Контактная сварка меди своими руками
Обновлено: 26.04.2024
Нередко при монтаже конструкций или ремонте предметов из меди требуется выполнение сварочных работ. Однако из-за неординарных характеристик сварка меди не так проста, как стали. Поэтому не каждый сможет сделать надежное соединение. После освоения технологии сварки меди и ее сплавов можно без затруднений работать с любым металлом.

Особенности сварки меди и ее сплавов
Сложность работы с этим металлом обусловлена рядом негативных свойств:
- Высокая химическая активность, особенно при нагреве, приводит к быстрому появлению на поверхности оксидной жаропрочной пленки. Если ее частицы попадут в шов, то станут причиной образования трещин.
- Из-за высокого коэффициента температурного расширения, сварное соединение при усадке в процессе остывания может деформироваться и растрескаться.
- При нагревании медь начинает активно насыщаться водородом, от которого остаются поры, и кислородом, окисляющим поверхность.
- Быстрый нагрев и охлаждение делает соединение хрупким.
- Из-за высокой текучести осложняется создание надежных вертикальных и потолочных швов.
- Для компенсации высокой теплопроводности работа проводится большим током. Иначе из-за быстрого рассеивания тепла появятся наплывы, подрезы и другие дефекты.
Электроды для сварки меди
Для соединения меди без присадочной проволоки используются плавящиеся электроды со специальным покрытием. При расплавлении оно создает слой шлака, который защищает место сварки от соприкосновения с воздухом. Присадки, входящие в состав обмазки, соединяясь с металлом, улучшают качество шва. Слой шлака замедляет остывание стыка, что способствует удалению большего количества газов.
Неплавящиеся угольные и графитовые электроды используются совместно с присадочной проволокой, необходимой для создания шва. При выборе следует учитывать что:
- для ручной сварки меди цвет обмазки красный;
- марки с серым покрытием предназначены для цветных металлов;
- синими электродами варят тугоплавкие металлы;
- с желтой обмазкой жаропрочную легированную сталь.
Подготовка деталей к сварке
Независимо от способа медные заготовки нужно очистить от грязи с последующим обезжириванием. Оксидную пленку удаляют металлической щеткой или мелкозернистой наждачной бумагой осторожными движениями, чтобы не было глубоких царапин. Очистку рекомендуется завершать травлением свариваемых деталей и проволоки в водном растворе азотной, соляной или серной кислоты. Затем промыть приточной водой и высушить горячим воздухом.
С кромок заготовок толщиной 0,6 — 1,2 см снимают фаски, чтобы между ними получился угол 60 — 70⁰. При сварке с обеих сторон его уменьшают до 50⁰. Если толщина деталей больше 12 мм кромки разделывают в виде буквы Х для двухстороннего соединения. Если это невозможно делают глубокую V-образную разделку. Но для заполнения стыка потребуется больше расходных материалов и времени, так как сваривать медь придется широким швом.
Для предотвращения деформаций при усадке между заготовками, в зависимости от толщины, оставляют зазор 0,5 — 2 мм. Чтобы его ширина была неизменна по длине стыка, детали прихватывают с интервалом 30 см. При доведении шва до временного соединения его сбивают молотком, иначе на этом месте стык будет с дефектами.
Чтобы медь не протекала на обратную сторону, под стык подкладывают пластины из стали или графита шириной 4 — 5 см. Для компенсации температурного расширения детали предварительно нагревают до 300 — 400⁰C. При работе на улице потребуются переносные экраны, защищающие от ветра.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Как сделать аппарат для сварки медных скруток своими руками
Главным требованием, предъявляемым к соединению электрических проводников, является неизменность его качества в течение длительного времени. Требуемую надежность способен обеспечить специальный сварочный аппарат, которым создается монолитное соединение. Однако одноразовую работу можно выполнить самодельным трансформатором для сварки медных проводов своими руками.

Требования к самодельному сварочному аппарату
Для создания качественных соединений сварочный аппарат для сварки медных проводов должен быть:
- Безопасным в эксплуатации. Все элементы, находящиеся под напряжением, нужно надежно заизолировать.
- Мощностью не менее 0,6 кВт, чтобы не было перегрева трансформатора. не больше 3 — 4 метра, иначе из-за их сопротивления не хватит тока для сварки скруток.
- Легким и удобным для переноски.
- Укомплектован удобными зажимами электрода и свариваемых проводов.
Что понадобится для самодельной конструкции
Чтобы самостоятельно собрать аппарат для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с напряжением на вторичной обмотке 10 — 30 В, способной выдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электрода. Вместо него можно использовать иной, обеспечивающий надежное крепление.
- Двужильный кабель с вилкой для подключения к розетке электросети.
- Теплоотводящий зажим для скрученных проводов.
- Сварочные медные жилы сечением не меньше 10 мм².
- Графитовый или угольный электрод.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
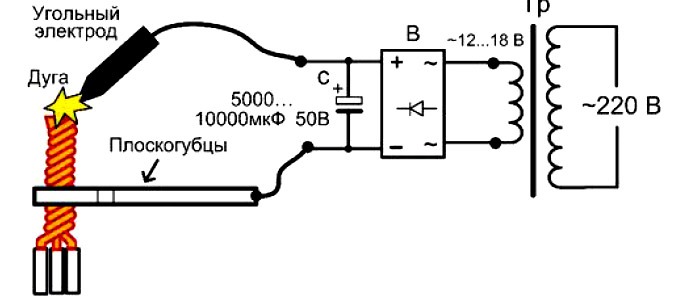
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Для удобства транспортировки на кожух сверху крепят ручку, например, дверную.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Технология сварки медных скруток самодельным аппаратом
С концов проводов на расстоянии 30 — 60 мм снимают изоляцию и зачищают до блеска. Затем их скручивают между собой в одном направлении. Чтобы провода были одинаковыми по длине, конец скрутки откусывают.
Закрепив скрутку в теплоотводящем зажиме, к ее концу прикасаются электродом и сразу же отводят на 0,5 — 1 мм. Образовавшаяся дуга плавит медь, которая образует каплю в виде шарика. После его образования сварку немедленно прекращают, иначе начнет плавиться изоляция проводов, а металл на шве станет пористым. После остывания оголенные концы обматывают изоляционной лентой или закрывают термоусадочной трубкой.
Если самостоятельно сделанный аппарат работает с электродом из графитовой щетки с ямками под скрутки, возникают трудности при их совмещении. Поэтому рекомендуется на держателе установить кнопку включения аппарата. Ее нажимают, когда скрутка вставлена в отверстие и отпускают после образования шарика, удерживая несколько секунд электрод на месте, чтобы медная капля не соскользнула.
Процесс сварки медных проводов протекает без брызг, но шарик расплавленной меди при неосторожном движении может соскользнуть на незащищенные участки тела. Поэтому не стоит пренебрегать защитными очками и перчатками, а одежду из плотной материи застегивать на все пуговицы. Перед работой нужно обеспечить хорошее проветривание помещения, так как электроды, особенно угольные, при нагреве дымят.
Правила сварки медных проводов
Одной из частых причин возникновения пожаров является неисправность электропроводки. Возгорания происходят из-за нарушения изоляции или нагрева жил кабелей в местах соединения (розетках, выключателях или распределительных коробках).
Плохой контакт приводит к появлению большого переходного сопротивления, на котором выделяется тепло. Это разрушает изоляцию, становится причиной короткого замыкания и пожара.
Поэтому получение надежного качественного соединения медных проводников является обязательным условием безопасной работы любых домашних электроприборов.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.

Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Контактный способ

Кроме использования инвертора для сварки медных проводов может применяться и точечная контактная сварка, время сваривания которой не превышает 1-2 секунд.
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 3-х сечением 2,5 мм2 – 90-100 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Порядок действий
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую. Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода.
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Используемые электроды

Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Угольные электроды дают дугу более высокой температуры, чем графитовые, что позволяет использовать их при минимальных сварочных токах. Они удобны и при использовании самодельных маломощных сварочных аппаратах.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Внешне электроды отличаются цветом – угольные черные, а графитовые темно-серые с металлическим отливом.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
Лучшие способы сварки меди
Монтаж и ремонт медного водопровода, устранение течи автомобильного радиатора – это только некоторые ремонтные работы, при которых пригодится умение сваривать медь и ее сплавы. Сварка меди в домашних условиях – достаточно сложный процесс, проведение которого требует опыта и знаний. Поэтому для сварки медных деталей лучше привлекать профессионального сварщика.

Свойства материала
Получение неразъемного соединения медных сплавов требует знания и понимания всех процессов, происходящих в сварочной ванне. Фосфор, сера и свинец, входящие в состав сплава, положительно влияют на качество шва. Но есть целый ряд отрицательных свойств материала:
- при большом уровне нагрева медь начинает сильно окисляться. Это приводит к образованию тугоплавких включений, впоследствии вызывающих трещины на сварочном шве;
- охлаждаясь, материал шва подвергается сильной усадке. Такая особенность приводит к локальным трещинам;
- при нагреве металл начинает поглощать газы. Такая особенность повышает образование раковин и непроваров. Поэтому важно при сварке применять защитные флюсы и инертные газы, которые препятствуют попаданию в шов кислорода;
- при сваривании меди с нержавейкой или другими материалами, при разогреве, происходит образование зернистости. Это обусловлено неоднородностью материалов. Такой стык становится хрупким и ненадежным;
- при сварке необходимо ставить большой ток. Это обусловлено высокой электропроводностью меди. Поэтому бытовой маломощный конвектор лучше оставить для сварки стали, а для меди использовать мощный промышленный аппарат;
Большой уровень текучести материала при высокой температуре плавления не позволяет обеспечить надежный шов при потолочном или вертикальном соединении. Варят медь только в нижнем или горизонтальном положении. Для лучшего качества шва надо предварительно нагреть заготовки.
Выбор электродов

Для получения качественного и наполненного шва при электросварке меди или ее сплава надо правильно выбрать электрод. В зависимости от типа сплавов используются электроды с различной обмазкой и материалом сердечника.
Обмазка или покрытие отвечает за создание защитной пленки (шлака), для предотвращения попадания вредных газов в сварочную ванну. В покрытии находятся некоторые присадки, которые совместно с металлом сердечника электрода добавляют в ванночку необходимые материалы, улучшающие шов. Металл шва остывает равномерно под слоем шлака, и из расплава удаляются вредные газы.
Используется 2 вида электродов. Изготавливаемые для сердечников прутки медной, чугунной, алюминиевой проволоки с нанесенной на них обмазкой – это плавящийся тип электродов. Электротехнический уголь, синтетический графит – эти и другие материалы используются при производстве неплавящихся электродов.
При покупке следует обращать внимание на цвет обмазки электрода. Для ручной электросварки их выпускают с красным покрытием. Синие применяют при сварке материалов с высоким уровнем температуры плавления. Желтый электрод служит для сварки жаростойкой стали, а серые применяются для сварки деталей из цветного металла.
Существует несколько способов сварки медных труб и других деталей и сплавов. Разберем каждый из них подробно.
Газосварка

С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
Единственный минус – это большой расход газа. Для нормальной работы необходимо поддерживать сильное пламя в горелке. При толщине деталей 10 мм и выше, расход газа составит 200 л/час. Для сварки толстого металла придется использовать резак для разогрева меди, а маленькой горелкой вести шов.
Для увеличения времени, при равномерном остывании, детали из меди со всех сторон обкладывают листами асбеста. Пламя горелки должно направляться на кромки деталей под прямым углом. Понизить образование участков с окислением шва и трещин можно с помощью увеличения скорости сварки и выполнения ее без разрывов.
Основное отличие соединения деталей из меди – это отсутствие прихваток при стыковке. Для более точной сборки сварку лучше производить в специальном приспособлении. Проволока для присадки применяется из различных металлов с раскислителями. Самое большое сечение проволоки не более 8 мм, для толстого металла.
При сварке обращайте внимание на процесс плавления кромок деталей и присадки. Для лучшего шва присадка должна расплавляться немного раньше краев основного металла. Обеспечивая наплавление присадочного металла на кромки, не забывайте про провар стыка.
Для большего качества стыка, кромки разделываются при толщине меди более 3 мм. Разделывают под 450. Металл лучше ляжет на стык, если его предварительно обработать смесью воды и азотной кислоты. Затем поверхности промывают водой и приступают к работе.
Готовые стыки необходимо отковать при температуре около 3000 при газовой сварке меди толщиной свыше 5 мм. Шов отжигается при температуре не больше 5000. Затем детали следует охладить в воде. При отжиге с большей температурой повышается риск получить хрупкий стык с множеством трещин.
Аргоновая электродуговая
Аргонодуговая сварка меди – это основной способ получения неразъемного соединения деталей из различных материалов с медью. Таким методом с медью можно прекрасно сваривать нержавейку.
При достаточном мастерстве получаются ровные, наполненные и качественные швы. Для сваривания этим способом применяется вольфрамовый электрод.
Аппарат для сварки деталей из меди должен работать от сети постоянного тока. Но в случае сборки деталей со сплавом алюминиевой бронзы и меди, лучшим решением будет использование аппарата переменного тока.
Настройка аппарата
Настройка величины тока при сварке зависит от толщины детали и сечения электрода. Для примера при толщине металла 1,5 мм, диаметр электрода используем 2,5 – 3 мм. Сила тока – 130 А., а диаметр присадки не более 1,6 мм. При толщине 3 мм необходимо выставить ток величиной 240 А.
По такому же принципу можно подбирать ток при сварке полуавтоматическим оборудованием с защитными газами – гелием, азотом и их смесями. Но сварка с помощью аргона – это наиболее распространенный вид соединения меди с другими материалами. Для присадки необходимо подбирать материал, в зависимости от особенностей изделия.
Работа в домашних условиях
В домашних условиях наиболее часто используются медные жилы, выдернутые из кабеля. Но перед началом работ не забудьте зачистить пруток от защитного лака с помощью наждачной бумага. Присадку обрабатывают растворителем для обезжиривания. Для выполнения качественного стыка лучше применять проволоку с низким уровнем расплава.
Присадка обязательно ведется впереди горелки, при ведении горелки «месяцем» или круговыми движениями происходит лучший прогрев зоны сварки. Сваривать толстые детали можно, расплавляя основной материал и формируя валик шва. В этом случае присадку не используют.
Для сварки тонкой меди лучше применять ступенчатый способ сварки. Для этого через определенные расстояния делают небольшие провары. Дойдя до конца шва, возвращаются к началу и повторяют операцию до полного сваривания деталей.
Основной отличительной особенностью сварки меди аргоном является получение качественного шва при горизонтальном проваре и вертикальном расположении стыка.
Медные водопроводные трубы
Сварить трубы можно всеми способами сварки меди. Можно варить медь угольным электродом, газосваркой, но наиболее распространенный и не очень сложный способ – это сварка аргоном. По ГОСТу шов должен выдерживать давление воды свыше 10-ти атмосфер при испытании системы водоснабжения.
Принцип работы прост. Нагреть стык, капнуть расплав с прутка и немного растянуть металл по шву. Так варится весь периметр трубы. Постепенно добавляя металл и растягивая его, формируют валик шва. При проведении сварки меди без остановок вы получите стык с множеством прожогов и подрезов шва.
Для выполнения этого вида работы лучше использовать импульсный тип сварочного аппарата. В этом случае можно увеличить скорость сваривания меди и уменьшить деформацию трубопровода.
Для этого выставляют короткие промежутки между импульсами, обеспечивая небольшое остывание металла. Если в шве образовалась дырка, не спешите заваривать ее. Дайте металлу остыть и, проходя по краю дырки, постепенно заварите ее.
Перед началом работы необходимо настроить силу тока. Для этого лучше использовать старые детали трубопровода. Такой способ позволит экономить дорогостоящий материал.
Пайка медного радиатора
В завершение приведем старый, но действенный способ устранения течи радиатора автомобиля. Для этого понадобится баллон пропана, горелка и широкий медный паяльник. Надо также взять кислоту для пайки или, в крайнем случае, канифоль, и прутки припоя из медно-фосфорного материала.
Сначала необходимо обнаружить место протечки. Затем зачистить его наждачкой, удалить грязь, накипь и пыль, обезжирить поверхность меди и залудить участок с дыркой. Для этого включают горелку, прогревают одновременно радиатор и паяльник. Кисточкой наносят слой кислоты и разогретым паяльником снимают небольшое количество припоя, разглаживают его по поверхности радиатора в месте повреждения.
Разогревают металл и паяльник. Снимая им капли припоя, проходят поврежденный участок, постепенно закрывая дырку. Таким старым дедовским способом можно сэкономить немаленькие средства на покупку нового радиатора или на сварку аргоном в автомастерской.
Читайте также: