Конденсатор для сварочного аппарата ресанта
Обновлено: 18.05.2024

Алюминиевые электролитические конденсаторы – один из главных элементов, обеспечивающих стабильность работы высокочастотных инверторов сварочных аппаратов. Надежные высококачественные конденсаторы для этого вида применения производят компании Hitachi, Samwha, Yageo.
В первых устройствах, использовавших метод электродуговой сварки, применялись регулируемые трансформаторы переменного тока. Трансформаторные сварочные аппараты наиболее популярны и применяются по сей день. Они надежны, просты в обслуживании, однако имеют ряд недостатков: большой вес, высокое содержание цветных металлов в обмотках трансформатора, малую степень автоматизации процесса сварки. Преодолеть эти недостатки возможно при переходе на более высокие частоты тока и уменьшении размеров выходного трансформатора. Идея уменьшить размер трансформатора за счет перехода от частоты электросети 50 Гц на более высокую родилась еще в 40-е годы XX века. Тогда это делали с помощью электромагнитных преобразователей-вибраторов. В 1950 году для этих целей стали использовать электронные лампы – тиратроны. Однако в сварочной технике использовать их было нежелательно по причине низкого КПД и невысокой надежности. Широкое внедрение полупроводниковых приборов в начале 60-х годов привело к активному развитию сварочных инверторов, сперва – на тиристорной основе, а затем – на транзисторной. Разработанные в начале XXI века биполярные транзисторы с изолированным затвором (IGBT-транзисторы) дали новый импульс развитию инверторных аппаратов. Они могут работать на ультразвуковых частотах, что позволяет значительно уменьшить размеры трансформатора и массу аппарата в целом.
Упрощенно структурную схему инвертора можно представить из трех блоков (рисунок 1). На входе стоит бестрансформаторный выпрямитель с параллельно подключенной емкостью, позволяющей поднять напряжение постоянного тока до 300 В. Инверторный блок производит преобразование постоянного тока в переменный высокочастотный. Частота преобразования доходит до десятков килогерц. В состав блока входит высокочастотный импульсный трансформатор, в котором происходит понижение напряжения. Данный блок может изготавливаться в двух вариантах – с использованием однотактных или двухтактных импульсов. В обоих случаях транзисторный блок работает в ключевом режиме с возможностью регулировки времени включения, что позволяет регулировать ток нагрузки. Выходной выпрямительный блок преобразует переменный ток после инвертора в постоянный ток сварки [1].
Рис. 1. Упрощенная структурная схема сварочного инвертора
Принцип работы сварочного инвертора заключается в поэтапном преобразовании сетевого напряжения. Вначале сетевое переменное напряжение повышается и выпрямляется в предварительном блоке выпрямления. Постоянное напряжение питает высокочастотный генератор на IGBT-транзисторах в инверторном блоке. Высокочастотное переменное напряжение преобразовывается в более низкое с помощью трансформатора и подается на выходной выпрямительный блок. С выхода выпрямителя ток уже можно подавать на сварочный электрод. Ток электрода регулируется схемотехнически путем контроля глубины отрицательной обратной связи. С развитием микропроцессорной техники начали производство инверторных полуавтоматов, способных самостоятельно выбирать режим работы и осуществлять такие функции как «антизалипание», высокочастотное возбуждение дуги, удержание дуги и другие.
Алюминиевые электролитические конденсаторы в сварочных инверторах
Основные компонентные составляющие сварочных инверторов – это полупроводниковые компоненты, понижающий трансформатор и конденсаторы. Сегодня качество полупроводниковых компонентов столь высоко, что при правильной их эксплуатации проблем не возникает. Ввиду того, что устройство работает на высоких частотах и достаточно больших токах, особое внимание следует уделить стабильности работы аппарата – от нее напрямую зависит качество производимых сварочных работ. Наиболее критичными компонентами в данном контексте являются электролитические конденсаторы, от качества которых сильно зависит надежность аппарата и уровень вносимых в электрическую сеть помех.
Наиболее распространенными являются алюминиевые электролитические конденсаторы. Они лучше всего подходят для использования в первичном источнике сетевого ИП. Электролитические конденсаторы имеют высокую емкость, большое номинальное напряжение, малые габариты, и способны работать на звуковых частотах. Такие характеристики относятся к несомненным достоинствам алюминиевых электролитов.
Все алюминиевые электролитические конденсаторы представляют собой последовательно наложенные слои алюминиевой фольги (анод конденсатора), бумажной прокладки, еще одного слоя алюминиевой фольги (катод конденсатора) и еще одного слоя бумаги. Все это сворачивается в рулон и помещается в герметичный контейнер. От анодного и катодного слоев выводятся проводники для включения в цепь. Также алюминиевые слои дополнительно протравливают с целью увеличения площади их поверхности и, соответственно, емкости конденсатора. При этом емкость высоковольтных конденсаторов возрастает примерно в 20 раз, а низковольтных – в 100. Помимо этого вся данная конструкция обрабатывается химическими веществами для достижения требуемых параметров.
Электролитические конденсаторы имеют достаточно непростую структуру, что обуславливает сложность их изготовления и эксплуатации. Характеристики конденсаторов могут сильно меняться при разных режимах работы и климатических условиях эксплуатации. С ростом частоты и температуры снижается емкость конденсатора и ЭПС. При снижении температуры емкость также падает, а ЭПС может возрастать до 100 раз, что, в свою очередь, снижает предельно допустимый ток пульсаций конденсатора. Надежность импульсных и входных сетевых фильтрующих конденсаторов, в первую очередь, зависит от их предельно допустимого тока пульсаций. Протекающие токи пульсаций способны разогревать конденсатор, что служит причиной его раннего выхода из строя.
В инверторах основные назначения электролитических конденсаторов – повышение напряжения во входном выпрямителе и сглаживание возможных пульсаций.
Значительные проблемы в работе инверторов создают большие токи через транзисторы, высокие требования к форме управляющих импульсов, что подразумевает использование мощных драйверов для управления силовыми ключами, высокие требования к монтажу силовых цепей, большие импульсные токи. Все это в значительной степени зависит от добротности конденсаторов входного фильтра, поэтому для инверторных сварочных аппаратов нужно особо тщательно подбирать параметры электролитических конденсаторов. Таким образом, в предварительном блоке выпрямления сварочного инвертора наиболее критичным элементом является фильтрующий электролитический конденсатор, установленный после диодного моста. Рекомендовано устанавливать конденсатор в непосредственной близости к IGBT и диодам, что позволяет устранить влияние индуктивности проводов, соединяющих устройство с источником питания, на работу инвертора. Также установка конденсаторов рядом с потребителями уменьшает внутреннее сопротивление переменному току источника питания, что предотвращает возбуждение усилительных каскадов.
В продаже есть емкости, к примеру, на 1500 и 2200 мкФ, но, как правило, вместо одного используют батарею конденсаторов – несколько компонентов одинаковой емкости, включенных параллельно. Благодаря параллельному включению уменьшаются внутренние сопротивление и индуктивность, что улучшает фильтрацию напряжения. Также в начале заряда через конденсаторы протекает очень большой зарядный ток, близкий к току короткого замыкания. Параллельное включение позволяет уменьшить ток, протекающий через каждый конденсатор в отдельности, что увеличивает срок эксплуатации.
Выбор электролитов от Hitachi, Samwha, Yageo
На рынке электроники сегодня можно найти большое количество подходящих конденсаторов от известных и малоизвестных производителей. При выборе оборудования не следует забывать, что при схожих параметрах конденсаторы очень сильно отличаются качеством и надежностью. Наиболее хорошо себя зарекомендовала продукция от таких всемирно известных производителей высококачественных алюминиевых конденсаторов, как Hitachi, Samwha и Yageo. Компании активно разрабатывают новые технологии производства конденсаторов, поэтому их продукция обладает лучшими характеристиками по сравнению с продукцией конкурентов.
Алюминиевые электролитические конденсаторы выпускаются в нескольких форм-факторах:
- для монтажа на печатную плату;
- с усиленными выводами-защелками (Snap-In);
- с болтовыми выводами (Screw Terminal).
В таблицах 1, 2 и 3 представлены серии вышеуказанных производителей, наиболее оптимальные для использования в предварительном блоке выпрямления, а их внешний вид показан на рисунках 2, 3 и 4 соответственно. Приведенные серии имеют максимальный срок службы (в рамках семейства конкретного производителя) и расширенный температурный диапазон.
Таблица 1. Электролитические конденсаторы производства Yageo
| Наименование | Емкость, мкФ | Напряжение, В | Ток пульсаций, А | Размеры, мм | Форм-фактор | Срок службы, ч/°C |
| LV | 470, 560, 680 | 400, 450 | 1,70; 1,90; 2,10 | 35×40, 35×45, 35×50 | Snap-In | 3000/105 |
| LC | 470 | 400, 450 | 1,90; 2,10 | 35×45, 35×50 | Snap-In | 5000/105 |
| NH | 470…22000 | 400, 450, 500 | 2,4…39,4 | 51×80…89×270 | Screw Terminal | 5000/105 |
Таблица 2. Электролитические конденсаторы производства Samwha
| Наименование | Емкость, мкФ | Напряжение, В | Ток пульсаций, А | Размеры, мм | Форм-фактор | Срок службы, ч/°C |
| HY | 470, 560 | 400, 450 | 1,91; 2,14 | 35×45; 35×50 | Snap-In | 7000/105 |
| JY | 470 | 400, 450 | 1,88 | 35×45 | Snap-In | 10000/105 |
| EY | 1500…10000 | 400, 450 | 6,1…24,3 | 51×110…89×160 | Screw Terminal | 7000/105 |
Таблица 3. Электролитические конденсаторы производства Hitachi
| Наименование | Емкость, мкФ | Напряжение, В | Ток пульсаций, А | Размеры, мм | Форм-фактор | Срок службы, ч/°C |
| HP3 | 470…2100 | 400, 420, 450, 500 | 2,75…9,58 | 30×40, 35×35…40×110 | Snap-In | 6000/85 |
| HU3 | 470…1500 | 400, 420, 450, 500 | 2,17…4,32 | 35×45, 40×41…40×101 | Snap-In | 6000/105 |
| HL2 | 470…1000 | 400, 420, 450, 500 | 1,92…3,48 | 35×40, 30×50…35×80 | Snap-In | 12000/105 |
| GXA | 1000…12000 | 400, 450 | 4,5…29,7 | 51×75…90×236 | Screw Terminal | 12000/105 |
| GXR | 2700…11000 | 400, 450 | 8,3…34,2 | 64×100…90×178 | Screw Terminal | 12000/105 |
Как видно из таблиц 1, 2 и 3, номенклатурная база достаточно широка, и пользователь имеет возможность собрать конденсаторную батарею, параметры которой в полной мере обеспечат требования будущего сварочного инвертора. Наиболее надежными представляются конденсаторы компании Hitachi с гарантированным сроком эксплуатации до 12000 часов, в то время как у конкурентов данный параметр составляет до 10000 часов в конденсаторах Samwha серии JY и до 5000 часов в конденсаторах Yageo серий LC, NF, NH. Правда, этот параметр не указывает на гарантированный выход конденсатора из строя по истечении указанного строка. Здесь имеется в виду только время использования при максимальной нагрузке и температуре. При использовании в меньшем диапазоне температур срок эксплуатации, соответственно, возрастет. По истечении указанного строка возможно также уменьшение емкости на 10% и увеличение потерь на 10…13% при работе на максимальной температуре.
Рис. 2. Электролитические конденсаторы Yageo

Рис. 3. Электролитические конденсаторы Samwha
Рис. 4. Электролитические конденсаторы Hitachi
Примечательно, что в каждой серии можно найти различную конфигурацию выводов конденсатора – с усиленными выводами-защелками или болтовыми выводами. Болтовые выводы дают гарантированную надежность сборки, а конденсаторы с выводами-защелками к надежности добавляют еще и простоту монтажа на печатную плату.
Заключение
Рассмотренные высококачественные алюминиевые электролитические конденсаторы производства компаний Hitachi, Samwha и Yageo позволяют решить практически любую задачу разработки высокочастотного сварочного инверторного аппарата. Отличительной особенностью представленных конденсаторов является их разработка в соответствии с требованиями RoHS (Директива об ограничении использования некоторых вредных веществ в электрическом и электронном оборудовании) и прочими экологическими нормами. За консультацией по применению, а также по вопросу приобретения конденсаторов производства всех трех компаний можно обратиться к их дистрибьютору – компании КОМПЭЛ.
Восстанавливаем работу сварочного инвертора Ресанта САИ-250ПН

Как-то раз в мои руки попал сварочный инвертор Ресанта САИ 250ПН. Аппарат, без сомнения, внушает уважение.
Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки.

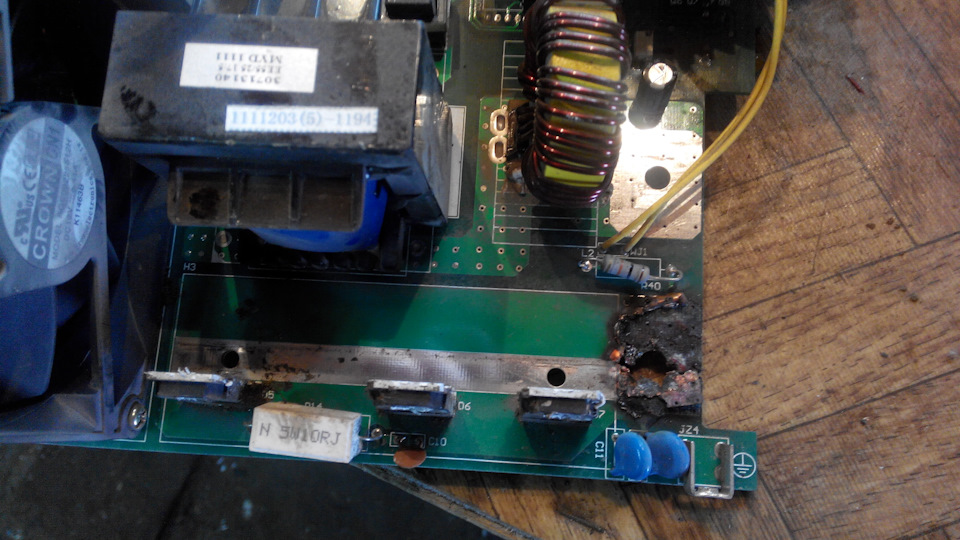
Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства.
Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.

три ( ! ) реле мягкого пуска. Их контакты соединены параллельно, чтобы выдержать большой скачок тока при запуске сварки.

Если сравнить эту Ресанту (Ресанта САИ-250ПН) и TELWIN Force 165, то Ресанта даст ему лихую фору.

Но, даже у этого монстра есть ахиллесова пята.
Аппарат не включается;
Охлаждающий кулер не работает;
Нет индикации на панели управления.
После беглого осмотра выяснилось, что входной выпрямитель (диодные мосты) оказались исправны, на выходе было около 310 вольт. Стало быть, проблема не в силовой части, а в цепях управления.
Внешний осмотр выявил три перегоревших SMD-резистора. Один в цепи затвора полевого транзистора 4N90C на 47 Ом (маркировка – 470), и два на 2,4 Ом (2R4) – включенных параллельно – в цепи истока того же транзистора.

Транзистор 4N90C (FQP4N90C) управляется микросхемой UC3842BN. Эта микросхема – сердце импульсного блока питания, который запитывает реле плавного пуска и интегральный стабилизатор на +15V. Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИ-250ПН.
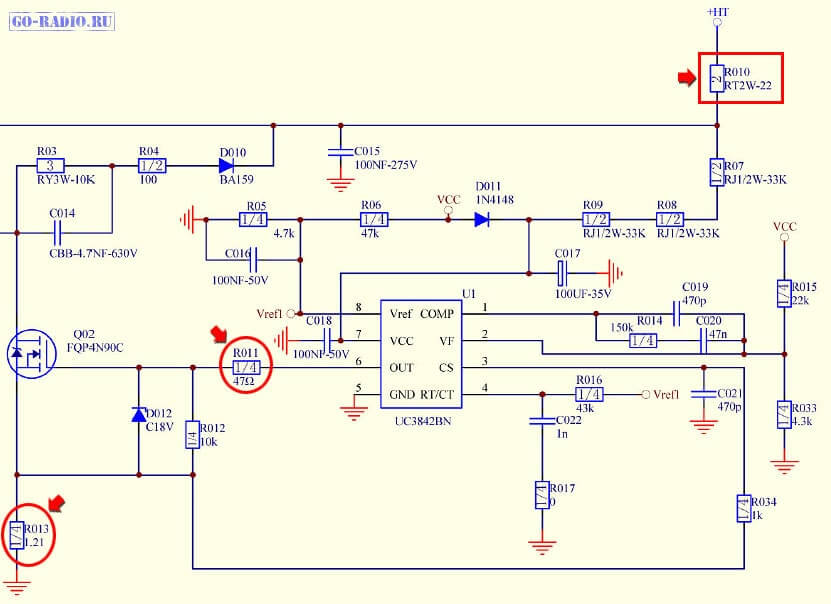
Также обнаружилось, что в обрыве ещё и резистор в цепи питания ШИ-контроллера UC3842BN (U1). На схеме он обозначен, как R010 (22 Ом, 2Вт). На печатной плате имеет позиционное обозначение R041. Предупрежу сразу, что обнаружить обрыв данного резистора при внешнем осмотре довольно трудно. Трещина и характерные подгары могут быть на той стороне резистора, что обращена к плате. Так было в моём случае.

Судя по всему, причиной неисправности послужил выход из строя ШИ-контроллера UC3842BN (U1). Это в свою очередь привело к увеличению потребляемого тока, и резистор R010 сгорел от резкой перегрузки. SMD-резисторы в цепях MOSFET-транзистора FQP4N90C сыграли роль плавкого предохранителя и, скорее всего, благодаря им транзистор остался цел.
Как видим, вышел из строя целый импульсный блок питания на UC3842BN (U1). А он питает все основные блоки сварочного инвертора. В том числе и реле плавного пуска. Поэтому сварка и не подавала никаких "признаков жизни".
В итоге имеем кучу "мелочёвки", которую нужно заменить, дабы оживить агрегат.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер.

Тем, кто захочет самостоятельно изучить устройство сварочного инвертора – полная принципиальная схема "Ресанта САИ-250ПН".
Простой ремонт сварочного аппарата Ресанта САИ-250ПН, платформа SH46

И снова в ремонте сварочник.
На мой взгляд, у Ресанты это одна из самых удачных моделей в 2013г, где производитель практически ни на чём не сэкономил. Она если и дохнет, то по мелочи, ремонт, как правило, простой и недорогой, в чём можно убедиться в данном топике.
Предупреждение: ради своей безопасности, пожалуйста, не лезьте в силовую технику, если в ремонте и обслуживании ничего не понимаете. Попытки неквалифицированного ремонта всегда приводят к усложнению и удорожанию восстановления аппарата, а иногда и к травмам горе-ремонтника.
Как обычно, хозяин аппарата своими руками убил сварку, уронив с высоты в работающем состоянии. Дело привычное, раздолбаев везде хватает.
Произошло замыкание платы о кожух, т.к. изолирующая прокладка между платой и кожухом при его очередной чистке была утеряна. Аппарат принесли уже без крышки. Хорошо, что на этом остановились и не стали доламывать больного :)
Пыли и грязи внутри немного, аппарат периодически продувался.
Схема аппарата
скачать схему
Беглый осмотр и измерения показали, что неисправен только источник питания, силовая часть выжила.
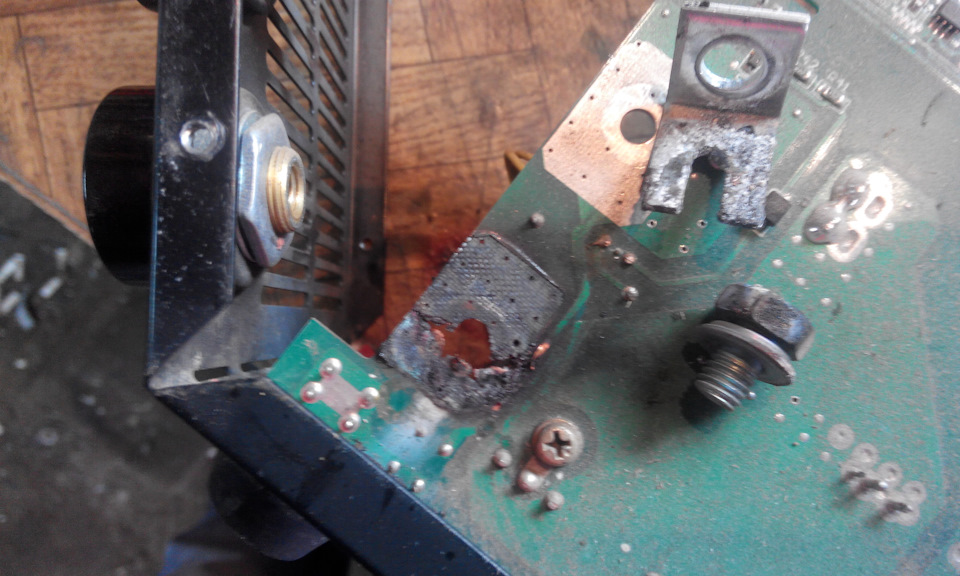
Место возникновения проблемы хорошо заметно на печатной плате.
Выпаиваю неисправный элемент
Источник питания выполнен на ШИМ контроллере TOP223YN в кузове TO-220. В сварках редко такую шимку ставят. Многие мастера называют этот узел дежуркой, но это неправильно, т.к. в аппарате нет дежурного источника питания (это-же не ATX Power), зато звучит коротко.
TOP был заменён новым из запасов, в обвязке проблем не обнаружено, но на всякий случай опорный стабилизатор TL431 в цепи обратной связи тоже поменял ибо тут нет оптронной развязки вторичной цепи и он реально мог пострадать, что доставит лишние проблемы (плавали, знаем).
После ремонта, сварочник нормально запустился. Места паек и критичные места платы дополнительно пролачил Plastic 71 для повышения живучести в грязной и влажной рабочей среде.
Отличительная особенность сварок на такой шимке — очень долгие попытки запуска после отключения питания, выглядит забавно :)


Сварка вытянула свои честные 190А при уставке показометра 250А и форсаже на максимум. Такой ток позволяет уверенно варить электродом до 4мм включительно во всех разумных положениях и ситуациях.
К сожалению, у большинства китайских сварочников заявленный и реальный ток существенно отличаются и чем аппарат новее, тем разница больше.
На дугу аппарат не проверял, т.к. ремонтировал только питание.
После успешной проверки на ЛАТРе и на балласте, аппарат был отдан владельцу на окончательную сборку и проверку на дуге. Весь ремонт занял часа 2.
Комплектующие для сварочного аппарата РЕСАНТА
Мы являемся поставщиком комплектующих и запасных частей для сварочного аппарата РЕСАНТА. Запросите стоимость у нас:
Вентиляторы для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
| AN14382 | Вентилятор / 120x120x25мм / DC 12В / YL12025HS / 0,4A | 750 | в наличии |
AN14381  | Вентилятор / 92x92x25мм / DC 12В / 0,15A | 650 | недоступен для заказа |
AN16851  | Вентилятор / 92x92x25мм / DC 12В / RDH9025S1 / JF0925B1H-R 0.35A R-37-120551-01-00 fanMMA 140 Digital, MMA160 Digital | 714 | в наличии |
| AN14380 | Вентилятор / 92x92x25мм / DC 12В / 0,25A | 650 | под заказ |
AN29375  | Вентилятор / 92x92x25мм / DC 12В / RD9225S12H / 0,32A | 650 | под заказ |
AN31139  | Вентилятор / 92x92x25мм / DC 24В / VD9225HHS / 0,24A | 650 | под заказ |
AN18646 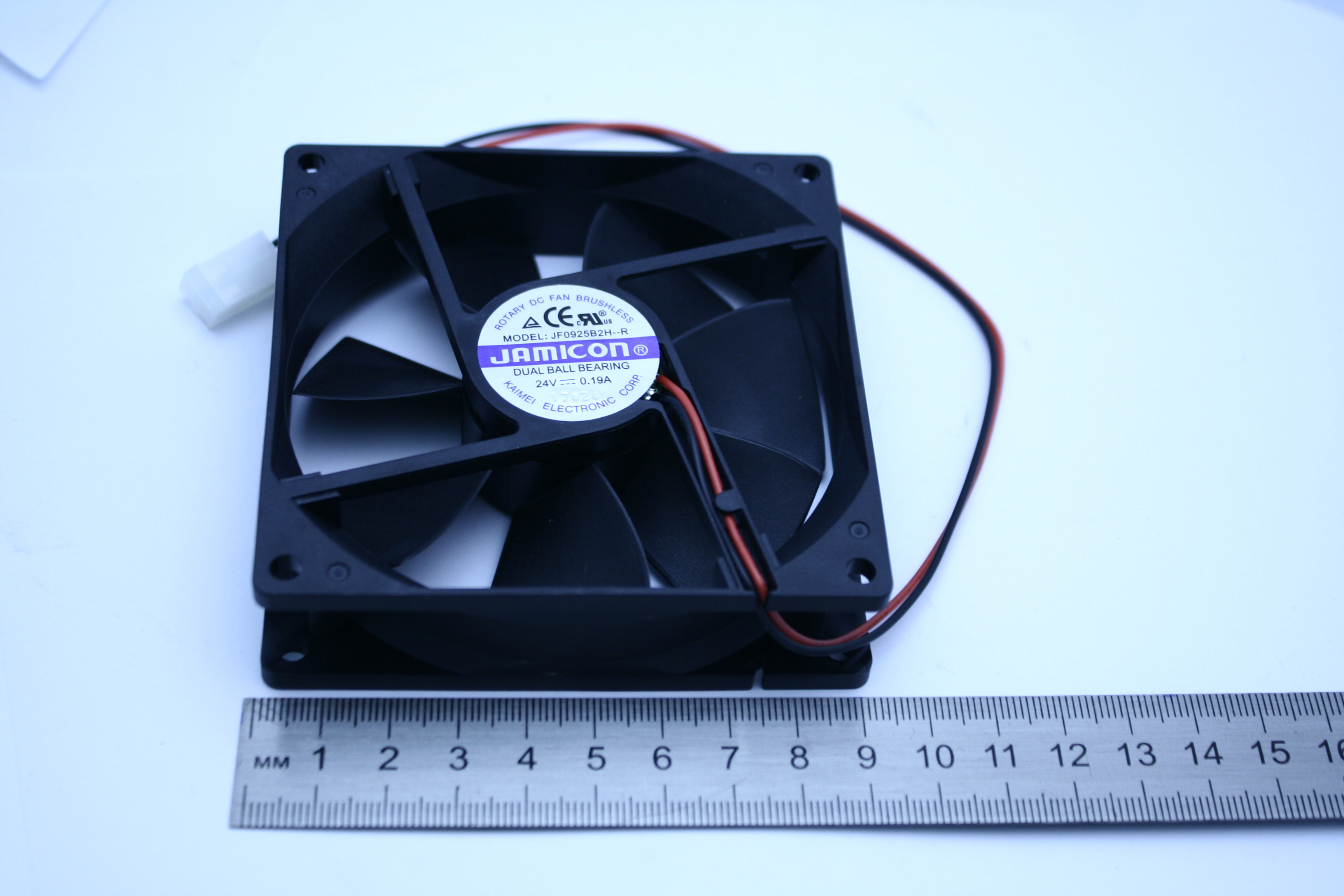 | Вентилятор / 92x92x25мм / DC 24В / Y-Y9225H24S (JF0925B2H) / 0,19A | 650 | под заказ |
AN14379  | Вентилятор / 92x92x25мм / DC 24В / YDH9025S24 / 0,25A | 650 | под заказ |
Транзисторы для сварочного аппарата РЕСАНТА
Диоды для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN16742  | - Диод IN4007 R-04-010100-02-00 Diode/IN4007 | 54 | в наличии |
AN17640  | 1n4007 (1A 700V 500nS) | 205 | в наличии |
| AN15546 | BAV99 SOT-23 NXP Диод импульсный | 20 | в наличии |
AN15663  | BYS10-45-E3/TR3 DO-214AC Vishay | 30 | в наличии |
AN13450  | HFA25TB60 TO-220AC IR Сверхбыстрый диод | 300 | в наличии |
AN14319  | STTH6003CW TO-247 ST | 260 | в наличии |
| AN16975 | UF4007 DO-41 Диод ультрабыстрый 1А 1000В | 10 | в наличии |
AN16740  | Диод / IN5408 R-04-010100-03-00 / DO-201 / 3А / 1000В / Diodes / | 32 | в наличии |
AN16207  | Диод / Ультрабыстрый MUR1560G / TO-220AC / 15А / 600В / ONS / | 318 | в наличии |
AN13508  | Диод выпрямительный / BYG20G / DO-214AC / 1.5А / 400В / Vishay / | 100 | в наличии |
Микросхемы для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN15008  | CA3140EZ DIP8 Intersil Операционный усилитель | 200 | в наличии |
AN16885  | HCPL3120-000E DIP8 сварка | 300 | в наличии |
AN17030  | HCPL3120-1105B DIP8 сварка | 270 | в наличии |
AN13840  | L7815CV ST Стабилизатор напряжения TO220 | 100 | в наличии |
AN14308  | LM317T ST TO220 сварка | 100 | в наличии |
| AN18775 | LM324M SMD/аналог LM2902 | уточняйте | в наличии |
| AN15022 | PC817 SHARP DIP | 150 | в наличии |
AN14814  | RC4558P DIP8 | 100 | в наличии |
AN16066  | SG3525A YR6471BA шим dip16 сварка | 100 | в наличии |
AN16175 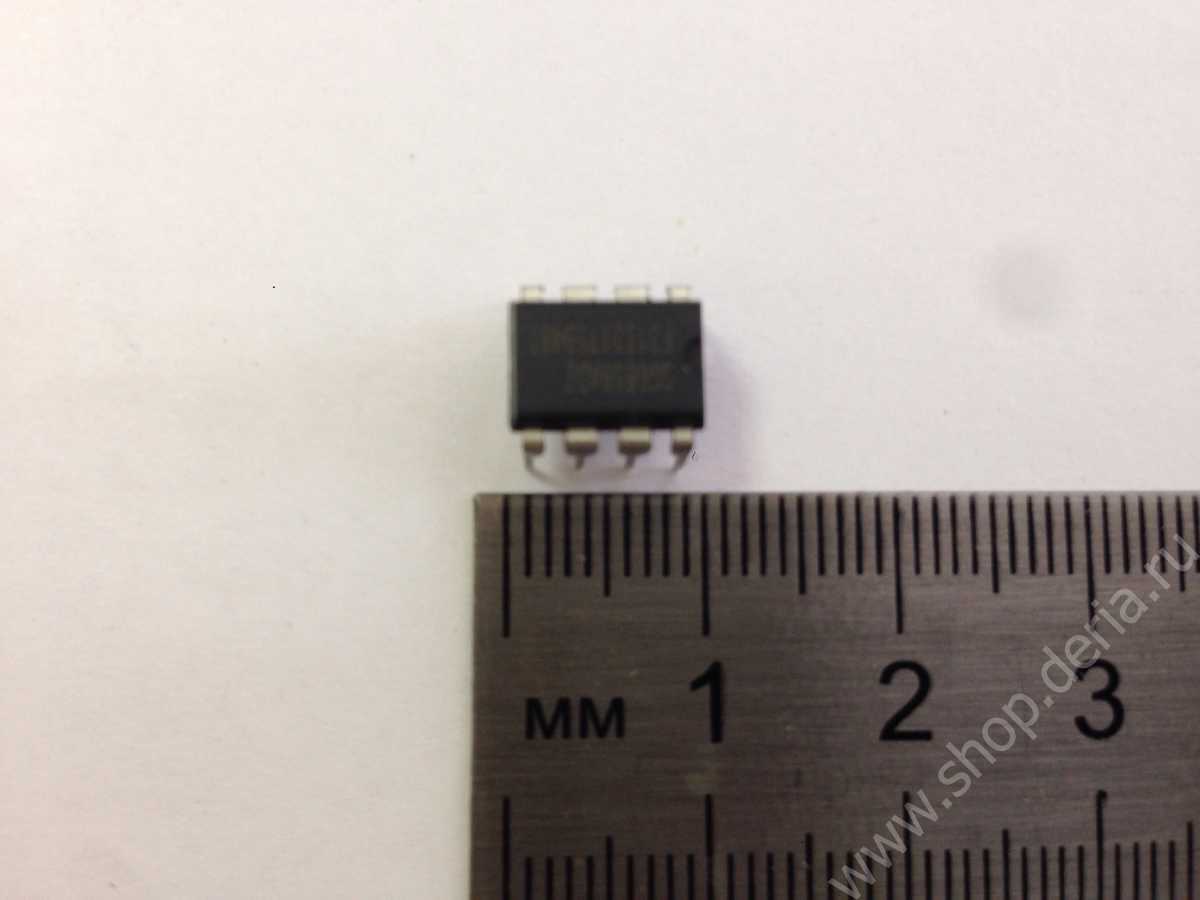 | SG6859 DIP8 аналог SG6860 aaqcd сварка | 400 | в наличии |
Конденсаторы для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN14977 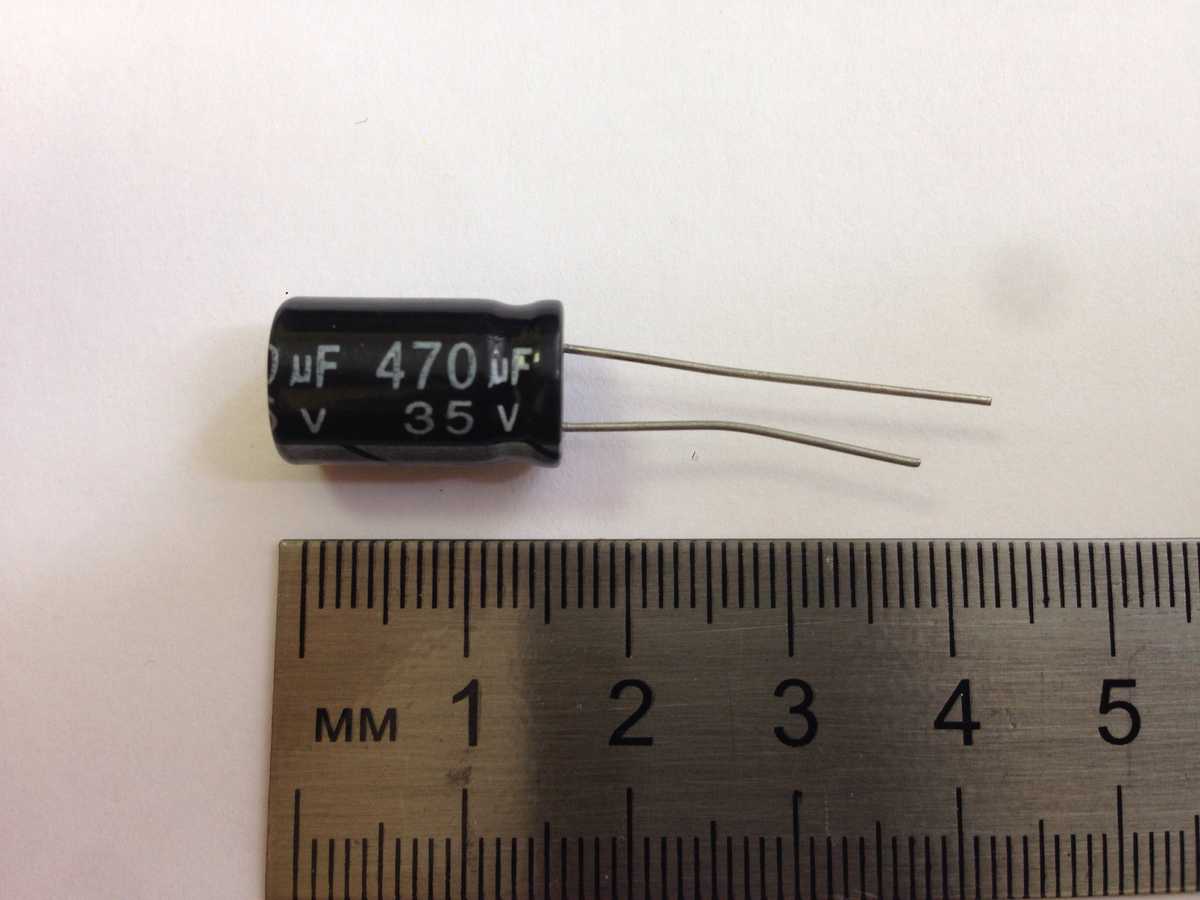 | 470 мкФ 35В 17x10мм Электролитический | 100 | в наличии |
AN34556 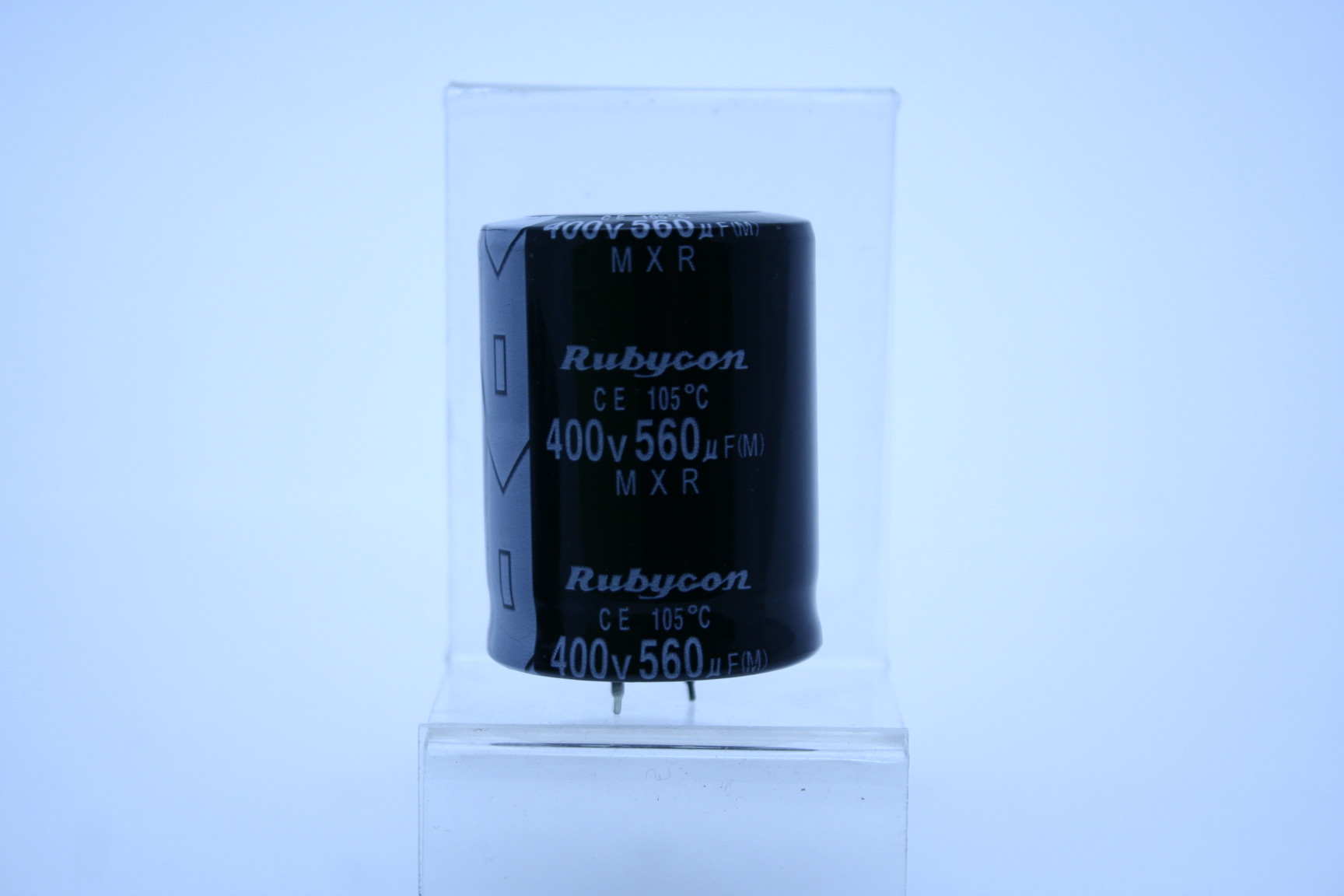 | 560 мкФ 400В 45x35мм 105С Электролитический | 450 | в наличии |
| AN28020 | 680 мкФ 450В 35х48мм 85С Электролитический | 740 | в наличии |
| AN16378 | 2200 мкФ 50В 31x16 | 30 | под заказ |
Резисторы для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN29272 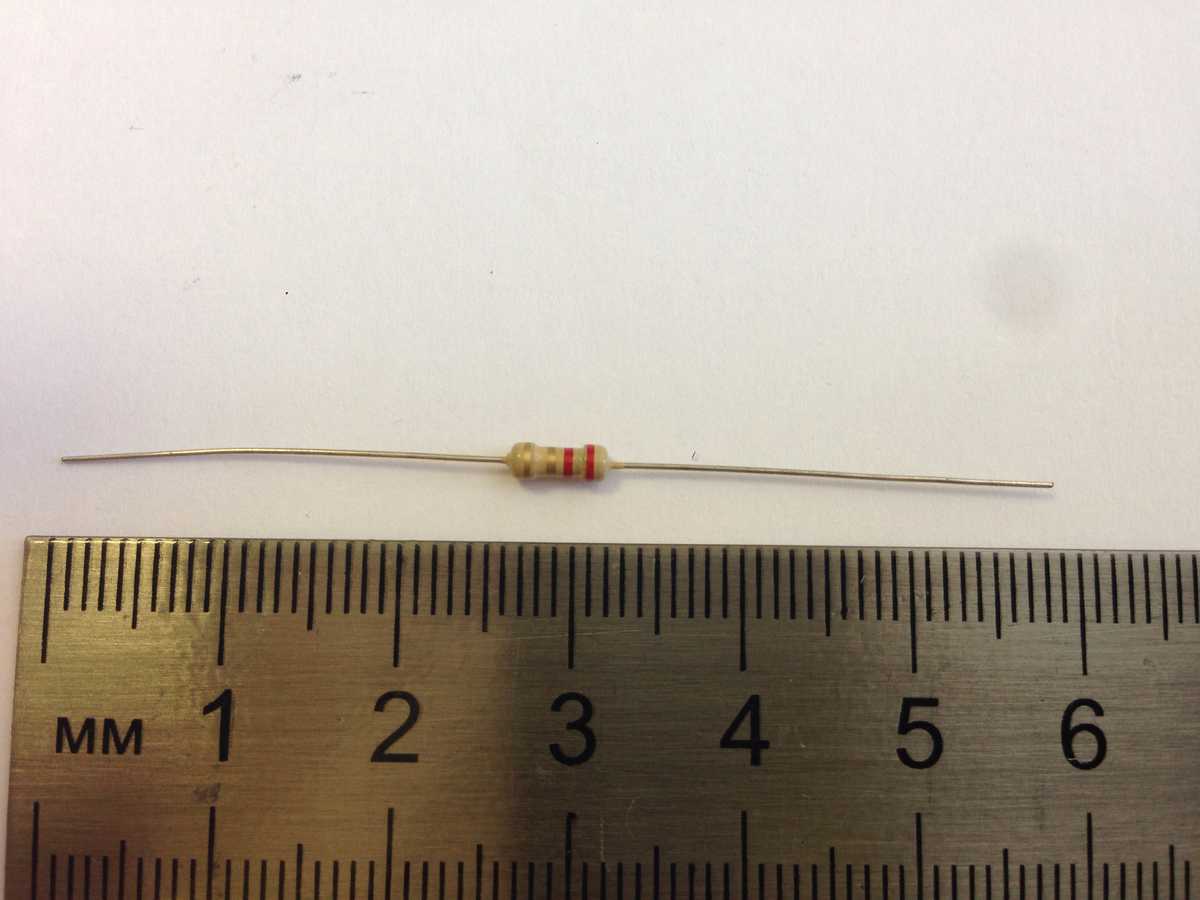 | Резистор / 2,2 Ом / 0,25 Вт / | 10 | в наличии |
| AN16760 | Резистор / 6,8 Ом / 0,25 Вт / (R-01-010002-04-00) | 32 | в наличии |
AN15998  | Резистор проволочный мощный (цементный) (SQP) / 22 Ом / 5 Вт / | 232 | в наличии |
AN15622  | Резистор проволочный мощный (цементный) (SQP) / 47 Ом / 10 Вт / | 160 | в наличии |
AN16098  | Резистор проволочный мощный (цементный) (SQP) / 51 Ом / 10 Вт / | 218 | в наличии |
AN18791  | Резистор углеродистый (CF-25) / 10 Ом / 0,25 Вт / | 10 | в наличии |
AN18788  | Резистор углеродистый (CF-25) / 2,2 Ом / 0,25 Вт / | 10 | в наличии |
| AN13453 | Резистор / 18 Ом / 0,25 Вт / | 100 | под заказ |
| AN16916 | Резистор / 22 Ом / 0,25 Вт / 5% / | 20 | под заказ |
| AN13454 | Резистор / 36 Ом / 0,25 Вт / | 100 | под заказ |
Стабилитроны для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
| AN13482 | BZV55-C10.115 NXP DO-41 | 100 | в наличии |
AN15665  | BZV55-C20 DC SOD80 | 75 | в наличии |
| AN13301 | BZX55C18 DC DO-35 | 34 | в наличии |
| AN29577 | BZX79C 18V DO-3 | 203 | в наличии |
| AN13298 | BZV55-C15 DC SOD80 | 100 | под заказ |
| AN13303 | BZV55-C18.115 NXP SOD80 | 100 | под заказ |
| AN16242 | BZV55-C20.115 NXP SOD80 | 100 | под заказ |
AN15900  | BZX55C18 DC DO-41 | 20 | под заказ |
| AN15873 | BZX55C4V7 DC SOD80 | 50 | под заказ |
AN15541  | BZX55C4V7 Тайвань DO-35 4.7В 0.5Вт | 205 | под заказ |
Переключатели, контакторы, кнопки для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
| AN15612 | Вилка сетевая с заземлением (белая) / Кабельная / P+N+PE / 16А - 250В | 100 | под заказ |
AN16907  | Выключатель клавишный Power switch/HY12-9-4 20A 220V(Red/красный) ARC 160 mini N-07-020000-12-00 | 345 | под заказ |
AN35250  | Выключатель клавишный RWB-502 (Зеленый) | 245 | под заказ |
AN16094  | Переключатель сети клавишный (зеленая) 20A 250VAC 4-PIN (JD03-A1) | 343 | под заказ |
Комплектующие REDBO, EDON (Редбо, Эдон) для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
| AN29083 | _ Транзистор FGH40N60 корпус ТО-247 | уточняйте | под заказ |
| AN29123 | _ Транзистор FGH60N60 корпус ТО-247 | 560 | под заказ |
Горелки для сварочного аппарата РЕСАНТА
Клапаны для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
| AN16138 | Клапан газовый углекислотный электромагнитный 220V | 1 4 00 | под заказ |
Аксессуары для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
| AN14448 | Кабельная вилка (наконечник) TRAK-SK 10-25мм ВМ-100 | 250 | в наличии |
AN18563  | Кабельная вилка 10-25mm ISQ0070 | 605 | под заказ |
AN17047  | Панельная розетка 10-25 | 450 | недоступен для заказа |
| AN13809 | Розетка силовая (панельная) СКРП-25 ГП-100 10-25 | 250 | недоступен для заказа |
| AN14615 | Розетка силовая BlueWeld | 250 | под заказ |
Переменные резисторы (потенциометры) для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN15658  | RV28 B103 10kOhm | 450 | под заказ |
AN16805  | Ручка для потенциометра 1 kOhm / (R-37-231220-01-01) Красная, маленькая ,Series 180,Beak / ARC 160 mini | 260 | под заказ |
Механизмы протяжки проволоки/подающие механизмы для сварочного аппарата РЕСАНТА
| Арт. | Название | Цена | Наличие |
|---|---|---|---|
AN34606  | Держатель катушки/подкатушечник 5 кг. Mig 175D/Aurora Mig 175D 00010959 Aurora | 1 7 75 | в наличии |
AN18421  | ПРОФИ MIG 175 Digital держатель катушки wire coil holder ПРОФИ MIG 175 Digital на 5 кг R-37-221100-03-00 | 1 7 75 | под заказ |
Дополнительные комплектующие
| Название | Цена | Наличие |
|---|---|---|
| Корпусные части для сварочного аппарата РЕСАНТА * | уточнить стоимость и сроки | |
| Индикаторы для сварочного аппарата РЕСАНТА * | уточнить стоимость и сроки | |
| Трансформаторы для сварочного аппарата РЕСАНТА * | уточнить стоимость и сроки | |
| Разъемы для сварочного аппарата РЕСАНТА * | уточнить стоимость и сроки | |
| Прочее для сварочного аппарата РЕСАНТА * | уточнить стоимость и сроки | |
* Может не точно соответствовать модели, требуется уточнение
Не нашли нужную деталь? Отправьте запрос нашим менеджерам:
Весь спектр услуг по ремонту сварочного аппарата РЕСАНТА в Санкт-Петербурге от компании Deria.
© 2017 Дериа Компьютерс. Все права защищены.
Со всеми вопросами и предложениями
обращайтесь по телефону (812) 599-50-50
Ремонт сварочного аппарата

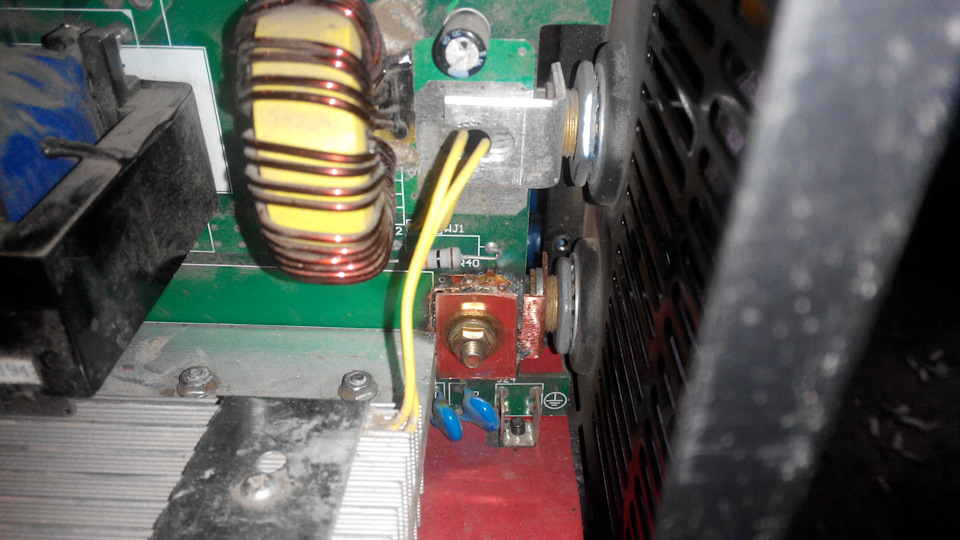
Чёт я засмущался и дополнил пост))) пропаял все три ноги к пластине. Подпаяться к медной шине это что-то с чем-то))) можно сказать по этим трём проводам 1,5кв будет бежать 160А. Дурдом!

Эх, люблю я свою работу))) всё попадается, всё в дом))) не украл! Всё это подлежит ремонту, моему))), не просите подарить, самому мАлА)))

Отнести такой аппарат на ремонт, там скажут:
Уууу, бДатан, да ему хана, по-любЭ, выкинь его или мне оставь на запчасти.
Ага! щаЗЗЗ. Оставлю себе и заставлю работать)))
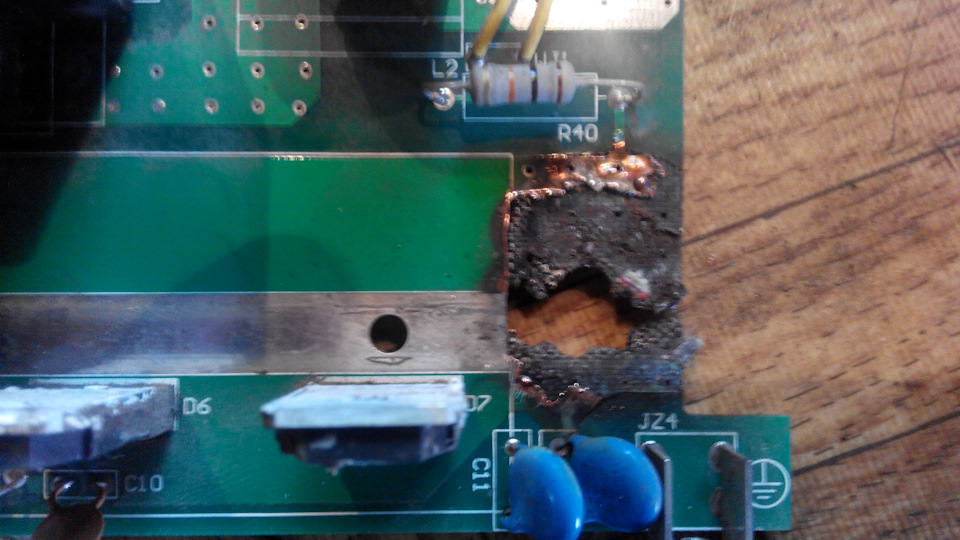
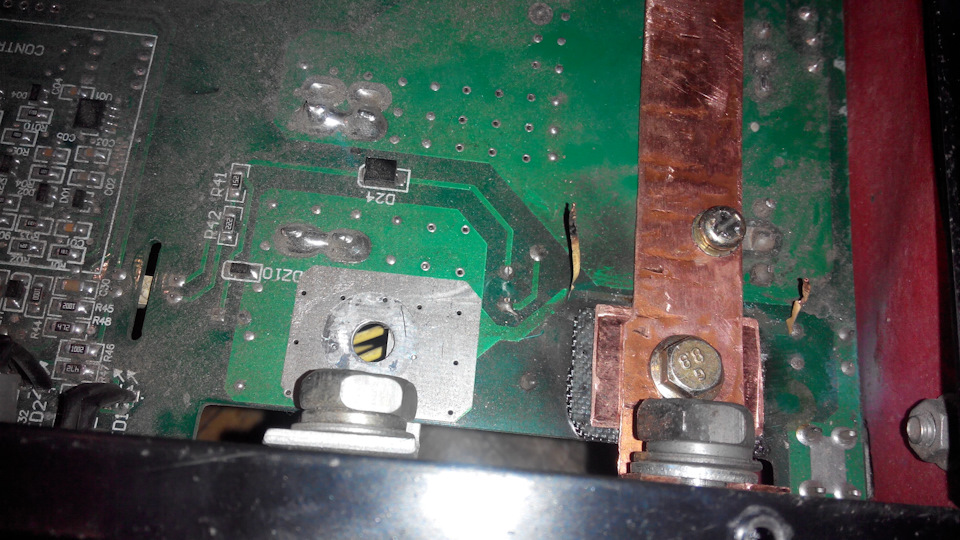
Здесь я маленькой почистил оставив дорожки к резистору и двум варисторам, им этого должно хватить, для удобства снял радиатор транзисторов и прозвонил чё куда к чему
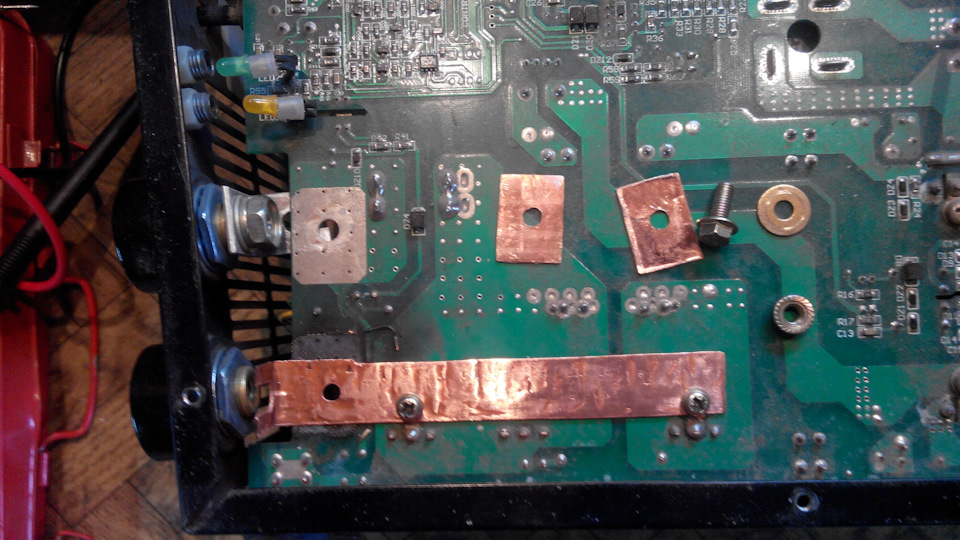
Решил восстановить дорожку целиком, можно было проделать это всё с обратной стороны и не выглядело бы столь колхозного, но пластина там осталась бы просто прижата радиатором а тут как никак прикручена винтами По идее с той стороны такая же дорожка но намного тоньше, как по ней бежит 160А не понимаю)))выводы из двух транзисторов из трёх.

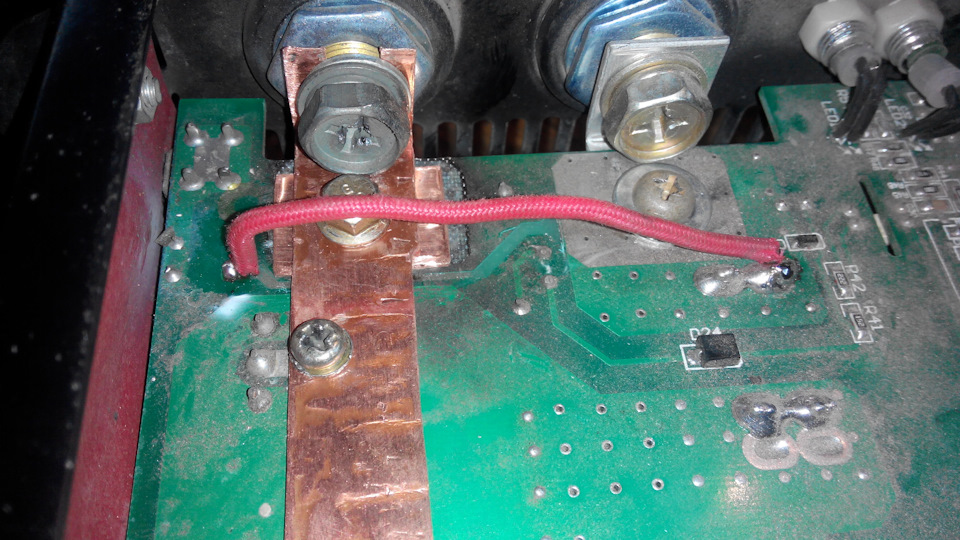
P.S. прозвонил на предмет замыкания, работать в принципе должен, не проверял, кабель в другом гараже
Метки: ремонт ресанты
Комментарии 67
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Хочу спросить у профессионала:
Финвал 180 — пропадает искра. Появляется по собственному желанию — ни от чего не зависит. Перегрузка не светится, ток показывает. Внутри все как новое — цвет и запах без изменений, проверил все внутренние соединения — мертво, . Шайтан-арба…
куда еще заглянуть можно?

заглянуть в контакты и проверять контакты надо везде(внутри и снаружи на байонетах с кабелем ).Проверять надо омметром, хотя визуально все будет " Внутри все как новое"
Проверил контакты везде с гаечными ключами. Всё затянуто насмерть.
Окиси не видно.
Evergreen747
Обычно варю токами 40-50 ампер. Если дуга есть, варит нормально. Погасил — хоть затыкайся, на 120-150 амперах не зажигается. Причем, можно варит 30-60 минут без проблем, а можно 20 секунд и капец. Потом опять появляется вспышка. Ни от времени выдержки, ни от вкл/выкл не зависит. Нигде ничего не греется.
проверьте регулятор сварочного тока (сам переменный резистор).Часто бывает изнашивается быстро и от этого он будет выдавать минимальный ампераж, в моем САИ -200 такое было.
Совет-если виноват регулятор, то ставить взамен надо наш советский проволочный типа ППБ-1.
Спасибо за совет, проверю обязательно. Вопрос в том — где взять советский? Союза нет уже.
Единственное — при вращении регулятора ток меняется плавно, без скачков (циферки на панели ровно и гладко сменяют друг друга в требуемой последовательности). Может быть у него нарушение мозговой деятельности?
вращая ручку, Проверьте его сопротивление между подвижным контактом и любым крайним контактом, а потом уже ищите.Купить советский сейчас можно, т.к в закромах у продавцов есть. Не поможет проверка-ищите далее причину, а лучше к мастеру

если не энкодер стоит, а так то лучше осцилограммы посмотреть))))
Переведите, пожалуйста, на русский язык.
Я пользователь, а не радиоэлектронщик. Электромеханик по образованию, потому умею пользоваться мультиметром и знаю, что такое переменный резистор (даже про проволочный слышал).

Колхоз, не колхоз. Главное работает!


А жёлтый гюсми? Хороший?
Жёлтый Энергомаш, 140А внутри два транзистора по 60, по идее предел 2х95=190
А так не знаю, не пользовал)))

это всё уже давно должно было пахнуть, как же оно работало то?
яп залудил легонько места контактов
я не знаю кто и как им пользовался. если варили на улице, то никто и не будет принюхиваться)))

Постоянно ремонтирую сварочники но работаю в плане авторизации Интерскол.
Не занимаюсь рекламой но видя разные фирмы изнутри у которых всё одно и тоже — конструктивно.
В Интерсколе нравится то что некоторые ошибки и болячки предугаданы и учтены в отличии других фирм.
Просто интерскол постоянно развивается, а остальные бюджетные фирмы прогремят рекламой и лепят одно и тоже Г.
Я отвечаю только в плане бюджетных аппаратов до 200 ампер.

Купил интерскол 160 нравится но пока подарил чутка. Уговаривали на ресанту но я не поддался
Они одинаковые внутри. Но интерскол доработаннее.
Брали ради эксперимента убивали с год назад 160 ку. 8 электродов на 5мм подряд и на резку металла толшиной в 2 см… — думали взорвётся, а он даже в защиту не ушел !

шуруповерты какие хорошие будут у них в районе 10-12тр?
Смотря для чего ?! Для дома — одни, для дачи -другие, для стройки и постоянной тяжелой работы другие.
Уточните вопрос. У интерскола вышла серия "Домашний мастер" — себе взял ДА-12ЭР-02. Маленький удобный.
АКБ 3 банки лития.на 1.3А с Али меняются через годик другой хоть до 4 ампер в час и вообще супер.
Среднее для строительства/дачи
ДА-18ЭР "домашний мастер" думаю справится. Но лучше найти ДА-18ЭР не на литии а на никель кадмии.(внешне более объёмный)
Это предыдущая модель уже снятая с производства но запчасти есть в наличии.
ДАУ-13/14.4 и ДА-10-12ЭР тоже надёжные, мощные но старые модели.
В любом случае гарантия 2 года.

ресанта 190а с этой же бедой все от плохого контакта залечил медью с двух сторон облудил и покрасил с балончика, уже второй год полет нормальный
помогите по сварке ресанта

ресанта саи 190,
сгорели транзюки 40n60fl, и резисторы по плавному запуску,
заменил резистор, заказал в китае транзюки, включил всё работает
воткнул электрод цвырк — и транзюки опять вылетели!
у меня есть предположение что китайци схалтурили с транзюками, или может чтото другое? кто сталкивался? кто заказывал у провереного чела? от сылки не откажусь.



Комментарии 59

не надёжный аппарат такие не надолго

Выпаять сгоревшие транзисторы, заменить резистор на 51 ом, ткнуться на затворы IGBT двухлучевым осликом, посмотреть перекрытие и форму импульсов.
и все может оказаться куда проще, нежели тычки осциллографом
Это наиболее правильный вариант, я сам быстрее без осциллографа делаю, в большинстве случаев неисправность очевидна, либо выявляется мультиметром.

teleportator
Добрый вечер. Вопрос по ресанта 190. Был в обрыве резистор 12w 51 Ом. Заменил, теперь аппарат включается, но горит светодиод жёлтый и на выходе нет напряжения. Осциллографа проверить шим у меня нет. Как можно найти причину без осциллографа, куда копачь и что проверить. Буду признателен за ответ.
Проверь на короткое замыкание диоды на выходе инвертора.
Проверял, рабочие. И смущает то что на конденсаторах где должно быть 300 вольт, всего 190 в. Правда включён аппарат через лампочку для защиты от короткого.
Мощности лампочки не хватает для нормальной работы инвертора. Добавь в параллель еще одну или эту замени на более мощную. Если светится светодиод, то скорее всего силовые ключи не пробиты и маломощный блок питания исправен. Светодиод защитыс загарается́?
Светодиод защиты горит постоянно. Реле срабатывает норм при включении напряжения на выходе нет, видимо уходит почему то в защиту. Все диоды и транзисторы уже проверил.

транзисторы с резюком горят от коротыша на выходе ! выпаивай выходные диоды и под замену их там 3 штуки в них проблема 100 %

С чего бы это? Там защита от превышения тока через транзисторы по датчику тока. Если пробивает диоды по выходу, то при старте БП превышение тока отключает генерацию ШИМ на плате управления.
Нет там не х я ! Что в сварочниках что в углекислотках стандартная поломка ! Если и есть то не работает как надо -вылетают диоды тянут за собой полевики !
Ну у него то на холостом ходу инвертор запустился и слился лишь при попытке зажечь дугу, т.ч. скорее всего с диодами на выходе все норм. Именно в этой модели ШИМ при старте обеспечивает минимальный ток, не позволяющий пробиться транзисторам. А если после запуска ШИМ на выходе не появится напряжение, то ШИМ прекратит генерацию (защита от залипания через оптрон).
вот именно сливается при нагрузке ! то есть когда через диод идет ток — а подгоревшый он может пробивать и работать не как диод !

Я я туда другие транзюки поставил года 4 назад. Все еще работает. И мелкие кандеры сменил тк емкость была почти в два раза меньше чем написано
после ремонта ты даже не удосужился сделать испытания на столе, а сразу взялся за электроды. . . .Там еще есть хомуты, которые ты не все снял. Ищи еще.

а писали, что ресанта отличная сварка…

Она нормальная, по меньшей мере ремонтопригодная. В наших реалиях это большой плюс.

Сейчас узкоглазые сплошь и рядом продают на Али перемаркер, не кондиции, левак короче, покупал у них тоже транзисторы силовые для сварника, одни были оригинал с разборки и.е.БУ, с наваренными выводами и жирно облуженные, вторые китайский подвальный завод, кароч не понятно, оригинала и новых практически нет, а если есть то стоят денег.
люди тоже жалуются на перемаркер


спаибо за ссыль!
не за что, заказываю третий раз, знакомым да друзьям

ссыль не рабочая, товара нет

Транзисторы плохие, много паленого, ищите нормальные.
не надо грешить лишь на транзисторы. ТС не все проверил в своем инверторе, там еще остались нерешенные вопросы.

У нас на работе 6 бригад монтажников. У каждой бригады по сварочному аппарату, так вот эти ресанты закупили… Редкостное говнище — поумирали они, даже не отработав гарант срок. После них купили Эллой и всё, забыли про гемор со сварочниками. Из 6 аппаратов за 5 лет ни оди не сломался.

Мне как раз приносят в ремонт ресанты эти. Только успеваю ( строительные компании носят) в них менять силовики, хватает на неделю-две. И куча всяких остальных проблем, вплоть до мёртвых диодных мостов на выпрямителе (хотя он там до 50А расчитан).

дык они одни из самых популярных сварочников :) отсюда и количество их большое к вам идет. По нашей "деревне", кто самостроится, у всех ресанты, у меня тоже…
а причину этого " менять силовики, хватает на неделю-две" нашел или банально выпаивать и впаивать и готово?
Ресанты — "народные" сварочники можно сказать. И у меня такой. И чинить приходилось их много. Сказав честно, по кишкам тот же блувельд или ЕВМ немного навороченнее в плане логики, а вот силовуха у них практически та же. Да, ресанты не имеют ПЛИС в мозгах и всякие индикации ошибок. JASIK тоже не умеет ничего из этого, а стоит в три раза дороже. При тех же компонентах. Ну и не настолько они ломучие. Сколько аппаратов чинил — почти все по вине пользователя. То говном от болгарки забьется и перемкнет, то на снег поставят и варят, а он греется…то под дождем варят бесстрашные люди.
Ну и это. Комплементарные пары подбирать надо в выходные ключи, просто так пара транзов по параметрам это временное решение.

Вышибает силовые ключи, а на не понятных поделках и плату управления, залитую твердотельной фигней без обозначения. Ключи выбитые меняешь, а она импульса запуска не дает…
просто так их не вышибает

Проверь вторичные диоды, стабилитроны на затворах полевиков, ну и осциллограмму бы посмотреть в дежурке. Ну и как вариант транзюля палёные (что очень часто). Вообще эти ключи очень распространенные.
Читайте также: