Лазерная сварка нержавеющей стали
Обновлено: 16.05.2024
Нержавеющая сталь – один из наиболее высокотехнологичный материалов. Он пользуется повышенным спросом на многих промышленных предприятиях. Но этот металл отличается повышенной текучестью. Это основная сложность в процессе его обработки и сварки, в частности. При применении классических методов соединения заготовок, швы формируются достаточно плохо. В процессе эксплуатации они нередко расходятся. Решить такие проблемы позволила лазерная сварка нержавейки. Этим методом формируют аккуратный, узкий, качественный шов с глубоким проваром, способный в последующем выдерживать повышенные нагрузки.
Технология лазерной сварки нержавеющей стали
Работы по свариванию нержавеющей стали лазером начинаются с подготовки обрабатываемой поверхности. Заготовки тщательно очищаются от загрязнений: пыли, масла и других сторонних компонентов. Особое внимание уделяется кромкам: от их чистоты зависит прочность будущего сварного соединения. Далее работы выполняются в следующей последовательности:
- Правильное выставление стыков. При лазерном сваривании нержавейки нахлест деталей не нужен. Достаточно обеспечить плотное прилегание кромок друг к другу.
- Закрепление заготовки. Следует обеспечить плотную фиксацию, чтобы в процессе сварки края не разошлись. Так удастся обеспечить высокую точность работ. Для этого предусмотрены специальные каркасы. В ряде случаев изготавливают специальные кондуктора, если позволяет толщина металла.
- Задание требуемого режима работ. Выполняется оператором, исходя из толщины обрабатываемого материала, формы заготовки и других особенностей.
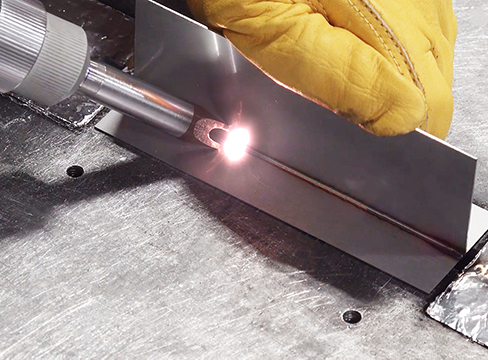
- Сваривание. При помощи оптической системы луч лазера заданной мощности направляется строго в место стыка. Под воздействием высокой тепловой энергии металл точечно нагревается до температуры плавления, создает большую ванну расплава. Лазер проходит заготовку, формируя прочный шов. Дополнительная обработка не требуется.
Работы могут выполняться автоматически под управлением программного комплекса. Это исключает человеческий фактор: повышает скорость сварки, минимизирует вероятность брака, повышает точность.
Преимущества и недостатки
К преимуществам, которыми наделена лазерная сварка нержавеющей стали отнести:
- высокую точность соединения заготовок;
- возможность выполнять швы сложной пространственной конфигурации;
- высокое качество соединения плохо свариваемых деталей;
- отсутствие деформации заготовок: лазер воздействует на поверхность точечно и бесконтактно;
- создание абсолютно герметичного шва;
- высокая скорость выполнения работ, что особенно актуально при решении производственных задач;
- требуется минимальная предварительная подготовка соединяемых заготовок (предполагает строгое соблюдение требований);
- высокая производительность процесса;
- безопасность технологического процесса: исключается вероятность взрыва;
- минимизация человеческого фактора.
Но, наряду с преимуществами, лазерное сваривание нержавейки имеет и свои недостатки. В частности, требуется задание четких настроек и регулировка параметров под особенности каждого процесса: к квалификации персонала предъявляются достаточно высокие требования. Есть ограничения и по толщине материала. Лазерная сварка хорошо зарекомендовала себя при соединении листового металла, в то время как большая толщина проваривается с трудом. На толщинах более 15 мм рекомендуется использовать гибридные методы лазерной сварки.
Области применения
Сварка лазером нержавейки нашла применение в различных отраслях промышленности. Ее используют при производстве приборов, в микроэлектронике, изготовлении деталей сложной пространственной конфигурации. Незаменима она и при производстве резервуаров разных форм, размеров, в том числе и для предприятий пищевой, химической отрасли. С ее помощью изготавливают инструменты, трубопроводную продукцию и пр. Благодаря способности формировать очень тонкие и точные швы, технология стала востребованной при ремонте оправ очков, в ювелирном деле. Технологию можно использовать везде, где требуется обеспечить прочное и качественное соединение нержавеющей стали.
Оборудование для сварки лазером нержавейки

Для сварки нержавеющей стали преимущественно применяется газовые, твердотельные и волоконные лазеры. Между собой они отличаются способом генерирования излучения. Так, в волоконных источниках генерациях происходит на легированных нитях оптоволокна с накачкой лазерными диодами В твердотельных моделях разряд генерируется преимущественно на искусственных кристаллах, например, используется алюмоиттриевый гранат, легированный неодимом.В волоконных источниках генерациях происходит на легированных нитях оптоволокна с накачкой лазерными диодами. Еще оборудование отличается длиной излучаемой волны, что непосредственно влияет на эффективность взаимодействия излучения с веществом. Также у источников с различной активной средой будет отличаться КПД, ресурс работы, длительность импульса, порядок цен.
Новое слово в сварке нержавейки принесли IPG Photonics. Их система лазерной ручной сварки LightWELD 1500 компактна, при этом позволяет сваривать листы до 10 мм толщиной при двусторонней сварке. При этом используется надежный волоконный источник с воздушным охлаждением.
Роботизированная лазерная сварка является одним из наиболее технически совершенных видов сварки. Её применение охватывает широкий спектр отраслей промышленности - от аэрокосмической до ювелирной. Решение на основе робота может быть реализовано в виде отдельного роботизированного модуля или полностью автоматизированной линии с применением других технологий соединения. Все больше производителей предпочитают использовать лазерную сварку вместо традиционных технологий благодаря низким затратам, повышенной эффективности и хорошей воспроизводимости, которые не могут быть достигнуты традиционными методами. Лазерные сварочные системы стали предпочтительным сварочным решением для обрабатывающей промышленности..
Все эти станки есть в продаже компании АО «ЛЛС». Оборудование новое, сертифицированное и на него распространяются гарантии производителя. Чтобы подобрать правильную модель, надо учесть особенности предстоящих работ. Если на этапе подбора возникнут сложности, обратитесь за профессиональной консультацией к специалистам компании. Они помогут подобрать лучшие модели из каталога товаров под предстоящие работы. Товары доставляются по Москве, Санкт-Петербургу и в другие регионы РФ, страны Таможенного Союза. Для получения и оформления заказов свяжитесь с менеджерами компании по телефону или через онлайн-форму.
Лазерная сварка нержавеющей стали
Нержавейка сложно поддается сварке, так как у нее очень высокий уровень текучести. При использовании стандартных методов, данный металл очень плохо формирует швы, так как они быстро растекаются. Помимо этого, сварочная ванна оказывается сильно подверженной негативным влияниям внешней среды. Лазерная сварка нержавейки является отличным способом, который решает множество проблем, связанных с использованием высоколегированных сталей. Здесь используется иной принцип расплавления металла, хотя все основы полностью соответствуют требованиям, чтобы это называлось сваркой.

Процесс лазерной сварки нержавейки
Лазерная сварка нержавейки проходит по большей части в специализированных мастерских или на предприятиях, где это действительно востребовано и мощности производства могут позволить себе это. Ведь установки для сваривания обладают достаточно высокой стоимостью. Уникальность технологии состоит в том, что здесь применяются настоящие лазеры, у которых луч обладает высокой температурой. Здесь не возникают те условия, которые портят состояние наплавленного валика шва, так как сварочная ванна здесь занимает относительно небольшую площадь и здесь не происходит перемешивание. Успех процедуры, в основном, зависит от того, насколько правильно были выстроены настройки.
Область примененияЛазерная сварка металлов, в частности нержавеющих сталей, применяется на крупных производствах. Из-за своей сложности, технология оказывается не самой востребованной в широком применении. Но когда нужно работать с тонкими листами и прочими сложными вещами, то здесь лазерная установка будет весьма кстати. Лазерная сварка нержавейки применяется практически для всех марок данного металла и его сплавов. Уникальная методика обеспечивает хорошее качество даже при соединении его с другими разновидностями. Производство нержавеющих корпусов, мелких деталей и прочих вещей нередко использует лазерные установки для сварки.
ПреимуществаЛазерная сварка нержавеющей стали стала популярной в своей сфере благодаря некоторым преимуществам, которые выделяют ее на фоне остальных способов соединения:
- Здесь обеспечивается высокая точность соединения, причем можно выполнять сложные геометрические рисунки;
- Работа со сложно свариваемыми металлами становится не такой проблемной, а качество соединения становится более высоким;
- Здесь не столь высокие требования к механической подготовке и предварительной обработке металлов;
- Лазерная сварка металлов является очень производительным процессом;
- Лазер не загрязняет окружающую среду, не создает опасность взрыва, не выпускает удушливые газы и так далее;
- Тепловому воздействию подвергается только тот металл, который находится под лучом лазера, тогда как близлежащая область остается неподверженной теплу.
Но одними преимуществами технология не ограничивается, так как тут представлен ряд недостатков, усложняющий широкое распространение во многих сферах:
- Высокая себестоимость процесса и большая цена используемого оборудования;
- Низкий коэффициент полезного действия, что создает высокие затраты энергии, так как эффективно используется только около 2% от всей энергии луча лазера;
- Применяется преимущественно для листового металла;
- Большая толщина не всегда эффективно проваривается.
Лазерная сварка металлов всегда начинается с подготовительного этапа. Для данной технологии он является одним из наиболее важных. Сначала идет подготовка поверхности заготовок. Их нужно очистить от грязи, пыли, масла и прочих посторонних вещей, которые будут мешать нормальному свариванию. Подготовка флюсами и прочими дополнительными средствами здесь не требуется.
Далее идет выставление стыков, чтобы соединение получилось максимально крепким. Здесь не рекомендуется делать соединение внахлест, так как не будет нормального сваривания, результаты которого смогли бы выдержать высокие нагрузки. Стыковое соединение с обработанными кромками будет лучшим решением. Если идет лазерная сварка нержавейки 0,3 мм, то обработка кромок при такой толщине не требуется.

Лазерная сварка стыковым соединением
Следующим шагом является закрепление заготовок. Они должны быть точно выставлены, чтобы края не съезжали. Вручную поправлять что-то во время процесса не будет возможности. Создаются специальные каркасы. Если толщина металла позволяет, то стоит сделать прихватки для более надежной фиксации. Они создаются, как правило, в верхней и нижней части.
«Важно!
Слишком большой слой прихватки не рекомендуется делать, так как это может привести к деформации листов.»
После того, как все уже установлено, следует выставить соответствующий режим сваривания. Далее включается установки и происходит сваривание. Луч направляется на соответствующее место, после чего проходит весь участок соединения. Чаще всего лазер проходит участок снизу вверх. После завершения процедуры не требуется никакой дополнительной обработки. Сварка в последнее время осуществляется на автоматических установках.
СтандартыЛазерная сварка металлов проводится согласно ГОСТ 19521-74. Здесь собрана полная классификация всех методов соединения, а также особенности их проведения. Выполнение стандартов обеспечивает точность выполнения шва и его высокое качество.
Техника безопасностиСварка нержавеющей стали лазером является не самым опасным методом. Большинство неприятностей здесь связано с неаккуратностью. Главное, чтобы во время процесс на пути лазера не попадалось ничего лишнего, так как это приведет к разрушению данного предмета.
Заключение
Сварка таких металлов, как нержавеющая сталь, благодаря использованию лазера становится намного более качественной и надежной. Сложность обработки такого рода становится окупаемой для некоторых сфер применения.
Лазерная сварка нержавейки
Лазерная сварки нержавейки является рабочим процессом, во время которого происходит нагревание определенных участков металла, а также его расплавление, за счет узконаправленного лазерного луча. Одной из отличительных особенностей данного способа является то, что шов получается небольшим по ширине, но достаточно глубоким. В отличие от обыкновенной сварки нержавейки температурное воздействие является узкоограниченным по своей площади. Скорость обработки здесь намного выше, но при всем этом образуется мощное излучение.

Технологически данный процесс должен осуществляться согласно ГОСТ 19521-74. Он относит лазерную сварку к термическому процессу, который подразумевает использование плавления и тепловой энергии для получения итогового результата. Особенности проведения процедур зависят от того, какие характеристики имеет луч, так как тут играет роль его когерентность, монохроматичность и направленность. Это позволяет осуществлять точечную концентрацию и совершать обработки небольших участков. Данный метод применяется, в основном, для автомобильного производства, а также прочих высокоточных сфер, в которых работают с тонкими поверхностями.
Преимущества лазерной сварки нержавейки- Себестоимость лазерной сварки сопоставима с обыкновенными способами, при использовании дуговой сварки и электродов;
- Она имеет очень высокую точность, которая исчисляется десятыми долями миллиметра;
- Ею можно использовать в автоматическом режиме и с дистанционным управлением;
- В отличие от сварки электронными лучами, для эффективной работы не нужно создавать специальную вакуумную среду;
- Данная сварка имеет высокую скорость выполнения процедур, что очень полезно в производстве;
- Можно делать швы практически любой геометрии;
- Отлично подходит для работы не только с нержавейкой, а также алюминием и другими проблемными металлами.
- Качество скрепления позволяет создавать герметичные соединения.
- Для проведения процедур здесь необходимо наличие специального оборудования;
- Высока стоимость техники для совершения сварочных процедур;
- Низкий коэффициент полезного действия, около 1-2%;
- Невозможно осуществлять широкие соединения, которые просто делаются в обыкновенных режимах;
- Необходимо тонко настраивать оборудование для каждой процедуры.
Существуют две основные разновидности газовый и твердотельный. В твердотельном, в отличие от газового, имеется совершенно другая длина волны, так как они короче, благодаря этому, мощность аппарата становится меньше. Чаще всего здесь применяется импульсный режим при работе техники. Реже он становится непрерывным, что уже зависит от особенностей работы. В данном случае лазерная сварка нержавеющей стали осуществляется за счет наличие активного элемента. Лазерное излучение выходит из стеклянного стержня, которым выступает твердотельный активный элемент.

Конструкция твердотельного лазера для сварки нержавейки
Аппарат на газовом принципе действия может работать как в импульсном режиме, так и в непрерывном. Мощность такой техники выше, чем у предыдущей. При использовании аппарата с поперечным типом прокачки, можно сэкономить в размерах, так как сама техника является компактной. При этом максимальная толщина свариваемых металлов составляет около 2 см. Активным элементом в данном случае являются горящие газы.

Конструкция газового лазера для сварки
Импульсные и непрерывные лазерыСварка импульсного типа соответствует требованиям, которые заданы ГОСТ 28915-91. Она используется чаще как непрерывная, так как точечное воздействие дает максимально качественный эффект. Данная технология заключается в скоплении большого количества энергии, которая потом воздействует на предмет на относительно короткий промежуток времени. Это помогает улучшить сварку металлов, которые сильно подвергаются деформации. Воздействие лазера происходит так, что поверхность металла нагревается только на верхних слоях. Благодаря этому уменьшается вероятность появления сквозных отверстий.
Благодаря использованию непрерывного лазера можно создать сплошной шов, причем мощностью аппарата регулируется его глубина. При использовании этой технологии образуется парогазовый канал и ширина канала обработки остается достаточно узкой.

Непрерывная лазерная сварка
Режимы лазерной сварки нержавейки| Материал | Толщина, мм | Мощность, кВт | Скорость прохождения, м/ч |
| Нержавеющая сталь | 2 | 2,1 | 20 |
| 3 | 2,5 | 100 | |
| 4 | 3,1 | 90 |
Технология сварки нержавейки
Особенности сварки нержавейки предполагают использование специальной аппаратуры. В первую очередь следует подготовить поверхность свариваемого металла для операции. Для этого ее нужно обезжирить, убрать частички мусора и прочих лишних вещей, ликвидировать любой налет и ржавчину, если таковые имеются.

Процесс обезжиривания нержавейки
«Важно!
Если луч постоянный, то он может испортить заготовку при слишком длительном воздействии.»
Для заделки трещин и прочих мелких процедур можно пользоваться только лучом для соединения частей, в иных случаях пригодится использование присадочной проволоки. После окончания, следует дать остыть без применения дополнительных средств для остужения.
Контроль качества сварного шва
Когда проводится лазерная сварка нержавейки своими руками для домашних целей, то контроль качества не всегда требуется. Но если предстоит использование в промышленных условиях, то следует провести одну или несколько из следующих процедур, которые соответствуют ГОСТ 18442-80:
- Капиллярная дефектоскопия;
- Ультразвуковая дефектоскопия;
- Радиационная дефектоскопия;
- Контроль магнитный;
- Контроль на проницаемость;
- Визуальный осмотр.
«Важно!
Для контроля используются только исправные приборы, прошедшие проверку, которая должна проходить не реже раза в год.»
Меры безопасности
Во время работы с лазером следует не допускать, чтобы на его пути попадались лишние предметы, так как он с легкостью перерезает или воспламеняет посторонние предметы. Следует четко выполнять инструкцию эксплуатации оборудования, чтобы не навредить здоровью. Чтобы уберечь металл от прожога, что касается преимущественно тонких листов, следует правильно придерживаться режима сварки.
Лазерная сварка
Основной принцип сварки заключается в том, чтобы расплавить основной и присадочный металл в месте самого соединения, чтобы они смогли образовать неразрывную связь. Сущность лазерной сварки практически полностью совпадает с данным принципом. Пусть она не так распространена, как остальные разновидности, но является востребованным в промышленности способом соединения, обладающим высокой точностью. Свое название данный метод получил благодаря тому, что соединение металла происходит путем воздействия лазера, который становится главным энергетическим источником. Лазерная сварка может использоваться для соединения как одинаковых, так и разнородных по составу металла заготовок. Активно ее используют в сварке электронной техники.

Процесс лазерной сварки металла
Такой способ появился в 60-х годах, после того как была изобретена лазерная установка, которая может воздействовать импульсами непрерывно. Здесь важно было обеспечить высокую концентрацию энергии, которая поможет достичь той температуры, которая требуется для расплавления металла. Диапазон допустимой толщины металла для соединения составляет от нескольких микрометров до нескольких сантиметров.
Лазерная сварка получила распространение в промышленности, чему способствовали ее положительные качества:
- Для сварки не требуется механическая обработка металла;
- После проведения процесса не нужны ни какие дополнительные правки;
- Технология обладает высокой точностью, так что можно качественно соединять тонкие и детали со сложным фигурным швом;
- В сравнение с другими методами соединения этот обладает высокой экологической безопасностью;
- Метод обладает высокой производительностью;
- Скорость сварки намного выше, чем у других вариантов;
- Место соединения является достаточно тонким, поэтому, близлежащие к нему области основного металла минимально подвергаются тепловому воздействию.
При всех положительных сторонах здесь есть ряд серьезных недостатков, благодаря чему технология так и остается узкоспециализированной:
- Очень высокие цены на оборудование для проведения работ;
- Высокая себестоимость самого процесса сварки;
- Низкий коэффициент полезного действия, который достигает всего до 2%;
- Подходит только для узкого спектра процедур.
Лазерная сварка трубопроводов и прочих видов соединений может производиться несколькими типами аппаратов. Твердотельный обладает короткими и более слабыми волнами. Он чаще всего работает в импульсном режиме, но иногда требуется применять и беспрерывный режим, хотя здесь он менее эффективен. Отличие в принципе работы заключается в том, что лазерное излучение проходит из твердотельного элемента, которым является стеклянный стержень. При этом включается неодим, гранат и рубин. Сам стержень располагается в камере, освещение которой происходит при помощи лампы накачки. Она создает световые вспышки. Данный тип техники используется для тонких электронных приборов и точечной сварки.
Газовый аппарат одинаково используется как в импульсном, так и в непрерывном режиме. Он обладает более высокой мощностью, так как здесь применяются высоковольтные источники тока. В аппарате используется поперечный тип прокачки, что дает ему компактность размеров. В среднем, максимальная толщина сварки для таких моделей составляет до 2 см. В качестве активной среды здесь выступают газы.
Таким способом можно выделить еще две разновидности:
- Импульсная лазерная сварка скапливает большое количество энергии, а затем все накопленное воздействует на место соединение за короткий промежуток времени. Данная технология отлично подходит для металлов, которые сильно подвержены деформациям. Воздействие силы происходит преимущественно на поверхность, так что исключается глубокое проникновение. Импульсные установки обладают более высокой стоимостью, чем непрерывные.

Импульсная лазерная сварка
- Непрерывная лазерная сварка предназначена для создания сплошных швов, которые могут делаться не только поверхностно, но и глубокими. Зона проплавления почти не зависит от глубины и практически всегда остается узкой.

Лазерная сварка проводится путем воздействия лазерного излучения, сфокусированного пучком небольшого сечения. Частично этот пучок отражается от поверхности, но большая часть его проникает в основной металл. При проникновении происходит поглощение энергии, после чего металл нагревается и расплавляется, если достиг определенной температуры. Благодаря этому и формируется сварочный шов.
«Важно!
Уменьшение мощности зачастую происходит путем расфокусировки пучка, что не делает процесс более экономичным.»
Сварка производится в любом пространственном положении. Сварка производится при помощи дополнительных присадочных материалов, в качестве которых выступает сварочная проволока, порошок или лента. Условно технологию процесса можно разделить на:
- Макросварку – когда толщина проплавления составляет более 1 мм;
- Минисварку – когда толщина проплавления лежит в диапазоне 0,1-1 мм;
- Микросварку – при толщине проплавления до 0,1 мм.
Для проведения процесса не нужно создавать условия вакуума. Также не стоит использовать газовую среду в качестве защиты, так как это может привести преломлению и экранированию лазерного луча. При воздействии на кромки, луч оплавляет их, благодаря чему получается припой из того же материала, что и сделана сама заготовка. Регулировка силы пучка зависит от его плотности, так что при высокой концентрации можно добиться максимально высокой тонкости, которая практически не достижима для других видов сварки. В большинстве случаев лазерная сварка является автоматическим процессом и, кроме как для настроек и установки деталей, человеческий труд не требуется.
Применение лазерной сварки во многом является безопасным процессом, так как человек не контактирует с ней непосредственно, как это происходит при ручной дуговой. Но здесь есть свой ряд особенностей, которые может привести к травмам, если не применять технику безопасности. Главным правилом является недопущение попадание на пути лазера посторонних предметов. Здесь очень тонкий луч обладает высоким уровнем энергии, так что человеческая рука или еще что-либо, может быть очень легко пропалена. Перед использованием установки всегда нужно проверять ее работоспособность и исправность, чтобы не возникло ни каких проблем. Вблизи не должны находиться ни какие легко возгораемые предметы.
Данный процесс должен проводиться согласно определенным стандартам. Определяющим здесь является ГОСТ 28915-91. В нем прописаны все данные, необходимые для качественной импульсной сварки лазером, точечных соединений, а также все типы получаемых соединений, их параметры и так далее.
Особенности лазерной сварки сталиСначала происходит очищение поверхности металлической заготовки от окалин, грязи, ржавчины и прочих посторонних веществ. Не допускается, чтобы на стали находилась влага. Зачистка осуществляется при помощи щеток по металлу. После зачистки поверхность желательно обезжирить. Затем идет подгонка деталей под сварку, чтобы кромки плотно прилегали друг к другу. Зазор если и должен быть, то его берут минимальным, около 5% от толщины свариваемого металла. при сборке используются прихватки. Здесь лучше использовать стыковое соединение, а не нахлесточное.

Схема лазерной сварки
Сварка лазером относится к узкоспециализированным процессам. Ее технология является очень сложной, так как нужно знать множество нюансов самой техники. Дороговизна аппаратов делает ее трудно доступной для многих сфер, кроме тех, где она действительно востребована.
Системы лазерной сварки
Лазерная сварка – процесс, предполагающий соединение деталей при помощи лазерного излучения. На поверхности часть луча отражается, а часть проходит внутрь, что приводит к нагреву и плавлению материала, формированию сварного шва.

Принцип работы лазерной сварки
Лазерная сварка – процесс, предполагающий соединение деталей при помощи лазерного излучения. На поверхности часть луча отражается, а часть проходит внутрь, что приводит к нагреву и плавлению материала, формированию сварного шва. В результате получается прочное соединение. Луч, сгенерированный квантовым лазерным генератором, попадает в фокусировочную систему установки, где перераспределяется в пучок меньшего сечения. По концентрации энергии воздействие лазера в десятки раз превосходит другие источники тепла (около 10^6 Вт/см2). Она позволяет соединять материалы толщиной от пары микрометров и до нескольких сантиметров.
Особенности лазерной сварки
Технология используется при работах с титаном, титановых, алюминиевых, магниевых сплавов, разных марок стали. Лазерный луч обладает точной направленностью, что выгодно выделяет его на фоне пучка света. Это обусловлено тем, что он монохроматичен и когерентен. Лазер сосредотачивает всю тепловую мощность, которая потребуется при соединении деталей непосредственно в пятно малого диаметра в месте обработки. Такие особенности лазерной сварки позволяют соединять элементы практически незаметным швом.
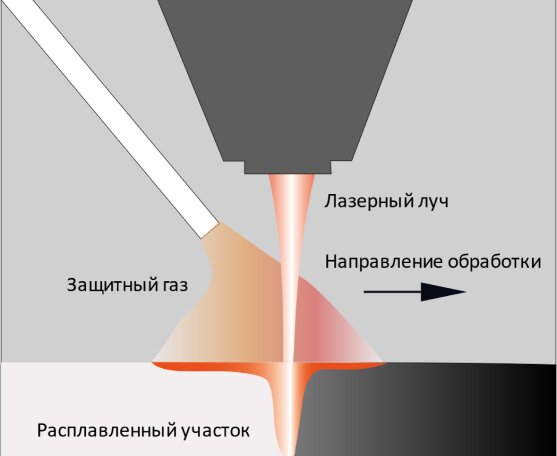
Работы не требуют наличия вакуума и могут выполняться в атмосфере. Зачастую защита сварочной ванны выполняется аргоном. Но этот газ при взаимодействии с металлами и лазером вызывает не только расплав металла, то и его испарение. В результате луч может экранировать, уходя от заданной траектории, заметно снижая точность и качество шва. Исключить такой процесс помогает дополнительная подача в рабочую область гелия. Этот газ подавляет потенциальное плазмообразование, предотвращая улетучивание металла. В результате лазерная сварка, описание процесса которой мы только что привели, позволяет получать идеально тонкий, ровный шов. Процесс автоматизирован и может проходить как с частичным, так и со сквозным проплавлением.
Виды и режимы лазерной сварки
Лазерная сварка предполагает получение двух разновидностей сварочного соединения: шовное и точечное. Установки промышленного уровня способны генерировать непрерывные и импульсные лучи. Первые применяются для получения как точечных, так и шовных соединений. При помощи импульсного излучения получают только точечные швы. При этом скорость работ пропорциональна частоте генерируемых лазером импульсов. Точечная технология получила распространение при соединении тонких металлических элементов и реализуется вручную. Шовная преимущественно выполняется аппаратным методом и позволяет формировать глубокие сварные соединения.
Исходя из используемого оборудования и материалов сварка лазером металла бывает:
- Твердотельной.
- Газовой.
- Гибридной.
Твердотельная
В твердотельных лазерах активным элементом являются стекло или алюмоиттриевый гранат с добавлением неодима, рубина. Их работа активизируется под воздействием светового потока, излучаемого криптоновыми светильниками повышенной мощности. Предусмотрена возможность работы таких лазеров как в непрерывном, так и в импульсном режиме. В настоящее время наиболее популярны волоконные лазерные источники. Они обладают высокой мощностью и просты в эксплуатации.
Газовая
Здесь используют газовые смеси. Это соединения азота, гелия, углекислого газа. Смесь подается в рабочую область под давлением 2,6-13 кПа. Активизируются действующие вещества электрическим разрядом. Гелий и азот гарантируют стабильную передачу энергии частичкам углекислого газа, обеспечивая оптимальные условия для поддержания горения разряда.
Гибридная
Гибридная технология получения сварных швов объединяет дуговую сварку – сварку металлическим электродом в активном газе или в инертном газе с лазерной сваркой. При этом увеличивается подводимая тепловая мощность, что позволяет осуществлять сварку высокопрочных сталей, невыполнимую другими методами.
Преимущества и недостатки технологии
Лазерная сварка, как и другие технологии, имеет преимущества и недостатки.
К достоинствам сварки лазером относят:
- Есть возможность дозировать поток энергии, подаваемого в рабочую зону. Диапазон регулировки достаточно широкий. Такая особенность позволяет получать качественные сварные соединения деталей разной толщины и конфигурации.
- Большая глубина оплавления при минимальном горизонтальном распространении термического повреждения. Эта особенность технологии позволяет использовать ее при работах с очень мелкими деталями, в частности в радиотехнике.
- Возможность использования для получения сварных швов в труднодоступных местах. Это достигается системой зеркал, способных управлять лазерным лучом, меняя его направление. Эта технология широко используется при работах на подземных или подводных коммуникациях. Внутрь трубопровода помещается специальный постамент, а управление процессом идет извне при помощи радиопередатчика.
- Высокая точность и качество работ. Отклонения от допустимых размеров минимальные при соединении как мелких, так и крупногабаритных деталей. Сварка выполняется без правок и не требует финишной механической обработки. Процесс сопровождается минимальными температурными поводками и короблением материала.
- Высокая эффективность и скорость работ. Сварной шов стального листа толщиной 20 мм выполняется со скоростью 100 м/час и за 1 подход. Для сравнения: аналогичный шов с использованием электрической дуговой сварки делают со скоростью 15 м/час за 5-8 подходов.
- Экологическая чистота процесса. При работах не выделяется никаких опасных веществ, способных нанести вред человеку или окружающей среде.
Из недостатков отмечают невысокий КПД. Работы требуют высокой квалификации персонала.
Применение сварки лазером
Сваривать лазерным лучом можно детали разных габаритов, но наибольшее применение технология получила при работах с материалами небольшой и средней толщины: 5-10 мм. Область использования данного вида сварки:
- соединение деталей, форма и размеры которых не должны существенно меняться в процессе;
- изготовление крупный конструкций невысокой жесткости при наличии швов в труднодоступных местах;
- при работах с трудносвариваемыми элементами, разнородными материалами; соединение тонких пластин, пленок, проводов и других легко деформирующихся деталей;
- в работах с материалами, хорошо проводящими тепло.
Наибольшее распространение технология сварки лазером получила при производстве электронных изделий, в радиоэлектронике, приборостроении, машиностроении, часовом приборостроении, медицине, механике и пр.
Компания «ЛЛС» предлагает оборудование для лазерной сварки по хорошим ценам и с надежными гарантиями. А это залог высокого качества выполненных работ. За уточнением деталей сотрудничества обращайтесь к менеджерам по телефону или через онлайн-форму.
Читайте также: