Марка аргона для сварки нержавейки
Обновлено: 18.05.2024
TIG-метод сварки нержавеющих металлов заключается в использовании неплавящегося вольфрамового электрода, подачи защитного газа и присадочного материала в рабочую зону. Процесс TIG сварки нержавейки осуществляется на постоянном токе обратной полярности, в данном режиме достигается высокая стабильность сварочной дуги, более мягкий и качественный провар. По составу присадочные прутки должны иметь более высокий класс легирования, чем обрабатываемое изделие.
Импульсная TIG сварка нержавейки
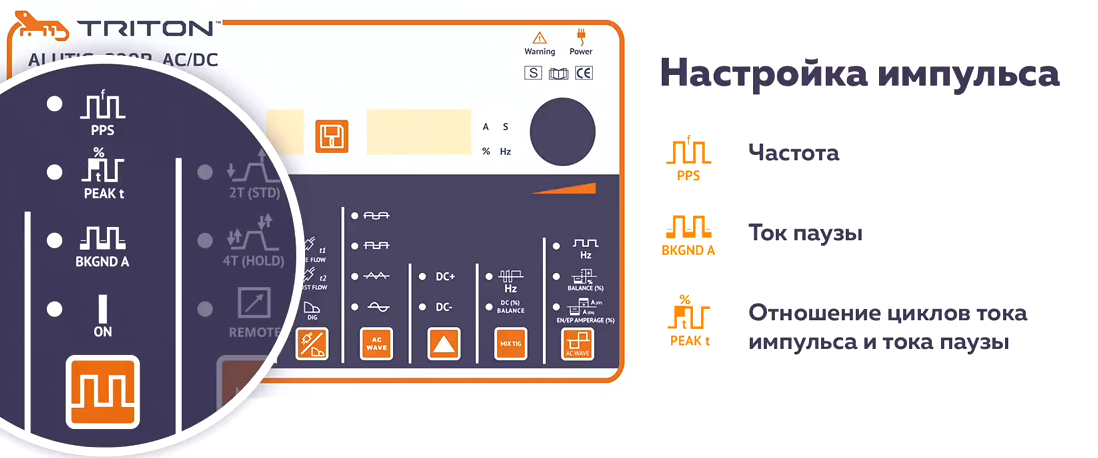
В импульсном режиме TIG сварки достигается качественный провар с контролируемым тепловложением без перегревов и наплывов. Импульсный режим позволяет значительно облегчить работу сварщику и улучшить сварку на малых токах. Есть возможность настроить ток импульса, ток паузы, частоту смены каждого периода. В результате достигается полный контроль над сварочным циклом, с оптимальным тепловложением, снижается коробление, нагрев заготовки, повышается стабильность дуги. В режиме средних частот пульсаций, сварочная дуга приобретает «кинжальную», более концентрированную форму, что позволяет получить глубокое проплавление при том же тепловложении. Кроме того, сварка нержавейки в импульсном режиме обеспечивает повышенную коррозийную стойкость шва, за счет формирования мелкокристаллической структуры.
TIG-сварка нержавейки с другими марками металлов
Аргонодуговая сварка позволяет обеспечить качественное соединение нержавейки с другими металлами и сплавами. Вот некоторые из них: бронза, латунь, медь, никель, титан, алюминий, конструкционные, углеродистые стали и другие.
Есть много особенностей при сварке нержавейки с другими металлами. Ознакомимся с некоторыми из них:
- при соединении с латунью требуется дополнительная защита от воздействия кислорода;
- при сварке с латунью используется присадочный латунный пруток;
- цинк имеет свойство быстро испаряться из сплава латуни, что требует большой скорости сварки при соединении латуни с нержавейкой;
- при сварке нержавейки с черными металлами, в местах сварочного соединения содержится большое количество Сr-Mo стали (миграция углерода), что является причиной образования коррозии, поэтому нужно дополнительно обработать это место после сварки.
Для качественной сварки разных по химическому составу металлов, необходимо более подробно ознакомиться с технологией и условиями сварки.
Выбираем материалы и оборудование для TIG-сварки нержавейки
Для аргонодуговой сварки нержавеющих металлов необходимо подготовить следующее оборудование и материалы:
Особенности
Для получения качественного шва при аргонодуговой сварке нержавейки важно следовать следующим рекомендациям:
- использовать импульсный режим TIG сварки;
- для исключения перегрева заготовки, величину сварочного тока устанавливают на 20% меньше, чем при сварке обычной стали;
- чтобы избежать окисление сварочного шва и вольфрамового электрода, подачу аргона необходимо отключить (Post gas) не сразу после завершения сварки, а минимум через 10–20 секунд;
- горелка должна располагаться противоположно направлению сварки, под углом 75-80° между поверхностью свариваемого металла и осью мундштука;
- сварка выполняется без колебательных движений вольфрамовым электродом, чтобы не нарушить защитную зону сварки;
- присадочные прутки располагаются под углом 90° относительно оси мундштука на горелке, сохраняя угол 15-20° между свариваемой заготовкой и мундштуком;
- для минимизации капельного переноса присадочного металла в сварочный шов пруток необходимо укладывать на поверхность обрабатываемой заготовки;
- присадочный пруток нужно двигать впереди дуги, равномерно вводя в сварочный шов;
- не допускаются поперечные перемещения присадочного прутка, это может привести к нарушению подачи защитного газа через сопло горелки;
- после завершения сварки следует выключать газ через 10-15 секунд для снижения расхода вольфрамового электрода, исключая его окисление.
.jpg)
Обработка нержавеющих металлов перед и после аргонодуговой сварки
Перед началом TIG-сварки нержавейки следует удалить с ее поверхности все следы – пыль, смазку, масла, которые могут стать причиной плохого провара, нестабильной дуги и т.д.
По завершении работ поверхность свариваемого металла покрывают дополнительно оксидной пленкой, что позволяет добиться высокой стойкости к коррозии.
Применение аргонодуговой сварки для соединения нержавеющих сталей
- нефтеперерабатывающая промышленность;
- химическая промышленность;
- автомобилестроение;
- теплоэнергетическая сфера;
- авиационно-космическая промышленность;
- пищевая промышленность;
- другие отрасли.
Метод TIG-сварки является лучшим для соединения нержавеющих труб, которые будут использоваться для транспортировки жидкостей и газообразных веществ под давлением. Аргонодуговая сварка позволяет обеспечить высокое качество и прочность сварочного соединения, что особенно важно для ряда ответственных производственных задач.
Какие сорта технического аргона бывают и для чего используются

Аргон в баллонах можно использовать для проведения сварки. В зависимости от состава, вещество по-разному ведет себя с металлами. Стоит заранее подумать о том, какой металл предстоит сваривать, какой результат вы планируете получить.
Выбор сорта аргона влияет удобно ли будет работать с газом, какого результата можно будет ожидать. В промышленности используется специальный технический газ. По государственному стандарту он разделен на два сорта, но также в продаже можно найти и третий. Рассмотрим разновидности вещества и особенности его использования для выполнения различных видов задач.
Содержание статьи
- Сорта аргона
- Дополнительная классификация
- Области использования вещества
- Преимущества аргонодуговой сварки
Сорта аргона
Отличие сортов вещества заключается в показателе объемной доли содержания основного газа и дополнительных примесей. В смеси кроме самого аргона еще есть:
- Водяные пары.
- Углеродсодержащие соединения.
- Азот.
В зависимости от состава, вещество по-разному ведет себя с металлами. Стоит заранее подумать о том, какой металл предстоит сваривать, какой результат вы планируете получить.
В продаже есть три сорта аргона для сварки:
- Высший. Считается самым чистым и качественным. По стандарту допускается содержание основного газа не менее 99,993%. В составе может быть незначительное количество кислорода и азота — 0,0007% и 0,005% соответственно.
Лучше всего высший сорт показывает себя, если нужно работать с титаном, цирконием, молибденом. Он подойдет для сварки на ответственных участках, когда нужно смонтировать опоры, несущие конструкции или соединить два отрезка нержавеющей стали. Соединение получается ровным и качественным. Сам газ при этом — наиболее дорогой из представленных в продаже. - Первый. Состав также определяется по ГОСТ. Аргона в нем 99,987%. Добавляется кислород и азот в содержании не более 0,002% и 0,01% соответственно.
Рекомендуем использовать такой тип вещества, если предстоит сварка алюминия, магния и других сплавов, отличающихся малой чувствительностью к составу газовой смеси. Первый сорт дешевле высшего, но примеси с некоторыми материалами могут давать дефекты шва. - Второй. Процентное содержание аргона должно держаться на уровне 99,95. Допускаются другие примеси.
Это самый доступный вариант газа. Он хорошо показывает себя при работе с жаропрочными сплавами, подойдет для нержавейки и алюминия. Если противопоказаний к использованию смеси с посторонними включениями нет, можете использовать такой вариант.
Рекомендуем к прочтению:
Наша компания поставляет сварочные смеси с точно определенным составом. Это гарантирует, что при проведении сварки вы не получите дефектов из-за того, что газовая среда не соответствует заявленным показателям.
Клиенты задают вопрос о том, допускается ли присутствие кислорода и углекислота. Это допускается, но важно, чтобы процентная концентрация не выходила за пределы, прописанных в ГОСТ.

Дополнительная классификация
Деление на сорта — не единственный критерий классификации аргона. В продаже можно отыскать продукцию разного качества. Газ есть в трех категориях:
- Сырой. Поставляется в черных баллонах, которые отмечаются белой полосой и специальной маркировкой.
- Чистый. Для маркировки используется зеленый цвет. Оттенок баллона аналогичный.
- Технический. Можно узнать по черным баллонам с синими надписями на поверхности.
Критерии разделения здесь аналогичные — степень чистоты. Это сильно отражается на цене и списке материалов, с которыми можно использовать вещество.
При планировании сварки металлов, на которые не сильно влияет состав газовой среды, можно свободно выбирать сырой или технический. Но некоторые виды сырья могут обрабатываться только с применением чистого аргона.
Области использования вещества
Аргон в баллонах можно использовать для проведения сварки. Процесс позволяет соединять различные металлические детали с гарантией высокой прочности и хорошей защитой от развития ржавения.
Хотите получить консультацию?
Поставляемые нашей компанией газы можно применять для трех видов аргонодуговой сварки:
- ММА. Технология относится к категории ручных. В процессе применяется электрическая дуга, подбираются электроды с различными видами покрытия. Применение переменного тока открывает возможности для работы с углеродистой, нержавеющей сталью, алюминием и различными видами сплавов на его основе.
- TIG. Метод распространен в промышленности. Базируется на применение переменного и постоянного тока импульсного характера. Кроме алюминия, нержавеющей стали, технология подходит для оцинкованных, никелированных деталей, конструкционных, углеродистых сталей, а также цветных металлов, титановых сплавов.
- MIG. Такая технология относится к категории полуавтоматических. Аргон применяется для создания защитной газовой среды. Метод универсальный, подойдет для разных типов стали, цветных металлов и сплавов на их основе.

Преимущества аргонодуговой сварки
Существует несколько преимуществ сваривания с использованием аргона. К ним относятся:
- Газ гарантирует хорошую защиту места сварки от попадания посторонних веществ.
- Деталь не сильно нагревается — вероятность деформации минимальна, удается сохранить форму.
- Газ дает высокую тепловую мощность дуги — процесс становится быстрее.
- Вещество универсальное, используется с большинством видов металлов и сплавов.
- Толщина деталей не имеет значения, можно сваривать любые.
Применение наших смесей позволяет создавать тонкий, ровный, качественный шов. Он будет хорошо защищен от коррозии и других вариантов внешнего негативного воздействия.
Аргонная сварка нержавейки

Нержавеющая сталь – материал достаточно сложный для сварочных работ. Однако применение сварки с аргонным охлаждением позволяет получить ровный и качественный шов, соединяющий детали из нержавейки. Начинать обучение данному процессу необходимо с ознакомления с различными характеристиками этого сложного для соединения сплава. Наша статья познакомит вас не только с тем, что такое аргонная сварка нержавейки, но также с особенностями и технологией работ.
Основы аргонной сварки нержавейки
Нержавеющие стали отличаются от обычных антикоррозийными свойствами, которые они получили за счет добавления в состав хрома (до 20 %), никеля, марганца, молибдена и иных компонентов. Эти примеси придают металлу различные свойства и эксплуатационные качества. Что в результате приводит к сложностям в аргонной сварке нержавейки.
Основными свойствами нержавеющих сталей являются:
- Теплопроводность – она в два раза меньше, чем у низкоуглеродистых сталей. Отток тепла из места аргонной сварки происходит очень медленно, в результате чего рабочая зона может перегреться, возможен пережог. Поэтому сила сварочного тока должна быть на 20 % меньше, чем при работе с иными сталями.
- Коэффициент линейного расширения нержавейки – высокий. Соответственно, изменение длины изделия при нагреве будет значительной, что может привести к его деформации или появлению трещин.
Для предотвращения этого необходимо делать достаточно большие зазоры между соединяемыми деталями, особенно крупными.
Важной особенностью нержавеющей стали является потеря антикоррозийных свойств в месте соединения при нагревании до температуры свыше +500 °С. Причина – в образовании на границе зерен карбидов, которые берут на себя роль анодов. Они и приводят к увеличению скорости межкристаллитной коррозии сплавов.
Рекомендуем статьи по металлообработке
Для защиты нержавейки от перегрева в процессе сварочных работ используют метод охлаждения аргоном. А для хромоникелевых сплавов – технологию быстрого охлаждения шва.
Преимущества аргонной сварки нержавейки

При выборе варианта проведения сварочных работ по нержавеющей стали аргонная сварка имеет ряд преимуществ, которые обусловлены технологией, а именно:
- Для получения ровного шва с равномерным проплавом на всю глубину необходимо защитить металл в процессе работы от воздействия воздуха. Это помогает сделать аргон, создающий специальную атмосферу вокруг места работы, вытесняющую N2 и O2.
- Данный метод помогает соединить сложные по форме детали без изменения их конфигурации благодаря низкой теплопроводности нержавеющей стали. Прогреву подвергается только небольшая область около шва. С одной стороны это хорошо, но с другой – действовать надо очень осторожно, чтобы не произошел пережог.
- Соединение происходит достаточно быстро, поскольку температура дуги высока.
Помимо достоинств, аргонная сварка имеет и недостатки. Для ее проведения необходимо сложное и дорогостоящее оборудование, а также определенный опыт работы, знание материала и процесса.
Как настроить аргонную сварку по нержавейке: нюансы подготовки

Важным этапом, влияющим на конечный результат, является процесс подготовки нержавейки для последующей аргонной сварки:
- Тщательно обработать края деталей металлической щеткой, наждачной бумагой или провести автоматическую шлифовку.
- Обезжирить ацетоном, спиртом или бензином.
- Расположить свариваемые детали с зазором на расширение.
- Подогреть края деталей до +200…+300 °С при проведении работ по тонкой нержавейке. Это поможет снизить напряженность металла и избежать трещин.
Следующий этап – подбор присадочного материала или проволоки. Легирующих добавок в ней должно быть больше, чем в предназначенной для сваривания нержавейке. Сечение же проволоки подбирается исходя из толщины соединяемых деталей.

Технология аргонной сварки неплавящимся электродом из вольфрама

С помощью вольфрамового электрода аргонной сваркой соединяют детали с тонкими стенками (тонкостенные). Метод этот называется TIG-сваркой.
Для работы применяют два вида аппаратов: постоянного или переменного тока. Через горелку со вставленным электродом из вольфрама подается аргон. Шов формируется за счет плавки присадочной проволоки, которую подают вручную. Горелку перемещают также вручную, держа строго под углом 70–80° к шву.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Движение горелки идет вдоль линии соединения, без поперечных перемещений. Таким образом формируется стабильная сварочная ванна, исключающая попадание атмосферного кислорода и взаимодействие его с металлом. Рекомендуется одновременная подача аргона как с лицевой, так и с изнаночной стороны шва. Несмотря на больший расход газа, качество соединения будет выше.
Электрод не должен соприкасаться с поверхностью нержавейки. Для разжигания дуги используют угольные или графитовые пластинки, а затем ее переносят на металл. Делается это для предотвращения оплавления электрода и отсутствия следов на сварочном шве.
Важным этапом работы является настройка сварочного аппарата. Покажем это на примере соединения деталей толщиной в 1 мм. Используется аппарат постоянного тока с прямой полярностью (на электрод подается «+», а на детали «-»). Выбирается ток от 30 до 50 А с напряжением до 28 В. Работа проводится со скоростью от 12 до 28 см в минуту. За это время израсходуется от 3 до 5 л аргона. Присадочная проволока выбирается с диаметром от 0,8 до 1,6 мм, в зависимости от различных условий.
Угол наклона горелки – от 70° до 80°, угол подачи проволоки – от 10° до 15°. Для улучшения качества шва, а также увеличения срока службы вольфрамового электрода, аргон перекрывают спустя 10–15 секунд после остановки работы. При этом охлаждение шва и электрода происходит быстрее, а расход аргона увеличивается незначительно.
Аргонная сварка нержавейки полуавтоматом

Аргонная сварка полуавтоматом значительно упрощает процесс, увеличивает его скорость, а также повышает качество сварочного шва. Чаще полуавтомат используют для соединения деталей большой толщины.
Существует несколько особенностей проведения аргонной сварки нержавейки с помощью полуавтомата:
- использование никельсодержащей проволоки;
- расходование вместе с аргоном углекислого газа при соединении толстых деталей – кромки шва смачиваются газом, уменьшая нагрев, что ведет к смягчению всего процесса;
- применение трех способов соединения: с короткой дугой, с технологией струйного переноса или импульсный метод.
Считается, что наибольший контроль процесса происходит при импульсной сварке, когда подача проволоки в рабочую зону происходит толчками. При этом снижается ее расход, что немаловажно по причине высокой стоимости. Сокращается площадь нагревания металла. Уменьшается его разбрызгивание.
Это приводит к снижению времени последующей окончательной обработки поверхностей рядом со сварочным швом, поскольку брызги расплавленного металла отсутствуют.
Применение двух других способов ограничивается толщиной соединяемой нержавейки. Струйный перенос используют для сваривания деталей большой толщины, короткая же дуга применяется к тонким изделиям.
Какое оборудование применяют для аргонной сварки нержавейки

Для аргонной сварки нержавейки необходимы:
- Инверторный источник сварочного тока (сварочный инвертор) – является источником питания сварочной дуги, обеспечивающим ее стабильное горение. Его выбор зависит от объема работ и свойств металла. Специалисты советуют для нержавейки применять источник, функционирующий на выпрямленном токе.
- Осциллятор – электронное устройство, поддерживающее и стабилизирующее сварочную дугу при использовании неплавящегося электрода из вольфрама.
- Горелка и токопроводящий узел – включают форсунку для газа и неплавящийся электрод.
- Аргон или его смеси с иными газами – подается из баллонов, где находится под давлением.
- Неплавящиеся электроды – в настоящее время на рынке широко представлены электроды для аргонной сварки нержавейки, стойкой к коррозии. Выбор зависит от шва и свойства материала.
- Присадочная проволока – выбирается в зависимости от марки нержавеющей стали.
- Спецодежда – роба, рукавицы и маска. А также средства для обработки нержавейки – обезжириватель и металлическая щетка.
Настройка аппарата и тонкости аргонной сварки труб из нержавейки

Создание трубопроводов из нержавейки требует соединения его частей. Особенностью таких сварочных работ является необходимость защиты шва газом внутри трубы.
Для этой цели используют метод заглушки одного конца соединяемой трубы подручными материалами:
- бумагой;
- поролоном;
- резиной;
- тканью или пр.
В заглушку вставляют трубку, необходимую для подачи аргона. После чего конструкция закрепляется скотчем. Аргон подают под небольшим давлением, которое определяется путем визуального осмотра. Главным критерием служит отсутствие расплавленного металла в выдуваемом из трубы воздухе.
Самодельная, но удобная конструкция поможет сделать сварочный шов ровным и качественным.
Для соединения нержавейки толщиной в 3 мм аппарат настраивают на ток в 65 А. Заварка кратера шва должна длиться 3 секунды. А подача аргона после завершения работы – 4 секунды.
Итоговые рекомендации специалистов по аргонной сварке нержавейки
Использование аргонной сварки для нержавейки требует опыта и знаний, которые можно получить у специалистов в данной области – профессиональных сварщиков.
Вот несколько их рекомендаций:
- Работать нужно, держа электрод на самом малом расстоянии от металла, но не прикасаясь к нему. При этом образуется минимально возможная дуга. Делается это для улучшения качества шва. Поскольку длинная дуга не будет прогревать шов по глубине, в результате чего он будет расширяться.
- Подавать проволоку необходимо ровно, стараясь держать ее в зоне действия аргона. Это поможет избежать окисления при ручной аргонной сварке.
- Оценить качество проплава можно по форме наплывов, появляющихся в результате плавки присадочной проволоки. Вытянутая вдоль шва форма говорит о хорошем качестве. А круговой или овальный наплыв расскажет о недостаточном или неполном проплавлении.
- Постепенно снижать величину тока, приближаясь к окончанию шва. Необходимо избегать резкого отрыва дуги для повышения уровня защиты горячего шва и, соответственно, его качества.
Метод аргонной сварки хоть и считается сложным, однако таковым не является. Он не намного труднее обычного. Его можно освоить в достаточно короткие сроки, а профессионализм придет с опытом. Стоимость же дополнительного оборудования с лихвой окупится возможностью, помимо нержавейки, варить медные, алюминиевые или бронзовые детали, а также их сплавы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Аргонная сварка нержавеющей стали

Сварка нержавейки аргоном является наиболее востребованной технологией получения надежных и качественных соединений. Применение такой технологии позволяет получать сварные швы высокого качества.
Нержавеющие стали характеризуются устойчивостью к коррозии в атмосфере и агрессивных средах. Такое свойство достигается действием легирующих добавок, входящих в их состав. Их основным компонентом является хром (в некоторых нержавеющих сплавах его количество в составе может доходить до 20 %).
Свойства нержавеющей стали
На сегодняшний день нержавеющая сталь – один из самых востребованных материалов, из которых производится множество различных изделий бытового и промышленного назначения. Нержавейка представляет сплав из стали и примесей определенного состава, благодаря которым коррозийные процессы либо замедляются, либо вообще не происходят.

В зависимости от количества добавленных к стали элементов внешние качества и свойства нержавейки могут проявлять себя по-разному. Регулируя пропорциональный состав некоторых примесей, можно добиться того, что коррозия на таких металлических изделиях либо не возникнет совсем, либо проявится лишь спустя длительное время.
Нержавеющие стали используются для изготовления бытового и промышленного оборудования, различной посуды, емкостей, баков и других вещей, которые непосредственно соприкасаются с агрессивными средами.
На металлургических заводах при производстве нержавеющих сталей используют следующие химические добавления:
Каждая марка нержавейки имеет в своем составе определенное количество добавочных элементов. С помощью уменьшения или добавления таких компонентов можно изменять химические и физические свойства стали, что позволяет применять такой материал для производства любой продукции.
Каждый из добавленных в нержавейку элементов по-своему отражается на ее качественных и технических характеристиках. Чтобы получить сталь, устойчивую к появлению коррозии и обладающую высокой прочностью, в ее составе должны присутствовать:
- никель;
- титан;
- марганец;
- молибден.
Обязательно в составе должно быть наличие и таких элементов, как:
Такие химические элементы входят в состав железной руды и всегда применяются вместе с ней при производстве нержавейки, но на ее качестве это практически не отражается.
Нержавейка представляет собой уникальный материал. Она обладает не только массой преимуществ, но и отличными внешними качествами. Сверкающая после механической обработки поверхность позволяет применять ее в качестве декоративной отделки ограждений и зданий. Довольно часто нержавеющую сталь используют как основу при создании перил для лестниц.
Основные преимущества применения нержавеющих сталей:
- Прочность. Детали, произведенные из нержавейки, являются надежными и могут служить долгое время – в большинстве случаев срок службы составляет больше десятка лет.
- Жаропрочность. Изделия из нержавеющей стали способны выдерживать температурные перепады и обладают устойчивостью к высокой температуре.
- Применимость. Могут использоваться при любых условиях окружающей среды.
- Безопасность. Нержавейка – экологически чистый материал.
- Внешний вид. Детали из нержавеющей стали имеют довольно эстетичный вид с точки зрения внешних характеристик.
- Коррозионная стойкость. На таких изделиях не появляется ржавчина и налет.
Производство разнообразных видов изделий из нержавеющей стали является эффективной технологией изготовления качественных конструкций, деталей и изделий, способных функционировать долгое время.
Сложности сварки нержавеющей стали
При сварке нержавеющей стали аргоном существуют некоторые сложности, связанные с техническими свойствами такого металла из-за наличия в составе легирующих добавок. В сравнении с низкоуглеродистой сталью, теплопроводность нержавейки в два раза ниже, что при сварочных работах является отрицательным фактором. Такое свойство приводит к концентрации высокой температуры в зоне сварного соединения и недостаточно активному отводу от него тепла. А это является причиной перегревания зоны шва, а иногда даже возникновения прожогов заготовки. Именно поэтому аргонную сварку нержавеющей стали необходимо производить при пониженном сварочном токе, значение которого на 20 % ниже, чем при сваривании простых сталей.

Следующей важной технической характеристикой, которой не следует пренебрегать при аргонной сварке нержавеющей стали, является высокий коэффициент линейного расширения, приводящий к повышенной линейной усадке. Такое свойство нержавейки способствует увеличению риска появления при сварных работах деформаций, в большинстве случаев приводящих к появлению трещин на обрабатываемой поверхности. Чтобы этого избежать, необходимо сварное соединение металлических заготовок производить с увеличенным зазором, что позволит компенсировать деформационные процессы.
Еще одним важным свойством нержавейки является высокий коэффициент электрического сопротивления, оказывающий негативное воздействие при сварке с применением электрода из высоколегированной стали. Отрицательным фактором является то, что большое электрическое сопротивление имеют как металл, так и электрод, а это приводит к сильному нагреванию сварочной зоны и снижению качества шва. Сваривание нержавейки такими электродами необходимо производить на изделиях с минимальной длиной.
Нарушение правильных термических режимов при аргонной сварке нержавеющей стали может привести к тому, что сплав утратит свои антикоррозионные свойства.
Такое можно объяснить следующим. При температуре нагрева зоны шва больше +500 °С на границах кристаллических зерен металла образовываются карбид железа и хрома. Так возникает очаг коррозии и ее дальнейшее распространение. Этот процесс получил название «межкристаллитная коррозия». Во избежание такого отрицательного явления необходимо сразу после окончания сварочных работ быстро охладить деталь. Но эта методика будет эффективна лишь при сварке нержавеющей стали хромоникелевой группы.
Подготовка нержавейки к сварке

Перед аргонной сваркой нержавеющих сталей, по аналогии с другими металлами, необходимо производить предварительную подготовку поверхностей. Для этого выполняется ряд следующих действий:
- при помощи наждачной бумаги или любого абразивного материала нужно зачистить предназначенные для сварки поверхности;
- затем следует обезжирить зачищенные участки растворителем или ацетоном;
- при сварке тонкостенных металлов (около 1 мм толщиной) следует заранее прогреть свариваемую зону при помощи газовой горелки до температуры +200…+300 °С – такой способ позволит снизить напряжение в металле и избежать появление трещин;
- последним, но не менее важным пунктом является обеспечение правильных зазоров.
Подготовке припоя следует уделить не меньшее внимание. Его следует выбирать по толщине металла. Важным моментом является подготовка места выполнения сварочных работ и обеспечение защитной одеждой.
Оборудование для ручной аргонной сварки нержавеющей тонколистовой стали (TIG) представляет стандартный набор, в который входят:
- горелка;
- шланги и провода;
- осциллятор;
- баллон сжиженного газа;
- инвертор.
Расходными материалами являются газ аргон и присадочная проволока. Следует особо отметить, что материал присадки и свариваемой детали должен быть одинаковым по составу. Так как для производства различных изделий чаще всего применяют нержавейку марки 304, то лучше будет использовать присадочный пруток марки Y308. Если говорить об аргоне, то он не единственный защитный газ, используемый в аргонной сварке нержавеющей стали. Однако его считают основным, поэтому и сама технология получила название аргонодуговой сварки.
Важным показателем в плане себестоимости производимых сварочных работ является расход аргона. Чаще всего это зависит от марки свариваемого металла посредством TIG-сварки. К примеру, при сварке алюминия газ расходуется до 20 литров в минуту, при аргонной сварке нержавеющей стали – около 8 литров, а для соединения деталей из титана – может быть израсходовано до 50 литров. Тем не менее, с помощью установки на горелку газовой линзы, в составе которой имеется сеточка, можно сократить объем потребления газа. Такое приспособление, кроме всего прочего, увеличит защиту сварочной ванны.
Каждому типу сопел горелки соответствует определенный размер линз, которые варьируются с 4-го по 10-й номер, их защитные качества возрастают пропорционально увеличению номера. Но преимущество линз маленьких номеров в том, что с их помощью можно производить сварку в труднодоступных местах.
Следует также отметить, что оснащение горелки газовой линзой позволяет произвести выдвижение вольфрамового неплавящегося электрода на 10 мм дальше. Если используются вольфрамовые электроды, то при аргонной сварке нержавейки применяют универсальный способ.
Выбор диаметра неплавящегося стержня зависит от толщины заготовок, предназначенных для сварки:
- При сварке тонколистовых заготовок (до 1,6 мм) применяется сила сварного тока 50 ампер и стержень из вольфрама диаметром 1 мм.
- При толщине заготовки свыше 1,6 мм требуется сила тока выше 50 ампер и вольфрамовый электрод диаметром 1,6 мм.
Технология TIG-сварки
При выполнении аргонодуговой сварки по TIG-технологии используются вольфрамовые неплавящиеся электроды. Работу можно производить как на постоянном, так и на переменном токе. Главным рабочим инструментом является горелка, состоящая из закрепленного в ней неплавящегося вольфрамового стержня и сопла, предназначенного для подачи защитного газа.

Сварочную проволоку (припой) подносят к месту образования дуги вручную. Перемещение горелки по линии нанесения шва, так же как и подача припоя, производится непосредственно сварщиком. Особым моментом при формировании шва является то, что, в отличие от других методов сварки, при TIG-технологии отсутствуют поперечные движения.
Следующей особенностью TIG-сварки является применение неплавящегося вольфрамового электрода, выполняющего роль формирования и подержания дуги. Однако с его помощью нельзя производить укладку припоя или касаться им метала. Розжиг необходимо производить без точечного касания или чирканья. Иногда дугу разжигают на специальной графитовой или угольной пластине, которую после розжига сразу переносят на место сварки.
Для большего понимания процесса аргонной TIG-сварки нержавеющей стали следует разобрать ключевые правила настройки и принцип управления горелкой на примере сваривания в нижнем положении двух пластин толщиной 1 мм:
- Выбираем припой. Для этого необходимо узнать марку сплава, выяснить его технические характеристики, а после этого подобрать припой с количеством примесей немного большим, чем у свариваемого металла.
- Устанавливаем постоянный ток прямой полярности.
- Параметры силы тока должны быть в диапазоне от 30 до 50 А, уровень напряжения не выше 28 В, расход аргона от 3 до 5 л, скорость сварки 12–28 см/мин.
- Толщина припоя от 0,8 до 1,6 мм (подбирается индивидуально).
Выполнив настройки в таких диапазонах, можно произвести качественную сварку двух пластин толщиной 1 мм. Но если есть желание потренироваться, лучше набить руку на более толстых сталях со стенкой 3-4 мм.
После выставления всех необходимых параметров и зазоров приступаем непосредственно к свариванию. Приближаем к участку сварки горелку, зажигаем дугу и постепенно подносим сварочный припой.
Вести горелку необходимо под углом 70–80°, а припой держать под более острым углом, приблизительно 10–15°.
Полуавтоматическая сварка нержавеющей стали
Описанная выше технология преимущественно применяется для сварки изделий, используемых в пищевой промышленности, в тех случаях, когда важен внешний вид сварного соединения, но он обладает одним большим минусом – низкой производительностью.
В этом плане наиболее предпочтительна аргонная сварка нержавеющей стали полуавтоматом. В этом случае качество сварки не хуже, чем при применении TIG-технологии, зато она выполняется на большой скорости.
При использовании полуавтомата появляется возможность обрабатывать толстостенные заготовки из нержавейки.
Но такая технология имеет некоторые особенности. К примеру, в составе сварочной проволоки обязательно должен присутствовать никель, так же как и в самой нержавейке. Безусловно, можно произвести сварку и обычным материалом, но тогда качество будет намного хуже. Следует также помнить о том, что расплавление проволоки, в состав которой входит никель, происходит намного быстрее, и этот факт необходимо учитывать при настройке оборудования.
Что касается защитного газа, то при аргонной сварке нержавейки также используется аргон. Параметр расхода газа при настройке должен быть выставлен в пределах от 6 до 12 л/мин. Но в некоторых случаях применяется смешивание аргона с другим газом.
К примеру, при сварке толстостенных материалов из нержавейки добавляют 2 % углекислоты. Однако иногда при производстве деталей применяются другие пропорции аргона и углекислоты, вплоть до соотношений, при которых на 70 % аргона приходится 30 % углекислоты.
Поэтому если внешний вид соединения не столь значителен, можно снизить стоимость работ, выбрав соответствующий способ сварки.
Аргонную сварку нержавейки полуавтоматом можно произвести методом:
Импульсный способ идеально подходит для сварки заготовок из нержавейки средней и большой толщины.
Название «импульсный» он получил за то, что подача металла в сварочную ванну производится в виде капель. Такой метод полностью исключает разбрызгивание расплавленного металла, что способствует снижению расхода проволоки.
Способ короткой дуги позволяет сваривать тонколистовые металлические материалы, так как в этом случае риск прожигания изделия сводится к нулю. Более точным считается импульсный метод. Он обеспечивает высокое качество сварного шва и является наиболее контролируемым.
Сварка труб из нержавеющей стали

Трубы из нержавейки сегодня особенно востребованы в быту, хотя в промышленности их тоже используют в больших объемах и в различных областях. Их соединение, особенно тонкостенных трубопроводов, можно производить методом аргонодуговой сварки. Используемая технология почти такая же, как и при сваривании листовых или объемных заготовок. Все подготовительные процессы выполняются однотипно, применяются такие же режимы, но ест небольшой нюанс: при сварке необходимо обеспечить обдув аргоном место соединения с обеих сторон. С наружной стороны трубы это сделать очень просто. А как быть с внутренней поверхностью?
Оказывается, все довольно просто:
- Необходимо заткнуть отверстие одной трубы пробкой из бумаги, ткани или любого другого материала.
- Место соединения двух труб по всему диаметру обмотать клеящей пленкой, используя изоленту или скотч.
- В свободное отверстие второй трубы под небольшим давлением подать из горелки аргон так, чтобы не выбило пробку.
- При полном заполнении внутренней полости трубы газом отверстие, используемое для подачи газа, сразу закрыть пробкой.
- После этого снять скотч или изоленту и обварить стык по периметру.
При сваривании материалов из нержавеющей стали существуют свои трудности, но при правильном соблюдении технологии любой сварщик, даже с небольшим опытом, сможет сделать качественное сварное соединение.
Выше дано подробное описание того, как произвести настройку сварочного тока, правильно располагать свариваемый материал, какой тип сварочной проволоки и припоя использовать и многие другие важные моменты аргонной сварки нержавеющей стали с применением полуавтомата и TIG-метода.
Изучите описанные технологии, следуйте рекомендациям с соблюдением мер предосторожности и тогда при сваривании нержавейки у вас не возникнет проблем.
Читайте также: