Контроль перелома осей до и после сварки труб
Обновлено: 19.05.2024
РД 03-606-03. Инструкция по визуальному и измерительному контролю
Предыдущая часть документа
6.4.11. Измерения швов приварки временных технологических креплений и расстояния от приварного элемента крепления до кромки разделки выполняют в одном месте. Контролю подлежит каждое крепление.
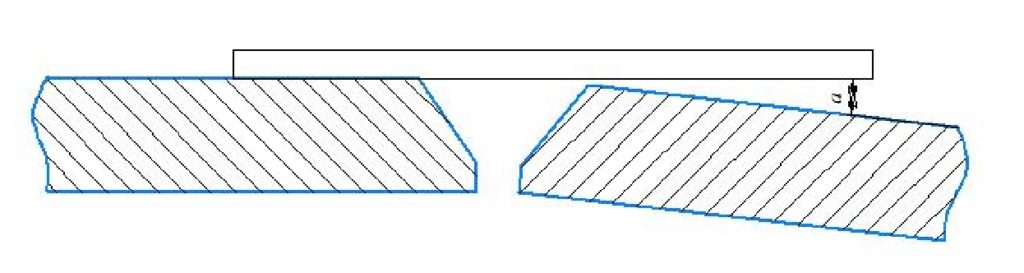
6.4.12. Перелом осей, собранных под сварку кольцевых соединений цилиндрических элементов, измеряется в 2 — 3 сечениях (в зоне максимального излома, выявленного при визуальном контроле) на расстоянии 200 мм от центра соединения. При отсутствии прямолинейного участка детали длиной 200 мм разрешается измерение размера проводить на участке меньшей длины с последующим пересчетом к длине 200 мм по формуле:
где k1 и L — размер перелома осей и расстояние от соединения, на котором выполнено измерение (рисунок 4). В случае, когда измерения по данной методике не обеспечивают требуемой точности, измерения следует проводить по специальной методике.
Рис. 4 — Измерение перелома осей цилиндрических элементов
6.4.13. Несимметричность в поперечном сечении штуцера привариваемой трубы в угловом соединении определяется путем выполнения не менее двух измерений в одном сечении. Разрешается выполнять измерительный контроль несимметричности отверстия под штуцер привариваемой трубы в угловом соединении на стадии контроля подготовки деталей под сварку.
6.4.14. Схемы измерения отдельных размеров подготовки деталей под сборку и сборки соединений под сварку с помощью шаблона универсального типа УШС приведены на рисунке 5. Допускается применение шаблонов конструкций В.Э. Ушерова-Маршака и А.И. Красовского (рисунки 6 и 7).
6.5. Порядок выполнения визуального и измерительного
контроля сварных соединений (наплавок)
6.5.1. Визуальный и измерительный контроль сварных соединений (наплавок) выполняется при производстве сварочных (наплавочных) работ и на стадии приемо-сдаточного контроля готовых сварных соединений. В случае, если контролируется многослойное сварное соединение, визуальный контроль и регистрация его результатов могут проводиться после выполнения каждого слоя (послойный визуальный контроль в процессе сварки).
Послойный визуальный контроль в процессе сварки выполняется в случае невозможности проведения ультразвукового или радиационного контроля, а также по требованию Заказчика или в соответствии с ПТД.
6.5.2. Послойный визуальный контроль в процессе сварки выполняется с целью выявления недопустимых поверхностных дефектов (трещин, пор, включений, прожогов, свищей, усадочных раковин, несплавлений, грубой чешуйчатости, западаний между валиками, наплывов) в каждом слое (валике) шва. Выявленные при контроле дефекты подлежат исправлению перед началом сварки последующего слоя (валика) шва. По требованию Заказчика или в соответствии с ПТД сварные соединения, выполненные с послойным визуальным контролем, подлежат дополнительно контролю капиллярной или магнитопорошковой дефектоскопией на доступных участках.
а) общий вид шаблона УШС; б) измерение угла скоса разделки «а»;
в) измерение размера притупления кромки «р»;
г) измерение зазора в соединении «а»;
д) измерение смещения наружных кромок деталей «F»
Рис. 5 — Контроль универсальным шаблоном сварщика УШС
а) общий вид шаблона; б) измерение угла скоса разделки «альфа»;
в) измерение высоты катета углового шва «к»; г) измерение высоты валика усиления «g» и выпуклости корня шва «g1» стыкового сварного соединения;
д) измерение зазора «а» в соединении при подготовке деталей к сварке
Рис. 6 — Контроль шаблоном конструкции В.Э. Ушерова-Маршака
а) общий вид шаблона; б), в), г) контроль стыковых, тавровых и нахлесточных сварных соединений;
д) измерение зазора между кромками
Рис. 7 — Контроль шаблоном конструкции А.И. Красовского
а)-общий вид шаблона; б) в)-контроль тавровых и нахлесточных сварных соединений;
г)-контроль сварных стыковых соединений; д)-измерение зазора между кромками
6.5.3. В выполненном сварном соединении визуально следует контролировать:
— отсутствие (наличие) поверхностных трещин всех видов и направлений;
— отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, а также мест касания сварочной дугой поверхности основного материала);
— качество зачистки металла в местах приварки временных технологических креплений, гребенок индуктора и бобышек крепления термоэлектрических преобразователей (термопар), а также отсутствие поверхностных дефектов в местах зачистки;
— качество зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий контроль неразрушающими методами (в случае, если такой контроль предусмотрен ПТД);
— наличие маркировки (клеймения) шва и правильность ее выполнения.
6.5.4. В выполненном сварном соединении измерениями необходимо контролировать:
— размеры поверхностных дефектов (поры, включения и др.), выявленных при визуальном контроле;
— высоту и ширину шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности обратной стороны шва для контроля;
— высоту (глубину) углублений между валиками (западания межваликовые) и чешуйчатости поверхности шва;
— подрезы (глубину и длину) основного металла;
отсутствие непроваров (за исключением конструктивных непроваров) с наружной и внутренней стороны шва;
— размеры катета углового шва;
— отсутствие переломов осей сваренных цилиндрических элементов.
Измеряемые параметры и требования к выполнению измерительного контроля сварных швов приведены на рисунке 8 и в таблице 5.
Рис. 8 — Конструктивные элементы и дефекты сварного шва, подлежащие измерительному контролю
а), б) размеры (ширина, высота) стыкового одностороннего шва с наружной и внутренней стороны;
в) то же двухстороннего сварного шва; г) подрез и неполное заполнение разделки кромок;
д) чешуйчатость (ДЕЛЬТА1) шва и западание между валиками шва (ДЕЛЬТА2);
е) размеры поверхностных включений (диаметр — dg; длина — lg; ширина — bg включения);
ж) размеры катета шва углового (таврового, нахлесточного) соединения
Требования к измерениям сварных швов
Средства измерений.
Требования к измерениям
Штангенциркуль или шаблон универсальный. Измерение — см. п. 7.5.5
3. Выпуклость
обратной стороны шва
Штангенциркуль. Измерение согласно п. 7.5.5
4. Вогнутость
обратной стороны шва
Штангенциркуль, в т.ч. модернизированный (рисунок 9). Измерения в 2 — 3 местах в зоне
максимальной величины
5. Глубина подреза (неполного запол-
нения разделки)
Штангенциркуль, в т.ч. модернизированный (рисунок 9). Приспособление для измерения глубины подрезов (рисунок 10)
6. Катет углового шва
Штангенциркуль или шаблон.
Измерение согласно п. 7.5.5
7. Чешуйчатость шва
Штангенциркуль, в т.ч. модернизированный (рисунок 9). Измерения не менее чем в 4 точках по длине шва
8. Глубина
западаний меж-
ду валиками
9. Размеры (диаметр, длина, ширина) одиночных нес-
плошностей
Лупа измерительная.
Измерению подлежит каждая несплошность
6.5.5. Измерительный контроль геометрических размеров сварного соединения (конструктивных элементов сварных швов, геометрического положения осей или поверхностей сваренных деталей, углублений между валиками и чешуйчатости поверхности шва, выпуклости и вогнутости корня односторонних швов и т.д.) следует проводить в местах, указанных в рабочих чертежах, НД, ПТД или ПДК, а также в местах, где допустимость указанных показателей вызывает сомнения по результатам визуального контроля.
При контроле стыковых сварных соединений труб наружным диаметром до 89 мм включительно с числом однотипных соединений более 50 на одном изделии, допускается определение размеров шва выполнять на 10 — 20% соединений в одном-двух сечениях, при условии, что при визуальном контроле, которому подвергают все соединения, нет сомнений в части отклонения размеров (ширина, высота) шва от допуска.
6.5.6. При измерительном контроле наплавленного антикоррозионного покрытия его толщину на цилиндрических поверхностях проводить не менее, чем через 0,5 м в осевом направлении и через каждые 60 град. по окружности при ручной наплавке и 90 град. при автоматической наплавке.
Следующая часть документа
Профессия дефектоскопист как она есть
Дефектоскопист всея Руси
Адрес: «Три шурупа» (Уфа, однако..)
Благодарил(а): 1,377 раз(а)
Репутация: 636
Колян, он не понял!
Честно говоря, я тоже-перпендикулярность кромок проверяется при монтаже трубопровода, до сварки, а в данном случае необходимо приобрести воздушный шар (монгольфьерчик такой), заполнить гелием и отпустить….
Благодарил(а): 0 раз(а)
Репутация: 2
на 200мм прилагаемой линейки просвет 2мм до сварке 3мм после
Эскиз посмотри-куда прилагать-то будешь?
Благодарил(а): 2 раз(а)
СТО Газпром 2-2.4 — 083 — 2006
8.20.3 Измерение перелома осей выполняют для свариваемых деталей газопроводов (см. рисунок 5д) на базе:
при Dн ≤ 159 мм — не менее 200 мм,
при 159 мм < Dн ≤ 426 мм — не менее 1000 мм,
при Dн > 426 мм — не менее 5000 мм,
где Dн – номинальный диаметр трубы.
д) К – перелом осей в стыковом соединении; N – база измерения перелома осей;
j – величина перелома в град.
Рисунок 5
если перелом осей и величина перелома более 0, то стык вырезать
все правильно?
Последний раз редактировалось VMV; 01.07.2015 в 16:31.
Благодарил(а): 147 раз(а)
Репутация: 265
Нет, величина j нормируется, обычно до 5град. допускается, измерения проводят до сварки на сборке, ну или прийдется усиление снять или как вариант испортить линейку
Благодарил(а): 5 раз(а)
Репутация: 10
Ну а где этот параметр указан? В п. 6.2.2 СТО Газпром 2-2.3-626-2011 критерий 5 град. для полиэтеленовых распред. газопроводов
Вы не можете создавать новые темы
Вы не можете отвечать в темах
Вы не можете прикреплять вложения
BB коды Вкл.
Смайлы Вкл.
[IMG] код Вкл.
HTML код Выкл.
Быстрый переход
Требования к сборке под сварку | Сварка и Контроль
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.

Смещение кромок
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва.
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
Важно! При заниженном зазоре возможен непровар, при завышенном прожог.
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
Перелом осей
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.

Расположение прихваток при сборке
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Требования к сборке технологических трубопроводов
Смещение кромок по наружному диаметру разнотолщинных труб не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм.
Смещение кромок по внутреннему диаметру не должно превышать значений:
- 0,10 S, но не более 1мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории, работающих при температуре ниже — 70°C ;
- 0,15 S,но не более 1мм — для трубопроводов II — V категорий.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен путем проточки конца трубы под углом не более 15°.
Для трубопроводов с Ру до 10 МПа (100 кгс/см2) допускается калибровка концов труб методом цилиндрической или конической раздачи.
Условное смещение. Отклонение от прямолинейности, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать: 1,5 мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории; 2,5 мм — для трубопроводов II — V категорий.
Требования к прихваткам. Количество прихваток для трубопроводов диаметром до 100мм-2шт.; 100-600мм.-3-4шт.; свыше 600мм.-через каждые 300-400мм.
Длина прихватки для трубопроводов диаметром до 600мм. 2,0 — 2,5 толщины стенки, но не менее 15 и не более 60мм. Свыше 600 мм.-50-70мм.
Высота прихватки для трубопроводов диаметром до 600мм. 0,4 — 0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше. Свыше 600 мм. 4-5мм.
Требования к приспособлениям и технологическим креплениям
Сборка осуществляется с помощью центраторов или привариваемых на расстоянии 50 — 70 мм. от торца труб временных технологических креплений. Технологические крепления изготовливаются из стали того же класса, что и свариваемые трубы. Для закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не допускается.
Требования к смещению продольных швов
При сборке труб и других элементов с продольными швами последние должны быть смещены относительно друг друга. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с условным диаметром 100 мм и менее продольные швы должны быть смещены относительно друг друга на величину, равную 1/4 окружности трубы (элемента).
Требования к сборке трубопроводов газового оборудования
Смещение кромок. Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
на надземных и внутренних газопроводах низкого давления допускается производить нахлесточные соединения «труба в трубу» размеров d 50×40, 40×32, 32×25, 25×20 мм.при условии:
— просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
— величина нахлеста по длине соединяемых труб не менее 3 см;
— на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
15 мм — для труб диаметром до 50 мм; 50 мм —от 50 до 100 мм; 100 мм диаметром св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Требования к сборке трубопроводов
котельного оборудования
Требования к прихваткам
Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
2.13. Контроль величины зазора в соединениях, смещения кромок, переломов осей или плоскостей соединяемых деталей
2.13.1. Контроль вышеуказанных параметров на соответствие их требованиям ПТД проводится после постановки прихваток и приварки временных креплений. Контроль выполняется измерением.
2.13.2. Контроль проводится руководителем работ на узле и контролером. Результаты контроля фиксируются в карте операционного контроля или "Журнале сварочных работ". Перед началом сварки соединения зазор и смещение кромок визуально должен контролировать также и сварщик.
2.14. Контроль размеров собранного под сварку узла
2.14.1. Контроль измерением проводится персоналом подразделения предприятия, осуществляющего сборку узла, совместно с контролером службы технического контроля. Проверяется соответствие размеров (угловых и линейных) требованиям КД и/или ПТД.
2.15. Контроль зачистки и наличия защитного покрытия
2.15.1. Контроль проводится визуально. Определяется соответствие требованиям ПТД зачистки швов прихваток и прилегающих поверхностей деталей. В случаях, когда ПТД предусмотрено нанесение защитного покрытия (для аустенитных сталей, а также для защиты от брызг поверхностей, подлежащих контролю), то проверяется его наличие и соответствие требованиям ПТД в части вида покрытия и размеров защищаемой им зоны.
2.15.2. Контроль проводится руководителем работ на узле и контролером, и фиксируется в карте операционного контроля.
2.16.1. Результаты операционного контроля по п.п. 2.1.-2.15. переносятся в "Журнал сварочных работ" в виде суммирующей записи о готовности узла к сварке за подписями руководителя работ на узле и контролера.
Таблица 1 - Виды и последовательность операций при контроле процессов подготовки и сборки деталей под сборку (перечень операций типовой схемы контроля)
Примечание. Суммирующая запись о проведении контроля по операциям 1. 15 вносится в "Журнал сварочных работ".
* - объем контроля контролером службы контроля должен быть не менее 20% от предъявляемого к контролю количества деталей, сборочных единиц, собранных соединений;
3 Операционный контроль процессов сварки, термообработки и исправления дефектов в сварных соединениях (основном металле)
Перечень контролируемых параметров и требования к операционному контролю процессов сварки, термообработки и исправления дефектных мест приведены в таблице 2.
3.1. Контроль допуска персонала к работе
3.1.1. При контроле допуска сварщиков к работе по прихватке и сварке соединений трубопроводов, металлоконструкций и оборудования проверяются:
наличие записи в "Удостоверении сварщика" о допуске к данному виду работ и срок действия допуска. Эти данные заносятся в "Журнал сварочных работ" (раздел "Сведения о сварщиках") с указанием номера удостоверения и квалификационного разряда по ЕТКС (приложение В);
наличие документального подтверждения производственных навыков сварщика по сварке соединений, расположенных в труднодоступных местах, отличающихся затесненностью, ограниченным обзором, неудобным положением и т.п., полученного при контроле пробных (допускных) соединений, свариваемых в условиях, максимально приближенных к производственным. Необходимость, количество и объем этих соединений определяет руководитель сварочных работ.
3.1.2. При контроле допуска термистов к работе проверяется наличие в удостоверении термиста записи о допуске к данному виду работ и срок действия этой записи.
Списки термистов, допущенных к производству работ, должны быть внесены в "Журнал учета термической обработки сварных соединений" (приложение В).
3.1.3. При контроле допуска лиц, выполняющих ремонт дефектных участков в сварных соединениях (основном металле), проверяется наличие в "Журнале учета ремонтов сварных соединений (основного металла)" (приложение Г) или "Журнале сварочных работ" сведений о лицах, допущенных к удалению дефектов и видам выполняемых ими работ.
3.1.4. Контроль по п.п. 3.1.1.-3.1.3. осуществляется руководителем сварочных работ или специально выделенным лицом службы сварки по записям в "Журнале сварочных работ", "Журнале учета термообработки", "Журнале учета ремонтов сварных соединений (основного металла)".
3.2. Контроль наличия маркировки или записи, подтверждающих соответствие качества сборки установленным требованиям
3.2.1. Проверка наличия маркировки на узле или записи в документации (Журнал сварочных работ), подтверждающих качество сборки под сварку, производится руководителем сварочных работ или ИТР (мастером), выдающим производственное задание сварщику перед началом каждой смены и в течение смены. При отсутствии отметки о контроле качества сборки к сварке соединения приступать не разрешается. Отметка в отчетной (учетной) документации о выполненном контроле не делается.
3.3. Контроль чистоты кромок и прилегающих поверхностей подготовленных под сварку деталей
3.3.1. Проверку чистоты кромок и прилегающих поверхностей перед сваркой соединения проводит сварщик визуально и путем протирки салфеткой на чистой светлой хлопчатобумажной ткани (оценка - по отсутствию следов масла и грязи на ткани после протирки). Контролю подлежат все поверхности разделки кромок, а также наружная и внутренняя (при наличии доступа) поверхности деталей на ширине не менее 20 мм (10 см ПТД). При выявлении загрязнений узел подлежит повторной зачистке (при необходимости с расстыковкой и повторной сборкой). Приступать к сварке соединений, имеющих загрязнение, не разрешается.
3.4. Контроль марки и сортамента сварочных материалов
3.4.1. Проверка марки и сортамента сварочных материалов производится руководителем сварочных работ или ИТР подразделения сварки перед оформлением заявки на получение необходимых сварочных материалов из кладовой (раздаточного пункта) и в процессе производства работ по сварке производственных соединений. Проверке подлежат:
наличие документов, подтверждающих положительные результаты контроля сварочных материалов (входной контроль);
дата прокалки электродов и флюсов перед выдачей по записям в "Журнале учета выдачи сварочных материалов в производстве";
марка и сортамент сварочных материалов - по маркировке на бирках и этикетках на упаковке (бухта, пачка, банка);
зачистка сварочной проволоки перед употреблением (путем протирки чистой светлой хлопчатобумажной тканью и визуально на отсутствие следов коррозии);
условия хранения сварочных материалов на рабочих местах, исключающие их увлажнение и загрязнение (согласно требованиям ПТД).
3.4.2. Марка и сортамент сварочных материалов, примененных для сварки каждого конкретного соединения (группы однотипных соединений) с указанием партии (плавки) и номера сопроводительного документа о качестве фиксируется в "Журнале сварочных работ".
3.4.3. Применение сварочных материалов, не соответствующих требованиям ПТД (по марке и сортаменту), а также при отсутствии документов по входному контролю, или с просроченным сроком хранения после прокалки, или с недостаточной зачисткой (для проволоки) не разрешается. В случае выявления несоответствия требованиям ПТД условий хранения сварочных электродов, флюсов и порошковой проволоки на рабочих местах эти сварочные материалы подлежат либо возврату на склад для повторной прокалки (сушки), либо проверке путем сварки и последующего контроля пробного соединения.
3.5. Контроль исправности сварочного и термического оборудования, аппаратуры, приборов, инструмента и приспособлений
3.5.1. Проверка сварочного и термического оборудования, аппаратуры, приборов, инструмента и приспособлений при производстве сварочных работ и работ по подогреву и термической обработке осуществляется руководителем сварочных работ или ИТР подразделения сварки, а также лицами, ответственными за эксплуатацию оборудования, и производится с целью подтверждения:
исправности и комплектности оборудования, аппаратуры, приборов и приспособлений, наличия метрологической поверки;
Проверка выполняется регулярно согласно графикам проверок и перед установкой оборудования на рабочие места.
3.5.2. Результаты плановых проверок оборудования фиксируются в "Журнале учета проверки сварочного и термического оборудования".
3.5.3. В случае выявления неисправности сварочного и термического оборудования, аппаратуры, приборов и инструмента лицо, обнаружившее неисправность, должно немедленно поставить в известность руководителя подразделения сварки, а работы на неисправном оборудовании должны быть прекращены до исправления неисправности.
Контроль перелома осей до и после сварки труб

Дефектоскопист.ру | Неразрушающий контроль запись закреплена
Коллеги, поделитесь опытом. В РД 03-606-03 есть методика измерения перелома осей цилиндрических элементов. Возник вопрос: является ли перелом осей дефектом? И если да, то где взять нормы для контроля? Заранее спасибо.

СТО Газпром 2-2.4 - 083 - 2006 п.8.20.3. По газу вообще много где встречал. Но по разному нормируется.
Меня учили, что перелом осей это дефект при сборке стыка, а не после сварки. Он при сборке не допускается, соотв его на сварном шве не должно быть в принципе, раз он на стадии сборки отконтролирован. Требования по сборке стыков в техкартах по сварке, в КД, в технологиях сварки и т.д. должны быть.

Роман, можно отконтролировать перелом на стадии сборки, но он вылезет в процессе сварки, если прихватки потянуло.
Фёдор, согласен, особенно на мелких диаметрах, поэтому как раз и надо все таки проверять. Просто по опыту это достаточно редко бывает. Это что касается труб. А если это листы, то тут речь будет идти не о шве, а о прямолинейности конструкции целиком. Листы при сварке переламывает тока так. Прям через раз.

Роман, СТО 136 или 137 по сварке там есть регламент на излом оси по моему не более 2 градусов, но точно не помню

Естественно является! (смотрите допуске по трубе, толщине) Так же как и смещение. УШС-ка вам для чего при ВИК-е?
Александр, смысл не тот совсем, ушс иглой измеряет ниже выше базы самого ушс. Т.е оси труб параллельны, но одна выше или ниже другой, т.е смещение. Это как глубину подреза померять. В 606 прописано измерение перелома линейкой в 400 мм минимум. А УШС короткий, может и не заметить. Тут глазом точнее увидишь со стороны.
И средства измерений при сборке деталей под сварку
Примечание. Допускаются другие способы и средства измерений, обеспечивающие требуемую ПТД точность измерения параметров подготовки деталей под сварку.
6.4.8. Измерительный контроль величины зазора в соединении, величины смещения кромок и перелома плоскостей в соединениях следует выполнять не реже чем через один метр по длине шва, но не менее чем в трех сечениях, равномерно расположенных по длине шва, если в НД и ПТД не указаны другие требования. При невозможности (отсутствие доступа) контроля смещения кромок с внутренней стороны соединения оценку возможного смещения следует проводить по смещению наружных кромок деталей - размер F (рис. 3, а, б) или по смещению притупления "усов" V-образной разделки - размер Р (рис. 2, б, в, ж).
6.4.9. Измерения в первую очередь следует выполнять на тех участках, которые вызывают сомнение по результатам визуального контроля.
6.4.10. Визуальному контролю подлежит каждая прихватка в соединении. Измерительному контролю подвергаются прихватки, размеры которых вызывают сомнения по результатам визуального контроля.
6.4.12. Перелом осей, собранных под сварку кольцевых соединений цилиндрических элементов, измеряется в 2-3 сечениях (в зоне максимального излома, выявленного при визуальном контроле) на расстоянии 200 мм от центра соединения. При отсутствии прямолинейного участка детали длиной 200 мм разрешается измерение размера проводить на участке меньшей длины с последующим пересчетом к длине 200 мм по формуле
где k и L - размер перелома осей и расстояние от соединения, на котором выполнено измерение (рис. 4). В случае когда измерения по данной методике не обеспечивают требуемой точности, измерения следует проводить по специальной методике.
Рис 4. Измерение перелома осей цилиндрических элементов
6.4.14. Схемы измерения отдельных размеров подготовки деталей под сборку и сборки соединений под сварку с помощью шаблона универсального типа УШС приведены на рис. 5. Допускается применение шаблонов конструкций В.Э. Ушерова-Маршака и А.И. Красовского (рис. 6 и 7).
Рис. 5. Контроль универсальным шаблоном сварщика УШС (начало):
а - общий вид шаблона УШС; б - измерение угла скоса разделки
в - измерение размера притупления кромки р;
д - измерение смещения наружных кромок деталей F
Рис. 6. Контроль шаблоном конструкции В.Э. Ушерова-Маршака (начало):
а - общий вид шаблона; б - измерение угла скоса разделки ;
в - измерение высоты катета углового шва K;
г - измерение высоты валика усиления и выпуклости корня шва стыкового сварного
соединения; д - измерение зазора а в соединении при подготовке деталей к сварке
Рис. 7. Контроль шаблоном конструкции А.И. Красовского (начало):
а - общий вид шаблона; б, в - контроль тавровых и нахлесточных сварных соединений
г - контроль стыковых сварных соединений; д - измерение зазора между кромками
Порядок выполнения визуального и измерительного контроля подготовки и сборки деталей под сварку
6.4.1. При подготовке деталей под сварку необходимо контролировать:
наличие маркировки и (или) документации, подтверждающей приемку полуфабрикатов, деталей, сборочных единиц и изделий при входном контроле;
наличие маркировки изготовителя материала на деталях, подготовленных под сварку;
наличие удаления механическим путем зоны термического влияния в месте термической (огневой) резки заготовок (необходимость должна быть указана в конструкторской или технологической документации);
геометрическую форму обработанных кромок, в том числе при подготовке деталей с различной номинальной толщиной стенки;
геометрическую форму обработанных внутренних поверхностей кольцевых деталей;
форму подкладных пластин (колец) и расплавляемых вставок;
наличие заварки разъема подкладной пластины (кольца), качество шва заварки подкладной пластины (кольца), а также наличие зачистки шва заварки разъема подкладной пластины (кольца);
чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, влаги, масла и. т.п.) подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков материала.
6.4.2. При сборке деталей под сварку визуально необходимо контролировать:
правильность установки подкладных пластин (колец);
правильность установки временных технологических креплений;
правильность сборки и крепления деталей в сборочных приспособлениях;
правильность расположения и количество прихваток и их качество;
правильность установки приспособлений для поддува защитного газа;
правильность нанесения активирующего флюса и защитной флюс-пасты;
наличие защитного покрытия от брызг расплавленного металла на поверхности деталей из аустенитных сталей, свариваемых ручной дуговой и полуавтоматической (автоматической) сваркой плавящимся электродом в среде защитного газа;
чистоту кромок и прилегающих к ним поверхностей деталей.
6.4.3. Измерительный контроль при подготовке деталей под сварку (рис. 2) осуществляется для проверки:
размеров разделки кромок (углы скоса кромок, толщина и ширина притупления кромок разделки);
Примечание. Радиусы скругления размером до 1,0 мм в местах перехода поверхностей разделки, а также размер скоса внутренней кромки, выполняемый для улучшения условий выявления непровара в корне шва при радиографическом контроле, измерению не подлежат.
размеров (диаметр, длина, угол выхода резца) расточки (раздачи) концов труб по внутреннему диаметру;
размеров подкладных пластин (колец) и расплавляемых вставок (ширина, толщина, углы скоса, диаметр);
размеров элементов секторных отводов;
перпендикулярности торцов подготовленных под сварку цилиндрических деталей к их образующим;
минимальной фактической толщины стенки цилиндрической детали после расточки по внутреннему диаметру;
размеров отверстий под штуцер (патрубок) и обработки кромок в трубе (коллекторе, корпусе);
толщины и ширины подкладки в замковом соединении;
ширины зоны механической зачистки наружной и внутренней поверхностей деталей и шероховатости поверхностей кромок и прилегающих поверхностей деталей, в том числе места зачистки шва разъема остающейся подкладной пластины (кольца).
6.4.4. Измерительный контроль соединений, собранных под сварку (рис. 3), включает проверку:
размеров швов приварки временных технологических креплений;
Рис. 2.
Размеры, контролируемые измерением при подготовке деталей под сварку (начало):
а - I-образная разделка кромки (без скоса кромки); б - V-образная односторонняя разделка кромки;
в - V-образная двухсторонняя разделка кромки; г, д - подготовка к сварке стыкового соединения деталей,
значительно отличающихся по толщине; е, ж - подготовка к сварке замкового соединения;
з - У-образная разделка кромки; и - V-образная двухскосная разделка кромки; к - отклонение
от перпендикулярности торца трубы; л - подготовка кромок штуцера
Д 10-65; м - I-образная разделка с присадочным выступом
* Размер измерению не подлежит, обеспечивается режущим инструментом и оценивается визуально.
Рис. 2. Окончание:
н - цилиндрическая расточка (раздача) концов труб по внутреннему диаметру;
п - коническая расточка труб по внутреннему диаметру; р - притупление
внутренней кромки трубы; с- подкладная остающаяся пластина;
т, у - подкладное стальное остающееся кольцо; ф - подкладное стальное
остающееся кольцо; х - расплавляемая проволочная вставка; ц - сектор
отвода; ч, ш, э - рассверловка отверстия под штуцер (патрубок) в корпусе
(трубе, коллекторе); ю - разделка кромок под автоматическую сварку в среде
Рис. 3. Размеры, контролируемые при сборке соединения под сварку:
а - стыковое соединение; б - стыковое соединение с остающейся подкладной пластиной (кольцом);
в - стыковое замковое соединение; г - тавровое соединение; д - угловое соединение; е - нахлесточное
соединение; ж - стыковое соединение с расплавляемой вставкой; и, к - угловые соединения штуцеров;
л - соединение с приварными элементами временных креплений; м - соединение с несоосностью
осей штуцера и корпуса; н - соединение с несоосностью осей в угловых соединениях труб;
п - соединение с переломом осей цилиндрических деталей; р - прихватки соединения; с, т - тройниковое (угловое) соединение
расстояния технологического крепления от кромки разделки и расположения креплений по длине (периметру) соединения (при необходимости, в случае если в технической документации оговорено расстояние между соседними креплениями);
величины зазора в соединении, в том числе между деталью и подкладной пластиной (кольцом);
размера смещения кромок (внутренних и наружных) собранных деталей;
размера перекрытия деталей в нахлесточном соединении;
размеров (длина, высота) прихваток и их расположения по длине (периметру) соединения (при необходимости, в случае если это оговорено в технической документации, также расстояния между соседними прихватками);
размера зазора в замке расплавляемой проволочной вставки;
размера перелома осей цилиндрических деталей трубы и плоскостей плоских деталей (листов);
размера несоосности осей штуцера и отверстия в корпусе (трубе);
размера несовпадения (отклонения) осей в угловых соединениях труб;
размеров ширины зоны нанесения защитного покрытия на поверхностях деталей;
геометрических (линейных) размеров узла, собранного под сварку (в случаях, оговоренных ПКД).
6.4.5. Визуальному и измерительному контролю подготовки и сборки деталей под сварку подлежат не менее 20 % деталей и соединений из числа представленных к приемке.
Объем выборочного контроля качества подготовки и сборки деталей под сварку может быть увеличен или уменьшен в зависимости от требований НД, ПТД и ПКД или по требованию Заказчика.
При выявлении отклонений от требований рабочих чертежей и (или) ПТД, которые могут привести к ухудшению качества сварных соединений, объем выборочного контроля должен быть увеличен вдвое для группы однотипных деталей (соединений). Если при дополнительном контроле вторично будут выявлены отклонения от требований конструкторской документации и (или) ПТД, то объем контроля для группы деталей, подготовленных к приемке, должен быть увеличен до 100 %.
Детали, забракованные при контроле, подлежат исправлению. Собранные под сварку соединения деталей, забракованные при контроле, подлежат разборке с последующей повторной сборкой после устранения причин, вызвавших их первоначальную некачественную сборку.
6.4.6. Визуальный контроль удаления материала, подвергнутого термическому влиянию во время резки термическими способами (газовая, воздушно-дуговая, газофлюсовая, плазменная и др.), проводится на каждой детали, подвергавшейся резке.
На кромках разделки не должно быть следов резки (для деталей из низкоуглеродистых, марганцовистых и кремнемарганцовистых сталей) и следов разметки (кернение), нанесенной на наружной поверхности деталей после резки.
6.4.7. Требования к выполнению измерительного контроля при подготовке деталей под сборку приведены в табл. 3, а при сборке соединений под сварку - в табл. 4.
Читайте также: