ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между.

Конфликты в семейной жизни. Как это изменить? Редкий брак и взаимоотношения существуют без конфликтов и напряженности. Через это проходят все.
Читайте также: