Контактная сварка моделист конструктор
Обновлено: 16.05.2024
Сделанный мною сварочный аппарат представляет собой отлично зарекомендовавший себя на практике модернизированный вариант устройства, описание и эскизы которого опубликованы в журнале «Моделист-конструктор» № 3 за 1966 год. Главное — новый «сварочник» значительно мощнее своего предшественника, проще в изготовлении и эксплуатации. При отсутствии всякого рода «прибамбасов» он позволяет надежно соединять листовую сталь толщиной до 3 мм. Правда, режим работы пока один, самый необходимый большинству самодельщиков — точечная сварка.
Регулировка величины тока не предусмотрена. Ход сварки определяется временем нагрева (то есть прохождением тока) и контролируется либо визуально (по цвету), либо с помощью реле времени, диапазон выдержки у которого 0,5—5 с.
В качестве базового трансформатора используется серийный ОСМ-1,0 мощностью 1 кВ*А. Первичную обмотку у него желательно оставить без каких- ибо изменений (хотя при необходимости можно и перемотать: ведь здесь всего 200 витков ПЭВ2-1.9). А вот вторичную лучше заменить на более «продуктивную», выполняемую проводом ПВЗ-50 — две трехвитковые части, включенные параллельно, чтобы общее их сечение составляло 100 мм 2 .
Держатели электродов рекомендую изготовить из дюралюминия, изолированного от щечек текстолитовыми шайбами, а от крепежных болтов М8 — лакотканью или защитной клейкой лентой на хлопчатобумажной основе. Сами электроды советую использовать медные, диаметром 12 мм, закрепляя их в держателях при помощи прямоугольной латунной шайбы и двух винтов М6, для которых в специальных стальных вкладышах предусмотрительно выполнена соответствующая резьба.
В исходном положении держатели с электродами разведены пружиной с подходящими габаритами (например, от старой кровати-раскпадушки). Но надо сделать так, чтобы пружина не создавала короткого замыкания на выводах вторичной обмотки во время работы сварочного трансформатора. Одним из вполне приемлемых технических решений является, в частности, вариант с применением разделительной пластмассовой втулки, закрепленной в торце неподвижного держателя электрода винтом М6. Нижний конец пружины электрически изолирован от всех остальных деталей «сварочника» при любых, даже самых невероятных ситуациях.
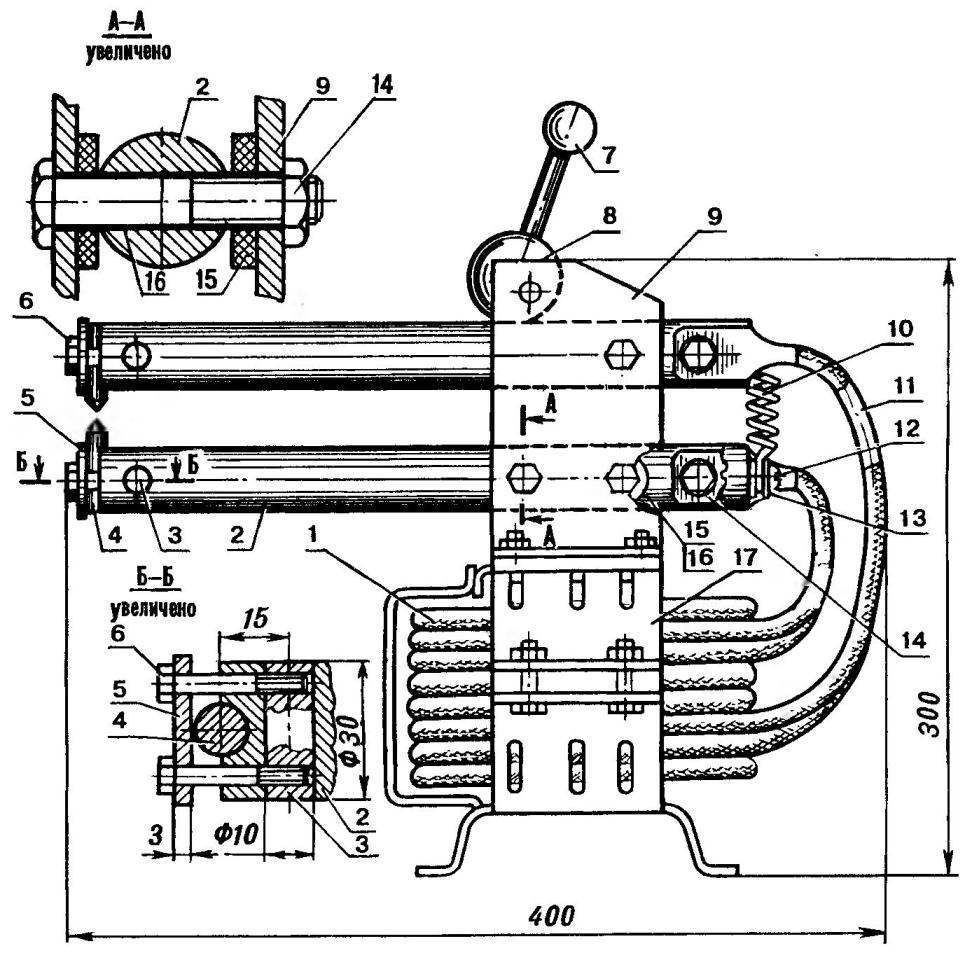
Аппарат для точечной сварки листовой стали:
1 — трансформатор ОСМ-1,0 доработанный; 2 — токопровод (дюралюминиевый пруток Ø30, L 300, 2 шт.); 3 — вкладыш (стальной пруток Ø10, L30, 2 шт.); 4 — электрод (медный пруток Ø12, L50, 2 шт.); 5 — шайба латунная (2 шт.); 6,12 — винты М6; 7 — рукоятка; 8 — эксцентрик; 9 — щека (2 шт.); 10 — пружина; 11 — вывод половины вторичной обмотки (4 шт.); 13 — втулка текстолитовая (с канавкой под концевую петлю пружины); 14 — болт М8 (6 шт.); 15 — шайба текстолитовая (4 шт.); 16 — покрытие изоляционное (лакоткань или защитная клейкая лента на тканевой основе, 2 шт.); 17 — кожух трансформатора.
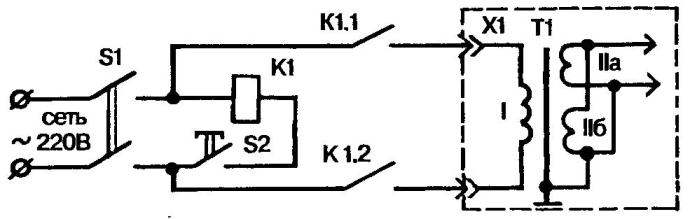
Схема подключения аппарата к бытовой электросети.
Подсоединять сварочный аппарат к сети желательно по хорошо зарекомендовавшей себя принципиальной электрической схеме (см. рис.) через автоматический 20-амперный выключатель. На такой же (как минимум!) ток должен быть рассчитан и электросчетчик. Ну а непосредственное управление «сварочником» — с помощью магнитного пускателя К1, включаемого педалью с кнопкой S2 типа «грибок». Корпус и вторичную обмотку трансформатора необходимо заземлить.
Включать и выключать такой «сварочник» надо только при сжатых электродах. Несоблюдение этого простого правила грозит возникновением интенсивного искрения, что приводит к подгоранию электродов с крайне нежелательными последствиями.
И еще один, выверенный практикой совет. Так как принудительное охлаждение не предусмотрено ни для трансформатора, ни для токопроводов и электродов, то во время сварки следует постоянно следить за температурным режимом. По мере необходимости делать перерывы в работе, но ни в коем случае не допускать перегрева аппаратуры.
Г.ГАВРИЛОВ, г. Г омель, Республика Беларусь
СВАРОЧНЫЙ — СВОЙ

Почти четверть века являюсь подписчиком журнала «Моделист-конструктор». Примерно столько же лет занимаюсь и электросварочными аппаратами (ЭСА). Убедился: самый подходящий по массе и мощности «сварочник» — с тороидальным магнитопроводом (например, от сгоревшего электродвигателя мощностью 3-5 кВт). Технология изготовления таких аппаратов неоднократно излагалась на страницах «Моделиста-конструктора» (см., в частности, публикации в № 8’92, 11’92, 3’94, 9’94, 1 ’96, 3’96, 8’97, 11’99). Исходя из собственного опыта и практики других самодельных конструкторов, считаю также уместным подчеркнуть, что ток холостого хода у добротного сварочного трансформатора, рассчитанного на подключение к бытовой 220-вольтной сети, должен быть порядка 0,5-1 А. При меньшем значении данного параметра падает мощность, при большем — греется магнитопровод, а вместе с ним и весь ЭСА.
Не могу также не отметить: если подключение «сварочника» планируется к сети с напряжением 220—380 В, то поверх первичной обмотки крайне желательно иметь дополнительную, 160-вольтную (требуемое число витков уточняется по вольтметру), после которой идет уже вторичная, сварочная.
Корпус такого самодельного ЭСА можно выполнить, например, из перфорированного металлического листа толщиной 1 — 1,5 мм. В основании его устанавливается на изоляционных подставках сам тороидальный трансформатор, фиксируемый сверху прижимной планкой-изолятором с двумя шпильками М10. Перфорационные отверстия диаметром 20 мм — для создания естественной приточной вентиляции, необходимой нашему «сварочнику».
К основанию крепится (например, на винтах и кронштейнах-уголках) облицовка: тоже из металлического листа, но уже с «прорезной» перфорацией. Расстояние между стенками и трансформатором должно быть, как свидетельствует практика, не менее 30 мм — опять-таки для облегчения условий воздушного охлаждения.
Сверху корпус ужестчается косынками, к которым крепятся скобы-ручки. Основу каждой из таких ручек составляет труба 20×2 мм с боковыми отверстиями диаметром 10,3 мм у концов, в которые вставляются шпильки М10 и привариваются через торцевое окно.
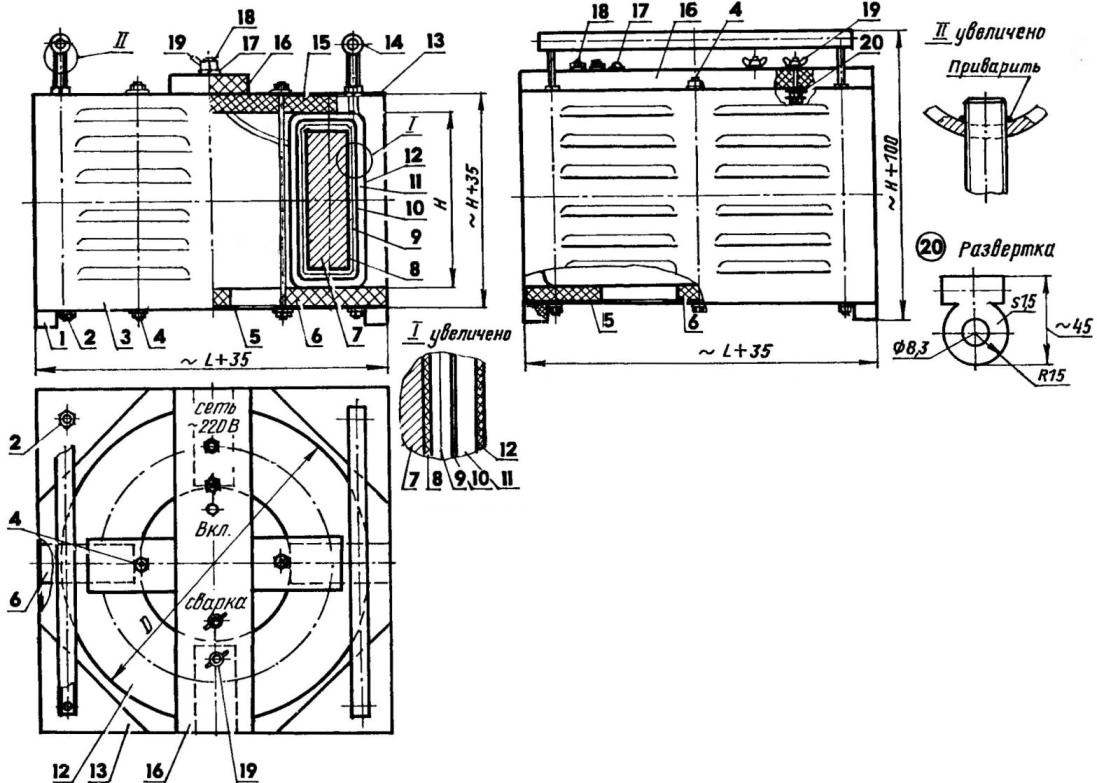
Самодельный «сварочник» в сборе:
1 — опора-амортизатор (4 шт.); 2 — кронштейн-шпилька М10 с двумя шайбами и парой гаек (4 компл.); 3 — облицовка с прорезями для вентиляции; 4— шпилька М8 с двумя шайбами и парой гаек (2 компл.); 5 — основание с вентиляционными отверстиями; 6 — изолирующая подкладка (текстолит, гетинакс или деревянная дощечка s 10—15, 4 шт.); 7 — магнитопровод (от электродвигателя мощностью 3—5 кВт); 8 — изоляционная подложка (стеклоткань, 2—3 слоя); 9 — первичная сетевая обмотка (220—380 В, ток холостого хода 0,5—1 А); 10 — дополнительная обмотка, рассчитанная на 160 В; 11 — вторичная сварочная обмотка; 12 — защитная оболочка сварочного трансформатора (стеклоткань, 2—3 слоя); 13 — косынка (4 шт.); 14 — ручка для переноски (металлическая труба 20×3,2 шт.) 15 — прижимная планка (текстолит, гетинакс или деревянная дошечка s 10—15); 16 — клеммная панель (15-мм стеклотекстолит или другой термостойкий изолятор); 17 — светоиндикатор (тиратрон МТХ-90 с 60-килоомным MЛT-0,25 или «неонка» ТН-02 с последовательно соединенным резистором порядка 120 кОм); 18 — клемма 220 В (2 шт.): 19 — сварочная клемма (болт М10 с двумя гайками, парой шайб и гайкой «барашек», латунь или медь, 2 компл.); 20 — «концевик» сварочной обмотки (медь нли латунь, лист s 1,5, 2 шт.);
материал дет. поз. 3,5 и 13 — металлический лист s1 —1,5; тип и количество деталей крепежа для облицовки и клеммной панели не показаны
На завершающей стадии сборки устанавливается панель из 10-мм стеклотекстолита (или другого столь же термостойкого изолятора)с располагающимися на ней сетевыми и более мощными сварочными клеммами, а также светоиндикатором «Вкл». В качестве последнего может использоваться тиратрон МТХ-90 с 60-килоомным резистором или «неонка» МНЗ (ТН-0,2) с последовательно соединенным МЛТ-0,25 сопротивлением 120 кОм.
Для регулировки тока при сварке рекомендуется применять самодельный реостат. Основа — 100-мм отрезок асбоцементной трубы диаметром 200—250 мм. В качестве резистентной обмотки используется пружина (стальная хромованадиевая проволока диаметром 3—4 мм, навивка — на цилиндрической болванке диаметром 40 мм), например, от сеялки.
Концы пружины-заготовки нагреваются докрасна, пропускаются в просверленные для них отверстия внутрь асбоцементной трубы-основания и плоскогубцами выгибаются под болт М8. Начало получившейся резистентной обмотки соединяется со сварочным 1-м кабелем при помощи самодельной клеммы, состоящей из болта М8, гайки и двух шайб. Ну а регулируемый токосъем осуществляется при помощи медного ножа-регулятора, вставляемого между витками пружины реостата.
Конечно же, нелишне оснастить ЭСА и достаточно мощным выпрямителем, что позволит выполнять качественную сварку на постоянном токе. Как свидетельствует практика, самыми приемлемыми оказываются технические решения, в основе которых — так называемый выпрямительный мост на диодах, способных отдавать в нагрузку прямой ток не менее 100 А. С целью лучшего охлаждения каждый из полупроводниковых вентилей желательно снабжать радиатором, имеющим площадь теплоотдачи порядка 200 см2.
Довольно хорошие эксплуатационные характеристики, например, у выпрямительного моста, состоящего из двух групп мощных разнополярных диодов В200 и ВЛ200, конструктивное исполнение которых (с «анодным» либо, наоборот, «катодным» отводом тепла и имеющим отличительные корпуса, соответственно, зеленого или малинового цвета) позволяет легко объединять их в суперкомпактный блок с «плюсо-минусовой» и «минусо-плюсовой» контактно-радиаторными группами, между которыми устанавливается резиновая прокладка (см. «Моделист-конструктор» № 5’97 и № 9’02).
Для надежного поджигания дуги обычно используют конденсатор или дроссель. Однако последний предпочтительнее в силу свойственных ему высоких энергоемкостных и эксплуатационных качеств. Сама же конструкция зависит от используемого магнитопровода. Наиболее доступным для многих является «железо» сгоревших трансформаторов. Точнее — пакеты типовых конфигураций из электротехнической стали.
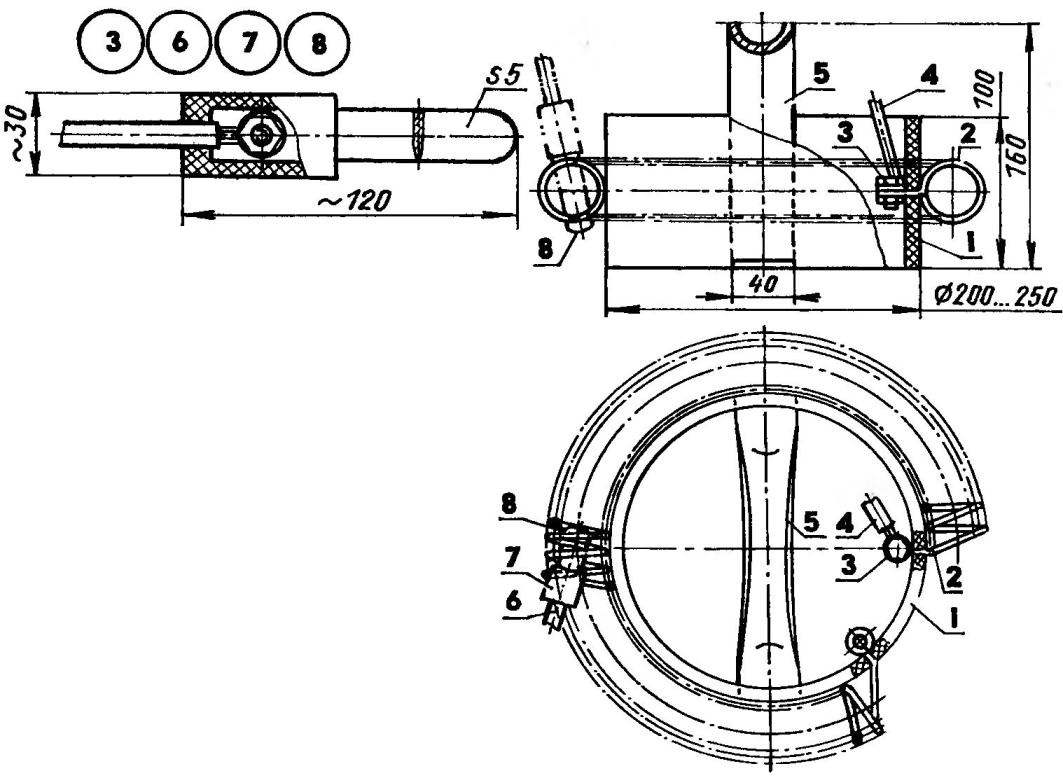
Кольцевой реостат:
1 — основание-изолятор (асбоцементная труба); 2 — резистентная обмотка (цилиндрическая пружина от сеялки, стальная хромованадиевая проволока d3 — 4, навивка d40, концы отожжены и после установки по месту загнуты под болт М8); 3 — клемма (болт М8 с гайкой и двумя шайбами, 2 компл.); 4 — сварочный кабель с «концевиком»; 5 — ручка для переноски (стальная полоса 40×2); 6 — сварочный кабель с двумя «концевиками»; 7 — обжимка-изолятор (резиновый шланг 20×3, L50); 8 — ножевой контакт (медная полоса 25×5, L110)
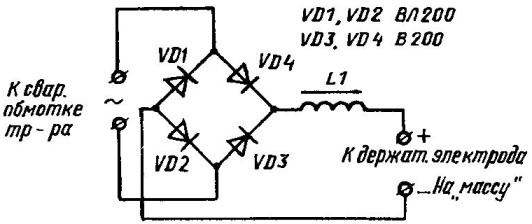
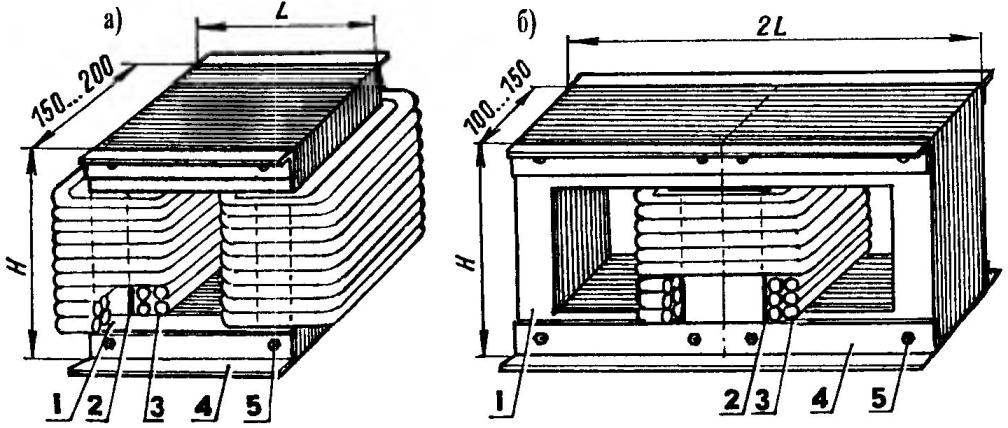
Схема выпрямительно-дроссельиого блока, а также возможные варианты сварочного дросселя на стержневом магиитопроводе (а) и на броневом (б), составлеииом из двух типовых стержневых сердечников:
1 — магнитопровод (пакет, набранный нз наиболее доступных пластин трансформаторной стали); 2 — изолирующая прокладка (2—3 слоя стеклонзоляционной ленты); 3 — обмотка (35— 40 витков кабеля с общим сеченнем медных жил 25 мм2 или алюминиевых 35—40 мм 2 ); 4 — стяжной кронштейн (металлический уголок 15×15 или 25×25,4 шт.); 5 — стяжка (шпилька с двумя гайками и шайбами Гровера, 4 или 8 компл.)
Неплохие дроссели получаются, в частности, когда в качестве магнитопровода для них — стержневой сердечник шириной 30 мм и толщиной пакета 150—250 мм (от старого блока электропитания) или два спаренных, приспособленных как своеобразный броневой с пакетом толщиной 100—150 мм. Обмотка содержит от 35 до 40 витков хорошо изолированного провода (токопроводящей шины, кабеля) сечением 35—40 (алюминий) или 25 (медь) мм 2 . Достоинство: можно использовать любой электрод.
Именно такие дроссели легко встраивать в выпрямители или оформлять в виде отдельных блоков. Если приходится заниматься сваркой помногу да к тому же использовать 4-мм электроды, то не обойтись без принудительного воздушного охлаждения. При этом сам вентилятор желательно устанавливать непосредственно на выпрямителе ЭСА.
В последнем авторском варианте пришлось пойти на установку более мощных радиаторов от 500-амперных диодов. В результате получился самодельный ЭСА, который по своим технико-эксплуатационным параметрам способен быть, что называется, на равных со сварочными аппаратами промышленного изготовления.
Точечная сварка своими руками
Плюсы точечной сварки особенно заметны при сварочных работах с деталями, имеющих малые размеры. При хорошем качестве сварного шва энергетические затраты снижаются в несколько раз. Предлагаемые конструкции незаменимы при сварке листовых деталей толщиной менее 1 мм или прутков, проволоки 4 мм.


Точечная сварка схема аппарата
Для сборки конструкции нам понадобится трансформатор мощностью 10 - 20 Вт с напряжением питания первичной сетевой обмотки 220 В, и напряжением на вторичке 15 - 25 В; Герконовое реле типа РЭС42; РЭС43; РЭС55 или его современный аналог с малым током срабатывания; диодный мост типа КЦ402 - КЦ407, если его нет можно использовать и четыре обычных диода.
Основным радиокомпонентом блока управления является силовой ключ МТТ4К это однофазный бесконтактный пускатель, рассчитанный на ток 40 - 80 А и напряжение до 800 В. Для изготовления сварочного трансформатора своими руками используется магнитопровод от сгоревшего лабораторного автотрансформатора.
Контактный узел делают с учетом требования для технологического процесса. Материалом для электродов обычно является медь, бериллиевая бронза или их заменители. Для достижения качественного результат работы при использование аппарата контактная площадь электрода должна быть минимальной, также требуется обеспечить плотное прилегание и сжатие соединяемых деталей с силой не менее 20 кг/см2.
При сборке необходимо проверить качество соединений для снижения потерь за счет переходного сопротивлениях контактов.
Алгоритм работы аппарата: При замкнутом кнопке осуществляется заряд выбранных конденсаторов С1-Сх до уровня напряжения питания 15-30 В, а после ее размыкания прерывается цепь заряда, и подключается цепь разряда К1 - РЭС. От выбранной емкости зависит время включения реле или время цикла сварки пока силовой ток следует на силовой ключ МТТ4К 80-8.
Грубую подстройку сварного тока регулируют с помощью переключения отводов силового трансформатора Т2.
Силовой ключ МТТ4К это беспотенциальный тиристорно-диодный модуль в унифицированном корпусе МТТ4. Его необходимо закрепить на радиаторе охлаждения.
Точечная сварка схема аппарата из журнала Моделист Конструктор
Прототип этой статьи был взят из одного из первых выпусков журнала моделист конструктор № 3 за 1966 год, но конструкция актуально и по сей день, поэтому мы и решили ее рассмотреть.
Обладая простотой он позволяет надежно соединять листовую сталь толщиной до 3 мм в режиме точечной сварки.
Схема устройства максимально упрощена в ней оставлен только минимум радиоэлектронных компонентов, сварочный трансформатор можно изготовить как и в предыдущей конструкции
Включать и выключать такой сварочник необходимо только при сжатых электродах. Иначе возникнет интенсивное искрение, что приведет к подгоранию электродов с крайне нежелательными последствиями.
Так как принудительное охлаждение отсутствует, то во время сварки необходимо постоянно следить за температурой и делать перерывы в работе, ни в коем случае не доводя до перегрева
Для того чтобы собрать устройство точечной сварки идеально подойдёт старая микроволновка. Из нее можно получить аппарат с мощностью около 800 Вт, который достаточно легко справится с тонкими металлическими листами. Подойдет любая микроволновая печь, но чем она будет мощнее, тем более мощным в ней окажется высоковольтный трансформатор, который и является главной частью этой самодельной конструкции.
В трансформаторе имеется металлический сердечник, скрёпленный сварными швами, первичная обмотка из более толстого провода и вторичная обмотка.
Для изготовления самодельного устройства нам потребуется обмотка из него. Для того чтобы её вытащить потребуется разрезать шов ножовкой по металлу и используя долот и молоток получить доступ к обмотке.
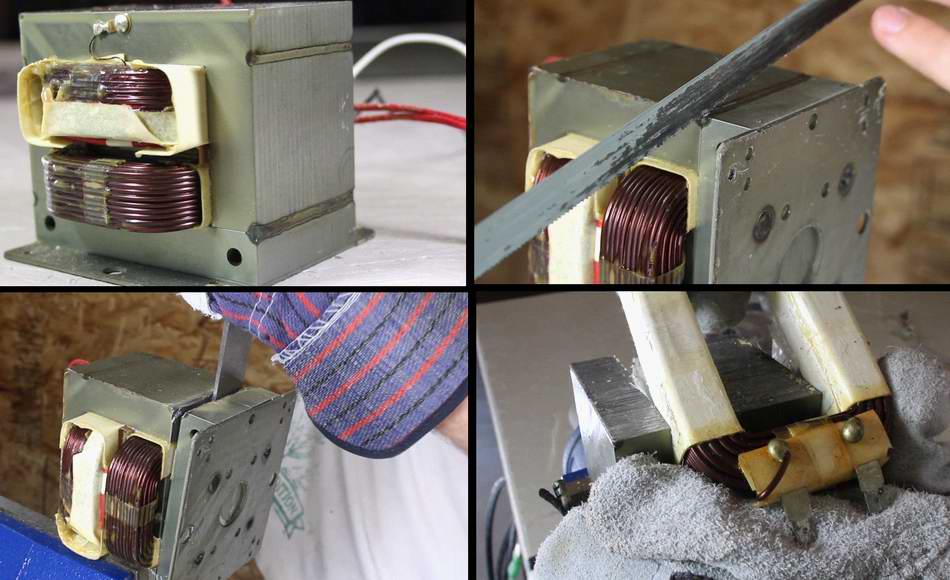
Как только трансформатор удаеться расконапатить, и к первичной обмотке открылся доступ, её нужно аккуратно извлечь, но так, чтобы не повредить её.
Если извлечению первичной обмотки мешает вторичная, то её можно разрезать и вынуть частями. В итоге после разборки у нас должен остаться сердечник и первичная обмотка, которую нужно хорошо очистить.
Следующим пунктом сборки является восстановление вторичной обмотки. Для этого подойдет медный провод с диаметром, равным прорезям в сердечнике. Для вторичной обмотки устройства точечной сварки будет достаточно всего двух витков.
Затем, нужно скрепить сердечник и основание трансформатора используя эпоксидную смолу и закрепить самодельную конструкцию в тисках, для большей прочности.

С помощью вольтметра необходимо проверить напряжение с вторичной обмотки трансформатора, которое должно быть около двух или чуть более вольтам, но при этом сила тока достигает 800 Ампер
Следующим этапом сборки будет изготовление деревянного корпуса для нашего аппарата, который будет представлять из себя коробку, в которой размещается трансформатор и два механических рычага. На задней части корпуса нужно просверлить отверстия под выключатель и подводку питания, а после этого детали корпуса можно отшлифовать и покрасить. Подробней смотри в видео руководстве, чуть выше.
Для изготовления электродов используем два медных провода длиной около 2,5 см, которые нужно зажать в держателях как можно плотнее. После этого можно приступать к прикручиванию выключателя и монтажу кабеля питания. Затем, нужно закрепить трансформатор с помощью обычных саморезов, на одном из которых сделаем клемму заземления.
Для того чтобы верхний рычаг всегда был поднят, рекомендую взять обычную резинку, которая и задаст требуемое натяжение. Боковины конструкции закреплены на болты, а рычаги аппарата фиксируются с помощью гвоздя, который является осью. Контактные электроды закрепляем на торцевой части рычагов, а их провода отводим в протвоположные стороны.
Также перед сборкой рекомендую посмотреть еще одно видео по теме:
Использовать такой сварочный аппарат можно так: поместите тонкие металлические листы между электродами, затем нажмите на кнопку в течении 5секунд. Мощный токовый импульс нагревает металлические детали до температуры плавления, а давление электродов только укрепляет укрепляет сварное соединение. Как только электроды выгорят, их можно заменить на новые.
Читайте также: