Контроллер для точечной сварки своими руками
Обновлено: 15.05.2024
Недавно ремонтировал точечно-искровой сварочный аппарат Ding Xing Jewelry Machine и после того, как вернул его хозяину, решил собрать себе такой же. Естественно, с заменой части оригинальных комплектующих на то, что есть «в тумбочке».
Принцип работы аппарата достаточно простой – на конденсаторе C5 (рис.1) накапливается такое количество энергии, что при открывании транзистора Q9 её хватает, чтобы в месте сварки точечно расплавить металл.
С трансформатора питания Tr1 напряжение 15 В после выпрямления, фильтрации и стабилизации поступает на те части схемы, что отвечают за управление характеристиками сварочного импульса (длительность, ток) и создания высоковольтного «поджигающего» импульса. Напряжение 110 В после выпрямления заряжает конденсатор С5, который (при нажатии на педаль) разряжается в точку сварки через силовой транзистор Q8 и через вторичную обмотку трансформатора Tr2. Этот трансформатор совместно с узлом на транзисторах Q5 и Q8 создают на выводах вторичной обмотки высоковольтный импульс, пробивающий воздушный промежуток между сварочным электродом (вольфрамовой иглой, красный вывод) и свариваемыми деталями, подключенными к чёрному выводу. Это, скорее всего, необходимо для химически чистой сварки ювелирных изделий (вольфрам достаточно тугоплавкий металл).
Часть схемы на элементах R1, C1, D1, D2, R2, Q1, R3, Q2, K1 и D5 обеспечивает кратковременное включение реле К1 на время около 10 мс, зависящее от скорости заряда конденсатора С1 через резистор R1. Реле через контакты К1.1 подаёт стабилизированное напряжение питания +12 В на два узла. Первый, на элементах C8, Q5, R15, R16, Q8, R18, R20 и Tr2 – это уже упомянутый генератор высоковольтного «поджигающего» импульса. Второй узел на R5, C2, R6, D6, D7, R9, C4, R10, Q3, R12, Q4, R13, R14, Q6, R24, Q7, R17, R21, D8, R22, Q9 и R23 – генератор одиночного сварочного импульса, регулируемого резисторами R6 по длительности (1…5 мс) и R17 по току. На транзисторе Q3 собран, собственно, сам генератор импульса (принцип работы как и на включение реле), а транзисторы Q6 и Q7 – это составной эмиттерный повторитель, нагрузкой которого является силовой ключ на транзисторе Q9. Низкоомный резистор R23 - датчик силы сварочного тока, напряжение с него проходит через регулируемый делитель R22, R17, R14 и открывает транзистор Q4, который уменьшает напряжение открывания выходного транзистора Q9 и этим ограничивает протекающий ток. Параметры регулировки тока точно определить не удалось, но расчётный верхний предел не более 150 А (определяется внутренним сопротивлением транзистора Q9, сопротивлениями вторичной обмотки Tr2, резистора R23, монтажных проводников и мест пайки).
Полевой транзистор Q8 собран из четырёх IRF630, включенных параллельно (в оригинальной схеме стоит один IRFP460). Силовой транзистор Q9 состоит из десяти FJP13009, также включенных «параллельно» (в оригинальной схеме стоят два IGBT транзистора). Схема «запараллеливания» показана на рис.2 и кроме транзисторов содержит в себе элементы R21, D8, R22 и R23 каждые для своего транзистора (рис.3).
Низкоомные резисторы R20 и R23 выполнены их нихромовой проволоки диаметром 0,35 мм. На рис.4 и рис.5 показано изготовление и крепёж резисторов R23.
Печатные платы в формате программы Sprint-Layout развёл (рис.6 и рис.7), но заниматься их изготовлением по технологии ЛУТ не стал, а просто вырезал на фольгированном текстолите дорожки и «пятачки» (видно на рис.8). Размеры печатных плат 100х110 мм и 153х50 мм. Контактные соединения между ними выполнены короткими и толстыми проводниками.
Трансформатор питания Tr1 «сделан» из трёх разных трансформаторов, первичные обмотки которых включены параллельно, а вторичные последовательно для получения нужного выходного напряжения.
Сердечник импульсного трансформатора Tr2 набран из четырёх ферритовых сердечников строчных трансформаторов от старых «кинескопных» мониторов. Первичная обмотка намотана проводом ПЭЛ (ПЭВ) диаметром 1 мм и имеет 4 витка. Вторичная обмотка намотана проводом в ПВХ изоляции с диаметром жилы 0,4 мм. Количество витков в последнем варианте намотки – 36, т.е. коэффициент трансформации равен 9 (в оригинальной схеме применялся трансформатор с Ктр.=11). «Начало-конец» одной из обмоток надо скоммутировать так, чтобы выходной отрицательный импульс на красном выводе аппарата возникал после закрытия полевого транзистора Q8. Это можно проверить опытным путём – при правильном подключении искра «мощней».
Элементы R19, C10 являются демпфирующей антирезонансной цепочкой (снаббер), а такое включение диода D9 обеспечивает на красном выводе сварочного аппарата отрицательную полуволну высоковольтного «поджигающего» импульса и защищает транзистор Q9 от пробоя высоким напряжением.
Накопительный конденсатор С5 составлен из 30 электролитических конденсаторов разной ёмкости (от 100 до 470 мкФ, 200 В), включенных параллельно. Их общая ёмкость – около 8700 мкФ (в оригинальной схеме применены 4 конденсатора по 2200 мкФ). Чтобы ограничить зарядный ток конденсаторов, в схеме стоит резистор R8 NTC 10D-20. Для контроля тока используется стрелочный индикатор, подключенный к шунту R7.
Аппарат был собран в компьютерном корпусе размерами 370х380х130 мм. Все платы и другие элементы закреплены на куске толстой фанеры подходящего размера. Фото расположения элементов во время настройки на рис.8. В окончательном варианте с передней панели был убран шунт R7 и стрелочный индикатор тока (рис.9). Если же индикатор нужно ставить в аппарат, то сопротивление резистора R7 придётся подбирать по рабочему току используемого индикатора.
Сборку и настройку аппарата лучше производить последовательно и поэтапно. Сначала проверяется работа трансформатора питания Tr2 вместе с выпрямителями D3, D4, конденсаторами С3, С5, С9, стабилизатором VR1 и конденсаторами С6 и С7.
Затем собрать схему включения реле К1 и подбором ёмкости конденсатора С1 или сопротивления резистора R1 добиться устойчивого срабатывания реле на время около 10-15 мс при замыкании контактов на педали.
После этого можно собрать узел высоковольтного «поджигающего» импульса и, поднеся выводы вторичной обмотки друг к другу на расстояние долей миллиметра, проверит, проскакивает ли между ними искра во время срабатывания реле К1. Хорошо бы ещё убедиться, что её длительность лежит в пределах 0,3…0,5 мс.
Потом собрать остальную часть схемы управления (ту, что ниже R9 по рис.1), но к коллектору транзистора Q9 подключить не трансформатор Tr2, а резистор сопротивлением 5-10 Ом. Второй вывод резистора припаять к плюсовому выводу конденсатора С9. Включить схему и убедиться, что при нажатии педали на этом резисторе появляются импульсы длительностью от 1 до 5 мс. Чтобы проверить работу регулировки по току, нужно будет или собирать высоковольтную часть аппарата или, увеличив сопротивление R23 до нескольких Ом, посмотреть, меняется ли длительность и форма импульса тока, протекающего через Q9. Если меняется – это значит, что защита работает.
Возможно, что понадобится подбор номиналов резистора R9 и конденсатора C4. Дело в том, что для того, чтобы полностью «открыть» транзисторы Q9.1-Q9.10, нужен достаточно большой ток, который пропускает через себя Q7. Соответственно, уровень напряжения питания на конденсаторе С4 начинает «просаживаться», но этого времени должно хватать, чтобы провести сварку. Излишне большое увеличение ёмкости конденсатора C4 может привести к замедленному появлению питания в узле, а соответственно, к задержке по времени сварочного импульса относительно «поджигающего». Лучшим выходом из этой ситуации является уменьшение управляющего тока, т.е. замена десяти транзисторов 13007 на два-три мощных IGBT. Например, IRGPS60B120 (1200 В, 120 А) или IRG4PSC71 (600 В, 85 А). Ну, тогда есть смысл и в установке "родного" транзистора IRFP460 в узле, формирующем высоковольтный «поджигающий» импульс.
Не скажу, что аппарат оказался очень нужным в хозяйстве :-), но за прошедшие три недели было приварено всего несколько проводников и резисторов к лепесткам электролитических конденсаторов при изготовление блока питания и сделано несколько «показательных выступлений» для любознательных зрителей. Во всех случаях в качестве электрода использовалась медная оголённая миллиметровая проволока.
Недавно провёл "доработку" - вместо педали поставил кнопку на передней панели и добавил индикацию включения аппарата (обыкновенная лампочка накаливания, подключенная к обмотке с подходящим напряжением одного из трансформатора).
Таймер для контактной сварки

Когда то я озадачился созданием точечной сварки своими руками для соединения аккумуляторов 18650. Сначала был собран таймер на 555, потом на микроконтроллере pic16f628a. Для него была написана самодельная прошивка, управление энкодером с нажатием, от 0.01 сек до 10 сек и до 10 импульсов. Но этот аппарат точечной сварки давно продан и мне нужно было чем то сваривать аккумуляторы 18650. Для этого на aliexpress был заказан этот таймер за 11.14$ или около 700 российских руб.
Приехало чуть быстрее чем за месяц.
Посмотрим что он из себя представляет.
Что такое контактная сварка?
Берем большой транс, чтоб пробки в квартире не выбивало (от микроволновки например). Срезаем вторичку, первичка на 220 остаётся. Выбираем шунт. Вместо тысяч витков старой вторички запихиваем 2-5 витков толстого провода. Для сварки аккумов можно 3-5 витков сечением 35мм. Для более толстых пластин и проволоки 2 витка сечением 70-120мм. Оконцовываем толстые проводки. Крепим к концам провода электроды в зависимости от задачи. И если подать на первичку транса 220 вольт, то во вторичке пойдет ток в районе 1000А, который разогревает место контакта электродов с металлом. Если это толстое железо или проволока то выдержка обычно большая, несколько секунд и можно просто подавать 220 вольт на транс через автомат или любым другим ручным методом. Если же варить круглые литиевые аккумы, то там тонкие пластины 0.1-0.3мм и нужны очень короткие выдержки, при этом они должны быть одинаковыми для повторяемости результатов. Прожиг аккумуляторов недопустим, разгерметизация банки — банка на выброс. Вот для замены автомата или кнопки, для того чтоб точно выставить короткую выдержку и применяется этот таймер.
Для тех, кто мало представляет что это такое и с чем его едят, можно почитать:
мой прошлый обзор
или обзор от Yurok
Упаковано хорошо, картонная коробочка и внутри плата под несколькими слоями вспененного полиэтилена. Если играть коробкой в футбол то ничего не повредится.
Внутри плата с хорошего качества.
Микросехема контроллера от STMicroelectronics STM8S003F3, триггер Шмитта 74hc14d, оптрон moc3021 и pc817, симистор BTA41600B, стабилизатор lm317k диоды и прочая обвязка.
Силовой симистор желательно прикрутить на радиатор через термопасту. Можно прикрутить его прямо на корпус контактной сварки, но тогда это нужно делать через изолятор. Слюдяная прокладка и изолятор на винт крепления. Плата разделена на две части белой полосой — та часть, которая ближе к симистору, находится под опасным напряжением 220 вольт. Китайские иероглифы возле этой полосы как раз об этом говорят. Большая часть платы контактной сварки находится под низким напряжением и безопасна.
Расшифровка надписей возле светодиодов по порядку от ручек регуляторов:
— Состояние. Светит когда есть питание.
— Статус. Мигает в норме и горит когда подключено постоянное напряжение. При питании постоянным напряжением плата работать не будет.
— Педаль. Тухнет когда нажата педаль.
— Триггер. Светит пока открыт симистор и идет сварка.
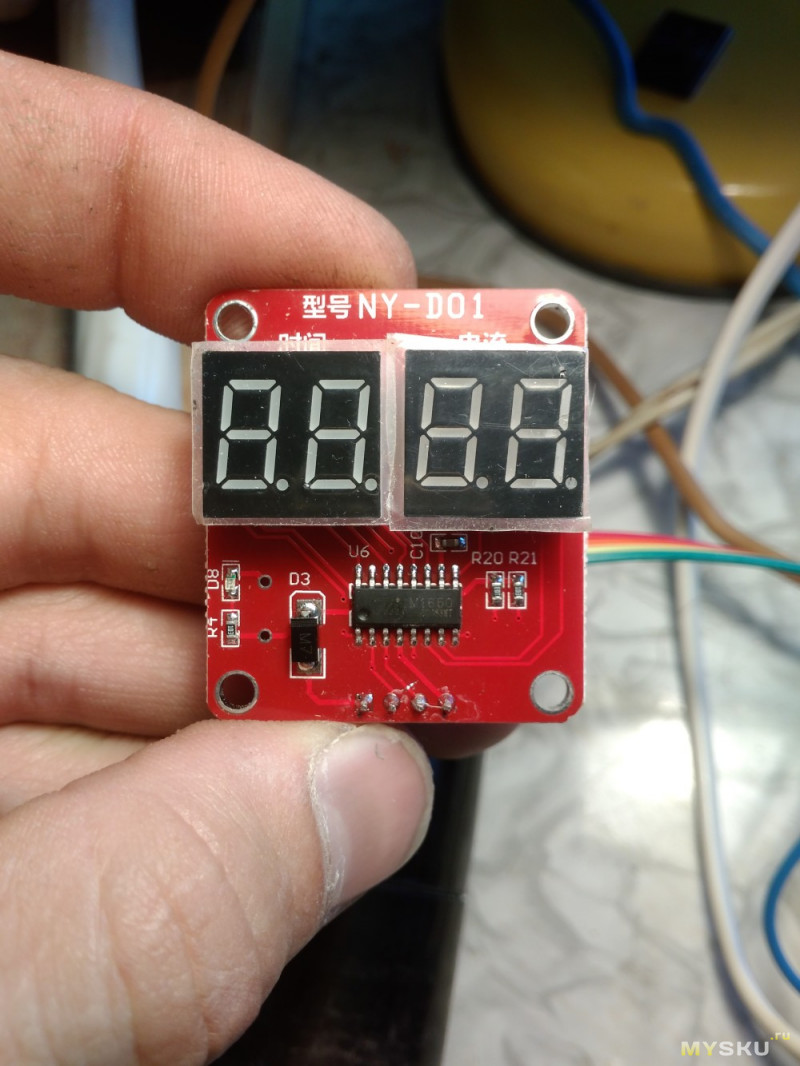
Выносной дисплей таймера для точечной сварки содержит несколько светодиодных семисегментных индикаторов, драйвер LED семисегментного индикатора TM1650, и обвязку к нему.
Для работы контактной сварки кроме этой платы таймера нужны:
— Питающий трансформатор на переменное напряжение 9-12в. От постоянки плата не работает. Не видит импульсы сети. Должен мигать второй слева светодиод, от постоянки он не мигает. Большая мощность трансформатора не нужна, от него питается только логика. Зарядка от сотового не подойдет. Готовый подходящий транс есть у этого же продавца. Нужно выбрать версию 220в, стоит меньше 6$ или 370 руб.
— Педаль или кнопка. Что то, что будет замыкать контакты на плате. Нормально разомкнутая.
Готовая педаль от продавца стоит примерно столько же.
— Трансформатор контактной сварки. Силовая часть то есть. Ну если вы интересуетесь такой платой то наверное знаете что это такое. Это трансформатор с первичной обмоткой на 220В и вторичной на низкое напряжение (1-6В) и большой ток (100-1000А). Этот ток и варит.
Этот таймер коммутирует первичку, то есть дает напряжение на первичную обмотку силового трансформатора сварки. Аналогично вместо этого таймера можно поставить просто выключатель — при включении выключателя сварка будет варить, пока включен включатель. Но для сварки аккумуляторов 18650 нужен очень короткий импульс (0.01-0.1 сек), иначе прожигается металл аккумулятора. Так же нужно постоянство результатов, то есть все выдержки точечной сварки должны быть строго одинаковы. Такие условия — выдержки в доли секунды и повторяемость выдержек — невозможно реализовать вручную, по этому я купил этот таймер точечной сварки.
Педаль и транс есть у этого же продавца, силовой трансформатор для точечной сварки можно взять от микроволновки или больший по размеру. Трансформатор тяжелый, с китая заказывать дорого. Можно поискать нерабочую микроволновку или старую на барахолке за малые деньги. Или спрашивать в мастерских по ремонту бытовой техники.
Работа таймера:
Подключаем трансформатор питания (переменка 9-12В) и педаль к соответствующим клеммникам, провода, идущие на силовой трансформатор микроволновки, припаиваются. На плате две ручки — левая для регулировки выдержки времени сварки, правая для регулировки тока. На выносном табло видно цифры, аналогично показывающие слева — выдержку времени и справа — ток. Выдержка времени сварки регулируется от 1 до 50, 1 это один период сети то есть 0.02 секунды. То есть таймер может задавать выдержки до 50*0.02 = 1 секунды. Ток сварки регулируется от 30 до 99.
При нажатии педали микроконтроллер отслеживает напряжение в сети 220 вольт, при пике или нижней части синусоиды дает сигнал на симистор. Пока открыт тиристор, идет ток через первичку сварочного трансформатора и идет сварка. Плата срабатывает как электронный выключатель, ключ.
При значении времени 1 на дисплее и значении тока 99 таймер включает симистор на 20 мс, на один период сети. Если нужно меньше, то можно уменьшить ток правым регулятором и контроллер откроет симистор не на полную синусоиду, а только на ее часть.
Я снял осциллограммы с вторичной обмотки сварочного трансформатора на разных значениях тока и выдержках, их можно увидеть на фото ниже:
мой осциллограф не супер качества, любительский, по этому привожу фото с отзывов али — как это должно выглядеть на экране осциллографа:
Смысл регулировки тока в том, что если трансформатор слишком мощный для сварки аккумуляторов 18650 и прочих похожих, а выдержка времени в 0.02 сек слишком большая и прожигает пластину или аккумы, то можно еще понизить ток — импульс станет слабее и аккумуляторы не будет прожигать.
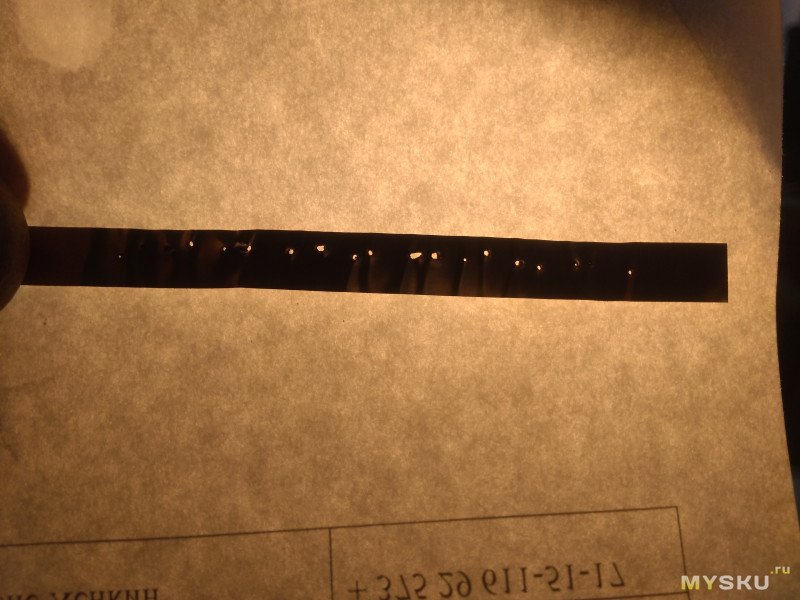
Я попробовал варить пластину никеля на выдержке 1 и токах от 30 (самые правые) до 99 (левее) результат явно виден. Это можно увидеть на фото ниже.
Пластина шириной 8 мм, толщина 0.15 мм.

Последние две пробы сварки я пробовал сделать на большой выдержке и малом токе. При выдержке 10 и 30 и токе 30 — пластина греется, даже меняет цвет но не приваривается. Для сварки тонких никелевых пластин лучше короткий импульс большим током чем длинный импульс но с слабым током.
Последние точки слева, одна из них сквозная, сделаны как раз на выдержках 10 и 30 и малом значении тока сварки 30.
Все это можно наглядно увидеть в видеоверсии обзора ниже:
В общем плата контактной сварки мне понравилась, есть 50 настроек времени от 0.02 сек до 1 сек и при этом еще 70 градаций тока. Контроллер платы отслеживает периоды сети и включает таймер в период максимума или минимума синусоиды, что гарантирует одинаковые результаты сварки и отличную повторяемость сварки аккумуляторов 18650.
Рекомендую этот таймер для создания точечной сварки из микроволновки своими руками.
Если же необходим более мощный сварочник, споттер для сварки машин то у продавца есть этот же таймер с более мощным симистором на 100А, это будет дешевле, чем покупать отдельно симистор на 100А и плату.
Аппарат для точечной сварки с мозгами из Arduino

Как-то понадобился сварочный аппарат для соединения разных аккумуляторов, не то чтобы сильно нужен был, но если захотелось, то почему бы и не сделать. Прочитав в интернетах о подобных сварках выяснил, что необходимо регулировать длительность сварочного импульса чтобы не прожечь металл, а если есть возможность приделать к этому всему дисплей для вывода какой-либо полезной информации, так это вообще «огонь». Для этой цели вполне подошла Arduino Nano. Некоторые составные части были куплены в оффлайне, некоторые на али и ебее.
Компоненты из оффлайна:
— трансформатор (из поломанной микроволновки);
— медный кабель КГ 1х25 сечением 25 мм — 3м (230*3 = 690 руб.);
— наконечник медный ТМ-70 — 2 шт. (35*2 = 70 руб.);
— термоусадочная трубка диаметром 12 мм — 3м (20*3 = 60 руб);
— термоусадочная трубка диаметром 25 мм — 1м (50 руб);
— корпус — 1шт (100 руб.);
— кнопка — 1шт (из личных запасов);
— медный провод одножильный ПВ1 сечением 6 мм — 0,5 м (из личных запасов);
— болты, шайбы, гайки и шурупы (из личных запасов).
Компоненты купленные в онлайне:
— Arduino Nano v.3 куплен тут (126 руб.);
— энкодер KY-040 куплен тут (45 руб.);
— дисплей LCD1602 куплен тут (87 руб.);
— конвертер IIC/I2C для дисплея куплен тут (40 руб.);
— твердотельное реле SSR-40DA, куплен на ебее, но продавец уже не торгует этим товаром, поэтому ссылка на продавца с али (240 руб.);
— соединительные провода, куплены тут (100 руб.);
— варистор 10D471K куплен тут (5 руб)
Цены актуальные на момент совершения покупки.
По отдельности каждый компонент рассматривать не буду, так как на муське полно подобных обзоров по ардуине и всяким шилдам. Хочу отметить что все составляющие хорошего качества, по срокам доставки тоже всё хорошо, около месяца.
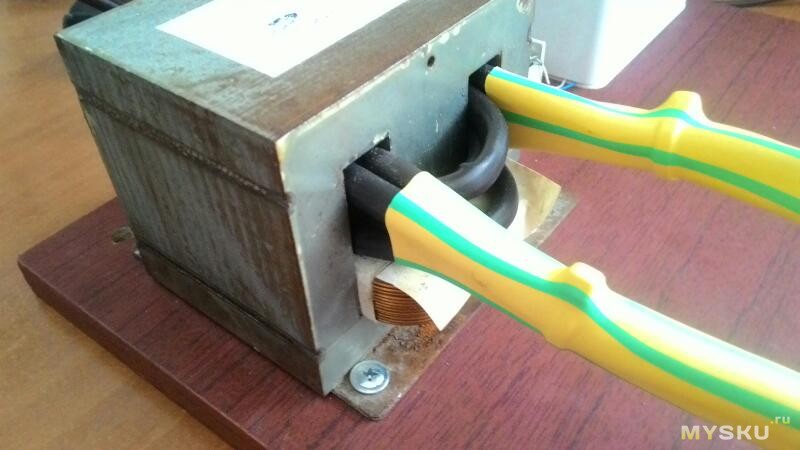
Итак приступим. Для начала необходимо переделать трансформатор, для этого ножовкой по металлу спиливаем с одной стороны, вторичную, повышающую обмотку. Она обычно сверху и намотана тонким проводом. При этом очень важно не повредить первичную обмотку, она намотана толстым проводом. Спилили — отлично! Теперь выбиваем с помощью молотка оставшуюся часть обмотки и токоограничивающие шунты, это такие пластины прямоугольные между обмотками, из трансформатора. Задача не простая, но выполнимая.
Для сварочного аппарата вторичная обмотка трансформатора должна содержать 2 витка кабеля сечением не менее 70 квадратных мм. Намотать кабель такого сечения совсем не просто, поэтому будем использовать 3 кабеля КГ 1х25 сечением 25 мм. И всё бы хорошо, но места для 2 витков кабеля в трансформаторе не хватит, из-за того что в нём очень толстая резиновая изоляция. Режем, по всей длине кабеля, очень аккуратно, снимаем изоляцию. Сняли — хорошо! Теперь надо надеть :) На кабель надеваем термоусадочную трубку, все 3 метра. Это ещё та забава, сначала легко — потом не очень. Теперь прогреваем по всей длине промышленным феном чтобы термоусадка поплотнее «села». Кабель режем на 3 равных части, и одновременно тремя кабелями наматываем вторичную обмотку. Края зачищаем, оставляем по 20 сантиметров, сматываем вместе, если всё сделано аккуратно то кабеля сами скрутятся между собой в один цельный сечением 75 квадратных мм. На зачищенные края надеваем примерно по 10 см термоусадочной трубки диаметром 25 мм и снова греем. На кабель надеваем наконечник медный ТМ-70, у меня остался небольшой зазор, чтобы наконечники не слетел в пустоты между кабелем и наконечником были вставлены нарезанные медные толстые одножильные провода. Через шприц вливаем флюс в наконечник и над газовой плитой прогреваем и пропаиваем припоем. Процесс не быстрый, припоя нужно много. После пайки надеваем ещё 10-15 см термоусадочной трубки диаметром 25 мм и греем. В качестве электродов для сварки используется медный одножильный провод сечением 6 квадратных мм.
В процессе переделки трансформатора к сожалению фотографий не делал, в итоге трансформатор буде выглядеть примерно так:




Теперь надо всё это соединить и написать программу для управления.
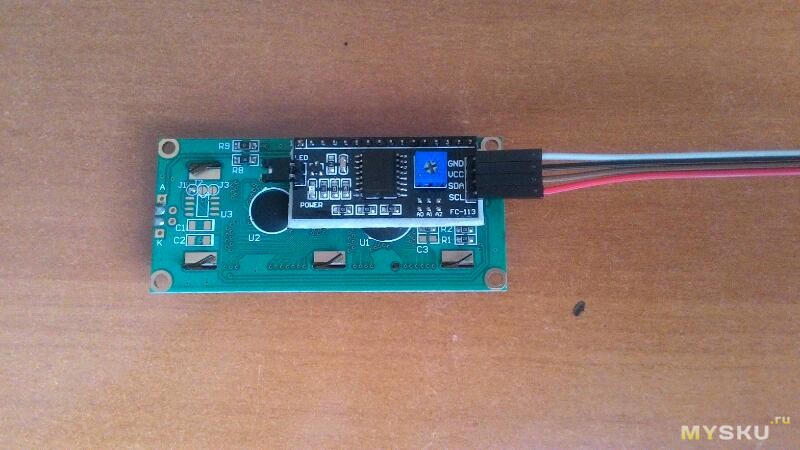
Дисплей LCD1602 и конвертер IIC/I2C для дисплея соединяются очень просто, вставил и спаял, между ними для изоляции двухсторонний скотч. На конвертере джампер для включения или отключения подсветки и переменный резистор для регулировки контрастности.

Конвертер IIC/I2C и Arduino Nano v.3 подключаем так:
Arduino — LCD i2c
GND GND
5V VCC
A4 SDA
A5 SCL
Arduino — энкодер KY-040
GND GND
5V +
D2 DT
D3 CLK
D4 SW


Для того чтобы прошить устройство не разбирая его целесообразно вывести кнопку сброса на корпус (оранжевый, бело-оранжевый провода).
Arduino — Кнопка
GND 1 контакт кнопки
RST 2 контакт кнопки

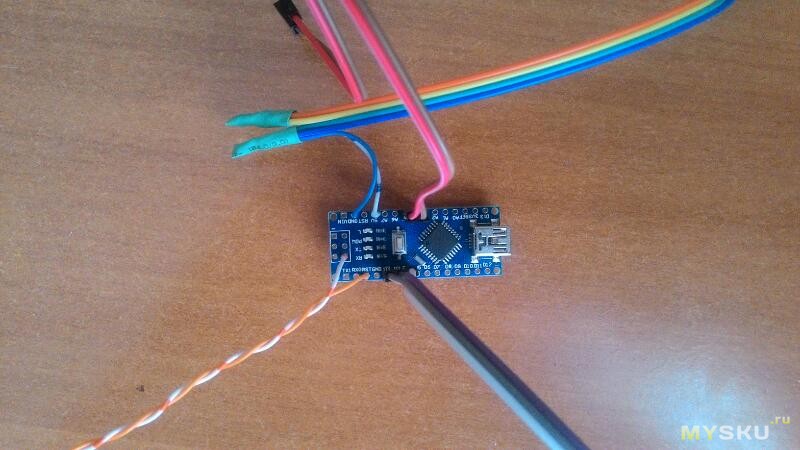
Твердотельное реле, через которое подаётся напряжение на трансформатор, подключено следующим образом (синий, бело-синий провода).
Arduino — Реле SSR-40DA
GND — контакт (4)
D5 + контакт (3)
Параллельно реле (контакты 1 и 2) подключен варистор 10D471K для защиты по напряжению. Твердотельным реле повышенное напряжение очень не нравится.


Ардуину пакуем в термоусадку. Как-то не очень получилось. Есть решение — сверху изоленты немного. Знаю, синяя была бы надёжнее…




Теперь надо вставить всё это дело в корпус. С круглыми отверстиями проблем не должно быть, а вот с прямоугольными сложнее, но не на много. Опять же, фото нет, буду рассказывать «на пальцах».
Сверлим отверстия по углам прямоугольника по заранее известным размерам. С помощью линейки и острого ножа прорезаем не глубокие каналы от отверстия до отверстия по периметру. Продеваем капроновую нить в два отверстия, крест накрест, по диагонали и режем как ручной тросовой пилой. От трения пластик нагревается режется очень быстро и ровно. Далее внутрь выламываем треугольники, пластик сломается ровно по линии. Я ошибся с размерами и пришлось подрезать, поэтому нижний край кривоват.






Сборка завершена, «пилим софт». Ардуина должна включать реле на короткий промежуток времени. Временной интервал будет от 10 мс до 120 мс. По нажатию кнопки энкодера выдерживается пауза в 6 секунд, для того чтобы успеть прижать электроды посильнее, после этого включается реле и происходит сварка.
Енкодер работает только на D2 и D3 пинах ардуины. Данные выводы могут быть сконфигурированы в качестве источников прерываний, возникающих при различных условиях: при низком уровне сигнала, по фронту, по спаду или при изменении сигнала. Остальные пины можно менять.
Теперь надо залить скетч в ардуино.
«Ложка дёгтя» в Arduino IDE 1.6.6. Библиотека LiquidCrystal_I2C выводила на дисплей только одну, первую букву текста. Лечится это использованием обновлённой версии библиотеки взятой тут. Как на версии Arduino IDE 1.6.7 не знаю, не проверял.

Сварим что-нибудь. Для начала фото сварки без ардуины, вручную замыкая на минимально возможный промежуток времени контакты через кнопку. Слабонервным не рекомендуется к просмотру :)










Сваривается хорошо, пластина отрывается с «мясом».
В результате получилась полезная в хозяйстве штуковина, с приблизительной себестоимостью около 1600 рублей. В процессе сборки и тестирования сжег одно твердотельное реле, предположительно из-за того что коммутировал им более чем на 2 секунды.
Основные моменты:
— сварные кабели (из трансформатора) большой длины не оставлять;
— общее сечение кабеля не менее 70 квадратных мм.;
— на длительное время реле не замыкать, предполагаю что не более чем на 0,5 секунды;
Аппарат точечной сварки из СВЧ

Для правильной сборки батареи из аккумуляторов 18650 решил собрать аппарат точечной сварки из трансформатора от СВЧ. Конструкция простая, много статей в интернете. Я решил собирать с платой управления, с возможностью контроля времени импулься и силы. Для этого заказал плату с алиэкспресса. Трансформатор купил на авито, провод КГ 1х50 (2 м) купил в электроцентре.
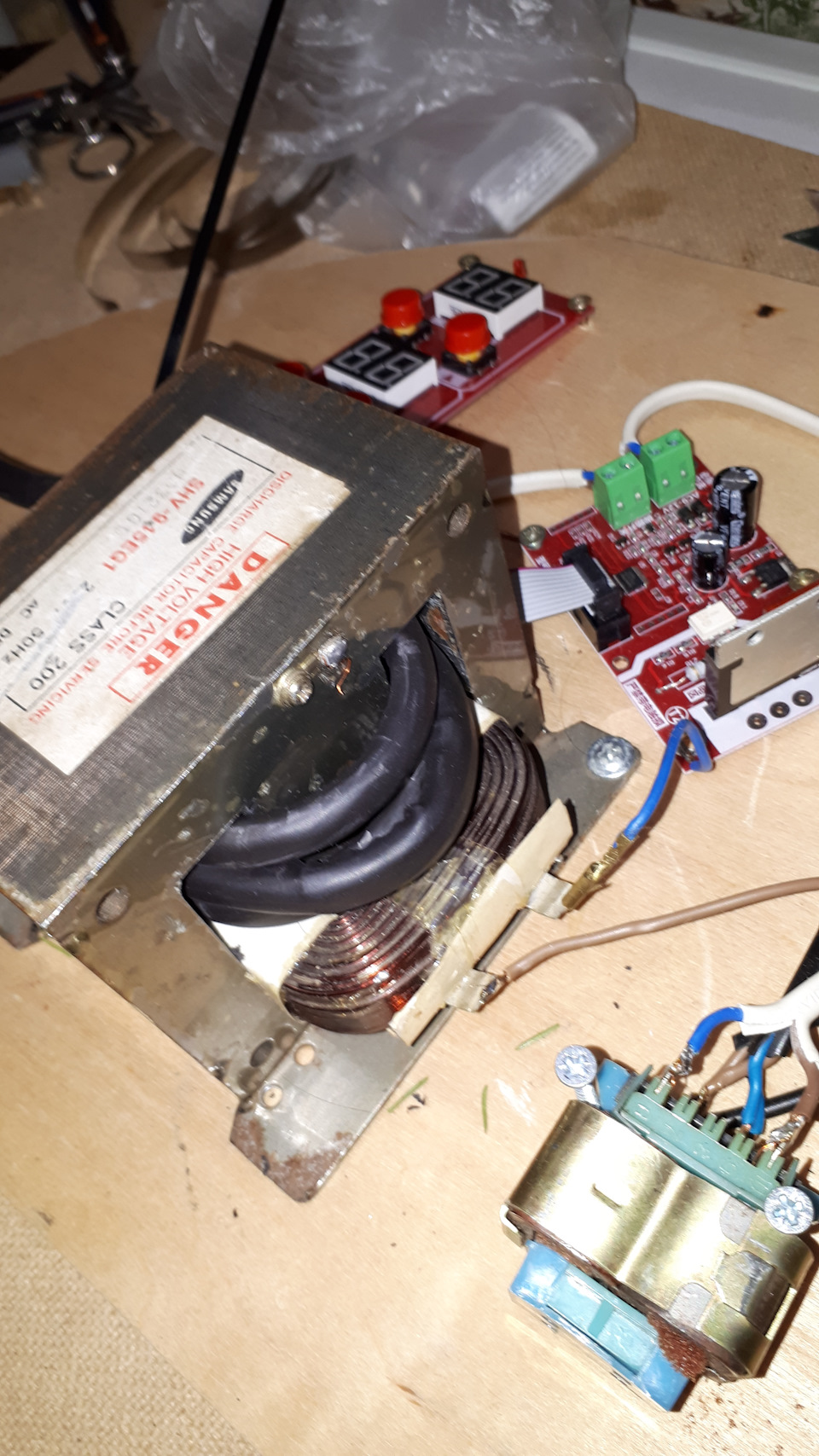
Начал удалять высоковольтную обмотку. Сначала стамеской срезал одну сторону:

Затем также срезал другую сторону, оставшуюся часть засверлил и выбил. Убрал шунты между обмоток.

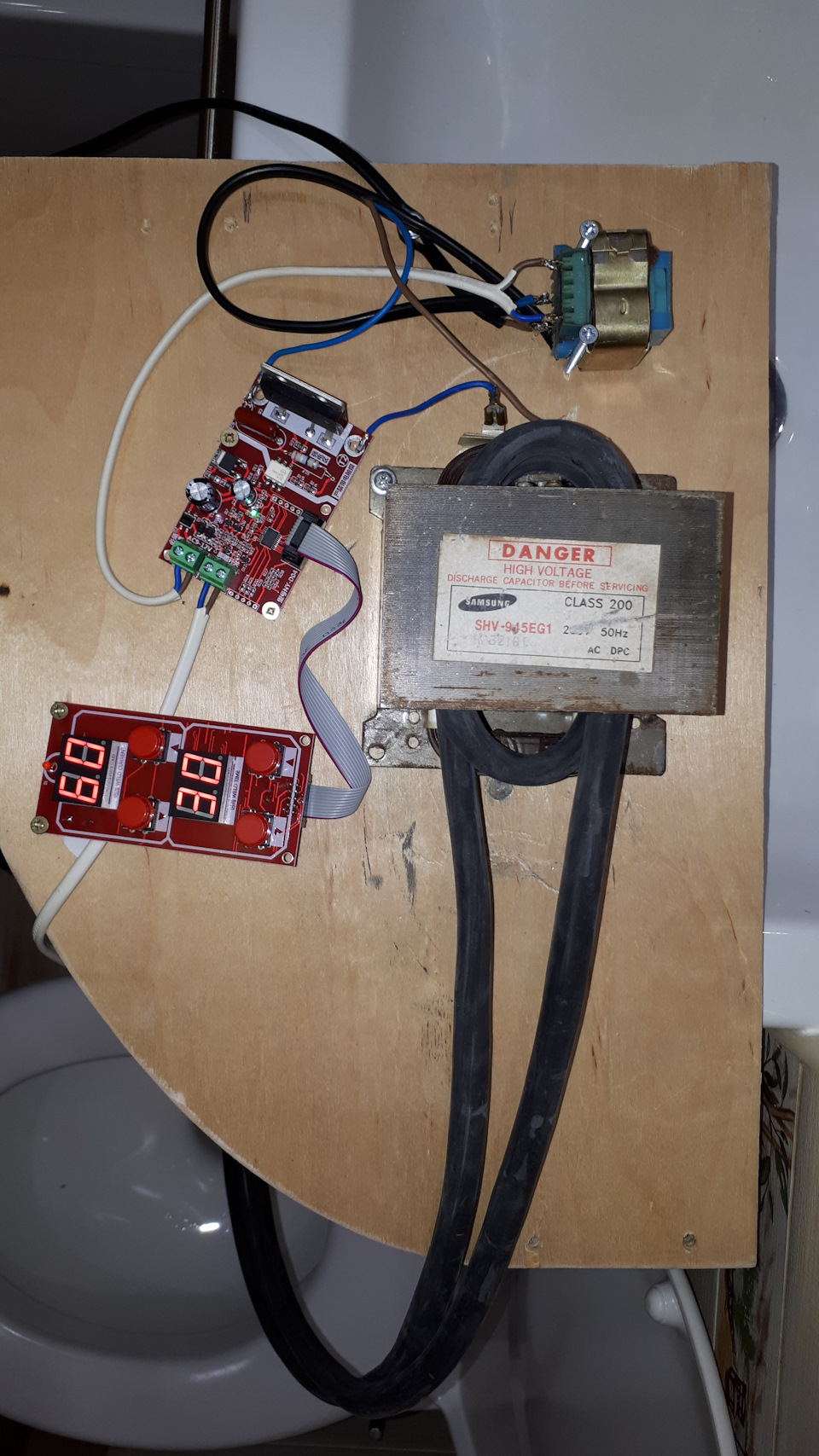
Намотал один виток кабеля 50 квадрат на трансформатор (больше не уместилось). Напряжение вторичной обмотки получилось ~1,7 В. Затем все собрал на доске
Сварные электроды сделал из одножильного кабеля 6 квадрат, муфты и болтов из нержавейки. В муфте нарезал резьбу и болтами зажал медную жилу.

Для питания платы управления нужно было переменное напряжение 9-12 Вольт. Для этого купил на авито древний блок питания и вынул из него трансформатор.
Аппарат заработал, но никелевую полосу не получалось нормально приварить. Нужен был долгий импульс, который приводил к сильному нагреву полосы и аккумулятора.
Подумав над тем, что не так, решил, что недостаточное напряжение вторичной обмотки, и решил перемотать вторичную обмотку, чтобы сделать два полных витка. Для этого снял изоляцию с кабеля и затянул жилу в термоусадку. Благодаря этой манипуляции поместился еще один виток на трансформаторе. Напряжение вторичной обмотки поднялось примерно до 3 В.

Собрал все снова
Попробовал — и вуаля! Пластинка приварилась как положено на минимальном временном интервале (20 мс).
На доске аппарат выглядел мягко говоря не очень здорово, поэтому решил сделать для него корпус из компьютерного блока питания.
Распечатал трафарет для кнопок платы управления

Выпилил и высверлил отверстия

Места в корпусе оказалось слишком мало, поэтому пришлось размещать все очень плотно

Изначально хотел вентилятор убрать и заглушить отверстие пластиной алюминия, но трансформатор был больше, чем корус. Ничего дельного не придумал, как закрыть торчащий трансформатор, и решил просто на длинных винтах сбоку прикрепить вентилятор. Чтобы он не был декорацией, взял остаток блока питания (диодный мост с конденсатором) и подключил к нему вентилятор.

Подключил педаль с алиэкспресса через разъем.
Вот что в итоге получилось:
DIY-поделка: точечная сварка трансформатор+Arduino Pro Mini

Давно ничего не писал о джиме, хотя есть пару моментов, о которых можно написать.
Был занят новым увлечением — микроконтроллеры AVR :). Ну как микроконтроллеры — Arduino c соответсвующей IDE :)
Первое, что хотел сделать — точечную сварку, чтобы заменить элементы в дохлой батарее на ноуте.
Точечную сварку сделал, но вот первый блин комом — батарею в итоге запорол :).
Ну теперь немного о точечной сварке.

Естественно, идея не моя, смотрел несколько реализаций на просторах интернета.
1 Вариант. На основе мощного реле и 12 вольтового аккумулятора. Смотрел на алиэкспрессах — бывают реле на 100, 200, даже 500 ампер. Смущала их неизвестная надежность (если залипнет — мало не покажется).
2 Вариант. На силовых транзисторах. Здесь сложная для меня задача — начинающего путь в электронике :). Нужно использовать несколько силовых транзисторов с желательно одинаковыми параметрами и по хорошему использовать драйверы для синхронного открытия (в параллель транзисторы имеют свойство гореть из-за разного времени переходных процессов) и еще правильную обвязку всего этого. В общем сложно. Вариант отмел после более подробного рассмотрения.
3 Вариант. На основе трансформатора. В принципе, не сложнее первого. Единственная на тот момент проблема — найти нужный трансорматор. Пока приглядывался к реле на алике, оказалось, что у родни валяется старая микроволновка LG. Вот и ушли все сомнения — реализация будет не на реле и аккуме, а на сети 220 вольт и трансформаторе.
Итак, Вариант 3.
Первым делом разобрал микроволновку:

Ниразу до этого не перематывал трансформатор . А пришлось :). Болгаркой спилил тонкую высоковольтную вторичку. Не обошлось без косяка. Один виток первички теперь спаян и заизолирован (чирканул болгаркой, но в итоге работает :)) Транс не разбирал. Вторичку после спиливания долго и нудно аккуратно по сантиметрику выбивал подручными средствами.
Купил кабель 35мм, 1 метр. Сделал 1,75 витка примерно. Получил ~1,7Вольт переменки. Иримерно правильно — около 1 вольт на виток.

Прежде чем так смело сделать данное фото — подключал трансформатор последовательно с лампой накаливания 95 Вт. :) Вдруг которыш в первичной. Но все обошлось хорошо. Ток холостого хода высоковат, так что для долговременной работы трансформаторы от микроволновок не подходят — греются.
Теперь дело стало за корпусом. В "интернетах" видел корпус из доски, металические… Разные в общем. В итоге сделал из того, что было под рукой: кусок полки из ДСП от шкафа и корпус микроволновки:

Любопытно, что на сборку и покраску корпуса ушло намного больше времени (несколько недель в сумме по пол-часа в гараже), чем на этап запрограммировать контроллер (один день с отладкой) и колхоз ардуино к корпусу.

Важный этап обжимки кабеля сечением 35мм2 Выполнил в тисках. Не прессом, но обжимал как мог с помощью гвоздей :)
Читайте также: