Кондуктор для сварки под прямым углом своими руками
Обновлено: 19.05.2024
Начинающему сварщику довольно трудно одновременно следить за правильной фиксацией соединяемых деталей и началом сварочного процесса. Обычно при касании электродом места сварки нарушается фиксация. Чтобы облегчить и автоматизировать процесс сварки, можно сделать простое приспособление и для этого не нужны навыки опытного специалиста и дефицитные материалы.
Понадобится
- Стальная пластина;
- болты;
- круглый стальной стержень.
- Чертилка и металлический угольник;
- болгарка;
- слесарные тиски;
- молоток;
- керн;
- дрель;
- метчик;
- сварочный аппарат;
- свариваемые детали.
Процесс изготовления приспособления автоматической сварки
Размечаем стальную полосу заданных размеров с помощью чертилки и металлического угольника.
По разметке выполняем неглубокие поперечные канавки, в пределах которых вырезаем болгаркой прямоугольную прорезь расчетной ширины.
Отрезаем заготовку от стальной полосы. Поочередно зажимаем заготовку в тиски на уровне надрезов и с помощью молотка сгибаем под прямым углом в сторону канавок.
В центре загнутых полок накерниваем и высверливаем сквозные отверстия, в которых затем нарезаем метчиком резьбу.
Вворачиваем в отверстия с резьбой по одному болту.
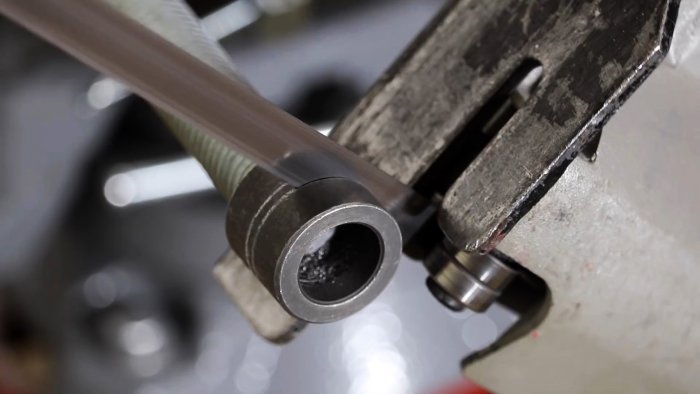
В круглом стальном стержне высверливаем центральное сквозное отверстие необходимого диаметра.
Устанавливаем стержень с отверстием под небольшим углом так, чтобы его торец совпадал с внутренним краем узкой стороны прорези и был направлен наружу и вверх.
В этом положении привариваем стержень к рамке и сверху по центру сверлим в нем поперечное отверстие, в котором также нарезаем резьбу. Вворачиваем в отверстие с резьбой болт.
Приспособление готово к работе.
В качестве свариваемых деталей встык выбираем отрезки профильной трубы.
Сверху на свариваемые детали устанавливаем «ножками» вниз приспособление так, чтобы стык оказался посередине прорези.
В стержень с отверстием вставляем сверху покрытый электрод. Чтобы свариваемые детали оставались неподвижными, фиксируем их с помощью вворачивания двух боковых болтов.
Совмещаем конец электрода с точкой начала сварного шва, сгибаем его так, чтобы он лег на стык. Т. е. сварка будет происходить, как бы, лежачим электродом.
Подсоединяем к другому концу электрода держак, устанавливаем необходимые параметры сварочного процесса и включаем сварочный аппарат.
После возбуждения дуги процесс протекает, можно сказать, автоматически: детали неподвижны, а дуга перемещается по мере расплавления электрода.
По завершении сварки убираем приспособление, открутив предварительно болты, фиксирующие детали.
Отбив шлак, и зачистив шов болгаркой, убеждаемся, что он получился по форме и структуре качественным.
Как сделать сварочную струбцину под любой угол сварки
Чтобы быстро и ровно сваривать трубы, прутки и прочий металлопрокат под углом, очень удобно использовать специальную струбцину. Она держит детали крепче магнитов, к тому же способна регулироваться под разные углы стыковки. Это действительно полезное приспособление для сварщика, которое не сложно сделать самостоятельно.

Основные материалы:
- труба 100 мм;
- уголок 50х50 мм;
- полоса 50 мм;
- шпильки М16 – 2 шт.;
- болты М10, М16;
- обычные и удлиненные гайки, шайбы М10, М16, М20.
Процесс изготовления струбцины для сварки
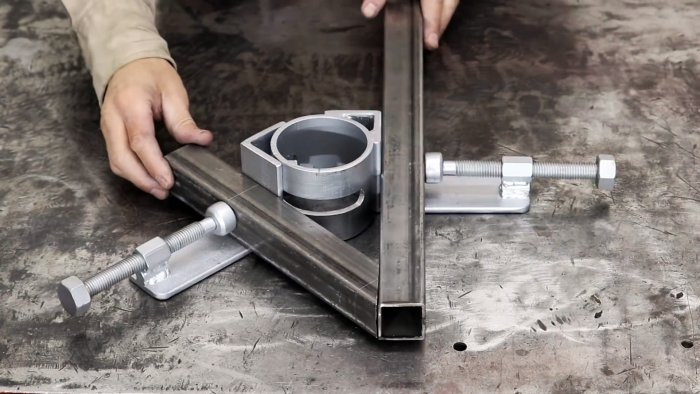
От трубы нужно отрезать заготовку длиной 7-10 см. По центру, на половину окружности в ней делается вырез шириной 16 мм.

Далее нужно подготовить 2 отрезка уголка по длине трубы. В центр одного из них вваривается болт М16 с проточенной головкой.

Уголок с болтом вставляется в прорезь в трубе. Изнутри на него надевается гайка М20 и накручивается М16.

Нужно сместить уголок в край паза и зажать. Затем к нему впритык подставляется второй, и приваривается к трубе.

К уголкам под прямым углом привариваются по отрезку полосы длиной по 15 см. Важно, чтобы металл при сварке не повело, и угол был соблюден.

На следующем этапе изготавливается 2 упора для зажима струбцины. Для этого из трубки 3/4 дюйма вырезаются 2 кольца.
По бокам к ним привариваются шайбы. С одной стороны нужно подварить по мелкой шайбе, чтобы сквозь нее не проходила головка болта М10.

Для изготовления зажима нужно подготовить 2 шпильки М16. С одного края к ним приваривается оголовок, в качестве него можно использовать гайки М20.
Со второго на торец привариваются гайки М10. Последние протачиваются, чтобы накрутить на шпильки удлиненные гайки М16.


Далее нужно приварить их удлиненными гайками к полосам на уголках. Для этого используются проставки из прутка.


Ее подвижный уголок нужно установить точно напротив приваренного, чтобы соблюсти прямой угол. Затем на трубе намечаются ножовкой метки по его краям. После этого следует сдвинуть подвижный угол уже под 45 градусов, и также поставить насечки.

Ориентируясь по меткам, будет возможно выставлять струбцину под нужный угол, и зажимать на ней трубы или прочий прокат для сварки. Получается очень удобная полезная конструкция, позволяющая сваривать ровные металлоконструкции.



Смотрите видео
Угловые струбцины для сварки и столярки, по мотивам интернета…

Если говорить про сварочные работы, можно и вполне удобно использовать магнитные фиксаторы.
Хотя у нас в стране они стоят далеко не бюджетно, а сила их магнитов оставляет желать большего…но все же это удобно.

Но есть одно но…они никак не препятствуют деформации деталей и геометрии конструкции при сварке.
При работе со столярными изделиями, разумеется магниты бесполезны.
Можно купить (а сейчас наверное все можно купить…даже совесть и душу) угловые струбцины…
Многие среди моих знакомых просто "писяют кипятком" от STANLEY…есть у меня так же продукты этой фирмы…по молодости гнался за "брендом", не задумываясь стоит ли оно того.
Когда-то и была приобретена угловая струбцина от стенли…

По меркам стенли это товар бюджетный, хотя стоит значительно дороже чистокровных китайцев.
Ну так вот, как и все от стенли что у меня есть, это обычный, ничего из себя не представляющии ЭТАКОГО продукт.
Если конкретно про эту струбцину, у нее даже углы в двух плоскостях не 90 градусов…что на мой взгляд не красит "именитую" фирму…при том что в дешевых TOPEX есть 90 хотя бы в одной плоскости.
Ну и болт на эту стенли и вообще.
Речь о другом.
Когда-то на ютюбе увидел забавные струбцинки в исполнении одно из тысяч украинских кулибинов.
Долго не доходили руки чтобы собрать весь металлический мусор в закоулках и сделать что-то подобное.
Изделия сделал действительно из мусора по сути…обрезки профильной трубы…обрезки шпилек, которые непременно остаются при работах…
Единственно что счел нужным купить, это буковые ручки.
Их реально было проще купить чем что-то делать )
В общем что-то описывать нет смысла, по картинкам все понятно.
Из отходов сварил платформу

На нее уже приваривал уголки…главное, в отличии от "заводских" "именитых" изделий, соблюсти точность углов, во всех плоскостях.


В дело идет все, что по хозяйски жалко было выбросить )
Втулки от старых сайлентблоков пригодились как нельзя кстати.

Больше всего из потраченного времени, заняло рождение прижимной подвижной части.


В одной из двух нужных для данного изделия втулок, нарезал резьбу под шпильку…в моем случае шпилька М10…в большей я смысла не вижу.

Две втулки нужны для создания двух шарнирных соединений.
Хоть и делалось все из мусора по сути, но делать тяп-ляп не хотелось…не совсем мой это подход.
Можно было запорную часть шпильки просто и быстро обварить и все…но решил делать болтовое соединение, на случай возможной разборки.
Для сверления отверстия в шпильке, также применил изобретение коллективного разума…
Шпилька М10…по этому гайка М10…в нее впрессована гайка М4…
Навернув гайку на шпильку получается простой, примитивный, но абсолютно рабочий кондуктор для сверления.
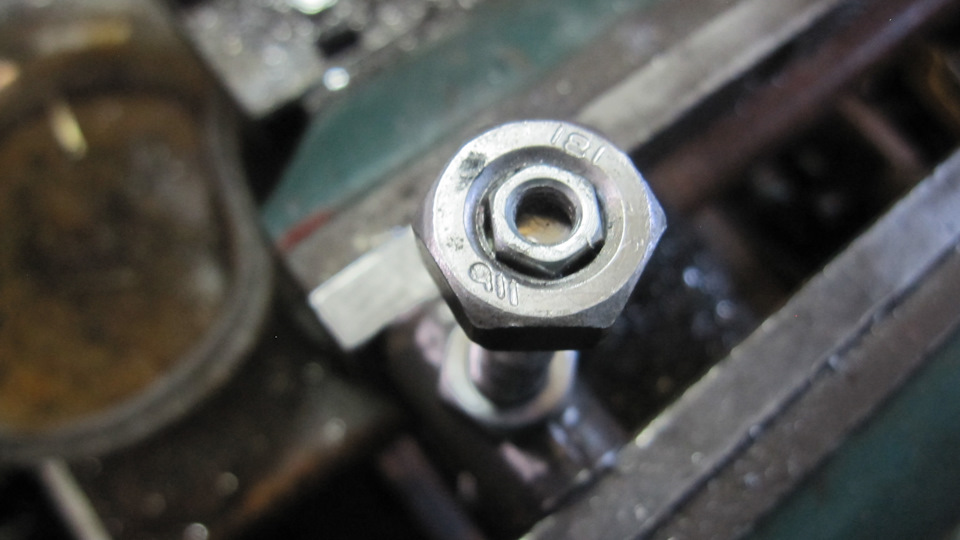
Ну и отверстие под резьбу…аккуратное…по центру.

Так как все делалось без чертежей и расчетов, то без примерки никуда.

Для заднего шарнира пошли в ход валяющиеся в изобилии высверленные заклепки от шаровых.


Что удобно в такой конструкции, что работать можно разными размерами профильной трубы или брусков.

Ну убедившись в полной работоспособности, начал все собирать.


Очистил с большего, покрасил.
Ручки покрыл маслом.

Изделиями полностью доволен, даже не жалко потраченных 6-7 часов на их создание.

Теперь только думаю…как же я до этого жил без них )
p.s. не титьками и пелотками на драйве жив человег…
Самодельные и заводские струбцины для сварочных работ
Среди множества важных приспособлений на сварочном столе можно найти струбцины для сварки. Они позволяют увеличить скорость сборки узлов и выполнить их с соблюдением основных размеров согласно чертежу.
Выпускаются промышленные образцы разнообразных по форме струбцин, но в домашних условиях вполне реально изготовить надежную и удобную струбцину для сварочных работ самостоятельно.

Большой выбор
Струбцины выпускают не только для сварки, они применяют в столярном деле. Для слесарных работ тоже производят аналогичные приспособления. Удобная угловая струбцина для сварочных работ – это незаменимый инструмент, без которого иногда просто не обойтись.
Струбцины отличаются по формам и размерам, могут предназначаться для определенного размера заготовок или применяться как тиски для сварки с надежной фиксацией деталей.
Существуют также струбцины, предназначенные для сварки трубопроводов. Это конструкции на шарнирах и винтах, позволяющие зажимать трубу определенного диаметра.
На струбцинах может использоваться кулачковый фиксатор заготовки или винт, помогающий отрегулировать расстояние между зажимами. На сварочном столе должны присутствовать несколько типов и размеров струбцин, в зависимости от выполняемых операций и размеров деталей. Самая простая и надежная самодельная конструкция сварочной струбцины – это угловое приспособление, сделать которое достаточно просто.
Конструкционные особенности углового зажима
Угловые струбцины предназначены для соединения трубной заготовки, различной по конфигурации, под разнообразными углами. Это может быть сборка рамной конструкции для калитки, готовых узлов трубопровода или отопительных регистров.
В зависимости от угла соединения струбцины для сварки могут быть с постоянным градусом стыка, или с возможностью выставления различных углов. Аспекты, на которые необходимо обращать внимание, разрабатывая эскиз и выполняя чертежи:
- для более надежной стыковки и фиксации деталей необходимо подбирать достаточную толщину прижимных губок. Это позволит избежать больших деформаций при сварке конструкции;
- следует обращать внимание на прижимные винты. Лучшим вариантом для струбцины будут гайки, и прижимные детали из меди или обмедненной стали с винтовой резьбой. Такое прижимное устройство прослужит дольше. При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом;
- величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении.
Конструкция струбцины представляет собой основу с упорами. Упоры могут фиксироваться под определенным углом или с возможностью регулировки градуса стыковки.
Для фиксации на основу наваривается гайка с вкрученным в нее винтом. Такая конструкция позволяет закреплять заготовки различные по размерам. Стандартно для нормальных условий работы принят максимальный размер 400 мм. Для больших размеров необходимо будет применять стапеля.
Вариации конструкции

На конце винта, в зависимости от фантазии мастера, можно изготовить штурвал для зажима деталей. Но самая простая и распространенная конструкция струбцины – это приваренная или зафиксированная другими способами перемычка небольшого размера из квадратной трубы или прутка.
Для фиксации небольших деталей во время сварки вполне достаточно сделать простейшую струбцину в форме английской буквы G. Для этого можно из профиля с помощью подрезов и загибов выполнить основную раму данной конфигурацией. На верхней части приваривают гайку с винтом, и самая простая струбцина готова.
Несмотря на свою простоту, она будет надежно фиксировать небольшие детали, помогать в работе со сваркой. Винт лучше брать с подвижным пятаком на одном краю, чтобы надежно фиксировать заготовки, не двигая их при затяжке.
Наиболее распространенной является струбцина с возможностью регулировки в зависимости от размеров заготовки. Это приспособление требует установки его на жесткую поверхность рабочего стола для сварки или на металлический верстак мастера.
F- образная форма
Для того чтобы облегчить работу, потребуется приготовить несколько простых струбцин. Заранее надо подготовить небольшие обрезки любого профиля, гайку с винтом и крепежные болты. Угловые струбцины для сварки изготавливают в 2 этапа.
Основание
Понадобятся три обрезка профильной трубы. Профиль можно использовать любой, который есть под рукою, но лучше взять с разными размерами полок. К примеру, труба 25/60 может послужить отличной заготовкой для основания.
Отрезают детали длиной 300, 200, 100 мм. Распределяют меньший отрезок посередине длинного и прихватывают их. Получилось основание 180 мм по ширине.
От большего края размечают и зарезают углы под 450. Отрезок профиля длинной около 150 мм приваривают посередине длинной части основы. На эту деталь будет крепиться гайка с зажимным винтом.
Отрезают уголок или профиль по длине скоса на основании и прихватывают отрезки к торцу основания. Данные части конструкции служат как направляющие заготовки и как упоры при фиксации.
Проваривают все стыки и хорошо зачищают их болгаркой с зачистным камнем. Основание угловой струбцины для сварки готово, можно переходить к финальной части сборки.
Прижим
Остается изготовить прижим. Для этого на конце прямого обрезка, отходящего от основания, на достаточном расстоянии приваривают гайку с накрученным винтом. Для предотвращения повреждения резьбы при сварке винт необходимо хорошо смазать солидолом или другой густой смазкой.
Теперь отрезают две детали по 100 мм, концы зарезают под 450, стыкуют и проваривают деталь. Это будет поджимная планка. Ее можно сделать из уголка или профиля. Можно загнуть ее полукругом. В любом варианте, важно чтобы она надежно фиксировала части конструкции.
На небольшом расстоянии от внутреннего угла прижима приваривают стальную пластину толщиной 4-5 мм. Затем прожигают отверстие для прохода конца винта.
Зачищают стыки болгаркой. Вставляют конец винта в отверстие в пластине, и на его край приваривают фиксатор. На другой конец приваривают рукоятку для вращения.
Конструкция струбцины для сварки в угловом варианте готова. Это наиболее простой вариант струбцины, который несложно выполнить своими руками. Можно сделать приспособление с несколькими винтами фиксации или с изменяемым углом стыковки заготовок.
Изготовить угловые тиски для сварщика достаточно просто. Теперь остается прикрепить струбцину жестко с помощью электросварки к столу или верстаку. Можно просверлить отверстия в сварочном столе и зажать струбцину для сварки с помощью болтового соединения.
Самая распространенная струбцина позволит соединить детали под прямым углом для врезки стоевых или для сборки калитки или ворот.
Самодельное приспособление для сварки под прямым углом – чертежи для сборки своими руками угловой струбцины
В этой статье я расскажу вам, как можно сделать простую угловую струбцину для сварки под 90° профилей и труб. Хорошая угловая струбцина в магазине стоит достаточно дорого. Угловая струбцина, сделанная своими руками, точна на 100%, собрана из подручных материалов и практически вечна.
Шаг 1: Собираем все необходимые материалы и режем заготовки

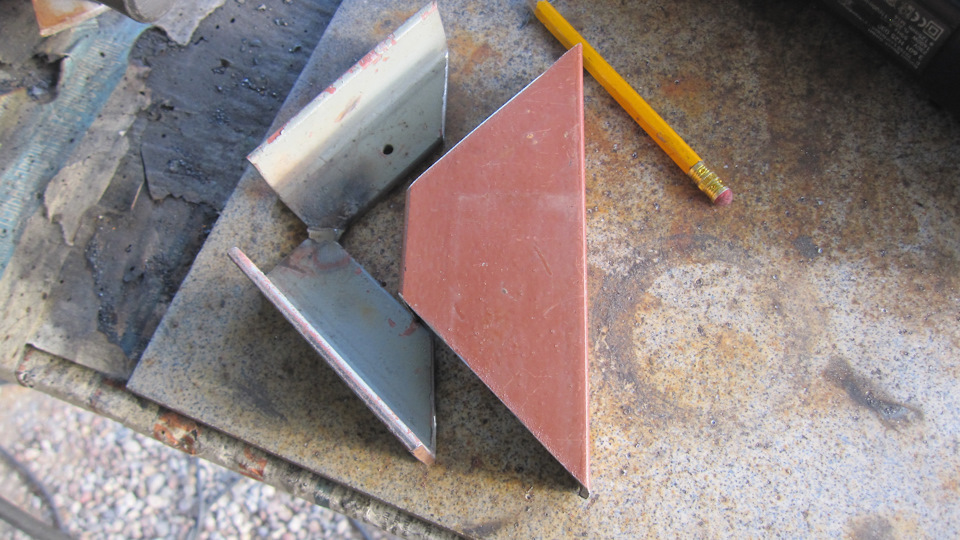
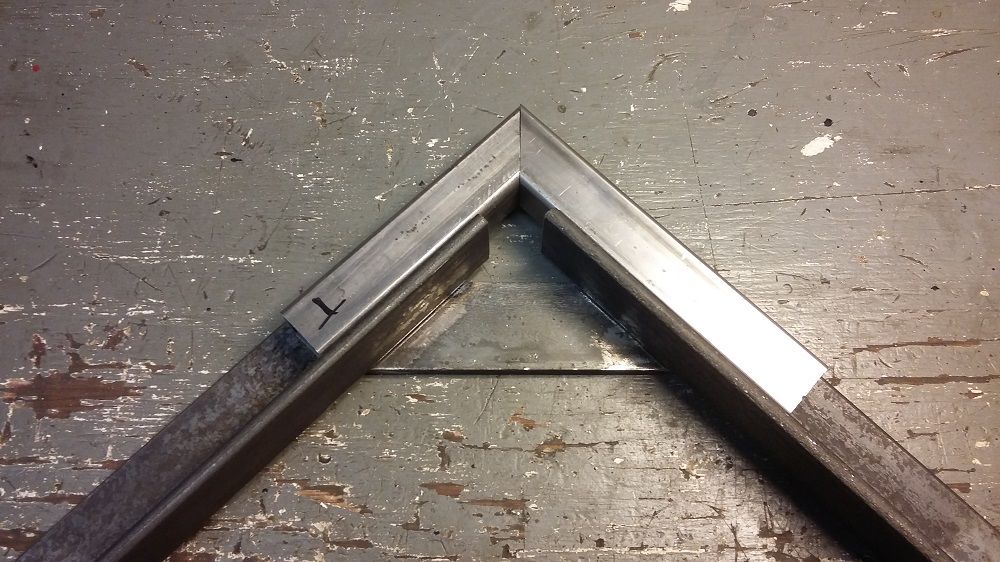
Для сборки приспособления для сварки под прямым углом я использовал стальной уголок 0,47х0,47 см и стальную полосу. Уголок подойдет, в принципе, любой, но я советую использовать из более толстого металла. Я взял 2 отрезка уголка по 25 см, стальная полоса, разрезанная на отрезки 15 и 38 см, срезы сделаны под углом 45° с каждой стороны (дана длина коротких сторон). Вам нужно лишь расположить все детали так, чтобы струбцина сохраняла жесткость после сварки.
Шаг 2: Чертежи струбцины

Вершина открыта, между внутренними краями я оставил 1,9 см. Этот зазор позволяет и совместить трубы в центре и подступиться к ним сваркой. Зазор менее 2,5 см оставляет универсальность в использовании, при величине зазора более 2,5 см в него уже может проскочить при сварке труба.
На фотографии – вид сверху, с этой стороны не надо варить! Все швы нужно делать с нижней стороны, только так они не будут мешаться ни при использовании верхней стороны, ни при использовании нижней.
Шаг 3: Собираем струбцину и проверяем угол
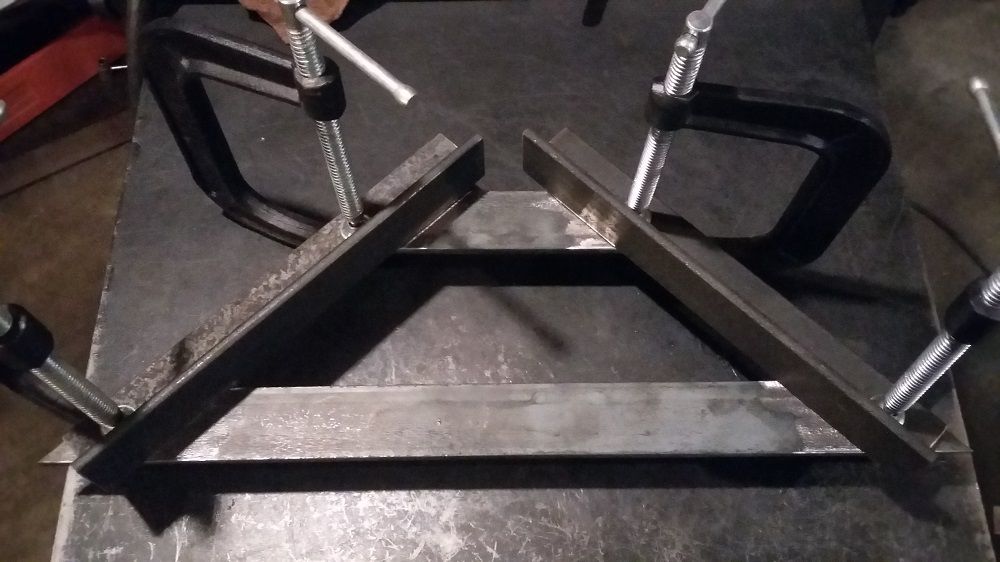
После того, как ошкурите поверхность металла, соберите угловую струбцину с помощью 4х обычных. Внутренний угол проверьте на точность металлическим угольником. При точном совпадении сторон угольника со сторонами струбцины, угольник не должен люфтить вообще.
Шаг 4: Начинаем сварку с обратной стороны



Как только вы соберете вашу струбцину, переверните ее и начинайте прихватывать сваркой с обратной стороны. Сначала я сварил одну сторону и дал ей остыть. Сторону нужно делать сразу полностью, чтобы не сместились детали относительно друг друга.
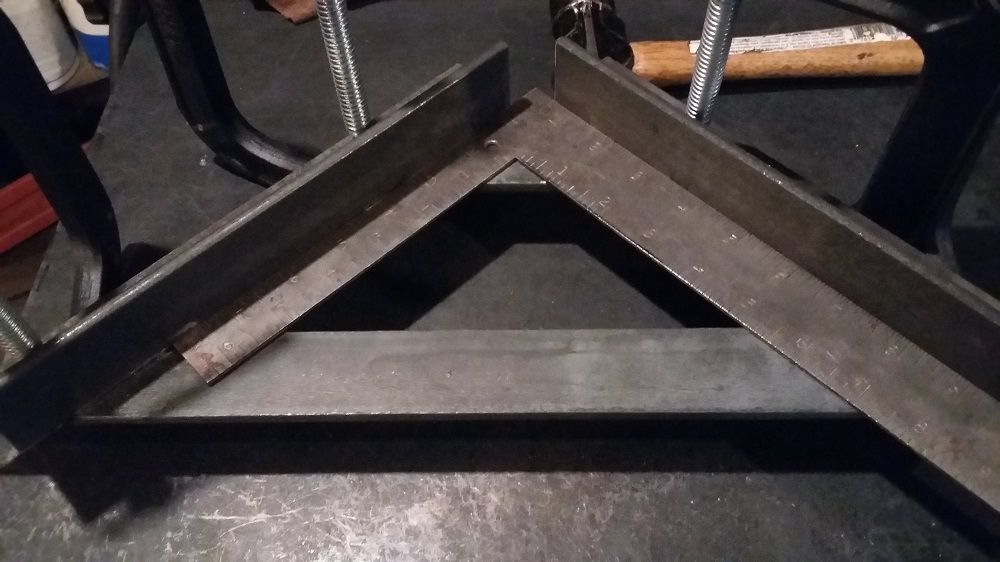
После того, как сварка одной стороны завершена, переворачиваем струбцину и еще раз проверяем угол. Затем прихватываем другую сторону. После этого снова проверяем угол. Очень важно давать металлу остыть между свариванием двух сторон. Тогда вы сможете скомпенсировать погрешность угла, если металл поведет при сварке. С-образные струбцины не снимайте, пока изготовление угловой струбцины не будет закончено.
Хотя я уже изготавливал такие приспособления раньше, при изготовлении конкретно этой я обнаружил погрешность угла, при проверке угольником после сваривания одной стороны. Я просто разрезал прихваты, и заново скрепил стальные детали С-образными струбцинами. После этого угол получился прямой, как и должен быть.
Шаг 5: Завершаем сварку


После завершения сварки, проверяем правильность прямого угла разными угольниками. Иногда так случается, что угольник повело и его угол больше не прямой. Поэтому лучше перестраховаться и проверять прямой угол разными угольниками. Обратите внимание, на фото видно, что я срезал торчащие наружние уголки нижней перекладины. После сварки я просто отшлифовал всю поверхность лепестковым кругом.
Шаг 6: Угловая струбцина в работе


Самодельную угловую струбцину можно использовать и снаружи, и изнутри. Именно для этого все сварные швы сделаны с нижней стороны. На фото показаны примеры использования, если бы я собирался сваривать эти трубы, я дополнительно закрепил бы их обычными струбцинами. На последней фотографии показан пример добавления вертикального элемента. Это также объясняет, почему зазор между плеч не должен быть слишком большим – иначе вертикальная труба проскочила бы в отверстие.
Будьте осторожны при наружной сварке труб – внутренний радиус изгиба уголка может помешать скреплению трубы струбциной. Обязательно проверьте этот момент, прежде чем приступать к свариванию труб.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Читайте также: