Сварочный кабель на 250 ампер
Обновлено: 17.05.2024
Поиск сварочного кабеля после покупки инверторного аппарата нельзя назвать редкостью. Каким бы хорошим не было сварочное оборудование, провода, идущие с ним в комплекте, часто не соответствуют ожиданиям. Некоторых не устраивает материал жилы, других – длина, третьих – гибкость – и это далеко не все, что может вызывать недовольство.
Какой кабель для сварочного аппарата лучше? Профессиональные сварщики подбирают для себя тот вариант, который максимально удовлетворит их требованиям. От чего отталкиваться? На что обратить внимание? В этой статье вы познакомитесь с основными марками и научитесь отсеивать неправильные варианты, акцентируя внимание на главных характеристиках сварочного кабеля для электродержателя , зажима заземления и коммутацией с электросетью.
- КГ
- КОГ1
- КГН
- КГ-ХЛ
- КПЭС
- КВС
- КГТ
Среди них нет унифицированного варианта на все случаи. Для каждой конкретной ситуации оптимальна та или иная комбинация параметров кабеля для сварочного аппарата. Поэтому для начала сделайте правильный выбор марки, а после – разберетесь с основными параметрами – сечением и длиной кабеля, а также материалом сердечника.

Кратко о марках:
Данный вид можно встретить практически в любом магазине. Аббревиатура расшифровывается как «кабель гибкий». Шнур такого плана можно подключать к сети на 220 или 380 В, и, конечно же, использовать для массы и держателя. Он работает с переменным и постоянным током (до 660 В и 1000 В) при частоте до 400 Гц.
Является менее универсальным и прочным, чем предыдущий вариант. Но обладает особой гибкостью – в его жиле используются более тонкие проводки. Это означает меньший радиус разворота, способствующий более комфортному процессу сварки в труднодоступных местах.
Данный сварочный кабель пригодится при высотных работах, так как его удобно наматывать на руку для надежного закрепления. Пропускная способность – 220 В при 50 Гц.
Буква «Н» в маркировке подобного кабеля для сварки означает его негорючесть (устойчивость к высоким температурам). Изоляция КГН изготовлена из жаростойкого материала, выдерживающего нагревание 200 °C и более.
Главная особенность провода дает возможность осуществлять сварку или резку в экстремальных температурных условиях (например, сваривание металлов вблизи или в эпицентре источника возгорания). Из-за устойчивости к жару КГН-кабели востребованы среди работников МЧС, ремонтных бригад в судостроительной отрасли и т.д.
Как уже говорилось ранее, «КГ» – кабель гибкий, остальные две буквы в конце говорят о том, что сварочный кабель может эксплуатироваться на холоде и морозе, достигающем - 60 °C. Способность сохранять гибкость при низких температурах обеспечена использованием в составе оплетки специального каучука.
*Если предполагается работа при низких температурах, то данный вид кабеля станет лучшим вариантом для покупки.
Сварочные кабели такого плана применяются для полуавтоматической сварки. Они отличаются наличием внутри спиралевидной трубки для пропуска проволоки. Представители марки рассчитаны на работу с любым видом тока под напряжением 42/48 В при частоте 50 Гц.
Из весомых знаний о КПЭС стоит выделить то, что прослужат они недолго (минимум полтора месяца - максимум полтора года), а на стоимость существенно повлияет диаметр.
Это сварочные кабели с дополнительным защитным слоем полихлорвинила на жиле. Отличаются большей устойчивостью к истиранию, что делает их отличным вариантом для использования на строительных объектах.
Стоит отметить, что представители марки КВС куда менее гибки, чем остальные. Помимо устойчивости к механическому воздействию, они легко переносят низкие температуры и могут свободно использоваться в диапазоне от -40 до 40 градусов Цельсия.
Буква «Т» в конце означает возможность применения в условиях тропиков. Подобные сварочные кабели характеризуются способностью выдерживать температуру окружающей среды до +85 °C. Выпускаются с покрытием, которое успешно противостоит воздействию влаги, грибка и плесени.
Особенности жил электрокабелей – сколько жил должно быть?
Проводник в сварочном кабеле может быть алюминиевым (омедненным) или медным. Первый вариант отличается более низкой стоимостью, но является менее гибким, имеет меньшее удельное сопротивление, больше греется. Шнур с проводником из алюминия больше подойдет сварщикам-новичкам или для бытовых нужд. Провода с медными жилами незаменимы, если речь заходит о профессиональных работах.
При покупке обращайте особое внимание на продукцию от китайских производителей, поскольку в варианте с заявленным медным проводником может содержаться только 70% Cu. В быту подобные электрокабели использовать можно, но профессиональные сварщики обходят их стороной или меняют после некоторого время использования. Распознать низкопробный продукт легко – жилы в нем выглядят тускло.
Все электрокабели бывают одножильными и многожильными (если учитывать варианты не только для сварки). В данном случае имеется в виду количество жил под одной общей изоляцией. Это число можно увидеть в маркировке перед параметром площади сечения.
Для сварочных аппаратов понадобится одножильный электрокабель, о чем стоит запомнить всем начинающим сварщикам, которые хотят удлинить провода или заменить их на лучший вариант.
Как правильно выбрать сечение кабеля

Металлический сердечник электропровода – это переплетенные между собой тонкие проволочки в количестве от 30 до 1000 шт. Площадь сечения кабеля для сварочного аппарата подбирается в зависимости от используемого тока и мощности установки. С возрастанием ампеража, появляется потребность в большей площади сечения.
К примеру, провод 1x6 мм² выдерживает максимум 11 кВт нагрузки при силе тока от 80 до 100 А. Однако не стоит использовать сварочные кабели на пределе их возможностей из-за риска перегрева и расплавления, поэтому максимальное значение принято делить на 2. То есть вариант 1x6 мм² оптимально будет использовать для работы с аппаратом, который имеет потребляемую мощность 5 кВт. Для ампеража 120-150 А нужно будет использовать электрокабель 1x10 мм², для 150-180 А – 1x16 мм² и т. д.

Для бытовых нужд сгодится вариант 1x16. Если вы работаете в мастерской, то ваш выбор – это провода 1x25, 1x50.
Требования к изоляции провода
Следует приобретать электрокабель с толщиной изоляции не менее 1,1 мм. В противном случае возникнет повышенный риск оголения токоведущей части из-за трения о пол и предметы. На ощупь качественная наружная обмотка гибкая и мягкая. Также обращайте внимание на класс изоляции, обозначаемый буквой. К примеру, «H» - означает способность выдерживать температуру нагрева +180 °C.
Гибкость электрокабеля
Выбирайте продукт не менее четвертого класса по гибкости. Более тугие варианты значительноменее комфортны в использовании: они плохо сматываются, выкручивают руки. Провода с маркировкой КГ принадлежат к пятому классу гибкости, КОГ1 – к шестому.
Как правильно выбрать длину кабеля и стоит ли удлинять имеющийся
Потребность в удлинении кабеля для инвертора появляется, когда нужно работать с длинными конструкциями, вроде заборов, или забираться на высоту. Благодаря наращиванию длины, переносить инверторный аппарат придется намного реже.
Однозначный ответ на вопрос, стоит ли удлинять сварочный кабель, дать нельзя. В одних ситуациях его удлинение возможно, в других нежелательно – необходимо учитывать характеристики, которые у вас есть изначально.
Как многим известно, еще из школьных уроков физики, чем больше длина, тем выше сопротивление. На выходе же получается более низкая сила тока. Поэтому для определения оптимального значения следует пользоваться специальной формулой:
l=S/(I ÷ 100)
Допустим, у нас есть инвертор на 160 А и электрокабель с площадью сечения 25 мм². Расчет длины кабеля для инвертора будет выглядеть следующим образом: (25 мм²)/(160 А ÷ 100)=15,625 м.
Также в любом случае следует придерживаться правил техники пожарной безопасности – не превышать максимально допустимую длину кабеля для сварки (30-40 м).
Для наращивания нельзя применять скрутки, поскольку использование подобного метода чревато увеличением сопротивления и повышением риска нагрева. Соединяйте две части проводки надежной медной опрессовкой. Она обеспечивает отличный, плотный контакт.
Будьте внимательны к выбора кабеля – используйте знания, полученные в статье, чтобы не совершить ошибок при покупке.
Длина сварочных проводов

Работая со сварочными аппаратами, мастера используют шнуры разной длины. Это зависит от особенностей оборудования. Проблема в том, что зачастую одного кабеля, который входит в комплект, недостаточно при проведении тех или иных работ. Такие трудности испытывают как начинающие, так и опытные мастера.
Так какая же длина сварочных кабелей является приемлемой для работы на разном оборудовании? Можно ли соединять их между собой и насколько это безопасно? На эти вопросы мы ответим в данной статье.
Назначение и конструкция сварочных кабелей
Сварочным кабелем запитывают ручные, автоматические и полуавтоматические установки в процессе проведения электродуговой сварки. Такие силовые провода позволяют создать замкнутый контур между источником питания (инвертором, реостатом и т. д.) и держателем электродов и заземляющим зажимом («массе») посредством подачи электрического тока.

Сварочные кабели редко производят из алюминия в связи с его высокой теплопроводностью, которая может стать причиной сильнейшего перегрева жилы и изоляционного слоя – этому в наибольшей степени подвержены «горячие» места близкого контакта с поверхностью сварки. Проводникам из алюминия также не хватает эластичности, из-за чего их не рекомендуется часто разматывать и сматывать.
Эти минусы отсутствуют у медных проводов, что делает более предпочтительной сварку с использованием проводников из меди. Сварочные кабели бывают двух видов: одножильные и многожильные, вторые совмещают в себе основную жилу и нулевую, заземляющую и т. д.
Кабели для сварочных аппаратов обладают следующими ключевыми преимуществами:
- допустимые электрические нагрузки имеют высокое значение (на частотах до 400 Гц для переменного тока – до 0,66 кВ, для постоянного – до 1 кВ).
- увеличенная гибкость;
- стойкость при сдавливании и растягивании;
- устойчивость к воспламенению и горению;
- допустимость использования на открытом участке. Кабели обладают стойкостью к резким температурным перепадам, ультрафиолетовому воздействию, осадкам, агрессивному влиянию химических веществ;
- многообразие видов, различные длины сварочных проводов, что значительно упрощает выбор изделий, подходящих для определенных условий сварки.
Сварочные провода обладают необходимыми техническими свойствами и особенностями конструкции, чтобы устоять перед высокими нагрузками тока и суровым режимом температур, при этом подавать электропитание без перебоев и создавать комфортные условия для быстрой и качественной работы.
Требования к сварочным кабелям
Сварочный кабель должен соответствовать следующим важным требованиям:
- отсутствие дефектов на изоляции, вызванных частыми перегибами, а также сматыванием и разматыванием при переноске;
- стойкость внешней оболочки к воздействию продуктов нефтепереработки, а также к нагрузкам при ударах и разрывах;
- проводник, который подключается к держателю, должен отличаться максимальной гибкостью, чтобы не создавать препятствий для рабочего процесса;
- стойкость к образованию трещин при низких температурах и ультрафиолетовом воздействии;
- достаточные длина и сечение сварочных проводов для избежания перегрева при работе на самом высоком токе, который может выдавать сварочный аппарат.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Виды кабелей
По количеству жил все многообразие сварочных кабелей можно разделить на 3 группы:
- Одножильные – тонкие медные проволоки, образующие пучок. Их используют с переносными аппаратами для электродуговой сварки.
- Двужильные – позволяют подключить катод и анод при импульсной сварке высокочастотным током и при нарезании заготовок.
- Трехжильные – позволяют осуществить качественную автоматическую сварку стыков трубопроводов и наложить струйные швы.
Характеристики и маркировка сварочного кабеля
Ассортиментный перечень марок кабелей для сварки ориентирован на различные условия работы. Часть изделий отличаются стойкостью к высоким температурам, другие – к низким, третьи предназначены для работы под водой. Понимание ключевых характеристик, а также допустимых значений длины и сечения сварочных проводов позволит сделать правильный выбор.

Кабель КРТП имеет гибкие многопроволочные медные жилы, его применяют в передвижных аппаратах для ручной сварки. Аббревиатура говорит о тяжести и возможности переноса кабеля, а также указывает на наличие резиновой изоляции («кабель резиновый тяжелый переносной»).
Цифры, следующие за буквами, говорят о количестве проводников и площади сечения. Маркировка имеет несколько звеньев, если проводники отличаются по толщине либо при наличии заземляющего проводника.
Предыдущая марка снимается с производства – на смену ей приходит гибкий кабель для сварки КГ. Цифры в конце названия говорят о числе проводников и сечении. Используемые в аббревиатуре буквы указывают на следующие свойства:
- ХЛ – возможность проводить работы при температурном режиме ниже 60 ?C. Покрытие выполнено из материала, не трескающегося в условиях мороза.
- Т – для создания изоляции использован антисептический материал, стойкий к плесени и грибку. Использовать кабель можно при повышенной влажности и температуре до 55 ?C. По другим данным, температура может достигать 85 ?C.
- Н – проводники имеют негорючую изоляцию, они применимы в условиях повышенной пожароопасности.
Буква П в начале аббревиатуры говорит об отдельной изоляции жилы посредством полимерного материала (к примеру, пленки ПВХ).
Провода, с которыми можно работать на высоких частотах, имеют в названии буквенное сочетание ВЧ. Такие кабели отлично подойдут для инверторных сварочных аппаратов.
КОГ – марка особенно гибких кабелей, позволяющих проводить качественные сварочные работы в некомфортных условиях. С их помощью осуществляется подключение держателей электродов к ручным, автоматическим и полуавтоматическим сварочным аппаратам. О типе изделий говорят следующие буквы:
- Т – температурный режим от -30 до +50 ?C;
- У – от -50 до +50 ?C;
- ХЛ – от -60 до +50 ?C.
Расчет максимальной длины проводов
Длина сварочных проводов не регулируется никакими стандартами. Со стороны части компаний-производителей этот вопрос носит рекомендательный характер, компетентные мастера могу дать совет на основе собственного опыта. Но в любом случае важно знать об особенностях каждого из типов изделий.
Для инвертора (220 в и 380 в)
Для определения допустимой длины сварочных проводов для инвертора используется следующая формула:
Lmax = Sk / k, где
Sk — максимальная площадь сечения медного провода;
Lmax — максимальное значение длины;
k — коэффициент: если величина тока составляет 200–500 А, он принимает значение 2; если ток ниже 200 А — величина тока делится на 100.

Найденное по формуле число будет являться максимальной длиной кабеля для сварочного аппарата инверторного типа, в которую включается также шнур с клеммой и электродержателем.
На примере инверторного аппарата «Ресанта 190» определим, какая длина сварочного провода будет максимальной для этой модели. Предельный ток составляет 190 А – это ниже 200 А, следовательно, для расчета коэффициента следует разделить величину тока на 100: k = 190/100 = 1,9.
Для сварочных инверторов такого типа используются провода с площадью сечения, равной 16 мм2. Значит, Sk = 16. Подставляем выявленные значения в формулу и получаем: Lmax = 16 / 1,9 = 8,4 м.
Такой расчет позволит избежать сложностей при выборе проводов для инверторного сварочного аппарата.
Пожарная безопасность
По нормам безопасности для предотвращения возможного пожара длина сварочного провода не должна превышать значение в 30–40 м.
При сварке с использованием кабеля большей длины падение напряжения в сварной цепи приведет к снижению качества работы. Помимо того, что производить сварку со слишком длинным проводом нерационально, может быть повреждено оборудование и нанесен вред здоровью мастера.
Питающая сеть и мобильные установки должны быть соединены проводами длиной не более 10 м.
Способы соединения кабелей между собой
Чаще всего в комплектацию всех сварочных аппаратов входят наборы проводов длиной не более 2–3 м. Однако в некоторых случаях пользоваться такими шнурами неудобно. Это обусловлено тем, что мастеру зачастую необходимо перемещаться по рабочей площадке вместе с инвертором. Делать этого не придется, если длина сварочных проводов будет достаточной.
Во избежание проблем при проверке инспектором наращивать сварочный провод необходимо в соответствии с нормами пожарной безопасности – максимально допустимая длина может составлять 40 м.

Никаких официальных запретов на увеличение длины жил нет, но при этом повышается сопротивление шнура, что приводит к необходимости работать сварочным аппаратом на максимальных нагрузках. Это негативно сказывается на оборудовании и приводит к быстрому износу.
Для сохранения постоянной величины сопротивления жил следует увеличить площадь сечения. Наращивая вдвое длину сварочных проводов, сечение также нужно увеличивать в 2 раза. Когда длина шнура достигает максимально допустимого значения, при этом увеличивается площадь его сечения, в конечном счете сварочный кабель может превзойти по весу непосредственно инвертор.
Для проведения сварочных работ с небольшими металлическими изделиями длина в 5–10 м будет достаточной. При необходимости сварочный аппарат можно подключить к электрической сети с помощью удлинителя.
Для соединения сварочных проводов между собой можно воспользоваться одним из следующих способов:
Скрутки – самый простой метод, при этом достаточно надежный. Однако на этот способ удлинения кабелей существует запрет согласно правилам устройств электроустановок. Исключительным случаем является включение их в технологии прочих соединений. Но делать скрутки предпочитает большинство специалистов, несмотря на существующий запрет.
Чтобы обеспечить надежный контакт, перед скруткой с концов жил удаляется изоляция, после чего они обрабатываются растворителем и зачищаются с помощью наждачной бумаги.
Горячая пайка – к этому способу наращивания длины сварочных проводов прибегают при соединении жил с малым сечением. Проводится зачистка их концов до блеска, лужение, скручивание и обжим с помощью плоскогубцев. Чтобы исключить окисление, поверхность обрабатывается канифолью или флюсом.
Скрутку необходимо нагреть паяльным аппаратом или горелкой – выбор инструмента зависит от площади сечения проводов. Зазоры между проволоками заполняют припоем, который вносится в пламени горелки или на жале паяльного устройства. Когда кабель остынет, остатки флюса необходимо смыть.
- Опрессовка – этот метод предполагает использование гильз для опрессовки, материал которых аналогичен кабелю (медь или алюминий). Гильзы надеваются на скрутки и обжимаются с помощью клещей.
- Контактная, газовая, термитная сварка позволяют добиться надежного соединения проводов. При контактной сварке жилы нагревают и сплавляют дугой, полученной благодаря угольному электроду. Вторым типом сварки пользуются только в том случае, если нужно соединить алюминиевые провода, площадь сечения которых меньше 20 мм2. Термитная сварка требует применения специальных патронов.
- Подключение жил к стационарным устройствам осуществляют с помощью кабельных наконечников, которые подвергаются опрессовке и припаиванию.
Переносные инверторы оснащены специальными разъемами, гнезда которых имеют маркировку «+» и «–». Гнездо «–» предназначено для присоединения к нему провода от держателя в условиях прямой полярности.
Стремясь к увеличению длины сварочных проводов, следует помнить об одной важной особенности – изменение сопротивления и напряжения. Применение шнура большей длины приводит к увеличению первого и снижению второго. Ошибка при выборе кабеля способна сделать невозможным проведение сварочных работ, или, что еще хуже, – привести к повреждению инвертора.
Провода для сварочного аппарата - оптимальное сечение
![Провода для сварочного аппарата - оптимальное сечение]()
Фейерверк разлетающихся слепящих искр с эпицентром, который похож на ярчайшую сверхновую звезду - многие из нас с интересом наблюдали за работой сварщика, зная, что на самом деле это очень опасно для зрения. Сварка - это не только красивый, но и технологически сложный процесс, требующий первоклассного оснащения и отличных профессиональных навыков.
К счастью, мы не будем рассматривать все 150 способов и разновидностей сварочных процессов, которые существуют сегодня, а остановимся на важной проблеме рационального выбора силового кабеля для сварочного аппарата. Речь пойдет об основных типах проводов для сварки, их конструктивных особенностях, популярных марках и критериях определения оптимального сечения.
![]()
Сварочный кабель применяется при выполнении работ методом электродуговой сварки для запитывания ручных, автоматических и полуавтоматических установок. При помощи силового провода данного типа осуществляется подведение электротока от сварочного аппарата, балластного (регулирующего) реостата или иного источника питания непосредственно к держателю электродов и заземляющему зажиму ("массе") для создания замкнутого контура.
![image003.jpg]()
Алюминий редко используется при производстве сварочных проводов, поскольку имеет высокую теплопроводность, приводящую к критическому перегреванию жилы и изоляционного слоя, особенно в "горячих" местах близкого контакта со свариваемыми поверхностями. Кроме того, алюминиевые проводники недостаточно эластичны, поэтому плохо переносят процедуру частого сматывания и разматывания. Медный кабель не имеет подобных недостатков, поэтому хорошо зарекомендовал себя в качестве проводника для сварочного аппарата. Изделие может выпускаться как в моножильном, так и в мультижильном исполнении, которое включает в себя различные комбинации основной жилы с нулевой, заземляющей или другими вспомогательными.
К основным достоинствам кабелей для сварочного инвертора относятся:
- высокие показатели допустимых электронагрузок (до 0,66 кВ переменного тока на частотах до 400 Гц, до 1 кВ - постоянного),
- повышенная гибкость,
- стойкость к сдавливающим и растягивающим воздействиям,
- пожарная безопасность - проводные изделия не должны воспламеняться и распространять горение,
- возможность применения на открытом пространстве. Сварочные провода выдерживают резкие перепады температур, влияние ультрафиолета и осадков, химически агрессивных веществ,
- многочисленные исполнения, облегчающие выбор сварочногокабеля под текущие условия технологического процесса.
Конструктивные особенности и технические характеристики провода для сварки продуманы таким образом, чтобы изделие выдерживало высокие токовые нагрузки и жесткий температурный режим, обеспечивая бесперебойное электропитание, быстрый, качественный и максимально удобный рабочий процесс.
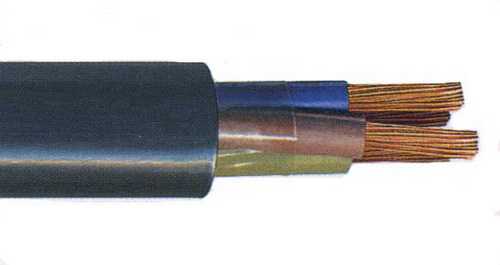
Сварочный кабель состоит из:
![]()
· медной или меднолуженой мультипроволочной токопроводящей жилы 5-го класса гибкости,
· синтетической спецпленки ПЭТ-Э, выполняющей функцию защиты проводящей ток жилы от склейки с изоляционным материалом,
· изолятора из резины марки РТИ-1 (или хладостойкой РТИ-1-ХЛ), имеющей в составе бутадиеновые и натуральные каучуки, которые и обеспечивает повышенную гибкость изделия,
· разделительного слоя из ПЭТ-Э, выполняющего аналогичные функции,
· общекабельной оболочки-изолятора, произведенной из шланг-резины других типов - маслостойкой РШН-1 или РШТ-2 (хладостойкой РШТМ-2-ХЛ), созданных на основе на основе полихлоропрена, бутадиеновых и изопреновых каучуков (РТИШМ и хладостойкая РТИШ-ХЛ используются в одножильных марках),
Классификация медных кабелей для сварочного аппарата
Провода для сварки можно купить у любого торгового предприятия, которое занимается реализацией кабельной продукции. Кабеля для сварочного аппарата различаются по цене, но обычно классифицируются по другим критериям.
По функциональному назначению различают:
- силовой провод - его применяют для подключения инвертора, трансформатора или иного устройства к электролинии,
- соединительный кабель для сварки - используют для передачи рабочего напряжения,
- провод для держателя - подает электроток на контактную часть сварочного аппарата,
- заземляющий и/или нулевой провод.
Как уже было сказано, в многожильных исполнениях сварочных проводов функционал может объединяться в одном изделии.
По области применения выделяют модификации сварочных кабелей для:
- бытовых устройств, работающих с токовыми нагрузками 100-250 А,
- полупрофессиональных установок (до 330 А),
- профессиональных сварочных устройств, применяемых с электротоком силой до 500 А,
- сверхмощных промышленных аппаратов (до 680 А).
Марки сварочного кабеля
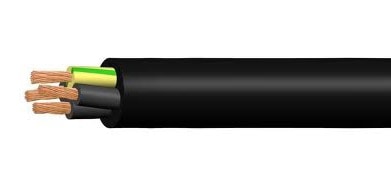
Сварка - достаточно динамичный технологический процесс, который обычно подразумевает необходимость постоянного перемещения специалиста или смены позиции рабочего инструмента. Поэтому профессиональные сварщики используют только гибкие разновидности проводников, например, КГ, КГН или КОГ1.
![image006.jpg]()
Наиболее популярной маркой сварочных кабелей считается КГ. Отличаясь приемлемой ценой и оптимальными техническими характеристиками, КГ хорошо зарекомендовал себя как надежный "передатчик" электротока на держатель или силовой провод, питающий аппарат для сварки от сети.
![]()
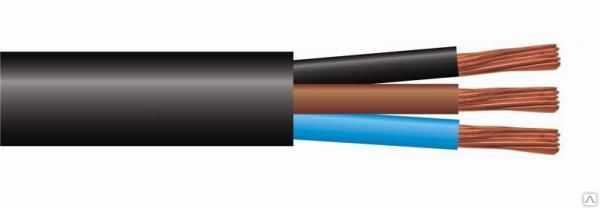
Марка КГН создавалась для потребностей судостроения, поэтому отлично приспособлена для функционирования в агрессивной среде, помещениях с высокой влажностью воздуха, длительным конденсированием влаги, а также зонах повышенной пожарной опасности. Гибкий проводник КГН отличается от сварочного кабеля КГ наличием маслостойкой оболочки из резины РШН-1, которая выполнена на базе полихлоропрена и не поддерживает горение. Марка КГН часто используется в качестве обратного сварочного провода, который обычно располагается на поверхности пола производственного помещения или на земле.
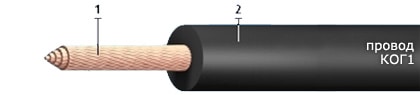
![]()
Если для равномерного прогрева свариваемых поверхностей требуется обеспечить максимальную мобильность специалиста, то в качестве сварочного кабеля может применяться сверхгибкая марка КОГ1. Эта особенность проводника достигается благодаря облегченной конструкции. Он состоит из 1 мультипроволочной жилы, которая заключена в шланг-изолятор из РТИШМ-резины. Сварочный провод работает с переменным напряжением 200 В (50 Гц), постоянным - 700 В и присоединяется к оборудованию через пайку, сварку или опрессовку.
Какой кабель нужен для сварочного аппарата?
Провод для сварки подбирается под конкретный рабочий проект и должен отвечать ряду требований. Как правило, для выбора сварочного кабеля достаточно правильно определиться с токовыми характеристиками подключаемого инвертора или другого сварочного устройства и сечением провода, указанным производителем в техническом описании изделия.
![]()
Необходимо соблюдать "золотое" правило - чем выше сила тока в сварочном аппарате, тем большего сечения кабель следует приобрести. Важно не перестараться, ведь при недостаточном диаметре жил оборудование может попросту не запуститься. При этом слишком толстый сварочный кабель - это лишние расходы и чрезмерная нагрузка для сварщика, который вынужден постоянно перемещаться с проводом.
Для выполнения относительно небольших сварочных задач, особенно это касается бытовых вопросов, достаточно использовать оборудование инверторного типа, которое отличается компактностью и доступной ценой. Параметры сечения кабеля для сварочного инвертора с различными токовыми характеристиками должны быть такими:
- 80-100 А - 6-7 мм2,
- 120 А - 10 мм2,
- 160-189 А - 16 мм2,
- 200/250 А - 25 мм2.
Более масштабные и сложные работы требуют применения сварочных трансформаторов или инверторов повышенной мощности. Для токовых нагрузок 289 А необходимо выбирать кабель сечением 35 мм2, 350-362 А - 50 мм2. Трансформаторы, способные "выдавать" 437 А требуют 70 мм2 проводов, 522 А - 95 мм2. Для корректной работы сварочных выпрямителей с величиной тока до 600 А необходимы кабеля с сечением 120 мм2.
Длина кабеля сварочного аппарата
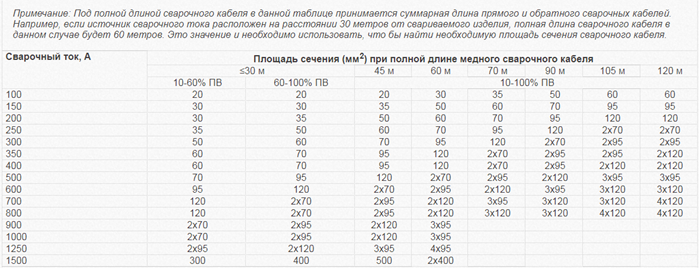
![image010.png]()
Еще одним важным критерием, который прямо влияет на производительность и качество сварочных работ, является длина проводника. Поскольку при увеличении протяженности сварочного кабеля происходит падение токовых характеристик, необходимо предельно точно просчитывать взаимосвязи данных параметров.
ПВ - продолжительность включения, одна из характеристик сварочного инвертора.
В таблице приведены примерные показатели сечения сварочных проводов для заданных значений силы тока и длины проводов. Важно учитывать рекомендации производителей агрегатов для сварки, которые могут прямо указывать предельные длины кабелей для каждой марки своих изделий, не рекомендуя или запрещая удлинение проводников.
Нужен кабель для сварочного аппарата? Подберем лучший вариант!
Отправьте заявку он-лайн или позвоните по бесплатномуСварочный кабель
![]()
Часто сварщикам приходится сталкиваться с ситуацией, когда кабель, идущий в комплекте к приобретенному оборудованию, слишком короткий и имеет алюминиевый сердечник, который быстро греется. Чтобы подобрать оптимальный кабель для сварочного аппарата, нужно ориентироваться в предложениях такой продукции на рынке и обратить пристальное внимание на некоторые нюансы. Только так специалист сможет выбрать надежный кабель, который будет хорошо работать при любой температуре воздуха и без проблем перенесет максимально допустимые нагрузки.
Марки сварочного кабеля и их характеристики
Прежде всего, следует понимать, что сварочный кабель испытывает нагрузки не только от инвертора, но и со стороны внешних условий. Трение о поверхность (в том числе асфальт, бетон и и.п.), высокие и низкие температуры, падение предметов – это привычные и неотвратимые неблагоприятные факторы. Поэтому при выборе кабеля необходимо учитывать рабочие параметры оборудования и условия его эксплуатации. Для начала нужно определиться, какие существуют кабели и чем они отличаются.
Гибкий сварочный кабель КГ
Одна из наиболее распространенных марок кабеля. Расшифровывается очень просто – кабель гибкий. Хорошо показал себя в работе с постоянным током до 1000В или переменным до 600В и частотой до 400 Гц. Провод предназначен для коммутации сварочного оборудования к сети 220 или 380 вольт, подключения к массе или держателю.
Сварочный провод КОГ1
От предыдущего аналога данный кабель отличается меньшим диаметром жил. Из-за этого он получился более гибким и характеризуется меньшим радиусом поворота. Такая особенность востребована для работы в труднодоступных местах или в случаях, когда нужно поднести электрод под непривычным – слишком острым или, наоборот, развернутым углом. Также гибкий кабель практичен во время работ на высоте, при потолочной сварке, когда шнур специалист наматывает на руку, чтобы облегчить его удержание. Проводка рассчитана для работы от сети 220 воль с частотой тока 50 Гц.
Буква «Н» в аббревиатуре несет информацию о том, что изоляционная оболочка кабеля негорючая. Она изготовлена из специального материала с повышенными показателями жаропрочности и выдерживает температуру свыше 200 градусов по Цельсию. Это проводник можно использовать даже в условиях возгорания, когда срочно требуется выполнить электросварочные работы.
Выдерживая экстремальные температурные условия, кабель востребован бригадами МЧС, пожарной охраны, ремонтниками на морских судах и т.п. В промышленности и быту провод востребован при работе на больших объектах, когда сварщику приходится прокладывать магистраль энергоснабжения через только что проваренные участки металла. Изоляция, соприкасаясь с горячим металлом, не плавится.
Сварочный кабель КГ-ХЛ
Индекс «ХЛ» информирует о том, что кабель отлично переносит холод. В его составе есть специальный каучук, снижающий вероятность растрескивания изоляции на морозе при изгибе. Он остается достаточно гибким даже при температуре в -60 градусов Цельсия. Поэтому востребован специалистами, работающими в условиях крайнего Севера. Поэтому практикующим специалистам, которым приходится часто работать на морозе, стоит обратить внимание на данный продукт.
В кабеле место центральной жилы установлена спиралеобразная трубка. Такая конструкция способна пропускать внутри проволоку, которая замкнет цепь и инициирует электрическую дугу. Проволока может быть как цельной, так и полой с флюсом внутри. Предназначен кабель для полуавтоматической сварки, а его цена зависит от диаметра. Из-за особенностей устройства, в частности, из-за полой конструкции кабель служит недолго – примерно 1,5 года. Может работать при температурах до -10 градусов Цельсия и рассчитан на прохождение переменного или постоянного электрического тока напряжением 42/48 вольт.
Маркировка обозначает, что в изоляции присутствует полихлорвинил. Благодаря этому оболочка более вынослива к истиранию и отлично подходит для работ, требующих мобильности сварщика. Перемещаясь по площадке, он может смело тащить кабель по основанию, даже если оно из бетона. Кабель рассчитан на передачу электропотока напряжением 127-220В и работу в широком температурном режиме: от 40 градусов мороза до 40 градусов тепла. Недостаток такого кабеля – очень слабая гибкость. Он не подходит для проводника к электродержателю. Чаще всего он востребован в качестве проводника от электрической сети до сварочного аппарата.
Проводник выдерживает высокие температуры, вплоть до 80 градусов Цельсия. Изоляция не только при годна для использования в жарких условиях, но и отлично противостоит размножению плесени или грибка. Поэтому его приобретают для работы в условиях повышенной влажности.
Как выбрать кабель для сварки
Настало время переходить к практическим советам по выбору оптимального варианта кабеля. Он полностью должен соответствовать сварочному аппарату, с которым будет взаимодействовать. Помимо этого, есть ряд иных параметров, которые необходимо учитывать при выборе.
Какой должна быть жила
Сварочный кабель может быть одножильным. К примеру, он маркируется 1х16. Значение первой цифры – одна неразделенная жила. Благодаря такой устройству, проводник меньше греется и быстрее передает напряжение от источника питания к держателю. Другой пример – 11х30 – это многожильный кабель, где в маркировке первая цифра обозначает количество изолированных жил. Такой вариант будет оптимальным для промышленных установок, напряжение которых 500В и больше.
Жила изготавливается из меди или алюминия. В торговой сети чаще встречаются именно алюминиевое исполнение, поскольку такие продукты значительно дешевле. Когда сварочный аппарат используется редко, то этого вполне достаточно. Для профессионального использования нужен медный кабель: его удельное сопротивление меньше в 5-7 раз по сравнению с алюминиевым аналогом. Помимо снижения потерь тока медь обладает и другими достоинствами: она меньше греется и лучше гнется.
При выборе стоит особое внимание уделять китайским медным проводникам. Поскольку, как показывает практика, содержание меди в них не больше 70%. Убедиться в этом можно по срезу кабеля – жилы с примесями выглядят тусклыми. Для бытовых нужд такой кабель подойдет, но вот для профессионального применения он слабоват.
Сечение кабеля для сварочного инвертора
Металлический сердечник кабели внутри содержит большое число тонких жил. Их может быть от нескольких десятков до 1000 штук. Площадь сечения должна соответствовать мощности сварочного аппарата и силы тока электрической дуги. К примеру кабель, имеющий жилу сечением 6 квадратных миллиметров рассчитан на нагрузку не более 11кВт и силу тока до 100А. Однако, это не значит, что он будет оптимальным вариантом для инвертера с такими показателями мощности и производительности. Никогда не стоит рассчитывать на максимальные показатели, а лучше делить их пополам. Другими словами, такой кабель подойдет для подключения сварочного аппарата с потребляемой мощностью до 5 кВт.
Если планируется использовать электрод диаметром 2 мм при силе тока 80А, то вполне можно использовать кабель сечением 6 мм кв. Но для электрода чуть толще (например, «троечка») этого уже будет недостаточно. По этой причине оборудование нужно комплектовать кабелем, исходя из максимальных значений его мощности. Например, для бытовых аппаратов, не используемых в коммерческих целях или на производстве, достаточно кабеля сечением 16 мм. А вот для мастерской уже потребуется более мощный проводник с сечением 25-50 мм. Эксплуатация кабеля с меньшим сечением будет провоцировать его быстрый нагрев м перерасход энергии.
Требования к гибкости кабеля
В изготовлении оболочки производители руководствуются требованиями ГОСТа 23286-78. Слой изоляции не может быть меньше 1,1-1,2 мм, чтобы обеспечить достаточный уровень защищенности токовода от оголения. Производится обмотка из резины, в которую подмешиваются специальные добавки. Желательно, чтобы готовый продукт был в достаточной степени мягким и гибким. В то же время важно обеспечить хорошую сопротивляемость изоляции на истирание. Класс изолирующего слоя маркируется буквами и свидетельствует о его способности выдерживать высокие температуры. К примеру, F соответствует 150, а Н — 180 градусам Цельсия.
Длина сварочного кабеля
От этого показателя зависит возможность перемещения сварщика по рабочей площадке. Это особенно важно на высоте и в случае сваривания конструкций большого размера. Имея длинный кабель, специалист не обязан часто переставлять сварочный аппарат и может перемещаться только с держателем. Для стационарного рабочего места вполне достаточно около двух метров кабеля для массы и еще 3 – на электрододержатель. Для работы в цеху желательно увеличить показатели на 2-3 метра.
Но не стоит думать, что очень длинный кабель является самым мудрым решением. Нельзя удлинять кабель по своему усмотрению. Увеличение длины ведет к росту сопротивления, а значит – к снижению силы тока. Для расчета максимальной длины проводки применяется формула:
макс. свар. ток / 100 = коэффициент
Рассмотрим пример. Аппарат имеет показатель 160, тогда коэффициент будет равен 1,6. На него следует разделить сечение существующего кабеля. Предположим, что используется проводка сечением 25 кв. см. Тогда: 25/1,6=15 метров. Получается, что длина кабеля не может быть большей, чем 15 метров. На держатель можно отпустить 10 метров, а остаток – 5 метров – выделить на массу. Если же пренебречь расчетами и задействовать кабель длиной 20 метров, то сила тока, производимая аппаратом, понизится до 120 ампер.
Если кабель слишком короткий, а показатели оборудования допускают использовать более длинный, то можно не покапать новый, а нарастить существующий. Добавку прикрепляют с помощью опрессовки, обеспечивающей хороший плотный контакт. Не допускается скручивание двух частей проводки, так как это приводит к увеличению сопротивления магистрали. В любом случае, согласно положениям техники пожарной безопасности длина сварочного кабеля не должна превышать 30-40 метров.
Читайте также: