Лекции источники питания сварочной дуги
Обновлено: 04.05.2024
Для получения качественного сварного соединения источники питания дуги должны обладать свойствами, удовлетворяющими технологическим и технико–экономическим требованиям.
Технологические требования определяются процессами сварки конкретных изделий, качеством сварного соединения и производительностью сварочного агрегата.
Технико–экономические требования определяют коэффициент полезного действия, коэффициент мощности, габариты, вес, надежность, соответствие технике безопасности и эргономике.
Источники питания сварочных установок классифицируются по ряду показателей.
По роду тока – напряжение постоянного и переменного тока.
По виду внешних характеристик – источники питания, имеющие падающие, пологопадающие, жесткие и пологовозрастающие характеристики.
По способу получения энергии – на зависимые, получающие энергию от обычной стационарной электрической сети и автономные, т.е. получающие энергию от агрегата с двигателем внутреннего сгорания.
По количеству обслуживаемых постов – на однопостовые и многопостовые.
По применению – на общепромышленные и специализированные.
К общепромышленным относятся источники питания для ручной дуговой сварки и механизированной сварки под флюсом. Эти источники предназначены для сварки низкоуглеродистых сталей толщиной более 1 мм. Они, как правило, имеют простую конструкцию и электрическую схему.
К специализированным относятся источники, предназначены для сварки легких металлов и их сплавов (алюминий, дюралюминий, титан), тонкой и особо тонкой стали всех марок, для особо качественных соединений, работающие с штатными и импульсными сварочными дугами. Выполнение высоких технологических требований, предъявляемых к этим источникам, достигается за счет реализации принципов автоматического управления с использованием замкнутых систем регулирования, а также за счет введения специальных конструктивных узлов и систем.
Рассмотрим особенности однопостовых источников, относящихся к группе общепромышленных на примере двух наиболее распространенных видов источников.
Источник, относящийся к первому виду, выполнен на базе трансформаторов с жесткой внешней характеристикой. В данном случае ограничение тока осуществляется посредством дросселя, т.е. катушки с ферромагнитным сердечником, включенным в цепь дуги. Типичный представитель – источник типа СТЭ, т.е. сварочный трансформатор, предназначенный для ручной сварки плавящимся электродом (рис.20.1).
Второй вид источника на базе трансформаторов с падающей характеристикой, которая обеспечивает создание усиленных магнитных полей рассеяния, т.е. большего индуктивного сопротивления самого трансформатора. Это сварочные трансформаторы типа ТД для ручной сварки, резки, и наплавки плавящимся электродом; стабилизированные сварочные трансформаторы типа ТДФ для механизированной сварки под флюсом.
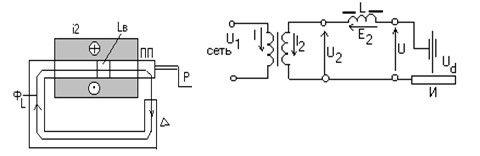
а) конструкция дросселя, б) принципиальная электрическая
Рис. 24.1. Источник питания типа СТЭ
Источник состоит из двух элементов: трансформатора с жесткой внешней характеристикой Сердечник дросселя имеет регулируемый воздушный зазор, и нерегулируемыйДля цепи с дугой по второму закону Кирхгофа имеем:
где L – активное сопротивление обмотки дросселя; L – индуктивность дросселя.
При RLL имеем(U2 = 0) .
Рис. 24.2. Внешняя характеристика источника питания СТЭ
Внешние характеристики источника крутопадающие в отличии от внешних характеристик трансформатора, достаточно жесткой (рис.20.2). Как следует из приведенных выше зависимостей, чем выше XL , тем меньше I2K и круче характеристики. В свою очередь индуктивное сопротивление XL зависит от воздушного зазора lb. Очевидно , что Помимо ограничения тока короткого замыкания с помощью изменения воздушного зазора дросселя LB осуществляется регулирование сварочного тока при одном и том же значении напряжения трансформатора U2=U2н(Зависимость сварочного тока от воздушного зазора дросселя – это есть регулировочная характеристика источника питания. Вид её представлен на рис.20.3 для двух различных напряжений на дуге.
Рис. 24.3. Регулировочная характеристика дросселя.
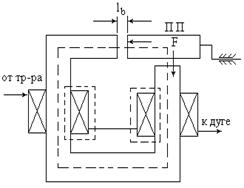
При недостаточной жесткости крепления вибрации подвижного пакета сердечника, происходящие с частотой 100Гц, вызывают изменения установленного зазора, а, следовательно, и режима сварки. Особенно это проявляется при малой величине LB , когда амплитуда его вибраций соизмерима с ним.
Рис. 24.4. Конструкция дросселя.
Вибрации приводят к нарушению процесса сварки из – за колебаний тока, а также к разрушению регулирования механизма и выходу из строя дросселя (СТЭ сняты с производства, но еще имеется в достаточном количестве в эксплуатации).
Лекция №8 Общие сведения об источниках питания сварочной дуги и устройстве сварочных автоматов и полуавтоматов– 4 ч
Электрическая энергия подается в сварочную дугу от специального устройства – источника питания (ИП).
Источники общепромышленного назначения могут быть предназначены для одного или нескольких способов сварки:
– дуговой сварки покрытыми электродами;
– механизированной сварки плавящимся электродом в защитном газе;
– автоматической сварки под флюсом.
Источники питания можно классифицировать в зависимости от рода тока. В качестве источников переменного тока используются сварочные трансформаторы. Источниками постоянного тока являются сварочные выпрямители, преобразователи и агрегаты.
Существуют однопостовые и многопостовые источники питания сварочным током.
Источник питания должен удовлетворять следующим требованиям:
– обеспечивать надежное возбуждение дуги, поддерживать ее устойчивое горение;
– способствовать благоприятному переносу электродного металла и формированию сварного шва;
– обеспечивать возможность настройки требуемого режима сварки.
Эти требования обеспечиваются путем специальной проработки конструкции источника при его создании.
2. Внешние вольтамперные характеристики ип
Электрические свойства источника выражаются его внешней статической вольтамперной характеристикой. Внешняя статическая вольтамперная характеристика может быть крутопадающей (а), пологопадающей (б), жесткой (в), и возрастающей (г).
Внешние статические вольтамперные характеристики источников питания
При ручной сварке покрытыми электродами применяются источники питания постоянного и переменного тока с крутопадающей внешней характеристикой. При сварке под флюсом применяют источники постоянного и переменного тока с пологопадающей внешней характеристикой. При механизированной сварке в углекислом газе используют источники постоянного тока с жесткой внешней характеристикой. Источники питания с возрастающей внешней характеристикой применяются преимущественно при электрошлаковой сварке.
Методы регулирования тока и напряжения.
При отсутствии внешней нагрузки в сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое 60-80 В (напряжение холостого хода). Регулировать сварочный ток трансформатора можно двумя способами:
– изменением напряжения холостого хода;
– изменением индуктивного сопротивления обмоток трансформатора.
Первый способ основан на наличии в трансформаторе секционированных обмоток, соединяя и разъединяя которые, можно ступенчато регулировать напряжение холостого хода U2 и, как следствие, сварочный ток. При этом , где U1 - напряжение внешней сети; W1 - количество витков первичной обмотки, W2 - то же вторичной обмотки. Это, так называемое, грубое регулирование сварочного тока.
Второй способ дает плавное регулирование сварочного тока путем перемещения по сердечнику подвижных обмоток, в результате чего изменяется индуктивное сопротивление трансформатора. В современных трансформаторах оба способа регулирования сварочного тока совмещаются в одной конструкции.
Схема трансформатора с секционированными обмотками
Схема трансформатора с перемещением обмоток
В сварочных выпрямителях напряжение, необходимое для процесса сварки, внешняя вольтамперная характеристика и сварочный ток обеспечиваются понижающим трансформатором с регулируемым магнитным рассеянием.
В тиристорных выпрямителях полупроводниковый блок может использоваться в качестве регулятора силы тока. За счет управляющих импульсов, подаваемых на тиристорный блок, формируется вольтамперная характеристика выпрямителя и осуществляется его настройка на заданный режим непрерывной или импульсной дуговой сварки. Аналогичная система регулирования используется в инверторных источниках (это источники питания, преобразующие напряжение сетевой частоты в более высокочастотное, которое затем подается на сварочный трансформатор и на выходе его выпрямляется; за счет использования повышенной частоты габариты сварочного трансформатора и, соответственно, источника питания в целом значительно меньше, чем у выпрямителей, работающих на сетевой частоте).
Источники питания сварочной дуги
Для дуговой сварке применяют как постоянный, так и переменный ток. Источниками постоянного тока являются сварочные генераторы (сварочные преобразователи и агрегаты), и сварочные выпрямители (селеновые и кремниевые). Источником переменного тока – сварочные трансформаторы, их применяют значительно чаще. Они более просты в изготовлении в эксплуатации, имеют небольшую массу и стоимость, а также обладают более высоким КПД и более долговечны. Однако при питании переменным током дуга горит неустойчиво, так как 100 раз в секунду напряжение и ток дуги проходят через нулевое значение, что приводит к временной деионизации дугового промежутка.
Постоянный ток предпочтителен в технологическом отношении, при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку прямой и обратной полярности.
К источникам сварочного тока предъявляются следующие требования: они должны обеспечить легкое зажигание и устойчивое горение дуги, ограничивать величину тока короткого замыкания, должны быть безопасными в работе и обладать хорошими динамическими свойствами. Динамические свойства определяются временем восстановления напряжения от момента короткого замыкания, когда оно почти равно нулю, до значения 18−20В, когда происходит зажигание дуги. Это время не должно превышать 0,05 с, чем быстрее восстанавливается напряжение, тем динамичнее свойства источника питания.

Рис. 3. Внешние характеристики источников питания и сварочной дуги
Режим горения сварочной дуги определяется точкой пересечения характеристик дуги 1 и источника тока 2 (рис 3, б). Точка А называется точкой холостого хода – источник тока включен, развивая максимальное напряжение (60−80В), а сварочная цепь разомкнута. Точка В – точка неустойчивого горения дуги. При изменении соответствующей ей тока дуга либо гаснет, либо ток дуги возрастает до режима устойчивого горения. Точка С является точкой устойчивого горения дуги (Uр = 15−30В). Точка D соответствует режиму короткого замыкания, который имеет место при зажигании дуги и ее замыкании характеризуется малым напряжением, стремящимся к нулю, и повышенным, но ограниченным током (Iкз ≤ 1,5Iр), чтобы не допустить перегрева токопроводящих проводов и источников тока.
Сварочный трансформатор (рис. 4) снижает высокое напряжение сети (220 или 380В) до напряжения холостого хода (60−80В). Кроме того, трансформатор создает на дуге падающую внешнюю характеристику. Для этого последовательно с дугой и вторичной 2 обмоткой трансформатора включают реактивную (дроссельную) катушку 3. Во время прохождения сварочного тока в витках дроссельной обмотки 3 индуктируется ЭДС самоиндукции противоположно направленная основной ЭДС трансформатора. Поэтому напряжение, подведенное к дуге, снижается от значения холостого хода до 18−30В во время горения дуги и почти до нуля при коротком замыкании. Ток в трансформаторе регулируется изменением величины самоиндукции дросселя при увеличении или уменьшении воздушного зазора S между подвижной 1 (надо рисовать) и неподвижной 2 частями его сердечника. С увеличением зазора S самоиндукция дросселя, которая зависит от магнитного потока сердечника, уменьшается, а напряжение на дуге и, следовательно, сварочный ток увеличивается. При уменьшении зазора – на оборот. Благодаря наличию индуктивного сопротивления достигается падающая внешняя характеристика источника сварочного тока.

Рис. 4. Схема сварочного трансформатора
Сварочные преобразователи. Для сварки источниками постоянного тока служат сварочные преобразователи и сварочные агрегаты. Сварочный преобразователь состоит из генератора постоянного тока и приводного электродвигателя, сварочный агрегат – из генератора и двигателя внутреннего сгорания (д.в.с.). Сварочные агрегаты применяются для работы в полевых условиях и в тех случаях, когда в питающей электрической сети сильно колеблется напряжение. Генератор и д.в.с. (бензиновый или дизельный) монтируются на общей раме без колес, на катках, колесах, в кузове автомашины и на базе трактора.

Рис. 5. Схема сварочного генератора
Рассмотрим схему генераторов с намагничивающей параллельной и разма-гничивающей последовательной обмотками возбуждения (рис. 5). Отличительной особенностью генераторов такой схемы является использование принципа само-возбуждения. Поэтому их полюса изготовляются из феромагнитной стали, имеющий остаточный магнетизм.
Как видно из схемы (рис. 5 ) генератор имеет на основных полюсах две обмотки: обмотку возбуждения Н и последовательно включенную размагничивающую обмотку С. Обмотка Н подключена к дополнительной с и основной а щеткам генератора, напряжение между которыми постоянно по величине и не меняется с изменением нагрузки. Магнитный поток Фн этой обмотки постоянен по величине, поэтому обмотку Н называют обмоткой независимого возбуждения.
При холостом ходе э.д.с. генератора индуктируется только магнитным потоком Фн. При зажигании дуги сварочный ток проходит через последовательную обмотку С, которая подключена к основным щеткам а и б так, что магнитный поток Фс направлен против магнитного потока Фн. Этим обуславливается размагничивающее действие последовательной обмотки. ЭДС, индуктируемая в якоре генератора, тем меньше, чем больше магнитный поток Фс, величина которого зависит от тока сварочной цепи. Чем меньше ток в сварочной цепи, тем меньше Фс и тем выше напряжение генератора. При коротком замыкании, т.е. при максимальном токе в сварочной цепи, магнитный поток Фс последовательной обмотки почти равен магнитному потоку Фн обмотки независимого возбуждения, и напряжение на зажимах генератора близко к нулю. Взаимодействием магнитных потоков двух обмоток обеспечивается падающая внешняя характеристика сварочного генератора..
Сварочные выпрямители. Сварочные выпрямители – это устройства, преобразующие с помощью полупроводниковых элементов (вентилей) переменный ток в постоянный и предназначенные для питания сварочной дуги. Их действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении.
Принципиальная электрическая схема сварочного выпрямителя представлена на рис. 6. Сварочный выпрямитель состоит из двух основных частей: понижающего трехфазного трансформатора I с регулирующим устройством и выпрямительного блока ВС, состоящего из селеновых (или кремниевых) вентилей. Конструкцию сварочного выпрямителя несколько усложняет входящий в него вентилятор ДВ для охлаждения выпрямительного блока. Включение выпрямителя в работу производится пакетным выключателем ПВ. Вентилятор сблокирован с выпрямителем воздушным реле РКВ. При нормальной работе вентилятора срабатывают реле контроля вентиляции РКВ, включаемое потоком воздуха от вентилятора, и магнитный пускатель ПМ, соединяющий обмотки сварочного трансформатора с сетью. Если вентилятор поврежден, то выпрямитель не включается, если повреждение произойдет во время работы, то выпрямитель выключится.

Рис. 6. Схема трехфазного выпрямителя
Сварочные выпрямители перед преобразователи имеют следующие преимущества: более высокий КПД и меньше потери на холостом ходу, лучшие динамические свойства, меньшую массу, большую надежность и простоту обслуживания при эксплуатации, бесшумность при работе, большую экономичность при изготовлении. Основной недостаток сварочных выпрямителей – их большая чувствительность к колебаниям напряжения сети, чем у сварочных преобразователей. Подобно сварочным генераторам они могут быть однопостовыми и многопостовыми и иметь падающую, пологую или жесткую внешнюю характеристики. Для создания падающей характеристики используются сварочные трансформаторы с увеличенным магнитным рассеянием или для этой цели служит дроссель. Для ручной сварки применяют выпрямители с падающей внешней характеристикой.
Классификация источников питания сварочной дуги
Источники питания сварочной дуги, выпускаемые нашей промышленностью, классифицируют по следующим признакам :
роду тока — источники переменного (сварочные трансформаторы) и постоянного тока (преобразователи, агрегаты и выпрямители) ;
внешней характеристике - источники с крутоподающими, жесткими, возрастающими и смешанными вольт-амперными характеристиками;
количеству одновременно питаемых постов — источники однопостовые и многопостовые;
характеру привода — источники с электрическим приводом и с независимым приводом (от двигателя внутреннего сгорания);
особенности горения дуги — источники для сварки свободно горящей дугой и сжатой;
способу установки и монтажа — стационарные и передвижные;
принципу действия и конструктивному оформлению — сварочные трансформаторы с нормальным магнитным рассеянием (с отдельной реактивной катушкой и на общем сердечнике), увеличенным магнитным рассеянием (с подвижным магнитным шунтом и подвижными обмотками); сварочные выпрямители с кремниевыми или селеновыми вентилями;преобразователи с независимой намагничивающей и последовательной размагничивающей обмотками, расщепленными полюсами; а г р е г а т ы — генераторы с двигателями внутреннего сгорания (бензиновые карбюраторного типа и дизельные);
назначению — источники питания для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом, сварки в защитных газах, плазменной резки и сварки, электрошлаковой сварки и источники питания током специального назначения (для трехфазной сварки, многодуговая).
Единая структура обозначения электросварочного оборудования. Обозначение электросварочного оборудования, выпускаемого заводами МЭТП СССР, состоит из буквенной и цифровойчасти. Первая буква — тип изделия (В — выпрямитель, Т — трансформатор, Г — генератор, У — установка), вторая буква — вид сварки (Д — дуговая, П — плазменная), третья — способ сварки (Г — в защитных газах, Ф - под флюсом, У — универсальные источники), отсутствие третьей буквы обозначает ручную дуговую сварку штучными электродами, четвертая буква — назначение источника (М — для многопостовой сварки, И — импульсной сварки). Две или одна цифра после букв — номинальный сварочный ток в сотнях ампер, две последующие цифры — регистрационный номер изделия, следующие буквы — климатическое исполнение (Т — для эксплуатации в странах с тропическим климатом, У — в районах с умеренным климатом, ХЛ — холодным климатом), следующая цифра — категория размещения (1 — на открытой площадке, 2 — прицепы, кузова автомобилей, 3 — помещения с естественной вентиляцией, 4 — с отоплением и принудительной вентиляцией, 5 — повышенной влажностью).
Расшифровывая, например, источники питания ВДГМ-1601Т2, получим: выпрямитель для дуговой сварки в защитных газах, многопостовой, на ток 1600 А, регистрационный номер изделия 01, для работы в странах с тропическим климатом, категория размещения — 2.
Читайте также: