Машина для сварки рельсов
Обновлено: 02.05.2024
1.1 Перспективы развития парка путевых рельсосварочных машин..
1.2 Модификация путевых рельсосварочных машин ПРСМ
1.2.1 Машина ПРСМ-4
1.2.2 Машина ПРСМ-3
2 Модернизация грузоподъемного устройства
3 Проектирование механизма перемещения кран-балки
4 Определение стоимости модернизации машины ПРСМ
5 Охрана труда и техника безопасности
Список использованных источников
рельсосварочная машина грузоподъемное устройство
Введение
В настоящее время повышение эффективности эксплуатации бесстыкового пути является одним из важных факторов, лежащих в основе нормального функционирования сети железных дорог Российской Федерации. Проектируются и создаются передвижные рельсосварочные самоходные машины нового поколения такие как ПРСМ-4, ПРСМ-5, ПРСМ-6 оснащенные современным сварочным оборудованием.
В парке ПРСМ на сети дорог все еще продолжают эксплуатироваться машины ПРСМ-3 созданные более 30 лет назад. С 2000 года на машины ПРСМ-3 начали устанавливать сварочное оборудование нового поколения, что повысило качество сварных стыков. Но при эксплуатации машин ПРСМ-3 с новым сварочным оборудованием возникли некоторые трудности, что потребовало проведения модернизации рабочего оборудования данной машины, а именно установки кран-балки.
Установка кран-балки позволит уменьшить износ металлоконструкции грузоподъемного устройства, уменьшить время, затрачиваемое на установку сварочной головки с одной рельсовой нити на другую и исключить применение физического труда при этом. Установка кран-балки на машины ПРСМ-3 является перспективным, а исследования, направленные на ее разработку, актуальными.
Цель дипломного проекта – провести модернизацию рабочего оборудования рельсосварочной машины ПРСМ.
Аналитический обзор
Перспективы развития парка путевых рельсосварочных машин
В техническом комплексе путевого хозяйства бесстыковой путь представляет собой сложнонапряженную дорогостоящую конструкцию, на содержание и эксплуатацию которой затрачиваются большие экономические, технические и человеческие ресурсы. Повышение эффективности эксплуатации бесстыкового пути является одним из важных факторов, лежащих в основе нормального функционирования сети железных дорог Российской Федерации.
Неотъемлемой составляющей бесстыкового пути являются рельсы и их сварные стыки. К качеству рельсовой стали предъявляются высокие требования особенно в современных условиях неукоснительного роста грузонапряженности железных дорог, скорости движения и нагрузок на ось. К сварным стыкам рельсов предъявляются не менее жесткие требования. Выход из строя сварного стыка рельсов ведет к большим экономическим затратам. Общий срок службы бесстыкового пути непосредственно зависит от долговечности элементов его конструкции, из которых одними из наиболее ответственных являются сварные стыки рельсов.
Количество остродефектных сварных стыков рельсов, обнаруживаемых в эксплуатации средствами дефектоскопии, с каждым годом увеличивается. Также ежегодно увеличивается количество изломов рельсов в области сварных стыков по дефектам сварки.
Ярко выраженный рост количества изломов по дефектам сварки наблюдается в последние годы при использовании для бесстыкового пути рельсов из электростали. Новые рельсовые стали отличаются большей чистотой по неметаллическим включениям и содержанием ряда примесей легирующих элементов по верхнему пределу, регламентированному ГОСТ Р 51685 – 2000. Поэтому при сварке рельсов электропечного производства имеется склонность к образованию неметаллических включений в шве, преимущественно алюмино-кальциевых, и к подкаливанию металла в зоне сварного шва после сварки. Это приводит к тому, что при контактной сварке таких рельсов требуются более концентрированный нагрев металла и высокая начальная скорость осадки (минимально около 35. 40 мм/с).
Исследование комплекса прочностных и эксплуатационных свойств сварных стыков рельсов из новых марок сталей показало, что применяемая в настоящее время технология сварки непрерывным оплавлением рельсов в большинстве случаев не обеспечивает необходимого уровня конструкционной прочности и приводит к образованию в металле сварного стыка дефектов сварочного характера. Это ведет к уменьшению срока службы сварного рельса и соответствующим затратам на ремонт.
Сварку рельсов для бесстыкового пути выполняют на рельсосварочных предприятиях (в стационаре) контактными стыковыми машинами типа МСР-6301 и К-1000 и в пути подвесными контактными стыковыми сварочными головками типа К-355, К-900 и К-922, входящими в состав ПРСМ (путевых рельсосварочных машин).
Вопрос контактной стыковой сварки рельсов из электростали в пути до недавнего времени оставался открытым. Анализ причин изломов и образования остродефектных рельсов (ОДР) в зоне сварных стыков показал, что около 70 % таких рельсов были сварены машинами ПРСМ.
По данным Департамента пути и сооружений ОАО «РЖД», в настоящее время машинами ПРСМ осуществляется сварка около 3000 км в год плетей из новых рельсов и около 1500 км в год плетей из старогодных рельсов. Машины оснащены подвесными контактными рельсосварочными аппаратами в количестве 80 шт. Из них К-355 — 50 шт., К-900 — 17 шт., К-922 — 13 шт. На одну подвесную рельсосварочную головку приходится сварка от 320 до 930 стыков в год.
Большинство работ выполняется головками типа К-355, разработанными более 30 лет назад. Они не имеют гидроаккумуляторов (максимальная начальная скорость осадки 25 мм/с) и не обладают возможностью выполнять сварку методом пульсирующего оплавления.
В таблице 1.1 приведены технические характеристики контактной рельсосварочной головки К-355 .
Таблица 1.1 – Технические характеристики рельсосварочной головки К-355
| Наименование параметра | Норма |
| Номинальное напряжение питающей сети, В | 380 |
| То же, от дизель-электростанции, В | 400 |
| Число силовых фаз питающей сети | 2 |
| Число фаз вспомогательной сети | 3 |
| Частота, Гц | 50 |
| Наибольший первичный ток короткого замыкания, кА, не менее | 1,1 |
| Мощность при ПВ = 50 %, кВ·А, не менее | 170 |
| Режим работы сварочных трансформаторов при номинальной нагрузке (ПВ), не более | 50 |
| Номинальный длительный вторичный ток, кА | |
| Наибольший вторичный ток, кА, не менее | 63 |
| Сопротивление короткого замыкания, мкОм, не более | 105 |
| Наибольшая мощность при коротком замыкании, кВ·А, не более | 600 |
| Сопротивление вторичного контура машины постоянному току, мкОм, не более | 20 |
| Номинальное усилие осадки при давлении 10 МПа (100 кгс/см 2 ), кН | 450±36 |
| Максимальное сечение свариваемых рельсов, мм 2 | 10 000 |
| Переключение ступеней автотрансформатора в процессе сварки | Бесконтактное, тиристорным контактором |
| Наибольшее рабочее давление в гидросистеме, МПа (кгс/см2) | 10 (100) |
| Усилие зажатия максимальное при давлении 10 МПа (100 кгс/см2), кН | 1250±100 |
| Величина осадки, мм, в пределах | 7,5. 15 |
| Наибольшая скорость осадки, мм/с, не менее | 20 |
| Скорость оплавления, мм/с | 0,07. 3,0 |
| Масса сварочной машины, кг, не более | 2600 |
| Масса насосной станции, кг, не более | 590 |
| Габаритные размеры сварочной машины, мм, не более | 1600X1030X1195 |
Рельсосварочные головки типа К-900 с системой управления на базе микропроцессора имеют возможность сваривать рельсы методом пульсирующего оплавления, однако невысокая начальная скорость осадки (до 25 мм/с) из-за отсутствия гидроаккумуляторов часто служит причиной образования неметаллических включений (окислов) в металле сварного шва рельсов из электростали.
Рельсосварочные головки типа К-922 являются машинами нового поколения. Пульсирующее оплавление является основным методом сварки рельсов на данных машинах. Эти головки предназначены для сварки рельсовых плетей с растяжением, подтяжкой и по «классической» технологии с выгибом петли. Машина К-922 в настоящее время в основном используется при строительстве новых путей для сварки плетей в междупутье, где головка имеет явное техническое и экономическое преимущество перед другими машинам.
В таблице 1.2 приведены технические характеристики контактной рельсосварочной головки К-922.
Таблица 1.2 – Технические характеристики рельсосварочной головки К-922
| Наименование параметра | Норма |
| Номинальное напряжение питающей сети, В | 380 |
| То же, от дизель-электростанции, В | 400 |
| Число силовых фаз питающей сети | 2 |
| Число фаз вспомогательной сети | 3 |
| Частота, Гц | 50 |
| Наибольший первичный ток короткого замыкания, кА, не менее | 1,1 |
| Мощность при ПВ = 50 %, кВ·А, | 211 |
| Режим работы сварочных трансформаторов при номинальной нагрузке (ПВ), не более | 50 |
| Номинальный длительный вторичный ток, кА | 24 |
| Наибольший вторичный ток, кА, не менее | 67 |
| Сопротивление короткого замыкания, мкОм, | 110 |
| Наибольшая мощность при коротком замыкании, кВ·А, не более | 500 |
| Сопротивление вторичного контура машины постоянному току, мкОм, не более | 20 |
| Номинальное усилие осадки при давлении 10 МПа (100 кгс/см 2 ), кН | 1200 |
| Максимальное сечение свариваемых рельсов, мм 2 | 10 000 |
| Наибольшее рабочее давление в гидросистеме, МПа (кгс/см 2 ) | 21 |
| Усилие зажатия максимальное при давлении 10 МПа (100 кгс/см 2 ), кН | 1250±100 |
| Наибольшая скорость осадки, мм/с, не менее | 40 |
| Масса сварочной машины, кг, не более | 3450 |
| Масса насосной станции, кг, не более | 590 |
| Габаритные размеры сварочной машины, мм, не более | 1895x1060x1300 |
Еще одной причиной возникновения дефектов в области сварных стыков рельсов является применение упрочнения их головок воздушно-водяной смесью. Данная технология является ненадежной по причине частого засорения форсунок закалочных устройств и попадания на охлаждаемый металл струй воды, что приводит к образованию в металле головки сварного стыка рельсов неблагоприятных закалочных структур со свойствами, отличающимися от свойств основного металла рельса. Такая структурная неоднородность по поверхности катания сварного рельса бесстыкового пути приводит к выкрашиванию этих областей металла.
В настоящее время применяют индукционные установки типа ИТТ5-250/2,4П для термообработки сварных стыков рельсов в пути в комплексе с машинами ПРСМ-4.
Модификации путевых рельсосварочных машин ПРСМ
Путевые рельсосварочные самоходные машины предназначены для сварки электроконтактным способом стыков рельсов тяжелого типа при строительстве и ремонте железных дорог.
Сварка рельсов может производиться как лежащих в пути, непосредственно по которому передвигаются машины, так и рельсов, уложенных вдоль этого пути – внутри или снаружи колеи.
Рельсовые плети длиной 800 м, на места капитального ремонта пути, доставляются с рельсосварочных предприятий (РСП) специальными рельсовозными составами РС-800, которые вмещают 12 плетей или 4,8 км пути. В 2008 году введен в эксплуатацию рельсовозный состав вместимостью 12 км пути. Использование такого состава позволяет более интенсивно вести укладку плетей и сократить время на капитальный ремонт пути.
Нижний предел температуры, при котором могут выполняться сварочные работы, определяется технологическим процессом на сварку рельсов, установленным потребителем, но ниже -20 0 С.
Машины обеспечивают выезд самоходом к месту сварочных работ и передвижение в процессе сварки от стыка к стыку с прицепным составом массой до 90 тонн.
Парк ПРСМ на сети дорог составляет 80 единиц. Из них ПРСМ-3 — 25 шт., ПРСМ-4 — 47 шт., ПРСМ-5 — 5 шт., ПРСМ-6 — 5 шт.
В 2006 году введена в эксплуатацию машина ПРСМ-6, которая оснащена индукционной установкой для дифференцированной термообработки сварного стыка с целью повышения его механических свойств и эксплуатационных характеристик, а также прессом для испытаний контрольных образцов.
На сегодняшний день основную часть работ по сварке рельсовых плетей выполняют машинами ПРСМ-3 и ПРСМ-4.
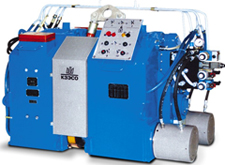
Машина ПРСМ-4
Путевая рельсосварочная самоходная машина ПРСМ-4 предназначена для сварки электроконтактным способом стыков рельсов тяжелого типа при строительстве и ремонте железных дорог.
Сварка рельсов может производиться как лежащих в пути, непосредственно по которому передвигаются машины, так и рельсов, уложенных вдоль этого пути – внутри или снаружи колеи на расстоянии до 2600 мм от оси пути.
Рисунок 1.3 - Общий вид путевой рельсосварочной самоходной машины ПРСМ-4
В таблице 1.3 приведены технические характеристики путевой рельсосварочной самоходной машины ПРСМ-4.
Таблица 1.3 – Техническая характеристика машины ПРСМ-4
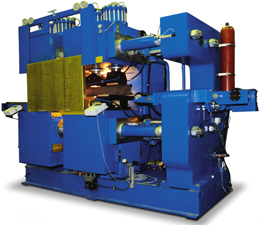
Машина ПРСМ-3
Путевая рельсосварочная самоходная машина ПРСМ-3 предназначена для сварки электроконтактным способом рельсов, лежащих в железнодорожном пути в плети любой длины.
Машина может сваривать рельсы, уложенные внутри колеи, снаружи ее на расстоянии до 650 мм от рельса и непосредственно на колее, по которой передвигается.
В таблице 1.4 приведены технические характеристики путевой рельсосварочной самоходной машины ПРСМ-3.
Таблица 1.4 – Техническая характеристика машины ПРСМ-3
Каховский завод электросварочного оборудования делал попытки по модернизации машин ПРСМ-3.
На модернизированную машину ПРСМ-3 были установлены:
· дизель-электростанция мощностью не менее 350 кВт вместо старой маломощной;
· современная рельсосварочная машина К 922-1 с усилием осадки 120 тонн, что позволяет производить сварку вставок рельсов без деформации вставки в форму «петли»;
· подъемник сварочного комплекса КСМ 005 вместо качающейся рамы;
· пост охлаждения сварочного комплекса КСМ 005 вместо поста охлаждения ПРСМ-3;
· дополнительный дизель-генератор и мотор-насос для аварийных ситуаций;
· капот над подъемником со сварочной машиной;
· новая система безопасности движения;
· система обнаружения и тушения пожара.
Модернизированная машина ПРСМ-3 способна выполнять качественные работы по строительству скоростных железнодорожных путей.
В таблице 1.5 приведены технические характеристики модернизированной путевой рельсосварочной самоходной машины ПРСМ-3.
Таблица1.5 – Техническая характеристика модернизированной машины ПРСМ-3
Так как данная модернизация по своей стоимости сопоставима с покупкой новой машины, она не получила широкого распространения, а ограничилась лишь экспериментальной моделью.
Технология и способы сварки железнодорожных рельсов
Отдельные элементы ВСП необходимо надежно соединять между собой. И сегодня мы рассмотрим классическое решение по созданию единой магистрали – в фокусе внимания сварка железнодорожных рельсов: она выигрывает у сборной технологии, так как не дает стыков, снижающих скорость перемещения транспорта. Поэтому подробно разберемся, какими методами ее можно осуществлять и что за особенности есть у каждого из них. На основе этого вы сможете определить, чем воспользоваться в случае с вашей ЖД-линией.
Общие сведения
Этот вид обеспечения целостности полотна известен и применяется уже очень давно, пользуется стабильной популярностью и считается классическим решением, но до сих пор ведутся работы по его совершенствованию. Периодически внедряются инновационные решения, призванные убыстрить сварку, а также удешевить ее без ухудшения конечного результата.
Почему до сих пор нет какой-то единой технологии, которая была бы оптимальной? Потому что есть ограничения, возникающие при производстве рельсов: их специально делают из высокопрочных металлов, чтобы они дольше служили. И чем надежнее элемент ВСП, тем хуже он поддается контролируемому нагреву и пластическому деформированию.
Если же повысить твердость прокатного изделия сверх меры, его будет сложнее соединить с такими же конструкциями, укладываемыми в колею. Поэтому и производители двутавровых балок не экспериментируют, и ответственные подрядчики, привыкшие делать магистрали на совесть, придерживаются четко установленных стандартов, в частности, ГОСТа 103-76.
Свойства свариваемости
Решить описанную выше проблему, то есть обеспечить высокое качество стыка при сравнительно малых затратах времени и сил, позволяет правильный выбор электродов. Хорошие варианты (из тех, что постоянно есть в продаже и стоят сравнительно недорого) – это УОНИ из серий 13/45 и 13/55, которые подходят даже для ответственных объектов или усиленных конструкций.
Хотя еще важнее правильно выбрать метод и в процессе его реализации придерживаться норм и требований, прописанных в межгосударственном стандарте 103-76. Это позволит упростить работы, которые и так проводятся с не самыми благоприятными исходными данными.
Особенности сварки рельсовых стыков
Мы уже выяснили, что профили для укладки в колею выполняют из особо прочного металла, а именно из высокоуглеродистой стали. Это материал, у которого есть своя специфика термообработки: превышение температуры воздействия обернется внутренними напряжениями, появлением трещин и других мелких дефектов, способных стать причиной аварии.
Чтобы обеспечить достаточное качество шва и одновременно минимизировать вероятность возникновения микроповреждений, при соединении двух элементов ВСП необходимо соблюдать следующие правила:
Пользоваться именно профессиональным оборудованием – как наиболее точным, производительным и безопасным в своем классе.
Ответственно подойти к покупке расходников (мы уже упоминали о важности тех же электродов).
В обязательном порядке применять флюсы (там, где они необходимы) и другие вспомогательные средства припоя.
Придерживаться оптимального режима работы, выбранного ранее (особенности каждого мы еще рассмотрим).
Уделить внимание постобработке шва, а дальше проверить его соответствующими приборами на предмет целостности.
В процессе эксплуатации колеи сварные плети необходимо периодически осматривать на предмет микроповреждений, чтобы своевременно предупредить более значительные разрушения.
Виды рельсов
Химический сплав металлоконструкции, укладываемой на шпалы, играет важную роль. Согласно ГОСТам, он должен быть строго определенным для каждого профиля, и следующая таблица поможет понять, что же используется.
Машина стационарная для контактной стыковой сварки рельсов К1000
По специальному заказу машина может быть изготовлена для сварки других профилей сечением до 18000 мм².

Технические характеристики К1000
| Наименование параметра | Норма |
|---|---|
| Номинальное напряжение питающей сети, В | 380 |
| Частота тока питающей сети, Гц | 50 |
| Наибольший вторичный ток, кА | 84 |
| Номинальный длительный вторичный ток, кА | 19 |
| Мощность короткого замыкания, кВА | 600 |
| Мощность сварочная при ПВ=50%, кВА | 180 |
| Наибольшее рабочее давление в гидросистеме, МПа | 20 |
| Максимальная скорость осадки, мм/с | 30 |
| Максимальное усилие осадки, кН | 800 |
| Максимальное усилие зажатия, кН | 2000 |
| Масса машины сварочной, кг | 9350 |
| Габаритные размеры, мм: | |
| - машины сварочной | 5650×1640×2780 |
| - шкафа управления | 1290×690×1730 |
| - станции насосной | 1300×740×1420 |
| - шкафа для системы записи | 690×690×1750 |
Преимущества
• Автоматическая центровка по правой или левой боковой грани катания головки рельса;
• Центровка рельсов выполняется как вручную оператором при помощи кнопок на пульте управления, так и автоматически с помощью блока центровки;
• Смещение головок рельсов после автоматической центровки составляет 0,1 мм на сторону;
• Съём грата выполняется автоматически, сразу после сварки, встроенным гратоснимателем;
• Грат снимается по всему периметру профиля рельса;
• Защита оператора от искр при сварке;
• Защита гратоснимателя от воздействия искр при сварке;
• Защита кабелей сварочных, управления и рукавов высокого давления от воздействия искр при сварке и механических повреждений;
• Контроль протока охлаждающей жидкости для всех теплоносителей машины;
• Токоведущие вкладыши изготовлены из износостойкого токопроводящего материала, рассчитанного на длительный срок службы;
• Для регистрации параметров режимов сварки применяется новейшая программа Weldreg 4, собственной разработки, которая работает в среде операционной системы Windows;
• Применение программы Weldreg 4 позволило создавать и хранить режимы сварки на компьютере в неограниченном количестве. А для выбора нужного режима и пересылки его в контроллер достаточно нескольких секунд и пару нажатий на кнопку клавиатуры;
• Машина оборудована системой управления сварочным процессом, построенной на новейшем контроллере фирмы «Siemens», который обеспечивает:
— задание и контроль технологических параметров определяющих качество сварного соединения;
— контроль состояния исполнительных механизмов машины;
— контроль состояния силовой электрической части машины;
— предоставление оператору в режиме реального времени информации о ходе процесса технологического процесса сварки;
— накопление и хранение информации о протекания процесса сварки каждого сваренного стыка;
— паспортизацию каждого сваренного стыка;
— самоконтроль и самодиагностику;
• Удалённый доступ к системе управления сварочной машины позволяет через Интернет с завода изготовителя предоставить заказчику необходимую помощь при диагностике оборудования;
• Замкнутая система охлаждения. Возможна установка жидкостного охладителя для охлаждения теплоносителей машины;
Рельсосварочное оборудование
Машина рельсосварочная предназначена для контактной стыковой сварки в полевых условиях непрерывным и пульсирующим оплавлением рельсов со снятием грата непосредственно после сварки в составе передвижных рельсосварочных установок.

К920-1
Машина предназначена для контактной стыковой сварки в полевых условиях непрерывным и пульсирующим оплавлением рельсов площадью поперечного сечения от 6500мм 2 до 10000мм 2 со снятием грата непосредственно после сварки в составе передвижных рельсосварочных установок.

К922-1
Машина рельсосварочная предназначена для контактной стыковой сварки в стационарных условиях элементов железнодорожных крестовин из специальной стали с соответствующими деталями из рельсовой стали или для сварки рельсов со снятием грата непосредственно после сварки.

К1000
Машина рельсосварочная предназначена для контактной стыковой сварки непрерывным оплавлением или пульсирующим оплавлением в стационарных условиях рельсов со снятием грата непосредственно после сварки.

К1000 контейнерный комплекс
Рельсосварочная машина контейнерного типа предназначена для контактной стыковой сварки непрерывным или пульсирующем оплавлением рельсов в рельсовые плети при строительстве безстыковых железнодорожных путей со снятием грата непосредственно после сварки.
К1100
Машина является модернизацией машины К1000 в связи с необходимостью сваривать рельсы из легированных сталей, а так же сваривать рельсовые секции, имеющие в своем составе изолированные стыки.

К922-1 контейнерный комплекс
Рельсосварочная машина контейнерного типа (сварочный комплекс) предназначена для контактной стыковой сварки в полевых условиях пульсирующим оплавлением рельсов со снятием грата непосредственно после сварки.

Пресс для испытания сварных рельсовых стыков КПМ
Пресс позволяет проводить испытания рельсов разных категорий качества (нетермоупрочнённых, термоупрочнённых, термоупрочнённых высшего качества) с прилагаемой нагрузкой как на головку, так и на подошву рельса.
Комплекс рельсосварочный мобильный КСМ005
Базой комплекса является шасси автомобиля VOLVO 8×2 оборудованное железнодорожным ходом с тележками, которые обеспечивают движение по железнодорожной колее с приводом от трения автомобильных колес о рельсы шириной 1520 или 1435мм.
В кузове автомобиля расположены: автономный дизель-генератор, сварочная машина К920-1 или К922-1, насосная станция, шкаф управления, гидрофицированный подъемник и вспомогательное оборудование.




Технические характеристики КСМ005
| Наименование параметра | Норма |
|---|---|
| Источник электроэнергии | автономный дизель-генератор |
| Режим нейтрали дизель-генератора | изолированная нейтраль |
| Номинальное напряжение питающей сети, В | 400 |
| Частота тока питающей сети, Гц | 50 |
| Мощность дизель-генератора, кВА | 350 |
| Сечение свариваемых рельсов, мм2 | 6500 - 10000 |
| Номинальный длительный вторичный ток, кА | 21,5 |
| Наибольшая кратковременная производительность при сварке рельсов Р65, сварок/час | 13 |
| Давление масла в гидросистеме, МПа | 21 |
| Номинальный режим работы ПВ, % | 50 |
| Машинное время сварки рельсов сечением Р65, с | 120 - 180 |
| Грузоподъемность подъемника, кг | 4000 |
| Угол поворота подъемника в горизонтальной плоскости, град | ±18 (±45*) |
| Изменения вылета выдвижной секции гидравлического подъемника, мм | 0 - 860 |
| Скорость передвижения по рельсам, км/ч | 40 |
| Габаритные размеры, мм: | |
| длина | 10000 |
| ширина | 2550 |
| высота от головки рельса | 3970 |
| Полная масса, кг | 28500±200 |
| Способ перемещения | ж/д колея, автодорога |
* Поставляется по спецзаказу
Сварочная машина
Основой комплекса является мобильная машина К922-1 предназначенная для сварки рельсов в режиме пульсирующего оплавления. Система управления сварочной машиной построена на современном программируемом логическом контроллере SIEMENS. Сварочная машина оснащена компьютеризированной системой контроля режимов сварки и паспортизации каждого сваренного стыка.
В машинах К922-1 применены сварочные трансформаторы большей мощности, что позволяет вести сварку на более жестких режимах – это повышенный сварочный ток и сварочное напряжение, обеспечение реализации пульсирующего режима оплавления, уменьшение времени и размера околостыковой зоны разогрева рельса, благодаря этому обеспечивается качественная сварка рельсов из высоколегированных сталей.
Применение пульсирующего оплавления дает возможность снизить время разогрева концов свариваемых рельсов, а следовательно, значительно сократить машинное время сварки до 100 секунд, уменьшить размер выплавляемого при сварке металла рельса до 30 миллиметров. Увеличенная мощность машины и сокращенное машинное время сварки позволили повысить производительность, обеспечить энергосбережение и сварку трудносвариваемых рельсов, а также применить новые технологии при строительстве и ремонте железнодорожного пути.
Электроснабжение комплекса обеспечивается от автономной дизель-генераторной установки построенной на базе дизеля производства компании CUMMINS и синхронного генератора STAMFORD.
Читайте также: