Кузнечная сварка дамасской стали
Обновлено: 05.10.2024
Кузнечная сварка является ключевой операцией в создании дамасской стали. Этот процесс требует температуры и давления для создания прочного сварного соединения. Наиболее популярный метод изготовления дамасской стали заключается в компоновке из контрастных слоёв стали пакета, его нагрева и непосредственной сварки составляющих при определённой температуре.
Кузнечная сварка является ключевой операцией в создании дамасской стали. Этот процесс требует температуры и давления для создания прочного сварного соединения. Наиболее популярный метод изготовления дамасской стали заключается в компоновке из контрастных слоёв стали пакета, его нагрева и непосредственной сварки составляющих при определённой температуре. При этом необходимо, чтобы сопрягаемые поверхности составляющих пакета были очищены от оксидных плёнок и шлаков. Отлично отполированные и плотно подогнанные бруски металла «прилипают» друг другу (как в случае с калибрами) и в идеальных условиях могут быть скованы и без нагрева. При нагреве металла электроны обретают подвижность и при правильно выбранной температуре и давлении приобретают возможность мигрировать в прилегающие поверхности соседних сопряженных металлов, формируя прочный сварочный шов.
Схема сборки многослойного пакета.
Проиллюстрировать это можно так. Набранный блок из восьми слоев металла с различным уровнем содержания углерода в них сковывается воедино. По завершению кузнечной сварки блок изгибается. Если сварка произведена с надлежащим качеством, между слоями не происходит растрескивание и расслаивание, - весь пакет ведет себя как цельный брус стали. Зашлифовав его торец и протравив его раствором хлорного железа можно увидеть простейший узор – параллельные полоски. После этого пакет расковывается и режется на две и более частей, собирается вновь и сваривается. Общее число слоев в законченном пакете зависит от количества слоев в исходном и количестве сворачиваний и сварок.
Наметившийся в конце XX века ренессанс в изготовлении дамаска вызвал к жизни и огромное количество спекуляций на этой ниве. Как ни странно это звучит, по настоящему качественный рабочий дамаск, в отличие от декоративного, производят единицы. Главной причиной этого видится малая информированность и коммерческая раскрученность данного направления: спрос рождает предположение, и на рынке появляется все больше и больше изделий из материала, отнести который к дамаску можно только по внешнему виду. Недостаток информации обусловил ряд заблуждений, господствующих в массовом сознании на счет такого материала.
В качестве главной характеристики дамасской стали, определяющей ее достоинства, обычно называют чередование слоев с высоким содержанием углерода, придающим клинку остроту, и низким, придающим ему прочность. На самом деле, в ходе кузнечной сварки слоев стали с разным содержанием углерода, имеет место его диффузия (т.е. перемещение из областей с высоким содержанием в область с низким). Это ухудшает режущие свойства высокоуглеродистых составляющих пакета за счет объединения по углероду, причем из-за обилия сварочных швов даже могут ухудшаться прочностные свойства всего клинка. Кроме того, выгорание углерода при многократной кузнечной сварке может снижать его содержание на 0,3-0,4%. Дабы компенсировать такие значительные потери, многие мастера идут на более жестокие режимы закалки, что сказывается на прочностных свойствах РК.
Другое популярное заблуждение гласит, что для пакета древние мастера брали очень дорогие и секретные марки стали, которые и образовывали редкие по красоте узоры. Но известны клинки уже XIX века из Германии и Франции, на которых легко считаются даже внедренные в узор буквы и цифры. Современным мастерам, владеющим технологией кузнечной сварки, создать подобные узоры тоже не представляет особых затруднений. Красота дамасских сталей в своей основе имеет различие цветов слоев сталей с разным химическим составом. Для ярких линий могут применяться простые углеродистые стали или даже низкоуглеродистые.
Светлые линии.
- 6 (отечественный аналог – 5ХНМ) – сталь с высоким содержанием никеля. При комбинации с углеродистыми сталями дает блестящие яркие линии. Эта сталь известна высокой прочностью, и ее добавка в пакет улучшает его прочностные свойства.
- O1 (отечественный аналог –ХВГ) – популярная инструментальная сталь с достаточным количеством хрома для формирования ярких линий в пакете с низкоуглеродистыми и высокоуглеродистыми сталями. Чувствительна к перегреву – начинает крошиться, но зато великолепно сваривается при невысоких температурах.
- никель – часто используется для яркой и блестящей составляющей пакета. Не рекомендуется для материала клинка. Никель является блокиратором углерода, и если в многослойном пакете слои никеля будут выходить на лезвие, то это негативно скажется на функциональности клинка. Популярен для менее критичного к нагрузкам прибора ножа, где формирует четкие контрастные линии.
Темные линии.
Темные линии дамасской стали формируются низколегированными углеродистыми сталями. Путем подбора сталей с разным содержанием углерода можно получить оттенки от светло-серого до густого черного; светлые тона обычно формируются за счет низкоуглеродистого проката. Добавка низкоуглеродистых элементов в состав пакета ведет к обеднению законченного клинка углеродом, что необходимо иметь в виду при проектировании и сборке пакета. На завершающей стадии поковки пакета среднее содержание углерода у большинства мастеров варьирует от 0,6 до 0,8%, и поэтому перед его сборкой обязателен перерасчет относительного количества углерода по каждой отдельной весовой составляющей пакета. Кроме того, следует брать в расчет выгорание части углерода в ходе кузнечной сварки.
При выборе дамаска стоит обратить внимание на протравку и оконечную окраску полированного клинка. Когда производится зонная закалка клинка из безузорчатой стали также получаются цветовые вариации между закаленной и незакаленной частью. Использованием технологий химического или термического оксидирования дамасскому клинку можно придать дополнительный эффект.
Наиболее распространенные углеродистые стали для дамаска.
- 1095 – хорошая ножевая сталь, имеющая избыточный начальный состав углерода и великолепно сочетающаяся с 15N20 или L-6;
- 1086 (отечественный аналог – 85) – более низкое содержание углерода, хорошо проваривается;
- 5160 (отечественный аналог – 50ХГА) – многие мастера по настоящему любят эту сталь. Эта сталь масляной закалки имеет великолепный потенциал «защиты от дурака» - склонна прощать огрехи с ковкой и закалкой;
- 52100 (отечественный аналог – ШХ15, но следует иметь в виду, что эта марка часто имеет избыточное содержание хрома – более 1,5%, - что серьезно затрудняет свариваемость) – это легированная сталь. Она не для начинающих, требует точного контроля процесса термообработки, но, в конечном счете, эти сложности оправдываются качеством клинка;
- W-2 (У9) – очень популярная сталь: хорошо куется и закаливается. Имеет хорошую структуру зерна.
Главным при комбинировании различных сталей является их ковкость и температуры сварки. Если одна из составляющих пакета при сварочной температуре начинает течь, в то время как другая еще сохраняет твердость, сварочный шов начинает искажаться при последующей вытяжке пакета. Большое количество нержавеющих сталей имеет этот недостаток.
Авторская работа – пятислойный «турецкий» дамаск. Мастера Л.Б. Архангельский.
Больше всего ошибок допускается с определением количества операций при создании пакета: количество сварок соотносится к количеству слоев не прямо пропорционально, а в геометрической прогрессии. Например, начав со сваренной из 4 слоев заготовки, первое сворачивание и сварка дает 8 слоев, вторая – 16, третья – 32, 4 – 64, пятая – 128, шестая – 256, седьмая – 512 и т.д. С другой стороны, есть объективные физические законы, которые не дают создавать пакеты с количеством слоев более 40 – 50 тысяч. При многократном сворачивании углерод имеет тенденцию к выравниванию своей концентрации по всему объему пакета вследствие диффузии, в конечном итоге формируется квазигомогенную заготовку. Оптимальным для дальнейшего развития узора являются пакеты с 300 – 500 слоями. Взяв пакет с количеством слоев, близким к 1000 мастер рискует получить чересчур тонкий узор, а взяв пакет с количеством слоев менее 300 наоборот – слишком толстый и широкий. Конечно, из этого правила есть и исключения.
Когда пакет сформирован, можно создать несколько типов узоров. Вообще существует бесконечное множество узоров, формируемых в узорчатой сварочной стали, но все они разбиты на несколько основных групп.
«Древесная» структура узора. Мастер В.О. Сосков.
«Древесная» структура формируется в результате проковки пакета произвольным образом и напоминает рисунок древесного шпона. Она может задаваться преднамеренно, но чаще формируется произвольно в результате воздействия молота при придании клинку заданной формы. Ценна отражающаяся в ней внутренняя природа металла и внешняя ограниченность узора.
Торсирование (закручивание) прямоугольного сварного пакета в горячем состоянии с целью «крученого» узора.
Схема развития узора закрученного шестнадцатислойного (А) и восьмислойного
(В) прутка в зависимости от величины сошлифованного с поверхности металла (в процессах).
Многослойный крученый дамаск. Мастер С. Данилов.
Крученый узор («турецкий»): обычно предусматривает небольшое количество слоев в исходном пакете. Пакет вытягивается в прут или брусок, после чего закручивается в горячем состоянии. Большое разнообразие узора можно получить различной техникой кручения.
«Штемпельный» дамаск. ГАО «Русские Палаты».
Врезанный узор получают путем фрезерования или штамповки поверхности прямослойного пакета. После этого на поверхность проглядывают нижележащие слои. Затем пакет нагревается и проковывается в полосу снова, в результате чего дно выточки поднимается на поверхность клинка и раскрывается на фоне наружных слоев. Наиболее популярным видом рисунка врезанного узора является «лестница», получаемая путем проточки канавок или поясков поперек клинка и «павлиний глаз» - серия концентрических окружностей. Такой дамаск обычно именуют штемпельным.
Основные техники развития узора. Слева-направо: предварительная фрезеровка и засверливание с последующей прокаткой;
кручение с последующей расковкой; штамповка поверхности фасонными бойками с последующей холодной шлифовкой.
Обычный многослойный пакет может быть подвергнут ряду комбинированных техник, то есть может быть врезанным, крученым и пр. Специфические узоры могут быть получены и при особых техниках ковки. Например, волнистый узор – кованный кувалдой с чуть закругленными поверхностями бойков, сетчатый получается косой ковкой узкими бойками (обжимками, кувалдами с оттянутыми узкими носиками, как у молотков). Удары наносятся крестообразно узкой частью кувалды или молотка сначала по одной стороне, а затем по другой, с обязательным проглаживанием. Элементы в виде колечек, напоминающих гроздья винограда, получаются при косой ковке нанесением ударов кувалдой или пневмомолотком по узким обжимкам крест на крест под углом 45 градусов. Получаются глубокие вмятины, а на месте пересечений вмятин остаются возвышения, холмики. При проглаживании эти холмики расплющиваются и получаются колечки. Сходные техники применяются и для улучшения узора булатов.
Особенностью и отличием мозаичного дамаска от традиционного, полученного кузнечной сваркой, является то, что узор проектируется заранее и создается путем размещения контрастных металлов различного размера и профиля внутри заготовки. Когда части сковываются вместе внутри заготовки, формируется сложносоставной пакет. Аналогичным образом создаются и мозаичные полотна – контрастные части композиции, приходя в соприкосновение, формируют определенный узор.
Фрагмент клинка из «мозаичного» дамаска. Мастер И. Пампуха.
Господствует мнение, что качество дамасской стали прямо пропорционально количеству слоев (и, соответственно, числу сворачиваний и сварок). Это справедливо для популярного в XIX веке и ранее процесса рафинирования стали, который имел целью получение однородной структуры, но при изготовлении дамаска из современных, достаточно качественных исходных материалов, это подчас просто потеря времени и сил. Да и с увеличением количества слоев возрастает риск появления брака. Иногда для изготовления качественного прочного пакета достаточно всего нескольких операций по складыванию и сварке. Таким образом, даже диффузия углерода становится на службу мастеру, помогая избежать наличия крупных низкоуглеродистых областей на режущих кромках.
Что можно порекомендовать человеку, который хочет приобрести клинок из дамаска? Во-первых, риск брака на дамаске намного выше, чем на клинке из обыкновенной стали. Это происходит по причине сложности и длительности процесса его изготовления. Недокал и перекал, непровар и обезуглероживание, ошибки при сборке исходного пакета – вот далеко не полный перечень проблем, которые могут полностью перечеркнуть результат длительных трудов. Да и что греха таить – подчас даже опытные мастера дают себе поблажку и собирают пакет с расчетом на его внешнюю красоту, но не на рабочие свойства. В результате клиенты мучаются с клинком со средним значением углерода не выше 0,3-0,4% или даже вообще с незакаленным пакетом.
Есть марки сталей, столь сложные в обработке, что малоопытные мастера их избегают. Теперь представьте, что в пакете несколько таких сталей. Каждая имеет свои собственные температуры сварки и закалки. Комбинации из трех и более сталей налагают еще более жестокие требования на их термообработку – подчас при неверно выбранном режиме, под действием внутренних напряжений, вызванных неоднородностью структуры, клинок деформируется или лопается, иногда сразу, а иногда – при первом же ударе. Иногда наоборот – режущая кромка сминается при первом же контакте с чем-то более твердым, чем масло. Таким образом, попытка связать несколько металлов в едином пакете сродни задаче «запрячь в телегу коня и трепетную лань».
Перед приобретением авторского дамаска попытайтесь понять точку зрения самого мастера на свой продукт. Два крайних случая: мастер, который дрожит над каждым кусочком своего материала, как скупой рыцарь, и мастер, который безжалостно отправляет «не показавшийся» ему кусок в большое ведро, уже набитое битком неудачными продуктами поиска. Всегда выбирайте второго – первый просто не производит дамаска в достаточном количестве, вот и дрожит над каждым, даже в высшей степени проблемным, куском, в то время как второй предъявляет к своей работе самые жесткие стандарты, постоянно совершенствуя и развивая свою технику.
Спросите мастера, из чего он кует клинки. Если прозвучит фраза о старых напильниках, стальных тросах, цепях, рессорах и пружинах, то изделий этого мастера стоит избегать. Изготовление современного дамаска базируется на определенных марках сталей с определенными процентным составом, и помимо индивидуального мастерства, опыта и интуиции отталкивается еще и от теоретического металловедения. Особо стоит избегать тех, кто переводит разговор о своем материале на историко-мифологические темы или начинает беспардонно нахваливать самого себя.
Правда о дамаске заключается в том, что у знающего и опытного мастера он может получиться совсем не хуже по свойствам, чем клинок из любой составляющей пакета, но ожидать каких то светх-свойств не стоит. Более того, - если мастер не слишком опытен, попытка сварить стали с высокой прочностью и хорошей стойкостью режущей кромки, может закончиться непрочным клинком с недолговечным лезвием.
Промышленное производство узорчатых сталей, в основном, базируется на тех же принципах, что и авторского дамаска. Некоторые считают его безличным и однообразным, но высокий спрос на полуфабрикаты при низком уровне предложений со стороны индивидуалов стимулировал эту отрасль промышленности. Современный рынок промышленного дамаска крайне не однороден – от малосерийных образцов из мастерских известных мастеров до массового производства промышленных предприятий. Тем не менее, мощное технологическое оборудование ( промышленные кузнечные прессы, прокатные станы, электродуговые печи с контролируемой атмосферой и т.п. ) позволяют создавать не плохой серийный дамаск, в том числе коррозионностойкий, требующий специального оборудования. Одним из наиболее известных крупных производителей нержавеющей дамасской стали является шведская компания Dammasteel AB. Промышленный дамаск охотно приобретают крупные серийные производители, такие как Bear MGC, Heinr. Boeker Baumwerk GmbH и Nieto, для использования на эксклюзивных моделях.
Как сделать дамасскую сталь: простой состав для ковки своими руками
Современный оттенок Дамасской стали отличается от оригинального Дамаска из прошлого. Исторически, Дамасская считалась тигельной. Она имела очень высокое содержание углерода и имела характерную поверхность из-за своей кристаллической структуры.

Сталь Дамаска получила своё название потому, что крестоносцы на своем пути в Святую Землю приобретали новые клинки из этой превосходной стали (превосходящей средневековую европейскую сталь) в городе Дамаск. Тем не менее, современный вариант стали имеет мало общего с прошлым и больше похож на сталь, вытравленную кислотой.
Дамаск, который показан здесь, является одним из самых современных вариантов. Дамаск из троса является, пожалуй, одним из самых простых способов ковки дамаска со сложным рисунком. В отличие от других методов, этот метод не требует складывания и, по сути, имеет уже готовую форму.
Шаг 1: Меры безопасности

Самое главное — это безопасность. Процесс изготовления включает в себя ковку, шлифовку и погружение металла в химикаты, поэтому важно использовать надлежащее оборудование для обеспечения безопасности.
Для этапа кузнечной сварки (сварка ковкой) многие люди, которые совершают какие-либо кузнечные операции, знают базовую экипировку для обеспечения безопасности: перчатки, фартук, закрытые ботинки и т.д. Тем не менее, условия не всегда соблюдаются. Всем известно, что защита глаз важна, но для такого рода работ вам нужен особый вид защиты. Вышеупомянутое и единственное фото в этом разделе — это неодимовые очки. Причина этого в том, что такие очки просто необходимы для подобных работ.
Специалисты часто пренебрегают этой защитой, но не стоит повторять за ними. Тепло, необходимое для кузнечной сварки, создает излучение, которое в течение длительного времени может вызвать потерю зрения. Неодимовое стекло, однако, блокирует большую часть излучения и сохраняет ваши глаза в безопасности. Обратите внимание: неодимовые очки — это не то же самое, что сварочные маски или солнцезащитные очки. Используя их при кузнечной сварке, ваши зрачки будут расширяться, и ваши глаза будут получать еще больше излучения.
Шаг 2: Делаем заготовки




Перед тем, как начать работу с тросом, нужно подготовиться. Прежде чем он попадет в огонь, нужно отрезать нужную вам часть, как на первом фото. Я отрезал 3 куска по 30 см кабеля диаметром 2.5 см при помощи отрезной пилы. Вы можете отрезать кабель любым другим способом, главное убедитесь, что кабель, который вы используете, сделан из стали без применения пластика и что сталь не оцинкована, так как тепло, реагирующее с покрытием, будет испускать газы, которые могут привести к тяжелому отравлению и даже смерти. Имейте это ввиду, когда будете искать кабель.
Кроме того, если вы впервые пытаетесь выполнить такого рода изделие, возможно, не стоит сразу брать такой толстый кабель, а взять, к примеру, диаметром 1 — 1.5 см. У вас не получится большое и толстое изделие, но зато вы хорошо потренируетесь перед более сложными проектами.
После резки обязательно затяните концы кабеля стальной проволокой. Это делается, чтобы плетение не распустилось во время первых этапов работы. Обязательно используйте простую стальную проволоку, потому что другие провода, которые покрыты или сделаны из другого материала, могут расплавиться или среагировать от нагрева и испортить всё изделие.
У каждого, кто делает дамасскую сталь своими руками, есть свой список шагов или секретов, которые, похоже, ускоряют и упрощают процесс изготовления. Я призываю вас методом проб и ошибок прийти к собственному плану, оптимальному лично для вас.
Я начинаю с того, что смачиваю свой холодный металл WD40 до тех пор, пока он не будет полностью пропитан, а затем засыпаю все это обычной бурой, перед тем, как класть изделие в огонь. И бура, и WD40 нужны для того, чтобы предотвратить окисление, которое может сделать невозможной кузнечную сварку.
Бура, как правило, не прилипает к металлу, если он горячий или влажный, а WD40 не будет гореть в кузнице, поэтому, сначала я смачиваю металл именно WD40, а только потом посыпаю его бурой, что является для меня оптимальным вариантом.
Шаг 3: Кузнечная сварка




Положив изделие в печь, нагрейте его до ярко-оранжевого или желтого цвета. Как только оно достигнет соответствующей температуры, дайте ему полежать еще минуту или около того, чтобы весь металл впитал тепло и равномерно нагрелся.
Перед тем, как можно будет делать удары, необходимо скрутить кабель. Он заполнен пустым пространством, что плохо для кузнечной сварки. Закрепите один конец кабеля в тисках или в чем-то подобном, а другой возьмите любым удобным инструментом, который вы сочтете подходящим (я использовал плоскогубцы), чтобы скрутить секции в том направлении, в котором кабель уже закручен.
Этот шаг может потребовать несколько повторных нагревов. Продолжайте скручивать кабель до тех пор, пока он не перестанет скручиваться. Убедитесь, что кабель не изгибается, так как весь процесс станет намного сложнее.
Каждый раз, перед тем, как положить кабель в огонь, нужно посыпать его бурой, пока металл не станет однородным. Чтобы бура точно липла к металлу, сыпьте её в момент, когда изделие ярко красного цвета. Важный момент: когда бура плавится, она становится едкой и может повредить стенки вашей кузницы изнутри, поэтому удостоверьтесь, что кирпичи в вашей кузнице огнеупорные.
Кроме того, горячая бура, попавшая на кожу, может быть довольно болезненной и может оставлять шрамы, поэтому обязательно надевайте соответствующую экипировку. Последней частью кузнечной сварки является сама сварка. Когда изделие горячее, вы можете начать ударять по нему. Идея состоит в том, чтобы сначала выбить его в форме квадратного бруска. Когда вы бьете, вы должны следить за поворотом кабеля. Лично я предпочитаю начинать с середины и прокладывать себе путь к концам.
Удары приведут к тому, что волокна будут отделяться друг от друга, поэтому необходимо максимально уменьшить расстояние от первого удара до следующего. Вы поймете, что изделие стало однородным по измененному звуку, который будет издаваться при ударе. Изначально, он будет более глухим, но как только металл станет однородным, звук станет ярким и звонким. Как только он станет однородным, можно начинать придавать нужную форму.
Шаг 4: Формовка




При планировании проекта обязательно помните, что конечный результат будет намного меньше по размеру, чем оригинальный кабель. Также имейте в виду, что концы кабеля могут распускаться и не свариваться. Не волнуйтесь, просто найдите, где начинается сварной шов и обрежьте конец. Из-за характерных особенностей кабеля и количества зазоров и выступов в нем, вы обязательно столкнетесь с дырами и отверстиями, если только не используете пневматический молот или кузнечный пресс.
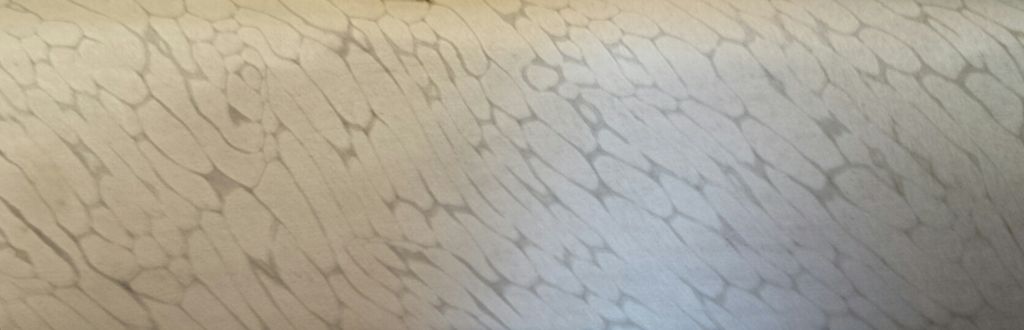
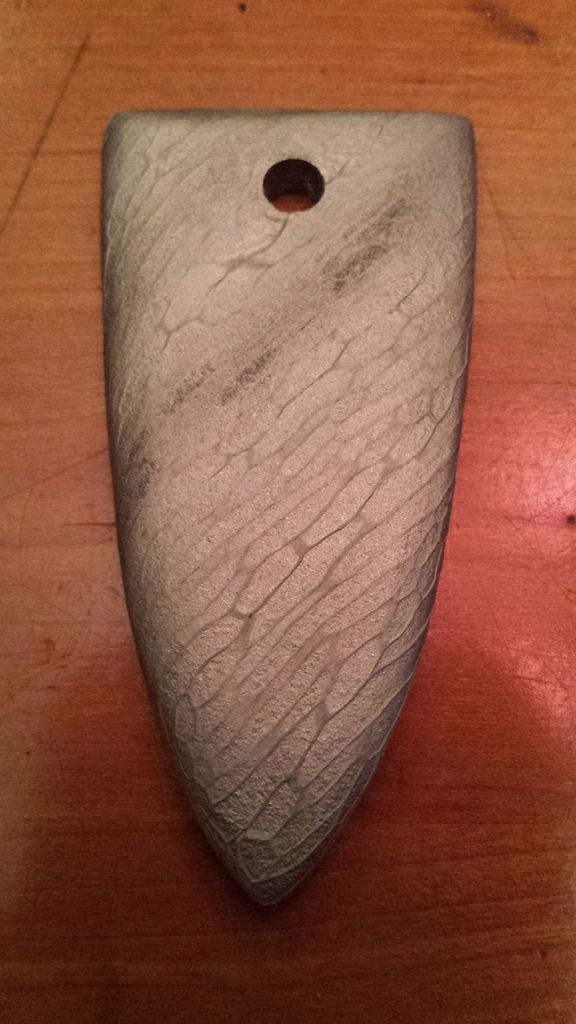
Суть состоит в том, чтобы смять кабель, увидеть, с чем вы имеете дело и отталкиваться от этого. Я решил сделать из своего отрезка кулоны в форме каплевидного щита. Чем мельче зернистость, которую вы используете при окончательной шлифовке , тем лучше будет виден рисунок. Так как я хотел добиться очень глубокого травления, мне не нужно было шлифовать слишком гладко. Достаточно наждачной бумаги 120 зернистости перед травлением.
Шаг 5: Финальный этап и защита

Дамасская сталь должна быть похожа на один сплошной кусок металла. Чтобы получить рисунок, вам нужно протравить сталь кислотой. Существует несколько вариантов применения кислот, но лично я использую хлорид железа. Если вы хотите получить очень поверхностное травление, например, изображение на поверхности, вам нужно только окунуть металл в кислоту примерно на 20 минут.
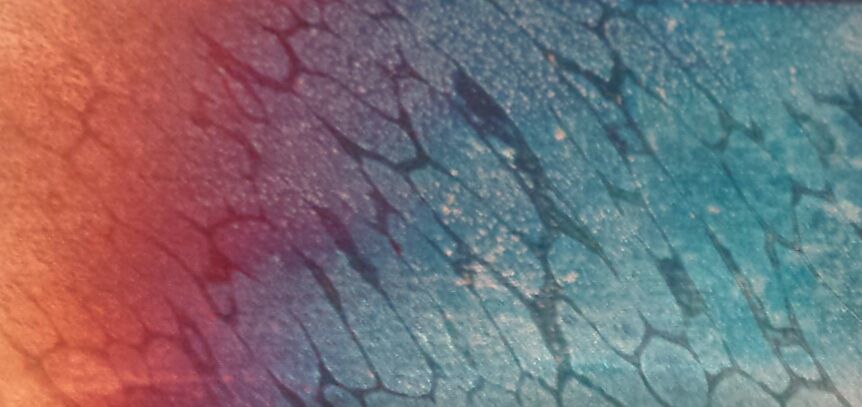
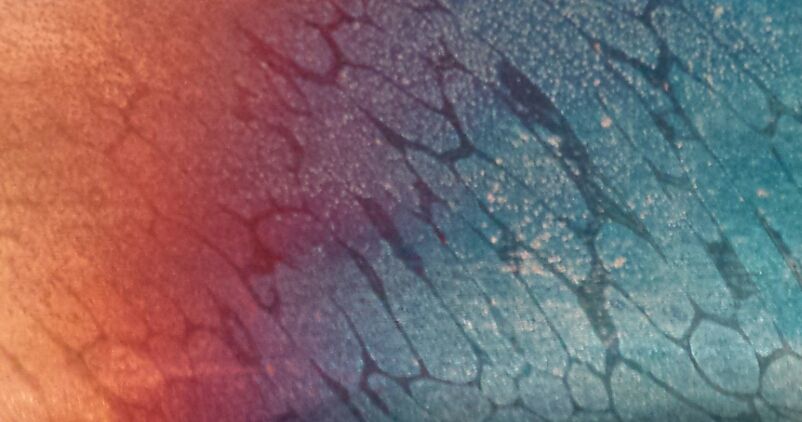
Я хотел получить очень глубокое травление, которое можно было почувствовать, поэтому я погрузил мою заготовку на 7 часов. Как только вы закончите травление, вы должны очистить металл и нейтрализовать кислоту. Один из самых простых способов сделать это — просто распылить очиститель для стекла на выгравированный кусочек после того, как он был промыт водой. Не забудьте одеть перчатки и средства защиты глаз для всего этого. Если вы хотите добавить какой-то цвет на изделие, как на двух последних фото, просто немного нагрейте его после травления до достижения желаемого цвета.
Как только травление пройдено, последний шаг — защитить металл. Сталь сильна, но, к сожалению, имеет свойство ржаветь. Если кусок, который вы используете, должен быть практичным, вроде ножа, вы можете нанести воск на его поверхность.
Если деталь более декоративна, вы можете нанести прозрачный слой. Это все зависит от предпочтений. Лично я решил попробовать лак для ногтей. Обычно я использую прозрачный полиуретан, но в этот раз решил попробовать что-то новое. После того, как деталь покрыта лаком, все, что осталось, это наслаждаться её видом.
Шаг 6: Один последний момент
Кусок, который я сделал, не требует никакой закалки или термической обработки, потому что это декоративное изделие. Если вы решите сделать лезвие из кабеля, нужно иметь в виду, что при закалке сталь имеет свойство деформироваться в направление скручивания кабеля. Если вам нужен практичный материал, сделайте его толще, иначе вы можете начать с ножа, а в итоге получится штопор.
Шаг 7: Дополнение





Вот еще несколько ссылкаподвесок. Чтобы получить очень глубокое травление, все они протравливались в течение почти 24 часов. Все они были нагреты до разных температур для проявления разных цветов. В конце они были покрыты полиуретаном для предотвращения ржавчины.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Варим дамаск
Когда видят нож или клинок, редко кто представляет, что и кто за этим изделием стоит. В лучшем случае представляют здоровенного мужика-кузнеца с бицухами с коровью ногу :) В реальности все немного не так. Среди моих знакомых кузнецов киношные — редкость, обычно они плотные, но довольно компактные. Я сама — вообще 50 кг, и это никак не мешает махать молотом, особенно, если он пневматический :) Люди обычно удивляются, когда узнают, что я не только кую сама, но и кузнец с разрядом — это совсем не вяжется с моей внешностью.
Ну а что стоит за клинком — мы посмотрим ниже. В картинках :)
Итак, го ковать дамаск!
Что такое дамаск? Это спорно. Иногда даже с пробелом между «с» и «п». Серьезно, дядьки, бородатые и не очень, днями и ночами спорят о том, что такое дамаск. И ответа нет ни у кого, хотя каждый уверен, что прав. Считается, что рецепт дамаска был утрачен, те никто из ныне живущих оным не обладает. Или молчит, втихаря радуясь. Так ли это? Строго говоря, так. Мы действительно не знаем оригинальный рецепт, по которому варили дамасские клинки на их исторической родине, в славном городе Дамаск. Хуже ли современные клинки и имеют ли они право зваться дамаском? Если брать в расчет географические заморочки, как у хорошего вина или коньяка — конечно, нет.
Хуже ли они от этого? Тоже нет. Можно, конечно, сколько угодно фапать на старину и древние методы производства, но прогресс не стоит на месте. Наш металл чище и качественней. Возможность контролировать примеси дает несравнимо лучший результат. Наши возможности шире. Можно ковать и по старинке, можно даже из болотной руды по капле вытапливать железо, но даже в этом случае отрицать современные технологии — странно.
Так вот. Те самые бородатые и не очень дядьки в одном из своих споров резали канат. И пришли они к относительному соглашению — дамасским можно называть любой клинок из многослойной стали, при условии, что слоев в нем не менее 32. 31 уже не дамаск? — спросите вы. Да я и 32 не считаю таковым. Маловато — рисунок бедный, качество реза низкое. Но — так порешили :)
Вот теперь точно куем :)
Что нужно, чтоб сварить клинок? Металл. Дамаск, кроме прочего, ценится своей эстетикой - узором. Чтобы получить переходы, нам нужен не просто металл, а разный — углеродка и легированный.
Иногда он выглядит, как будто его на помойке нашли:

На самом деле, это очень удобные пластины хорошей углеродки — У8А.

Это та самая легированная сталь — 5ХНМ. Как вы видите, на ней нет ржавчины.
Можем ли мы взять металл с помойки? Нет. Дамаск — штука очень капризная, нужно обязательно знать, какую марку стали какого производителя ты берешь — разный металл требует разный температурный режим, непонятный металл может и непременно поведет себя непредсказуемо. В лучшем случае — просто не сварится с первого раза. В худшем — забьет горн ионами меди и хрен ты чего потом там сваришь, а может быть клинок поведет или порвет при отпуске.
Выбрав металл (обычно это от 2 до 5 разных сталей), мы его зачищаем и режем для того, чтоб собрать «пакет». Сколько нужно металла? Зависит от того, сколько планируется слоев. Чем больше — тем больше. Потери от изначального — большие. Как правило, берут от 3 до 7 раз больше, чем вес готового клинка. При этом, в процессе может добавляться новый металл.
Пакетом называют вот это:

Дальше нам нужен горн. И древесный уголь. Много угля. И еще бура — тетраборат натрия. Аккуратно и равномерно греем пакет градусов до 900-1000, чтобы пробурить его.

Стараемся не забыть про защиту рук. Я иногда забываю — легко переношу высокие температуры, но если отскочит бура — будет ну очень неприятно.
Это бура. При достаточно высоких температурах она превращается в стекловидную массу, присутствие которой и позволяет нам сварить слои между собой. Удобней, если она истерта в порошок.


И снова - в угли. Теперь нужно довести до температуры кузнечной сварки. Или по-простому — до желтого :) И — на первую сварку. Эта увлекательная процедура повторяется еще раз — на всякий случай. Если со второго раза не сварилось — третий уже бесполезен.

Дальше мы протягиваем наш пакет в пластину. Неплохо перед этим хотя бы и на горячую пробить колосник в горне — протягивать в забитом бурой — то еще удовольствие. Особенно, если одновременно сваривается не один пакет — дутье становится непредсказуемо неравномерным и вам запросто может пережечь пластину пополам, особенно, если она уже тонкая.

Когда мы дотянули пластину до желаемого размера, мы ее можем согнуть и сварить еще раз или порезать и сварить еще раз. Я буду резать. Зачищаем металл от окалины.

И режем на брусочки.

Брусочки снова собираем в пакет.

И снова кузнечная сварка :)
Через некоторое время, если очень уж любопытно, можно посмотреть, что получается. Зачищаем краешек.


Этого нам мало, поэтому мы протягиваем, режем, варим и снова протягиваем еще не один раз — пока не достигнем желаемого количества слоев. Что дальше — зависит от желаемого рисунка, и об этом мы поговорим в следующий раз :)
Кузнечная сварка дамасской стали
Даже не смотря на то, что кузнечная сварка давно уже уступила место в промышленности сварке дуговой, еще существуют области, в которых она по прежнему востребована. В частности, мастера-ножеделы применяют ее для изготовления поковок дамасской стали, из которых в последствии получаются практичные и очень красивые клинки.
Вообще принято считать, что рецепт оригинальной дамасской стали давно утрачен. В современном представлении дамасском считается сталь, сваренная путем ковки из нескольких полос разных марок сталей. Исходные компоненты под будущий дамасск каждый мастер подбирает самостоятельно, исходя из имеющихся под рукой материалов.

Если вы решили попробовать себя в изготовлении дамасской стали, то первое что вам нужно сделать — определиться с составом пакета для ковки.
Кустарные мастера обычно используют самые дешевые и доступные материалы, которые можно без труда найти в любом гараже. Основу пакета (примерно 40%) можно сделать из обычного напильника (сталь У10). Для лучшей гибкости и пластичности в пакет также добавляют полосы из рессоры (сталь 65Г) и обоймы подшипника (сталь ШХ15). Но так как высокоуглеродистые и легированные стали плохо поддаются сварке, между ними нужно проложить тонкие полоски чистого железа или низкоуглеродистой стали (ст2, ст3) для лучшей свариваемости. Зачистив и сложив вместе все исходные материалы, их нужно прихватить обычной сваркой и приварить кусок арматуры в качестве рукояти для удобства ковки.

Сформировав пакет, можно отправлять его в горн. Нагревать металл надо до температуры 1200-1300 градусов. именно при этой температуре производится кузнечная сварка. Непосредственно перед ковкой прогретый пакет необходимо посыпать кузнечной бурой для того чтобы избавиться от окалины. Далее пакет нужно проковать на наковальне . Начинать следует с несильных ударов, чтобы полоски стали как следует прижались друг к другу, и постепенно увеличивать силу удара, чтобы пакет уже начал провариваться. Удары следует наносить равномерно, не допуская образования пустот внутри пакета. иначе вся работа пойдет насмарку.


Повторив процедуру ковки несколько раз и вытянув первоначальный пакет до нужной длины, его нужно остудить, разрезать на несколько частей, зачистить и, сформировав новый пакет, снова приступать к сварке. При этом нужно не забывать считать сколько слоев стали в вашей поковке. Повторять эти процедуры следует до тех пор, пока общее число слоев не достигнет примерно 200-300. При таком их количестве рисунок, в последствии, получиться четким и красивым.

Достигнув нужного количества слоев, можно приступать к нанесению узора. Способов существует много. Один из самых популярных заключается в том, чтобы сделать на поковке насечки с помощью болгарки или напильника, затем поковку разогреть и выровнять ее поверхности при помощи ковки. Дамасск, полученный таким образом называют, мозаичным.

Далее поковке придается форма клинка, производится отжиг, слесарная обработка, закалка и шлифовка. И уже когда клинок полностью готов, можно приступать к проявлению узора.

Для этого клинок нужно на несколько минут погрузить в раствор хлорного железа. Если вы все сделали правильно, то результат вас приятно удивит и вы поймете, что время, которое вы уделили изготовлению дамасского клинка, не было потрачено зря!
Читайте также: