Лазерная сварка в среде аргона
Обновлено: 17.05.2024
Аргонно-дуговая сварка — это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
- Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося — вольфрамового электрода.
- Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
- Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
- Роботизированное оборудование не нуждается в непосредственном управлении оператором.
Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
- источником сварочного тока — постоянного и/или переменного;
- горелкой или их комплектом, предназначенным для работы на разных токах;
- устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
- аппаратурой, которая управляет сварочным циклом и его защитой;
- устройством для компенсации или регулирования постоянной составляющей тока.
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
- Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
- Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
- Использование нескольких вольфрамовых электродов — эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
- Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
- Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
- Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это — ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Если вам нужно быстро и качественно нарезать металл, используйте для этого газовую резку. Подробнее читайте в этой статье.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки.
В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.

Горелка для работы неплавящимся электродом
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску.
Основные правила, которые нужно соблюдать в процессе работы используя инертный газ — аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона — процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков — аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Что такое лазерная сварка. Преимущества и недостатки
Лазерная сварка — это один из видов сварки плавлением с нагревом рабочей зоны энергией лазерного излучения. Она относится к термическому классу сварочных технологий и входит в одну группу с плазменной, дуговой и электронно-лучевой сварками.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Состав и принцип работы сварочного оборудования
Все установки лазерной сварки состоят из следующих функциональных модулей:
- технологический лазер;
- система транспортировки излучения;
- сварочная головка с фокусирующей линзой;
- блок фокусировки луча;
- механизмы перемещения сварочной головки и заготовки;
- система управления перемещениями, фокусировкой и мощностью лазера.
В сварочном оборудовании в качестве генераторов излучения применяют два типа лазеров: твердотельные и газовые. Мощность первых лежит в диапазоне от десятков ватт до 6 кВт, а вторых – от единиц до 25 кВт. В твердотельных установках излучатель — это прозрачный стержень из рубина или алюмо-иттриевого граната, легированного неодимом. А в газовых аппаратах — прозрачная трубка, заполненная углекислым газом или газовыми смесями.
Кроме излучателя в состав любого лазера входит система накачки, оптический резонатор, блок питания и система охлаждения. Генерируемый световой поток попадает через переднее зеркало оптического резонатора на систему зеркал, которая передает его на фокусирующую линзу сварочной головки.
Установки лазерной сварки выпускаются в разных компоновках: от традиционных портальных или консольных станков с рабочими столами и до роботов-манипуляторов с пятью степенями свободы. Управление сварочным оборудованием может выполняться в ручном или автоматическом режиме. Если установка имеет систему ЧПУ, то выполнение сварочного процесса осуществляется в автоматическом режиме по заданной программе. В случае ручной лазерной сварки оператор с выносного пульта задает перемещения, скорости и параметры сварочного процесса.
Применение лазерной сварки
Основная область применения лазерной сварки — это передовые производства с инновационными технологиями. Наиболее широко ее применяют в микроэлектронике, приборостроении, авиакосмической отрасли, атомной энергетике и автомобильной промышленности.
В приборостроении и микроэлектронике с помощью лазера соединяют разнородные и разнотолщинные материалы диаметром от микронов до десятых долей миллиметра. Кроме того, лазерная технология позволяет сваривать элементы, расположенные на близком расстоянии от кристаллов микросхем, а также других чувствительных к нагреву элементов.
Применение лазера в автомобильной промышленности не ограничивается точеной сваркой кузовных элементов из тонколистовой стали. Для снижения веса в современных автомобилях все чаще применяют детали из алюминиевых и магниевых сплавов. Характерная особенность этих материалов — наличие у них поверхностной оксидной пленки с высокой температурой плавления. Поэтому для их соединения чаще всего применяют лазерную сварку.

В судостроении, оборонной промышленности, атомной энергетике и авиакосмической отрасли широко используются комплектующие из титана и титановых сплавов. Сварка титана — это одна из самых сложных задач для сварочного производства. В расплавленном состоянии титан обладает высокой химической активностью к кислороду и водороду, что ведет к насыщению зоны расплава газами и образованию холодных трещин. Лазерная сварка успешно справляется с этой проблемой при работе в защитной среде из газовой смеси на основе из аргона и гелия.
Лазерные установки применяют для сварочного соединения металлов с разными физическими свойствами. С их помощью сваривают сталь и медь с алюминиевыми сплавами, а также разнотипные цветные металлы. Новым направлением сварочных технологий является сварка лазером чугуна, которую применяют при производстве корпусов, элементов шестерен, запорной арматуры и других узлов и компонентов.
Стоимость лазерного оборудования снижается с каждым годом. Сейчас небольшие установки импульсной лазерной сварки доступны даже малому бизнесу и частным лицам. Они имеют небольшую мощность и их обычно применяют для резки, сварки и гравировки листовых материалов.
Преимущества и недостатки
Лазерная сварка обладает рядом неоспоримых достоинств, но, как и все сварочные технологии, имеет свои недостатки. Первые являются следствием уникальных характеристик лазерного луча, а вторые в основном связаны с высокой стоимостью и сложностью оборудования.
Главные преимущества:
- возможность сварки разнообразных материалов: от металлов и магнитных сплавов до термопластов, стекла и керамики;
- высокая точность и стабильность траектории пятна нагрева;
- наименьший размер сварного шва среди всех сварочных технологий;
- отсутствие нагрева околошовной зоны, следствием чего является минимальная деформация свариваемых деталей;
- отсутствие продуктов сгорания и рентгеновского излучения;
- химическая чистота сварочного процесса (не применяются присадки, флюсы, электроды);
- возможность сварки в труднодоступных местах и на большом удалении от места расположения лазера;
- возможность сварки деталей, находящихся за прозрачными материалами;
- быстрая переналадка при переходе на изготовление нового изделия;
- высокое качество сварных соединений.
Основные недостатки:
- высокая стоимость оборудования, запасных частей и комплектующих;
- низкий КПД (для твердотельных лазеров — около 1%, для газовых — до 10%);
- зависимость эффективности сварочного процесса от отражающей способности заготовки;
- высокие требования к квалификации обслуживающего персонала;
- особые требования к помещениям для размещения лазерного оборудования (в части вибрации, запыленности и влажности).
Заключение
Лазерная сварка является самой молодой из сварочных технологий — в промышленности она применяется только с конца семидесятых годов XX века. Сразу после своего появления она начала активно замещать традиционные методы сварки. Наибольшее распространение лазерная сварка получила в передовых производствах с инновационными технологиями.
В наше время лазерная сварка вышла далеко за пределы своего первоначального применения. Сейчас она используется не только в промышленности, но и в часовом производстве, при изготовлении и ремонте ювелирных украшений и даже при создании рекламных конструкций.
Аппараты для лазерной сварки: особенности и технические характеристики самых распространенных моделей
Для неразъемного соединения металлических и неметаллических деталей и поверхностей применяется лазерная сварка. Для такой сварки используются генераторы оптической энергии – лазеры. Сварка с применением лазера имеет целый ряд преимуществ перед обычной сваркой.
Преимущества лазерной сварки исходят из свойств используемого в сварочных аппаратах лазера. Основные свойства излучаемого лазером луча – это:
Благодаря высокой направленности луча, можно создавать высокую концентрацию энергии на определенном участке поверхности. Монохроматичность луча лазера позволяет создавать и использовать эффективные фокусирующие системы, работающие в узком диапазоне частот излучения лазера. Свойство когерентности луча позволяет усиливать его с помощью резонаторов, работающих в режиме резонанса.
Это позволяет создавать на небольшой площадке плотность энергии около 108 Вт/кв. см. Такая плотность энергии позволяет производить сварку металлов.
К недостаткам лазерной сварки можно отнести:
- сложность сварочных аппаратов;
- высокую стоимость станков и аппаратов;
- малый КПД устройств.
Основные виды аппаратов
В зависимости от вида источника световой энергии аппараты для лазерной сварки делятся на два типа – на твердотельном и газовом лазерах.
В твердотельном лазере в качестве рабочего тела используется стержень из рубина, неодимового стекла или алюмо-иттриевого граната с неодимом (Nd:Yag) или иттербием.
Стержень помещается в световую камеру, а для его возбуждения используется импульсная лампа накачки. В результате работы лазер на твердом теле может генерировать мощность в 1-6 кВт. Энергии твердотельного генератора бывает достаточно лишь для сварки мелких деталей, например, для сварки выводов из золота или тантала, сварки катодов кинескопов.
Сварка аппаратами твердотельными лазерами позволяет обеспечивать точную дозировку энергии, в результате чего можно получить качественную сварку при обработке мелких деталей.
В лазерах с газовой накачкой в качестве излучающего тела используется газ, состоящий из смеси углекислого газа, азота и гелия. При прокачке такого газа в камере с помощью электрического разряда происходит возбуждение атомов газа и генерация энергии. Мощность газовых лазеров может превышать 20 кВт. Лучом такой мощности можно сваривать металл толщиной до 20 мм.
Наиболее мощными являются газодинамические лазеры. В таких приборах используется газ, нагретый до 1000-3000°С. Такой газ, перемещаясь в резонатор и охлаждаясь, испускает кванты световой энергии. Накачка генератора может осуществляться с помощью маломощного лазера или другого источника энергии. В результате лазер такого типа может генерировать луч мощностью в 100 кВт, что позволяет сваривать сталь толщиной до 35 мм с большой скоростью.
Лазерная сварка происходит в атмосферных условиях, что требует защиты получаемого шва от воздействия внешней среды. Для этого чаще всего используется газ аргон.
Кроме того, из-за высокой интенсивности луча происходит испарение металла и образование паров. Такая среда рассеивает и экранирует луч лазера. Для предотвращения появления плазмы для мощных лазерных сварочных аппаратов используется защитный газ, например, гелий. Поэтому чаще всего при сварке лазером подается газ, состоящий пополам из аргона и гелия.
Особенностью сварки лазером большой мощности является то, что луч постепенно проникает в глубину детали, оттесняя расплав к задней стенке. Благодаря этому, получается тонкий шов при глубоком проплавлении.
Высокая концентрация энергии позволяет сваривать детали с большой скоростью и обеспечением высокой прочности шва. При этом сокращается зона термического воздействия на материал, а также уменьшаются его сварочные деформации.
Оборудование для сварки лазером включает:
- устройство, генерирующее лазерный луч;
- систему фокусировки луча;
- средство перемещения аппарата (или заготовки).
Установка для сварки может быть стационарной или мобильной. Стационарная установка устанавливается на производстве, и она неподвижна. Мобильная установка перемещается. На практике мобильная установка также довольно тяжелая и чаще всего для перемещения снабжена колесами.
В зависимости от мощности аппараты могут использоваться :
- Для микросварки (глубина проплавления не более 0,1 мм).
- Для минисварки (глубина проплавления от 0,1 мм до 1 мм).
- Для макросварки (глубина проплавления свыше 1 мм).
Аппараты для сварки
Характеристики некоторых аппаратов и станков лазерной сварки приведены в таблице.
| Наименование | Назначение | D, мм | Р, Вт | Рпот, кВт | W, дж | М, кг | Цена, руб. |
| Wizard.100.00, Италия | Для сварки и пайки | 0,2…2 | 65 | — | 0,1…100 | — | 1594000 |
| LaserStar T Plus | Для сварки протезов | 0,3…2,3 | 60 | — | 60 | 55 | 2134000 |
| CSHG300, Германия | Сталь, нержавейка | 0,2…2 | 300 | 8 | — | 350 | 758500 |
| TST-W200XT2 | Углеродистая сталь, нержавейка | 0,2…3 | 200 | 14 | — | — | 1216000 |
| TST-W500L | Рекламные конструкции, сталь, сплавы | 0,2…3 | 500 | 12 | — | 480 | 1475000 |
| BULAT LRS-100, Россия | Сварка, наплавка, сталь, металлы | 0,2…2 | 100 | 5 | 40 | 150 | Цена по запросу |
| LK-GQHW-800, Китай | Нержавейка, AL, сплавы | 0,2…1,8 | 800 | 6 | 180 | 100 | $5000…15000 |
В таблице обозначены:
- D – диаметр пятна луча, мм;
- P – мощность излучения лазера, Вт;
- Pпот – мощность, потребляемая установкой, кВт ;
- W – энергия импульса излучения, джоуль;
- M – масса устройства, кг.
Большая часть находящихся в продаже аппаратов для лазерной сварки в качестве источника излучения используют твердотельный лазер на алюмо-иттриевом гранате с неодимом (Nd:Yag). Длина волны излучения у такого прибора λ=1,06 мкм.

Примерная стоимость аппаратов лазерной сварки на Яндекс.маркет
Лазер работает в непрерывно-импульсном режиме. При этом в большинстве аппаратов имеется возможность изменять как длительность импульсов, так и частоту их повторения. Таким образом регулируется плотность энергии, поступающей на место сварки.
Первые два прибора относятся к устройствам микросварки и предназначены для сварки мелких изделий. Например, аппарат LaserStar T Plus используется для сварки металлических каркасов зубных протезов. Такие аппараты имеют сравнительно небольшие размеры и вес. Например, аппарат LaserStar T Plus имеет вес в 55 кг и может быть размещен на столе. Поскольку оператору необходимо работать с мелкими деталями, то такие приборы снабжаются микроскопом с 10-16 кратным увеличением.
Следующие 5 станков имеют большие габариты и веса. Они могут сваривать сталь и другие металлы с глубиной от 0,1 до 2,8 мм.
При этом некоторые станки, такие, как CSHG300 или LK-GQHW-800, имеют специальную переносную головку, к которой по волоконному кабелю подводится излучение. Благодаря этому, оператор имеет возможность осуществлять сварку в труднодоступных местах.
В таблице приведены данные по станку для лазерной сварки LRS, выпускаемому российским ОКБ «Булат». Эта организация выпускает целую линейку станков, имеющие разные характеристики и различное назначение. К сожалению, эта компания по каким-то причинам не сообщает цену на свою продукцию.
На сайте приведены данные на большое количество различных китайских аппаратов для лазерной сварки. В таблице приведены характеристики на производимый компанией Shenzhen Radium Kang Machinery Eguipment аппарат для лазерной сварки типа LK-GQHW-800. Сравнительный анализ говорит о некотором завышении характеристик данного аппарата, использующего стандартный лазер на YAG:Nd, что объяснимо конкурентной борьбой. Для этого аппарата приведены ориентировочные границы цены. Для получения информации о конкретной цене на устройство необходимо обратиться в компанию.
Общая характеристика и особенности лазерной сварки для различных металлов, типы лазеров и специфика их применения
Лазерная сварка – сварка плавлением, при которой энергетическим источником является лазер. Главной особенностью является высокая концентрация энергии. Такой тип сварки используется для соединения одинаковых и разнородных металлов.
Лазерное излучение фокусируется при помощи направляющих зеркал. Преобразованный уменьшенный пучок энергии нагревает и плавит свариваемые детали.
Выделяют следующие типы лазерной сварки:
- микросварка – плавит детали не толще 100 мкм;
- минисварка – применяется на глубине от 0,1 до 1 мм;
- макросварка – работает с толщиной свыше 1 мм.
Закреплённые стандарты
В 2019 году действуют следующие государственные стандарты, предъявляющие требования к лазерной сварке:
- ГОСТ ISO 15609-4-2017 – содержит технические требования к аттестации процедур сварки металлических материалов. Часть 4 данного документа посвящена лазерной сварке;
- ГОСТ 28915-91 – описывает основные типы лазерной импульсной сварки, конструктивные элементы и размеры.
Основные сферы применения
Лазерная сварка имеет широкое применение:
- Ремонт ювелирных изделий. Благодаря высокой точности возможен ремонт ювелирных изделий из золота и серебра. Из-за того, что предмет нагревается не полностью, а лишь отдельные его участки, удаётся избежать деформации мягких металлов. В результате ремонта остаётся чистый шов, не загрязнённый частицами припоя. Его можно легко сгладить с помощью шлифовки.
- Соединение алюминия. Лазерная сварка упрощает процесс сварки алюминия, так как нет необходимости создавать вакуум. Необходима только тщательная зачистка места сварки от оксидной плёнки и остатков лакокрасочных покрытий.
- Сварка стали. Использование лазера при сварке стали позволяет получить аккуратный шов, высокую прочность соединений и минимизировать коррозию свариваемых участков.
Плюсы и минусы технологии
Распространение лазерная сварка получила, благодаря следующим положительным качествам:
- высокая прочность соединения;
- отсутствие необходимости в дополнительной механической обработке;
- скорость выполнения работы;
- минимальная зона нагревания;
- возможность высокоточного фигурного соединения.
Несмотря на все положительные стороны, лазерная сварка является узконаправленной в силу следующих причин:
- высокая стоимость оборудования;
- сложность в подборе специалистов;
- наличие вибрации при работе аппаратом;
- невысокий КПД оборудования.
Особенности технологического процесса
Лазерная сварка действует по следующему принципу: лазерное излучение проходит через фокусирующую систему, сконцентрированный пучок энергии направляется на свариваемые детали, где частично отражается. Значительная часть энергии проникает вглубь материала, тем самым нагревает и расплавляет его. Такой метод сварки позволяет проводить работу в любом положении и под любым углом.
Лазерный луч необходимо корректировать в зависимости от толщины материала. Чем толще материал, тем большую фокусировку нужно использовать.
Оборудование, используемое при сварке лазером
Комплект оборудования для лазерной сварки включает в себя: лазер, газовую защиту, системы фокусировки и перемещения луча. Так как существуют разные типы установок, то для каждой из них есть свои особые элементы.
В газовых лазерах активным элементом является смесь газов. Предельная мощность такого вида установок может достигать 20 кВт. Это позволяет работать с материалами толщиной до 2 см. Одними из самых мощных являются газодинамические лазеры. Скорость работы при их использовании достигает 60 м/ч.
Мощность твердотельных лазерных установок – 1-6 кВт. Активными компонентам в них являются рубин или стекло с присадкой ионов. С помощью таких установок соединяются самые маленькие и тонкие детали.
Типы установок для лазерной сварки металла:
- Твердотельные лазерные установки содержат в себе стержень из активного элемента рубина с нанесённым на его концах серебром. При нагревании стержня находящиеся в нём ионы хрома начинают своё движение. Проходя через прозрачные и полупрозрачные зеркала, они движутся по спирали вокруг рубинового стержня. Высвобождаемая энергия проходит через полупрозрачное стекло и с помощью линзы собирается в одной точке сварочного аппарата. Главная особенность – работает исключительно в беспрерывном режиме.
- Газовые лазерные установки стандартно представлены в виде герметичной круглой трубки с газообразной функциональной средой и установленным оптическим резонатором. Для активации лазерного луча применяются следующие газы: углекислый газ, азот и гелий.
Газовые лазеры эффективнее твердотельных, так как имеют большую мощность и повышенный КПД. Большим плюсом является то, что они могут применяться и в импульсном, и непрерывном режиме.
Лазерные установки могут проводить сварку двумя способами:
- импульсным – производится накопление значительного объёма энергии, а затем в короткое время обрабатывается место сварки;
- непрерывным – применяется в процессе создания сплошных швов независимо от глубины сварки.
Особенности лазерной сварки различных металлов
При сваривании стали предварительно необходимо провести механическую очистку деталей. Нужно избавиться от коррозии и окалины для предотвращения появления оксидных соединений. Зачистку можно проводить с помощью обычных нержавеющих щёток, захватывая 10-15 см от будущего места сварки. Место сваривания стальных деталей необходимо обезжирить.
Алюминий
При сварке алюминия возникает возможность окисления поверхности и испарения летучих элементов. Металл необходимо механически обработать, произвести травление и перед сваркой зачистить шабером.
Титан
Во избежание трудностей при сварке титана нужно осуществить зачистку, при этом можно применить пескоструйную обработку. Позже химически затравить, промыть и обработать гелием.
Специфика ручной лазерной сварки
Уже не существует преград для покупки лазерного станка для работы в домашних условиях. С его помощью можно решить некоторые хозяйственные проблемы:
Необходимо помнить о технике безопасности при работе вручную: во избежание попадания лазерного луча в глаза и на кожу необходимо, чтобы аппарат был оснащён крышками безопасности.
При ручной работе достигается высокая скорость сварки, а сварочный шов более высокого качества.
Аргонодуговая и лазерная сварка медицинских и других миниатюрных изделий
В качестве альтернативы аргонодуговой сварке лазерная сварка предлагает определенные преимущества, которые могут оказаться полезными для миниатюризации медицинских устройств, датчиков и других задач.
Сварка часто используется для соединения металлических деталей при изготовлении медицинских устройств, инструментов и имплантов. Традиционно для этих целей используется аргонодуговая сварка, она же TIG-сварка. Однако, аргонодуговая сварка может привести к нежелательным результатам, особенно когда речь идет о сварке тонких металлов или когда требуется небольшая глубина провара (например, до 1мм). Во многих случаях лазерная сварка предлагает привлекательную альтернативу, позволяющую снизить стоимость производства и улучшить качество продукции.
Лазерная сварка и TIG-сварка
При аргонодуговой сварке две металлические детали находятся в контакте или на расстоянии небольшого зазора друг от друга. Высокое напряжение между вольфрамовым электродом и деталями приводит к появлению дуги, которая плавит материал. Данный расплав сливается и затем затвердевает, образуя сварной шов. Аргонодуговая сварка может проводится как с присадочной проволокой, так и без нее. Защитный газ применяется для предотвращения окисления электрода и сварного шва.
При лазерной сварке для плавления соединяемых металлов вместо электрической дуги используется сфокусированный лазерный пучок со значительной энергией. Как и в случае с аргонодуговой сваркой при лазерной сварке может использоваться присадочная проволока и защитный газ. В целом, для лазерной сварки характерны два режима: поверхностный (кондуктивный) режим и режим глубокого проплавления («keyhole» — замочная скважина).
Для кондуктивного режима характерна относительно низкая плотность мощности – около 0,5МВт/см2. При данном режиме формируется неглубокая и широкая сварочная ванна, а нагрев, необходимый для плавления передается в глубину от нагреваемой поверхности. Данный режим позволяет получить эстетичный шов, не требующий дальнейшей обработки.
Для режима глубокого проплавления свойственны существенно более высокие плотности мощности – свыше 1МВт/см2. В центре сфокусированного пучка (там, где обычно плотность мощности выше) металл испаряется открывая узкий и глубокий канал – «замочную скважину», окруженную расплавом. Данный метод позволяет сваривать детали значительной толщины.
Пониженный нагрев
Главное преимущество лазерной сварки, особенное в кондуктивном режиме, заключается в существенно меньшем нагреве деталей в сравнении с TIG-сваркой, что делает данный метод наиболее выигрышным при производстве медицинских устройств, где тренд на миниатюризацию диктует все более жесткие требования к процессу изготовления.
Меньшая зона нагрева предоставляет важные преимущества в производственном процессе. Во-первых, меньший размер этой зоны позволяет производить сварку на готовых деталях без опасения появления косметических, функциональных или геометрических дефектов. Таким образом, маркировка, покрытие и другие примыкающие к зоне обработки поверхностные нанесения останутся неповрежденными, равно, как и чувствительные элементы сборок такие, как пружины, магниты и пластиковые компоненты. Кроме того, меньшая зона нагрева позволяет исключить предварительную и последующую обработку материала, которая может понадобится при аргонодуговой сварке, например, отжиг деталей для снятия образовавшихся в материале напряжений.
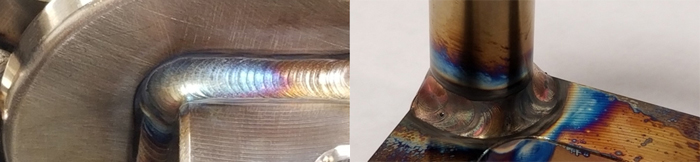
Аргонодуговая сварка также может вызвать изменение цвета шва и материала в прилегающей зоне ввиду проявления цветов побежалости, что довольно редко встречается при лазерной сварке.
Рис. 1. Аргонодуговая сварка 3мм (слева) и 5мм стали. Ярко выражены цвета побежалости.

Рис. 2. Лазерная сварка 1мм стали (слева) и стыковая сварка. Шов не имеет цветов побежалости и не требует обработки
Сварка различающихся сплавов
Еще одной ключевой особенностью лазерной сварки является возможность более простого соединения различающихся сплавов стали (например, 20Х13 и 08Х18Н10), алюминия или титана. Необходимо отметить, что сваривать друг с другом разные металлы, например, сталь и алюминий, лазерная сварка может лишь с существенными ограничениями. При TIG-сварке различающихся сплавов главной проблемой являются различия в химическом составе и твердости, что приводит к неоднородному застыванию расплава, способному вызвать растрескивание и образование пор в структуре шва. Для борьбы с этим негативным эффектом используется присадочная проволока и/или методы предварительной и последующей обработки, что, разумеется, влияет на стоимость и трудоемкость процесса.
Лазерная импульсная сварка позволяет решить данную проблему более экономичными методами: методом контроля формы пучка и методом контроля временных параметров импульса. Например, при сварке высокоотражающих металлов таких, как алюминий или медь, традиционно используется импульс с крутым передним фронтом, за которым следует резкий спад до некоторого оптимального значения. Это делается для того, чтобы преодолеть отражение поверхности материала, расплавить его и, понизив энергию импульса, удержать расплав в оптимальном состоянии. Подобная функция профилирования пучка встречается не во всех системах управления, но в лазерных станках Weld-CNC она имеется и позволяет задавать произвольную форму импульса и сохранять его для дальнейшего повторного использования.
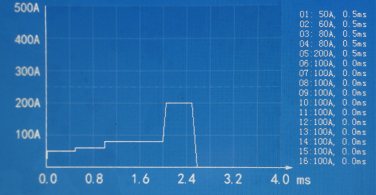
Рис. 3. Профилирование лазерного пучка методом задания дискретных точек
Практическое применение
Несмотря на очевидные преимущества лазерной сварки широкое использование до недавнего времени данный метод имел исключительно в сегменте автоматизированного и довольно дорогостоящего оборудования, что, разумеется, существенно ограничивало сферу его применения. Однако с появлением на рынке оборудования с частично автоматизированным или ручным позиционированием деталей в области обработки данная технология получила широкое распространение и внедрение во многие отрасли. Так, например, при лазерной сварке миниатюрных зубных штифтов использование лазерного станка с ЧПУ Weld-CNC позволяет получить надежный и эстетичный шов без последующей его обработки. Кроме того, данную систему можно «обучить» перемещению по заданной траектории и многократно воспроизводить ее в дальнейшем с высокой повторяемостью.
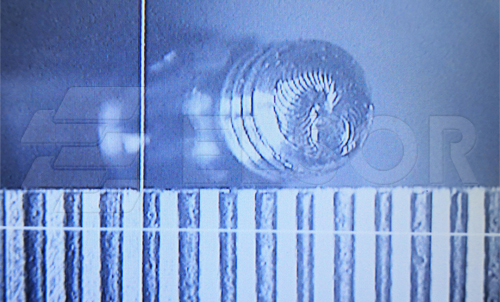
Рис. 4. Лазерная сварка зубного штифта.
Таким образом, подводя итог, можно сказать, что для сварки тонких материалов (до 1-1.5мм) лазерная сварка является более предпочтительным и более технологичным способом, тогда как для сварки толстых материалов использование TIG-сварки более экономически выгодно.
Еще раз основные преимущества лазерной сварки:
1) Позволяет сваривать друг с другом различные сплавы
2) Позволяет избежать нагрева деталей вне зоны обработки
3) Может быть использована в системах с частичной или полной автоматизацией процесса
4) Шов не требует последующей обработки
Читайте также: