Комплектация к сварочному аппарату
Обновлено: 15.05.2024
Для сборки отопительного контура или водопроводной системы нужен сварочный аппарат для полипропиленовых труб – незаменимое оборудование при прокладке пластикового трубопровода. Герметичность стыковки деталей обеспечит правильно подобранный агрегат.
В этой статье разберемся с основными видами аппаратов, предлагаемых рынком. Выясним их основные характеристики и особенности использования.
Также выделим основные критерии, на которые следует ориентироваться при выборе подходящего сварочного аппарата. Ведь перед покупкой инструмента важно не только оценить предстоящий фронт работ, но и определить подходящую модель, сопоставив параметры понравившегося варианта с имеющимся бюджетом.
Основы функционирования сварочных аппаратов
В инженерных сетях частного домостроения, многоквартирных, производственных и общественных зданиях полипропиленовые трубы уверенно вытесняют металлические. Востребованность пластиковых магистралей объясняется их долговечностью, доступной стоимостью и стойкостью к внешним воздействиям.

Независимо от конструктивных особенностей агрегаты для сборки пластикового трубопровода функционируют по принципу диффузной пайки – трубы расплавляются, а затем «вплавляются» торцами друг в друга
Сложившаяся тенденция спровоцировала высокий спрос на аппараты для сварки полипропиленовых и полиэтиленовых труб профессионального и бытового назначения.
Обязательные элементы сварочного аппарата:
- Блок регулировки. Модуль контролирует мощность нагрева, защищает от перепадов напряжения и перегрева.
- Рукоятка. Составная деталь ручных модификаций.
- Зеркало нагрева. Элемент передает тепло к рабочей трубе и насадкам.
Режим работы сварочного аппарата определяется с помощью терморегулятора. Температура нагрева выставляется в соответствии с материалом труб. Превышение показателя приводит к неконтролируемому плавлению и появлению дефектов. Недостаточный разогрев может стать причиной нарушения герметичности шва.

Оптимальная температура плавления ПП-труб – 260 °С. Полимер размягчается как пластилин, срезы изделий прижимаются, и осуществляется пайка. После остывания стыковочный шов приобретает те же прочностные характеристики, что и цельная труба
Классификация паяльников для ПП труб
Если оценить ассортимент, то можно выделить два основных класса аппаратов для сварки пластиковых труб: механические и ручные. Основной параметр разделения – производительность и сфера применения. Кроме того, агрегаты классифицируют по способу сварки на стыковые и муфтовые приборы. Особенности устройства и эксплуатации каждого типа описаны ниже.
Мощные механические и электрогидравлические приборы
Механические и электрогидравлические аппараты применяется для стыковки труб большого диаметра (свыше 5-ти см) или в условиях, когда совмещение стыков требует значительной нагрузки.

Комплектация механического оборудования: опорная рама, блок управления, гидроагрегат, захваты с вкладышами, электроторцеватель, дисковой нагревательный элемент и динамометр
Механическая стыковка труб осуществляется в жестком корпусе с полукруглыми двигающимися центраторами. Торцы изделий выравниваются электроторцевателем, снабженным двусторонними ножами. Пластик прогревается за счет мощного нагревателя и трубы стыкуются – подача давления осуществляется вручную через рычаг. Сила прижима отслеживается встроенным динамометром.
Стыковая методика сварки с использованием соответствующего аппарата рекомендована для соединения ПП труб, диаметр которых превышает 63 см. Допустимая толщина трубы — минимум 4 мм.
В стыковой сварке используются аппараты с дисковым рабочим элементом, с помощью которого производится нагревание подлежащих стыковке деталей до вязкой консистенции
После проведения подготовки детали прикладываются к заранее разогретым дискам. Затем быстрым движением их соединяют, соблюдая соосность
Для возможности работы с трубами любого диаметра в комплектации сварочной машины есть диски разного размера
Покрытие зажимов изготовлено из металлизированного тефлона, предотвращающего прилипание раскаленного пластика к рабочим элемента аппарата.
Соединение деталей электрогидравлическим аппаратом для пайки полипропиленовых труб выполняется по аналогии с механическим прибором. Отличие – в методе создания давления. Прижим осуществляется электрогидравлическим приводом.

Аппарат способен регенерировать давление порядка 120-ти атмосфер – этого достаточно для спайки труб диаметром до 63 см. При этом качество шва остается высоким
Некоторые электрогидравлические агрегаты позволяют сваривать Т-образные пластиковые конструкции.
Данные устройства отличаются высокой стоимостью и не предназначены для пайки труб небольшого сечения. Поэтому основная сфера их применения – промышленные предприятия и коммунальные хозяйства. Использование механических и электрогидравлических аппаратов в быту нерентабельно.
Мечевидные и цилиндрические ручные модели
Сварочный аппарат ручного типа часто именуют «паяльником» или «утюгом». Компактное устройство подходит для домашнего и производственного использования. Максимальный диаметр стыкуемых труб – 125 мм.
Исходя из формы нагревательной платформы, различают два типа «паяльников»:
Формы сварочных аппаратов и закрепили за ними народные названия: первый вариант внешне напоминает утюг, а второй – обычный паяльник. На принцип, порядок работы и качество прибора конфигурация платформы не влияет. Различия состоят в разных видах насадок и способов их крепления.

С обеих сторон плоского «утюга» имеются отверстия. Зависимо от количества «посадочных мест» одновременно можно использовать одну или несколько пар насадок. Стандарт – 1-3 диаметральных размеров
Для пайки индивидуального отопления достаточно двух-трех комплектов насадок. Модели, рассчитанные под использование более 3-х диаметров, относятся к категории профоборудования и стоят от 250 у.е.
На «утюг» устанавливается пара раздельных насадок:
- гильза – разогрев внешней поверхности;
- дорн – нагрев и плавление внутренней стороны фитинга.
Обе насадки фиксируются длинным винтом, который затягивается шестигранным ключом.

При одновременном использовании нескольких комплектов, маленькие насадки размещаются ближе к краю, а большие – к рукоятке. Это не обязательное требование, а рекомендация для более удобного применения
Менее популярны разновидности мечевидной формы с укороченным нагревателем. Модель №1 (фото ниже) – узкоспециализирована и рассчитана под установку крупных дорн и муфт, мощность нагревательного элемента позволяет паять ПП-трубы большого сечения.
Детальные рекомендации по выбору утюга и его использованию мы привели в этой статье.

Модель 1 — узкоспециализированная. Модель 2 — компактная, с вертикально ориентированным расположением двух насадок, она удобна для выполнения сварки в ограниченном пространстве
Аппараты с цилиндрическим нагревательным стержнем комплектуются насадками по типу разъемного хомута.
Специалисты выделяют ряд преимуществ «паяльников» перед «утюгами»:
- мастер самостоятельно подбирает область расположения насадки – нет заданных отверстий;
- возможность выбирать угол положения трубы относительно горизонтальной плоскости – актуально при пайке сложных узлов на месте установки трубопровода;
- повышение эффективности работы за счет увеличения площади контакта нагревателя и насадок – ускоряется прогрев;
- нет необходимости периодически затягивать крепежные болты, чтоб не допустить осевое смещение насадок по ходу сварки.
Цилиндрические аппараты отличаются компактностью, стабильной температурой нагрева и высокой стоимостью относительно мечевидных моделей.
Более подробно о выборе аппарата для сварки типа «паяльник» мы говорили в следующей статье.

Комплект насадок надевается на цилиндр, смещается в удобное место, после чего соединительный винт затягивается шестигранным ключом. Максимальное количество используемых насадок определяется длиною стержневой платформы
Аппараты для стыковой и муфтовой сварки
Спайка выполняется двумя технологическими способами: стыковым и муфтовым. Соответственно, и все сварочные аппараты можно классифицировать по этому критерию.
Как выполняется стыковая сварка?
Технология применима для труб равного диаметра с толщиной пластика от 4-х мм. Главные требования качественной спайки: четкая соосность стыковочных элементов и тщательная торцовка, обеспечивающая плотное прилегание поверхностей.
Стыковые сварочные аппараты работают по следующему принципу:
- Подрезка и обработка трубных торцов.
- Одновременный нагрев дисковым нагревательным элементом.
- Сжатие сопрягаемых деталей – давление подается строго вдоль оси трубы.
- Достижение эффекта диффузии – проникновение расплавленных полимеров в структуру смежных деталей.
После технологической паузы, следует стадия охлаждения и окончательной полимеризации.
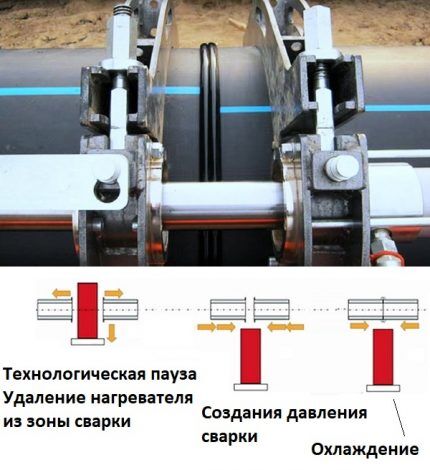
По такому методу работают промышленные станки: механические и электрогидравлические аппараты. Оборудование позволяет добиться требуемого расположения деталей и оптимальной силы сжатия
Особенности муфтовой спайки
Выполнение условия центровки деталей достигается за счет подобранных размеров насадок и труб. Агрегат одновременно нагревает внутренние стенки муфты (тройника, фитинга или переходника) и внешнюю сторону трубы на одинаковую длину.
Разогретые детали прикладываются и стыкуются друг с другом вручную. Соотношение диаметров сопряженных элементов обеспечивает нужную силу сжатия – для взаимопроникновения и полимеризации достаточно некоторое время удерживать детали вместе.

К муфтовым агрегатам относятся инструменты, подразумевающие использование специальных насадок. Все ручные сварочные аппараты выполняют муфтовую или раструбную стыковку
В ходе соединения полипропиленовых труб с помощью сварочного аппарата выполняется ряд стандартных действий. В результате диффузного соединения пластиковых компонентов получается прочный герметичный трубопровод, способный многие десятилетия безотказно работать под нормативной нагрузкой. Вот шаги процедуры:
Для сборки ПП трубопровода заранее рассчитываем и заготавливаем материал, необходимое количество фитингов и аппарат с гильзами для нагревания наружных поверхностей и дорнами для нагревания внутренних
Соединяемые поверхности труб, предназначенных для сборки "холодных" водопроводных веток, обезжириваем антисептической салфеткой или смоченной в спирте ветошью
Трубы раскраиваем согласно заранее сделанным расчетам и составленному проекту. Режем ножницами или труборезом с учетом захода трубы в фитинг
Перед сваркой армированных труб зачищаем участки соединения швейером - инструментом, снимающим два наружных слоя трубы
Швейером снимаем сначала внешний слой полипропилена, затем проложенную под ним фольгу, армирующую трубу
К сварочному аппарату подсоединяем дорн и насадку подходящего диаметра и включаем прибор. Спустя 5 минут нагреваем на них соединяемые детали. Время нагрева зависит от диаметра и толщины стенок трубы
Уверенным быстрым движением соединяем разогретые детали. Глубина соединения должна быть равна глубине раструба фитинга или муфты
После выполнения сварных соединений подключаем собранный участок трубопровода к системе водоснабжения и проверяем ее на герметичность
Оценка параметров ручных паяльников для труб
Учитывая спрос потребителей именно на модели «утюгов» и «паяльников», отдельно стоит рассмотреть критерии выбора бытовых сварочных аппаратов. Прежде всего, в учет берется производительность, температурные показатели, качество и количество предлагаемых насадок. Немаловажный фактор – ценовая политика и качество сборки агрегата.
Мощность и температура нагрева
Мощность определяет эксплуатационный потенциал агрегата. Чем выше показатель, тем шире возможный диапазон диаметра спаиваемых труб. Кроме того, от производительности паяльника зависит время разогрева, и соответственно, скорость продвижения сварочных работ.
Однако для домашнего пользования покупать высокомощное оборудованием нецелесообразно по ряду причин:
- Качество спайки не зависит от мощностных характеристик.
- Временное превосходство на разогрев актуально для «конвейерного» монтажа трубопровода. В быту разница не особо ощутима – пока паяльник нагревается, производится предварительная разметка, примерка и стыковка.
- Более мощные аппараты расходуют больше электроэнергии.
Для корректного расчета мощности «паяльника» в учет берется предполагаемый диаметр труб.

Минимальная мощность (Вт) соответствует произведению диаметру трубопровода (мм) на 10. Например, пайка труб в 60 мм осуществляется паяльником в 600 Вт и выше
Для бытовых нужд подойдет оборудование на 1,2 кВт – этого вполне достаточно для прокладки домашней тепловой или водной магистрали.
Качество сварочного шва зависит от стабильности температурного воздействия. Большинство аппаратов выдают 50-300 °С нагрева, стандартная температура работы – 260 °С. Больше о температуре пайки полипропилена мы писали здесь.
Наличие терморегулятора особенно актуально для новичков. Опытный специалист работает на ощущениях – продолжительность нагрева он определяет интуитивно без звукового сигнала.
Аматорам сварочного мастерства лучше рассчитывать исключительно на нормативы и выбирать модель с плавной регулировкой температуры. Положение маховика должно быть устойчивым и не смещаться при случайном прикосновении.
Высокотехничные модели имеют панель цифровой индикации температурного режима. Наличие опции удобно для пользователя, но влечет за собой существенное удорожание аппарата.
Комплектация и удобство пользования
«Начинка» сварочного комплекта влияет на цену оборудования. Выбор того или иного набора осуществляется исходя их индивидуальной необходимости.
Как правило, производители предлагают три вида типовых комплектов:
- Эконом. Содержит непосредственно сварочный аппарат, регулировочный ключ и руководство пользователя. Иногда дополняется одной-двумя насадками. А вот выбирать труборез и другие необходимые инструменты предстоит отдельно.
- Базовый. В наборе кроме прибора, инструкции и ключа предусмотрены наиболее ходовые насадки для бытового применения сечением 20-40 мм. Все комплектующие упакованы в удобный не громоздкий чемоданчик.
- Полный. В кейсе помимо паяльника, дорн и муфт собраны все необходимые для пайки принадлежности: отвертка, подставка, винты, шестигранный ключ, ножницы для ПП-труб, рулетка и рукавицы.
Некоторые производители комплектуют набор небольшим пузырьковым уровнем для выравнивания трубной магистрали.
Все элементы можно докупить и отдельно, но зачастую, приобретение полного «чемоданчика» обходится дешевле, чем подборка недостающих инструментов «россыпью»
Чтобы обеспечить удобное пользование важно учесть некоторые нюансы:
- тренога или подставка под паяльник не должна быть очень легкой, оптимальный вариант – устойчивая платформа;
- аппарат с зажимами подойдет для работы на верстаке;
- рукоятка не должна нагреваться и скользить в руке.
Качественные сварочные агрегаты оснащены аварийной системой, отключающей прибор от электропитания при риске перегрева.
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами у разных производителей стоит по-разному. Цена определяется репутацией бренда, типом аппарата и комплектацией.
Лидерами на этом сегменте рынка являются зарубежные компании: Rothenberg, Dytron, Brima, Kern и Candan. Среди отечественных производителей спросом пользуются товары «Энкор», «Энергомаш», «Калибр».
Среди специалистов существует негласный рейтинг стран-изготовителей сварочных приборов для пластиковых труб.
Первенство по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).

Цена на чешские паяльники Dytron базовой комплектации стартуют от 200 у.е., что в 3-4 раза дороже аналогичных моделей турецкого или китайского производства
Несмотря на дороговизну, европейские товары удерживают лидерство продаж благодаря надежности, прочности, неприхотливости и удобству эксплуатации. Оборудование отличается легким весом, компактностью, механической выносливостью, длительным периодом службы и многообразием модельного ряда.
Достойная альтернатива чешским и немецким аппаратам – ручные паяльники турецкого производства. Хорошо себя зарекомендовали: Candan, Cobra и Valtec.

Умеренная ценовая политика (от 30-40 у.е.) наряду с хорошими технико-эксплуатационными характеристиками вывели Candan в топ-продаж среди паяльников ПП-труб бытового пользования
Наиболее доступную ценовую нишу занимают китайские и российские агрегаты. Стоимость дешевых моделей стартует от 15-20 у.е. Качество исполнения часто «хромает», непостоянностью работы отличаются термостаты – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией спаянных элементов.
Однако среди китайско-российской сборки встречаются конкурентоспособные аппараты, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка, производимая в Китае).
Далее приведем характеристики и особенности работы востребованных модификаций ручных сварочных агрегатов для стыковки пластикового трубопровода.
Профессиональные сварочные аппараты
Сварочный аппарат серии REAL ARC 315 (Z29801) предназначен для ручной дуговой сварки покрытым электродом (MMA) на прямой и обратной полярности.
Устройство оснащается всеми современными функциями для полуавтоматической сварки, обеспечивает комфортную эксплуатацию, простую настройку всех возможных параметров. Рабочее напряжение и сварочный ток выводится на цифровой дисплей для контроля в режиме реального времени.
Профессиональный инвертор STRONGHOLD 400M предназначен для работы штучными электродами (MMA) в условиях небольшого производства.
Профессиональный инвертор STRONGHOLD 315M предназначен для работы штучными электродами (MMA) в условиях небольшого производства.
Устройство может успешно применяться для механизированной сварки в среде защитных активных или инертных газов. Имеется функция автокомпенсации напряжения в пределах 15 процентов. Мощные инверторные модули обеспечивают высокий коэффициент полезного действия в любых условиях эксплуатации.
Мультифункциональный инвертор промышленного назначения для сварки электродами (MMA) и для строжки металла.
Профессиональный инвертор STRONGHOLD 250 предназначен для работы штучными электродами (MMA) в условиях небольшого производства. Профессиональный сварщик по достоинству оценит данный аппарат. Широкие возможности настроек инвертора обеспечивают высокое качество сварки практически в любых условиях
Аппарат инверторный КЕДР MultiARC-2500-3 — многофункциональный сварочный аппарат промышленного класса, питающийся от сети с напряжением 380 В, выгодно отличается от аналогов сочетанием повышенной производительности и мобильности. Прочный корпус, дополнительная герметизация электронных компонентов, наличие функции снижения напряжения холостого хода гарантируют безопасность активной длительной эксплуатации MultiARC-2500-3 в условиях повышенной влажности, при низких температурах, при значительной запыленности и в иных сложных условиях.
Аппараты ПРОФИ MIG 200 и ПРОФИ MIG 200 предназначены для сварки стали, алюминия и сплавов в коммерческих и промышленных условиях применения.
Сварочный инвертор Fubag IN 316 T – мощный трехфазный инвертор ММА сварки с возможностью TIG сварки с функцией Tig Lift.
Основные особенности сварочного аппарата Brima ARC 315 – это автоматическая настройка необходимого для работы напряжения, а также защита от перегрева и перегрузки. Кроме того, оборудование можно использовать не только на производстве, но и в быту, благодаря небольшим габаритам и весу.
Сварочный инвертор START 300 MMA - Сварочный инвертор для ручной дуговой сварки (MMA) штучными электродами. Обладает высокой мощностью, предназначем для полупрофессионального использования.
Сварочный инвертор КЕДР ВД-306.01 PRO предназначен для ручной дуговой сварки покрытым электродом.
Регулируемый форсаж дуги и горячий старт. Подключаемая функция VRD. Строжка металла. Подключается к ПДУ. Гарантия 5 лет.
Мощный трёхфазный сварочный инвертор IR 300 T с максимальным током 300 А обеспечивает идеальную сварку электродами диаметром до 6 мм.
Трехфазный многофункциональный сварочный инвертор для ручной электродуговой и аргонодуговой сварки.
Промышленный инверторный аппарат для сварки углеродистых и легированных сталей. Наличие регулируемого форсажа дуги, функции Hot Start и Anti Stick. Полная комплектация. Гарантия 1 год.
Трехфазный аппарат с подключаемой функцией VRD, с горячим стартом и форсажем дуги. Подключается к ПДУ. Гарантия 5 лет.
В комплектацию входят: инверторный аппарат полуавтоматической сварки, полуавтоматическая горелка 15 серии (3 метра), клемма заземления с кабелем на 300 Ампер (3 метра), ЗИП и комплектующие, паспорт и руководство пользователя.
Предназначен для сварки различных видов металлов (низкоуглеродистые стали, нержавеющие стали, медь, бронза, алюминий, чугун …) покрытыми электродами соответствующего назначения в режиме ММА.
Сварочный аппарат инверторного типа, для аргонодуговой сварки неплавящимся электродом в среде защитного газа (TIG) и ручной дуговой сварки (ММА).
Сварочный инвертор ANDELI ARC-630G++ является флагманской моделью линейки ARC
Мощный трёхфазный сварочный инвертор IR 250 T с максимальным током 250 А обеспечивает идеальную сварку электродами диаметром до 6 мм.
Достоинства инверторного сварочного выпрямителя NEON ВД-253: малый вес и габариты; функция «Горячий старт» - облегченное зажигание дуги; устойчивая работа при падении напряжения в сети питания до 305 В; возможность работы от автономной электростанции; цифровая индикация сварочного тока и напряжения на дуге; возможность подключения пульта дистанционного управления (ДУ); защита от перегрева и короткого замыкания; рабочий температурный диапазон - от - 45° С до + 40° С.
Инверторный сварочный полуавтомат TW Vector-250 предназначен для полуавтоматической сварки в среде защитного газа (MIG / MAG), а также полуавтоматической сварки порошковой проволокой (FCAW).
Самый мощный в серии IN PULSE промышленный трехфазный инвертор, сочетающий высокий максимальный сварочный ток в 300 А, отличный функционал и прекрасные сварочные характеристики
Сварочный полуавтомат BestWeld Master 250A — аппарат MIG/MAG трансформаторного типа с принудительным охлаждением.
Сварочный инвертор ANDELI ARC-500G+ предназначен для ручной дуговой сварки методом MMA. Модель относится к промышленному классу оборудования и питается от трехфазной электрической сети 380В. Диапазон регулировки сварочного тока от 40 до 380А
ПТК RILON MIG 250 GN – это обновленная линейка аппаратов для полуавтоматической сварки, которая производится на заводе RILAND. В аппаратах применяются усовершенствованные инверторные технологии
Аппарат полуавтоматической сварки INTEC MIG-2500S. Трехфазный промышленный сварочный аппарат, изготовлен по инверторным технологиям. Обладает усиленной протяжкой для проволоки, высокоэффективен и надежен.
Сварочные инверторы для ручной дуговой сварки покрытым электродом VARTEG - это надежные источники питания для работы в условиях производства, построенные на IGBT - модулях.
Новая серия аппаратов GROVERS ARC 250 LT отличается повышенным функционалом, улучшенным дизайном и непревзойденным качеством!
Универсальный аппарат Brima ARC 250 (220/380В) может одинаково успешно работать от однофазной и трехфазной сети. Устройство отличается высоким качеством сборки, демонстрирует высокую мощность и производительность. Имеется защита от перегрузки по напряжению и току.
Возбудитель сварочной дуги ВСД-02 предназначен для возбуждения и поддержания горения дуги при ручной аргонодуговой сварке алюминия и его сплавов неплавящимся электродом на переменном токе и для бесконтактного поджига дуги при сварке на постоянном токе в режиме TIG.
Сварочный инвертор ARC 315 ПРОФИ - профессиональный сварочный аппарат максимальной мощности из линейки ПРОФИ (Rilon) , применим и в бытовых условиях, для ручной дуговой сварки ММА, наплавки штучными электродами стальных конструкций при постоянным током, имеет аттестацию НАКС.
Сварочный инвертор REDBO PRO ARC-250 предназначен для качественного соединения различных металлических деталей и конструкций методом ручной дуговой сварки, посредством штучного электрода.
Трехфазный многофункциональный сварочный инвертор для ручной электродуговой и аргонодуговой сварки. Аттестуется по РД 03-614-03 (НАКС).
REDBO SuperARC 3150 – это мощный трехфазный сварочный инвертор постоянного тока для сварки плавящимся электродом (MMA). Данный аппарат подходит для использования в бытовых и промышленных условиях. Находит широкое применение при монтажно-ремонтных работах. Может быть использован в любых условиях при наличии трехфазной сети 380 В.
Сварочный инвертор REDBO PRO ARC-400 предназначен для качественного соединения различных металлических деталей и конструкций методом ручной дуговой сварки, посредством штучного электрода.
Компактные инверторы TIG-250 предназначены для аргоно-дуговой сварки на постоянном токе неплавящимся (вольфрамовым) электродом, а также для ручной дуговой сварки плавящимися электродами с покрытием.
Сварочный инвертор предназначен для ручной дуговой сварки и наплавки штучным электродом на постоянном токе стальных изделий в производственных и бытовых условиях. В аппарате применены современные технологии, что позволило снизить вес, габариты аппарата, существенно повысить надежность работы и при этом улучшить технико-экономические показатели.
Сварочный аппарат для углеродистых и легированных сталей. Работает от питающей сети 380В. Наличие регулируемого форсажа дуги, функции Hot Start и Anti Stick. Полная комплектация. Гарантия 1 год.
Сварочный аппарат отлично подойдет для монтажа и ремонта различного оборудования в добывающей и перерабатывающей промышленности, в химической отрасли и судостроении.
Предназначен для сварки различных видов металлов (низкоуглеродистые стали, нержавеющие стали, медь, бронза, алюминий, чугун …) покрытыми электродами соответствующего назначения в режиме ММА и низкоуглеродистых, нержавеющих сталей проволокой сплошного сечения, порошковой проволокой в среде защитного газа или порошковой проволокой без использования защитного газа.
Аппарат безопасен в использовании, если к нему подключен кабель заземления, это обязательное условие перед началом эксплуатации. Сварочная горелка оборудована механизмом защиты от перегрева, который прекращает работу аппарата в случае перегрева. Аппарат обладает защитой от слишком низкого, или слишком высокого напряжения.
Сварочный аппарат серии REAL ARC 400 (Z29802) предназначен для ручной дуговой сварки покрытым электродом (MMA) на прямой и обратной полярности.
Сварочный инвертор REDBO PRO ARC-350 предназначен для качественного соединения различных металлических деталей и конструкций методом ручной дуговой сварки, посредством штучного электрода.
Комплект сварочного оборудования

Любая сварочная станция представляет собой набор сварочного оборудования для операций, требующих определенную степень участия со стороны сварщика. Такие станции могут быть использованы при дуговой сварке, контактной, газовой, электронно-лучевой и так далее.
- Комплект включает в себя источник питания, сварочную машину, устройство проведения процесса сварки, кондукторы быстрой сборки деталей для сварки, а также для предотвращения коробления сварных изделий, вспомогательного оборудования, которое используется при транспортировке деталей.
- Технические характеристики комплекта сварочного оборудования определяются методом сварки, выбранным типом производства, степенью механизации. То есть, выполняется ручной, полуавтоматической или автоматической сваркой.
- Купить сварочный аппарат дешево такого калибра очень тяжело, ведь они используются не только на больших производствах, но и предназначены для домашнего использования. Чтобы выбрать необходимый комплект сварочного оборудования, необходимо иметь хотя бы минимальный опыт в этой сфере. Поэтому если вы хотите использовать сварку на даче или в домашних условиях, то мы рекомендуем вам рассмотреть вариант с мини сварочным аппаратом. Этот аппарат имеет необходимый поток сварочного тока и легок в транспортировке, что является определенным плюсом.
- Если вам нужно просто и быстро соединить твердые поверхности, сплавки различных металлов, как черных, так и цветных, то комплект сварочного оборудования просто необходимая вещь для вас. Учитывая, что купить сварочный аппарат дешево не составит никакого труда.
Комплект сварочного оборудования. Преимущества и недостатки
Одним из главных преимуществ данного оборудования является легкая транспортировка. Оно имеет очень маленькие потери при холостом ходе. Потребляет энергию очень экономично, простое в управлении, имеет маленький размер и вес (в основном менее десяти килограмм). При всем этом этот сварочное оборудование демонстрирует великолепные технические показатели. Комплект может работать до 140 ампер на поставку 240 вольт и имеет отличные рабочие циклы. Комплект сварочного оборудования имеет функцию мягкой отделки, которая служит для уменьшения кратера в конце шва, а также горячего пуска, для улучшения легкости запуска. Недостатками комплекта сварочного оборудования является сложность электронного вида и если вы можете купить сварочный аппарат дешево, то его обслуживание и ремонт могут вам показаться немного дорогими. Эти комплекты сварочного оборудования чувствительны к ударам и скачкам входного напряжения. В комплектах, которые немного дороже, все эти недостатки исправлены.
Основные характеристики комплекта сварочного оборудования

- При относительно небольших габаритах, без проблем могут работать три или четыре электрода, за счет высокой мощности. Мощность большинства таких комплектов составляет 7600 Вт. Комплект сварочного оборудования подключается к обыкновенной электрической сети 220 вольт. Представляемые аппараты оснащены функцией защиты от термо перегрузок. Также имеют облегченное зажигание электрической дуги. Сетевой фильтр с большой емкостью защищает от просаживания сети во время сварки. Специальная система защищает электроды от прокаливания и залипания. В более новых аппаратах вся нужная вам информация будет выводится на экран аппарата. Данные девайсы, с помощью стабильных и пластичных дуг, с большой легкостью сваривает все металлы.
- Огромной популярностью в списке сварочных аппаратов пользуются именно комплекты сварочного оборудования потому что их можно купить по умеренной цене. Во время создания использовались новейшие информационные технологии, которые обеспечивают высокую функциональность и производительность. Наличие транспортировочного ремня делает их очень удобными и является огромным плюсом.
- Комплект сварочного оборудования будет служить вам долгие годы, как сварка полуавтомат, сварка инвертор, сварка неплавящимися вольфрамовыми электродами в среде инертных газов, и как необходимое устройство для каждого автомобилиста в виде зарядки.
Что входит в комплект сварочного оборудования?
- Главное устройство, кабель-электродержатель, кабель веса и клеммы. И для защиты от различных брызг сварки маска. Также в комплекте идет щетка. В некоторых случаях в комплект еще входит рулетка 3-5 метров, ножницы для резки полипропиленовой трубы, сменные насадки и ключ (в основном для комплектов сварочного оборудования).
- Компания Сварной уже 10 лет работает над продажами сварочных аппаратов практически по всей территории Российской Федерации. На данный момент мы являемся официальными дилерами ряда компаний по выпуску комплектов сварочного оборудования, поэтому только у нас вы сможете купить сварочный аппарат дешево и не переживать за его надежность и долговечность. При покупке комплекта сварочного оборудования у компании "Сварной" вы гарантируете себе не только выгодную цену, но и качественное обслуживание сварочного аппарата, все аппараты проходят предпродажную подготовку и получить некачественный товар просто невозможно. Если вы не определились с выбором, то обратитесь к нашим консультантам, которые всегда помогут и подскажут.
Мы ценим и уважаем наших клиентов и надеемся на дальнейшее сотрудничество.
Виды сварочных аппаратов – тонкости выбора и особенности применения
Выбрать добротный и недорогой агрегат не так просто, как может показаться. Рынок переполнен предложениями, и не все виды сварочных аппаратов равноценны между собой. У каждого есть особенности, преимущества и недостатки. Не стоит поддаваться уговорам менеджеров-продавцов – лучше самостоятельно разобраться в устройстве и параметрах сварочников, тогда сделать выбор будет проще.
Виды, различия, плюсы и минусы
Еще недавно спрос на компактные бестрансформаторные сварочники был огромным. Отдельные виды ручных сварочных аппаратов создавали кустарно, покупали конверсионные модели, выпускаемые предприятиями оборонки.

Сегодня рынок перенасыщен предложениями. Конструкции сварочных аппаратов стали более разнообразными. Но это сделало модели более совершенными. В основе всех современных сварочников используются все те же старые схемы, но на новой элементной базе.
По видам аппараты можно разделить на несколько базовых моделей:
- трансформаторные конструкции;
- инверторные схемы;
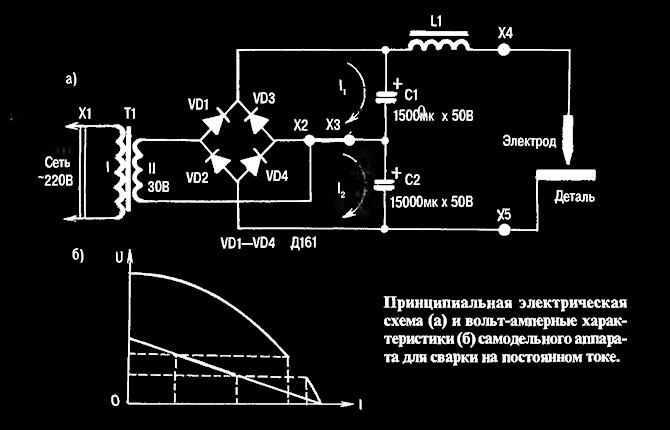
- сварочные аппараты для сварки постоянным током;
- конструкции для сварки в защитной газовой среде;
- устройства для точечной сварки;
- газосварочные агрегаты.
Все перечисленное касается только аппаратов, схема и конструкция которых допускает подключение к бытовой электросети в 220 В. Это базовое ограничение для всех бытовых моделей.
Выбирая вид сварочного аппарата (кроме газосварки), необходимо реально оценивать возможности электросети. Современные модели на полупроводниковой базе могут работать на даче или в гараже, где напряжение в сети может быть в пределах 150-240В. Более старые аппараты с трансформаторным преобразованием напряжения приходится переделывать.
Трансформаторы
Наиболее древний вид сварочника. Активно используется более сотни лет. Основа аппарата – тяжелый (до 20 кг) и мощный (до 5 кВт) трансформатор, преобразующий сетевое напряжение в 220 В на входе в рабочее переменное 50-60 В.
Для качественного сваривания металла трансформатор должен иметь определенный вид вольт-амперной характеристики, чаще круто падающей. Обычный силовой трансформатор, снятый с промышленного оборудования, для сварки не подойдет.

Сварочный трансформатор перед началом работ настраивают на определенные характеристики – ток и интенсивность горения дуги. Перемещая руками балластный резистор или реактор, удается добиться крутопадающей характеристики напряжение-ток. Это значит, что с момента зажигания дуги напряжение будет сильно снижаться с увеличением тока, количество энергии выделяется равномерно, поэтому прожогов или непроваров не будет.
- простая конструкция, несложный ремонт;
- доступная цена;
- большой сварочный ток – до 250А;
- надежность.
Срок службы сварочного трансформатора, намотанного из качественного медного провода, – 20-25 лет. На практике при аккуратном обращении срок службы ограничен лишь надежностью изоляции. Провод в фирменной резиновой изоляции способен обеспечить 30-40 лет безаварийной эксплуатации.
- большой вес;
- сложность настройки;
- ограниченное использование;
- сильные помехи, создаваемые трансформатором в сети.
Выполнять работы с использованием трансформаторного сварочника рядом с многоэтажками не рекомендуется во избежание конфликтов с жильцами.
Выпрямители
Определенные виды материалов, такие как нержавейка или чугун, сваривают с использованием постоянного тока. Для этого нужен выпрямитель. По сути, это тот же сварочный трансформатор, дополнительно оборудованный регулирующими системами, блоком полупроводниковых вентилей, преобразующих ток из переменного в постоянный. Все виды регуляторов с трансформатором собираются в компактном, но тяжелом корпусе (10-12 кг).

В качестве регулятора режима используется управляющая плата на тиристорах. С ее помощью можно настроить величину тока. Блок выпрямляющих кремниевых диодов – нерегулируемый. Вид сварочного тока – постоянный.
Работать можно только постоянным током, потому могут возникнуть сложности при сварке толстостенного профиля, отдельных видов проката.
Для определенных видов сварочных работ, предполагающих длительную непрерывную нагрузку, вместо тиристорного регулятора используется магнитный шунт, устанавливаемый на вторичной обмотке. Размыкание или смыкание его выполняется с помощью ручки на передней панели аппарата.
Агрегат считается надежным в работе, но данный вид сварочников не пользуется популярностью у любителей из-за сложного подбора режима работы.
Инверторы
Этот вид сварочного оборудования собран на электронных компонентах. В конструкции аппарата преобразование напряжения обеспечивается электронным генератором на основе управляемых ключей. Есть трансформатор, но этот вид преобразователя работает с высокочастотным напряжением. Поэтому вес и габариты устройства небольшие. Вес инвертора редко превышает 5 кг.

Инверторные сварочники собираются на элементной базе двух типов – на транзисторах MOSFET и более новых элементах IGBT. Первый тип полупроводников выпускается уже более 50 лет, отличаются надежностью и невысокой ценой. В одном инверторе их около 20 шт. Быстро перегреваются, уже при 60 ℃ часто срабатывает защита.
Новые IGBT выдерживают нагрев до 90 ℃, для инвертора их требуется до 10 штук. Такие элементы дороже и допускают не все виды ремонта. Размер корпуса полупроводника маленький, выпаивать его с платы сложно.
Все виды инверторных сварочных аппаратов работают по одной схеме:
- поступающий из сети переменный ток, напряжением 220 В, выпрямляется на блоке мощных диодов;
- на втором этапе фильтр устраняет помехи. Заодно этот вид защиты блокирует попадание наводок обратно в сеть, поэтому инвертором можно варить даже в квартире;
- после фильтра генератор преобразует постоянный ток в переменный с частотой около 100 кГц. Это дает возможность использовать небольшие компактные детали и элементы;
- сигнал с генератора подается на высокочастотный трансформатор, где понижается до напряжения 50-60 Вт, после чего выпрямляется на высокочастотных вентилях.
Кроме небольших размеров сварочный аппарат интересен возможностью точной регулировки величины ток в электрической дуге.
- малый вес;
- возможность сваривать тонкостенные детали;
- простая настройка;
- отсутствие помех в сети.
Большинство инверторов имеют дополнительные опции, улучшающие качество сварки неподготовленными работниками. Например, включение Anti Stick препятствует прилипанию электрода в момент зажигания дуги. Система Hot Start повышает ток и напряжение в момент загорания дуги, что облегчает начало работы.
Отрицательные моменты заключаются в том, что инвертор требует аккуратного обращения. При неправильной эксплуатации высокочастотный генератор легко выходит из строя. Большинство видов ремонта сварочника требуют квалификации специалиста-электронщика.
Полуавтоматы
Принципиально новый вид сварочного аппарата, десятки лет широко использовался в промышленном производстве и при проведении ремонтных работ в специализированных мастерских. Сварочные полуавтоматы стали доступны с появлением компактных инверторов.
Аппарат может иметь один или два корпуса. В первом блоке находится электрический преобразователь, аналогичный инвертору или выпрямителю. Во втором – катушечная система подачи омедненной сварочной проволоки через гибкий резиновый рукав к точке сварки. Внутри располагается токоподводящий кабель.
Если это мобильный переносной вид аппарата, то все элементы, кроме рукава, собраны в одном блоке. Кроме того, в рукав подается газ СО2 от баллона с газовым редуктором.

На конце рукава установлена горелка-пистолет с клавишей включения подачи газа и проволоки. При работе вылет проволочного электрода составляет всего 4-5 мм, поэтому зона сваривания оказывается полностью погруженной в поток защитного газа.
Преимущество полуавтомата в высоком качестве шва. Можно сваривать все виды тонколистовой стали.
Несмотря на то, что по статистике 60% любительских сварочных работ выполняется полуавтоматом, у аппарата имеется немало отрицательных сторон:
- расходники – проволока и газ хорошего качества, стоят недешево;
- большой вес сварочной системы;
- быстрое заполнение рабочего места углекислым или угарным газом;
- периодически нужно регулировать работу газового клапана и катушки подачи проволоки.
Из всех видов сварочных работ полуавтомат оправдывает себя для кузовного ремонта автомобилей, изготовления металлических баков большого объема, мелкого ремонта металлической мебели.
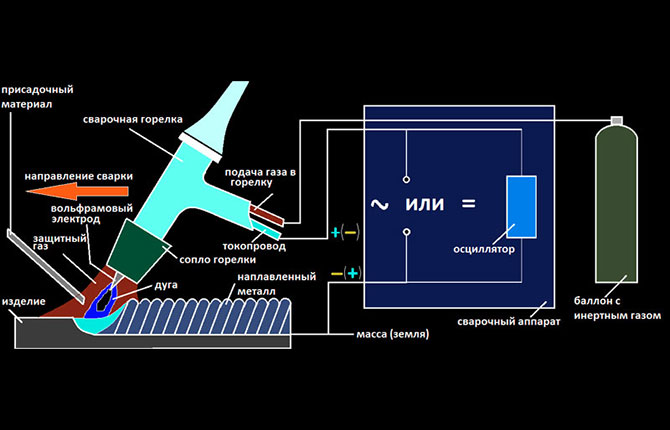
Аргонодуговой сварочный аппарат
Сварка аргоном отличается от остальных видов тем, что для работы используется горелка с соплом подачи аргона и неплавящийся вольфрамовый электрод. Остальные элементы выполнены так же, как и у полуавтомата, но без омедненной проволоки.
Суть работы аргонодугового аппарата заключается в создании мягкой стабильной дуги над сварочной ванночкой из расплавленного металла. Зона расплавления – всего несколько миллиметров. Поэтому, в отличие от других видов сварки, шов получается тонким и равномерным, с небольшой, едва заметной волной. Чтобы компенсировать «проваливания» шва, в ванну добавляется присадочный материал в виде прутка с легирующими добавками.
Недостатки использования аргона:
- стоимость аргона на порядок больше углекислого газа;
- нужны профессиональные навыки обращения с аргоном;
- распыленный в воздухе аргон может вызвать удушье или стать причиной поражения легких.
Обычно агрегат причисляют к одному из видов сварочных аппаратов без электродов, но это не совсем так. Вольфрамовый пруток, диаметром 2-3 мм, сгорает медленно, но его тоже нужно периодически менять.
Аппарат для точечной сварки
Из-за выступающих из корпуса клещей он не похож на традиционный сварочник. Сварочный аппарат используется для выполнения одной операции – сваривания двух тонких листов стали в одной точке.
Принцип действия прост:
- заготовки складываются пакетом и фиксируются струбциной с прокладками;
- выбирается место для сварочной точки;
- подводят клещи к точке, усилием рук прижимают так, чтобы между электродами и сталью был обеспечен надежный электрический контакт;
- разогретая током сталь переходит в пластичное состояние и сваривается.

Клещи должны оставаться в сжатом состоянии. Аппарат работает от обычной сети 220 В и не требует специальной защитной одежды, маски или присадочных. Скорость сварки достигает 10 точек/мин.
Организация сварочного поста

Для грамотной организации сварочного поста требуется не только подобрать необходимое оборудование, но и сделать так, чтобы рабочее место сварщика соответствовало производственной специфике, индивидуальным предпочтениям специалиста и требованиям безопасности.
Для различных сварочных постов (стационарного, мобильного, газосварочного) предъявляются свои требования и необходимо покупать разные комплекты оборудования. О том, как правильно подготовить сварочный пост, чтобы он был не только удобен для работы, но и безопасен для оператора, помещения, в котором находится, и окружающих, читайте в нашем материале.
Основные требования к организации сварочного поста

Речь идет о непосредственном месте работы сварщика, где есть все оборудование, аксессуары, приспособления. Обустройство поста осуществляется в соответствии с правилами охраны труда и безопасности жизнедеятельности, также необходимо опираться на требования ГОСТ 12.3.003-86. В последнем зафиксированы нормы для производственных помещений, по установке устройств, перевозке материалов, особенности использования сотрудниками средств индивидуальной защиты.
В этой статье будут рассмотрены правила организации сварочного поста для ручной, аргонодуговой и полуавтоматической электродуговой сварки.
1. Стационарный пост.
Данный формат выглядит как кабина без верха, находящаяся выше уровня пола в помещении. Такие посты используют для соединения небольших заготовок и изделий средних размеров. Работа с крупными узлами, металлоконструкциями здесь невозможна. Чаще всего кабина состоит из листов металла, покрытых красками, содержащими цинк, или обработанными другими способами, защищающими материал стен от нагрева и инфракрасного излучения. Так, для этой цели подходят титановые белила, желтая краска на основе соли из хрома и свинца или современные продукты.
Требования к посту для сварки:
- Хорошее освещение – важно обеспечить источники света для всего помещения и рабочего стола.
- Площадь от 3 м 2 , стены кабины высотой 1,8–2м, при этом их необходимо поднять над полом на 20–25 см. Чтобы воздух мог циркулировать, потолок в помещении, где монтируется сварочный пост, должен иметь высоту более 2 м.
- Высота стола – 50–60 см, если мастер работает сидя. Стол состоит из металла, при этом на крышку из стали или чугуна толщиной до 2,5 см рекомендуется уложить медный лист. В том числе данное правило действует и на место контакта клеммы массы. В конструкции важно предусмотреть металлические выдвижные ящики для необходимых предметов.
- Специальная вытяжка под столом. Если речь идет об организации сварочного поста в гараже, а не на предприятии, то подойдет вытяжной вентилятор, встроенный в одну из стен. Тогда нужно позаботиться о наличии приточки зимой. В промышленных условиях сейчас все чаще применяют точечную вытяжку, так как ее гибкую часть можно подвести к месту сварочных работ.
По нормам, обмен воздуха в помещении не может быть ниже 40 м 3 /час. Дело в том, что недостаточный воздухообмен приводит к накоплению токсичных элементов из сварочного дыма в легких работника, постепенно у него появляются профессиональные болезни.
- Коврик из резины под ногами мастера.
- Заземление всего используемого оборудования – может использоваться устройство защитного отключения.
- Вращающийся рабочий стул. Он позволяет обеспечить более удобную работу. Для изготовления стула используют материалы, выдерживающие повышение температуры, при этом не способные проводить ток. Сиденье и спинку часто делают из дерева.
- Манипулятор и ножная педаль. Данные устройства облегчают управление: манипулятор позволяет осуществлять сварку тел вращения.
2. Мобильный пост.

Организация сварочного мобильного поста требуется для осуществления работ с крупными конструкциями на открытом воздухе. По этой причине документами не устанавливаются специальные мероприятия по созданию особых условий для специалиста. Рабочую зону закрывают от осадков при помощи навесов, тогда как загородить сварщика от ветра позволяют ширмы. Для перемещения инструментов, необходимого оборудования применяют специальные тумбы. Необходимая степень освещения обеспечивается за счет локальных источников света. В данном случае оборудование также должно быть предварительно заземлено.
Рекомендуем статьи по металлообработке
Необходимое оборудование для организации постоянного и мобильного сварочного поста
От типа сварочного места зависит установка оборудования и используемых в процессе работы приспособлений.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
1. Мобильный сварочный пост.
Для него отсутствуют нормы, касающиеся площади рабочего места и системы вентилирования. Тем не менее, специалист должен выполнять базовые требования безопасности:
- Тележка для размещения устройств и инструментов оснащается колесами для удобства транспортировки. Сварка осуществляется сварочным аппаратом с набором кабелей.
- Мобильный пост снабжают стойками для монтажа навеса при неблагоприятных погодных условиях.
- Инструменты складывают в специальные ящики.
- Переносные щиты позволяют защитить окружающих от светового воздействия.
- Рабочие места оборудуются в вагончиках с автономными генераторами, если идет прокладка длинных линий коммуникаций.
2. Постоянный сварочный пост.
Организация сварочного поста в цехе предполагает закупку всех приспособлений, необходимых сварщику для работы. В основной список, который при необходимости допускается расширить, включены:
- сварочный аппарат;
- ящик для хранения электродов, инструментов;
- постоянный источник тока;
- удобное место посадки;
- рубильник для подачи/отключения тока;
- вытяжка;
- корзины, полки под мелкие инструменты;
- электродержатель.
Оборудование для организации газосварочного поста

В данном случае в основной комплект входят:
- генератор ацетилена/баллон со сжиженным метаном, пропаном либо бутаном;
- баллон с кислородом;
- горелка;
- шланги, редукторы, позволяющие устанавливать необходимое давление кислорода и газа, контрольные манометры.
У передвижного поста всегда есть зона с крепежами для установки баллонов. Оборудование перемещают на двухколесной тележке из труб. Перед сваркой оператор раскручивает шланги, открывает вентили на баллонах, после чего может начинать работу.
Для стационарного газосварочного поста устанавливают:
- металлический стол;
- приточно-вытяжную вентиляцию;
- освещение.
Правила пожарной безопасности требуют, чтобы между генератором ацетилена и местом сварки оставалось от 10 м. Для хранения газовых баллонов выделяют помещение либо объемный металлический шкаф с замками. Баллоны переносят на сварочный пост лишь для проведения работ.
Организация стационарных сварочных постов является рациональной, если предприятие производит значительные объемы соответствующих работ. При подготовке места для проведения газовой сварки используются те же принципы, что и в случае с электросваркой. Разница состоит лишь в стационарном подводе газов. Последние выбираются в соответствии с задачами производства. Так, могут использоваться:
- ацетилен;
- кислород;
- углекислый газ;
- сжатый воздух;
- аргон.
За счет подобного обеспечения возможно производить различные виды газо- или электросварки. Это может быть сварка, газосварка с горючими газами, сварка в среде углекислого или инертного газа. На трубопроводах, предназначенных для поставки взрывоопасных газов, обязательно устанавливают предохранительные затворы.
Газо- и электросварка считаются высокопроизводительными технологиями. Их применяют в различных производственных сферах, а необходимое в таких случаях сварочное оборудование пользуется немалым спросом.
Требования к различным видам оборудования для сварочного поста
1. Столы сварщиков.
Сварочные посты относятся к тем объектам на производстве, куда невозможен допуск посторонних. Такие кабины достаточно просторные, так как им необходимо вмещать в себя сварочный стол и все требующиеся сварщику принадлежности. Их стандартный размер – 2х2 либо 2х3 м, а высота – до 2 м. Обеспечить хорошую вентиляцию позволяет установка стен в 20 см над полом.
Сварочные столы необходимы для сварки и сборки заготовок. Они устанавливаются в сварочной кабине на высоте 50–60 см, если запланировано осуществление работ в сидячем положении либо высота стола может быть 90 см для сварки стоя.
Минимальная площадь стола, в соответствии с существующими требованиями по организации сварочного поста, равна 1 м 2 . Для крепления проводов сварочного аппарата используются специальные болты. Отсос пыли от сварочной дуги не может осуществляться при помощи вытяжного зонта, поскольку в этом случае поток вредных веществ будет направляться прямо в дыхательные пути работника предприятия.
На столе важно предусмотреть гнезда для электродов. Если есть выдвижной ящик, в нем должны храниться документы и инструменты. Под ногами у сварщика обязательно располагается резиновый коврик.
Местный отсос, устанавливаемый при организации сварочного поста, может находиться на столе или вне помещения. Дело в том, что из-за встроенного в стол вентилятора появляется шум, негативно отражающийся на уровне работоспособности. Считается, что лучше всего использовать стол с нижнебоковым отсосом, предполагающим монтаж вентилятора не в помещении. Таким образом удается защитить дыхательную систему сварщика от пыли и газа.
Столы можно оснастить дополнительными устройствами для большего удобства в процессе работы. Так, часто сварщики зачищают конец электрода о поверхность стола, из-за чего вскоре появляются металлические наросты. Они затрудняют передвижение заготовок по рабочей поверхности, а также негативно отражаются на внешнем виде рабочего места. Избежать этого можно, сделав окантовку стола медными пластинами, к которым не пристает материал электродов.
Стоит предусмотреть местное освещение в столе. Если часто требуется осуществлять сварку мелких деталей, когда швы наносятся по периметру, разумно установить вращающийся стол, где высота может корректироваться при помощи винтов. Таким образом удается подобрать наиболее удобное для обработки заготовки положение. В результате, за счет грамотной организации сварочного поста, сварщик не так сильно устает и менее подвержен воздействию вредных выделений.
Если работнику кажется неудобным его положение на рабочем месте, руководство предприятия должно обеспечить его сиденьем с регулировкой высоты.
2. Электродержатели ручной дуговой сварки.
Это один из наиболее востребованных инструментов сварщика, ведь он влияет на безопасность и производительность труда. Электродержатели должны быть легкими – до 0,5 кг, чтобы не перегружать руки – и удобными в работе. Важно, чтобы такое устройство не нагревалось в процессе сварки.

Специалисты называют наиболее оптимальными пассатижные зажимы.
Существуют следующие типы электродержателей:
- для тока в пределах 125 А и сечения провода 25 мм;
- для тока не более 315 А и провода 50 мм;
- для тока до 500 А и провода 70 мм.
Зажим должен иметь изоляцию и обеспечивать надежное крепление электродов. В целом, качественная конструкция рассчитана на 8 000 циклов работы. Благодаря продуманной форме инструмента сварщик может заменить электрод всего за 4 секунды.
Если держатель планируется использовать при силе тока от 500 А, его оснащают защитными щитками. Они закрывают руки специалиста от тепла сварочной дуги и брызг металла. Также могут применяться наиболее безопасные устройства с системой для выключения тока на время замены электрода.
При организации сварочного поста к столу обязательно приваривают штатив. Он необходим для укладки электродержателя во время перерывов в работе. В противном случае возможно образование электродуги при соприкосновении данного инструмента и поверхности стола. По этой причине штатив изготавливается из материала, не проводящего ток.
Чтобы в процессе работы к держателю не прилипали брызги металла, из-за которых он становится более тяжелым и сильнее нагревается, необходимо раз в смену смазывать его автолом.
3. Сварочные шторы.
Организация сварочного поста невозможна без его оснащения перекрытием или сварочными шторами, особенно когда речь идет о многопостовых участках. Шторы изготавливают из огнеупорной ткани, обычно используемой для пошива спецодежды.
При помощи штор рабочее место сварщика оказывается полностью закрыто для случайного доступа посторонних. Таким образом удается обезопасить людей от негативного влияния сварочной дуги и иных отрицательных факторов.
У сварочных штор есть несколько задач:
- защита от ультрафиолета;
- перекрытие доступа искр и брызг в основное помещение, а значит, сокращение риска возникновения пожара;
- ограждение сварочной зоны от воздушных потоков;
- увеличение эффективности вытяжного оборудования.
Подобные шторы экономичны и не требуют сложной установки в процессе организации сварочного поста. Они могут быть сплошными или полосовыми. Разница в том, что первые представляют собой единое полотно, изготавливаются из ПВХ, прошиваются со всех сторон и снабжаются армированными отверстиями для подвесных колец через каждые 20 см. Тогда как полосовая штора шириной 140 см состоит из полосок по 50 см.
4. Вентиляция.

Сварка при помощи газа требует качественной вентиляции, тогда удается:
- Снизить содержание в воздухе токсичных веществ, которые могут выделяться при сварке металлов. Обычно речь идет об окиси углерода, азота и фтористых включениях.
- Удалить из помещения загазованность, способную стать причиной детонации.
- Охладить рабочие инструменты, ведь они значительно нагреваются в процессе работы.
Вентиляция бывает естественной, то есть при помощи притока уличного воздуха, и искусственная. Во втором случае устанавливаются специальные устройства, обеспечивающие более активное движение воздуха.
Вытяжная вентиляция позволяет вывести из помещения максимальный объем вредных газов. За счет приточной осуществляется разбавление веществ до концентраций, не угрожающих здоровью рабочих.
Считается, что самым оптимальным вариантом организации сварочного поста является стол с вытяжкой пыли, направленной вниз либо в сторону. Добиться эффективного удаления опасных веществ из зоны вдыхания удается за счет установки вытяжных заборников в непосредственной близости от дуги.
Общий алгоритм подготовки сварочного поста к работе
Организация сварочного поста возможна в гараже, на производстве, станции техосмотра и осуществляется в такой последовательности:
- Выбор места. Лучше, чтобы пост был максимально удален от легковоспламеняющихся жидкостей, материалов, газов.
- Сборка кабины с учетом нормативов. Между полом и нижней кромкой стены остается зазор 5 см, обеспечивающий проветривание. Когда используются инертные газы, промежуток составляет 30 см. Далее устанавливают вентиляционные сетки, вешают негорючую ширму из брезента либо пластика на входе.
- Монтаж стола со столешницей. Необходимо обеспечить возможность изменения высоты стоек и площади поверхности.
- Установка осветительных приборов.
- Окраска стенок кабины в светло-серый цвет краской на основе титана или цинка, поглощающей ультрафиолет.
- Монтаж вытяжки принудительного типа. Для этого оборудование совмещают с централизованной системой воздухообмена.
- Заливка пола бетоном. Также для формирования напольного покрытия может использоваться кирпич.
- Установка рубильника, позволяющего в аварийном порядке выключить сварочные аппараты.
В завершение организации сварочного поста остается подключить оборудование к источникам питания.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: