Машина многоточечной сварки сетки
Обновлено: 16.05.2024
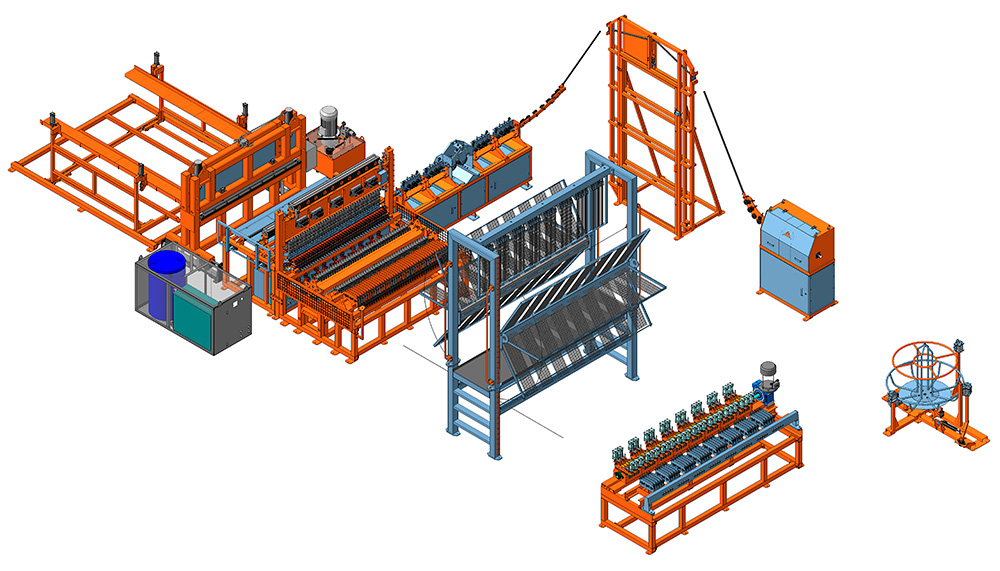
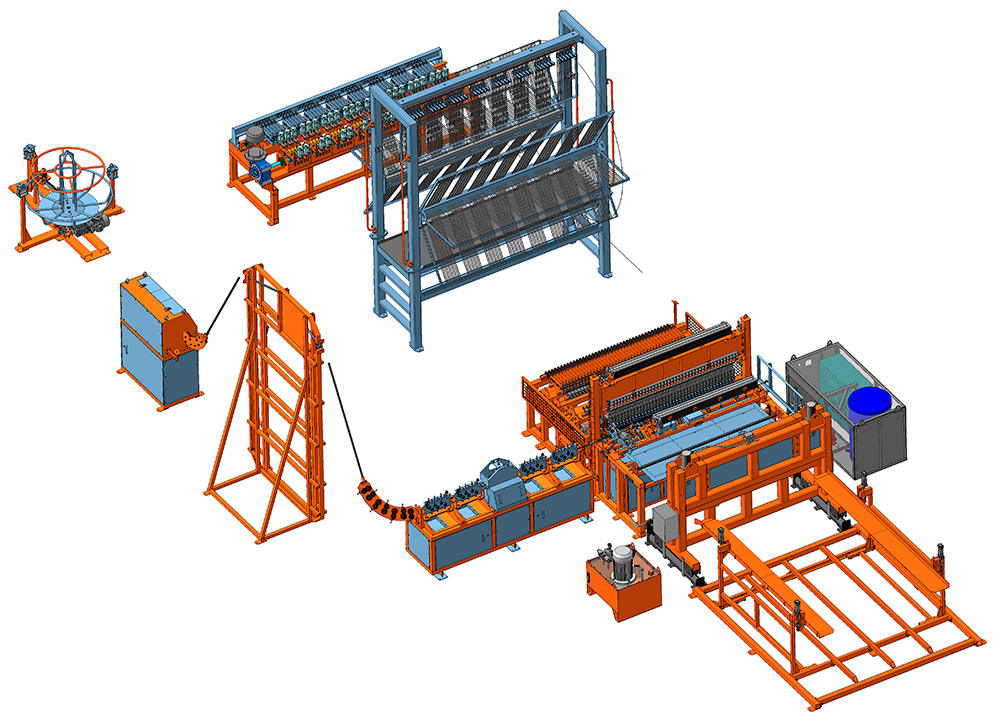
Базовая комплектация линии состоит из сварочного портала WL-2000, узла цанговой подачи, узла предварительной правки, модуля подачи поперечного прутка с бухты, гильотины, пакетировщика (рабочая длина до 3 м).
Дополнительные опции:
- система водяного охлаждения (замкнутого или проточного типа);
- оборудование перемотки проволоки с бухт.
Преимущества и особенности линии серии WL
- Скорость производства/сварки
Непрерывная подача продольной и поперечно проволоки с бухт позволяет достичь скорости до 120 сварок в минуту, в зависимости от конфигурации комплект с/без петлевым аккумулятором, ориентировочно свыше от 700 до 1300 кв.м/час готовой сетки при ячейке 100х100 мм.
- Комплексность/простота управления
Линии серии WL - полный комплект модулей и компонентов для непрерывного производства сетки в автоматическом режиме под управлением одного оператора.
Принцип работы
Линия сварки серии WL работает с проволокой диаметров от 2,5 до 5 мм. Подача продольной и поперечной проволоки осуществляется из бухт. Продольная проволока с бухт продевается через систему петлевых аккумуляторов, затем через ролики предварительной правки и цанговый механизм. Продвижение продольной проволоки на сварку происходит с помощью цангового механизма. Цанки, закрепленные на сервоприводе совершают возвратно-поступательные движения и подают проволоку внутрь сварочного портала. Система бухтодержателей и петлевые аккумуляторы обеспечивают равномерную непрерывную подачу продольной проволоки.
Подача поперечного прутка происходит с бухты. Установленный петлевой аккумулятор позволяют накапливать свободную петлю проволоки при размотке с бухт, которая с помощью нескольких сервоприводов подается внутрь сварочного портала для руба в размер на прутки. Длина поперечного прутка определяется с помощью датчика длины. В сочетании с сервоприводом обеспечивается скорость подачи внутрь. Руб проволоки происходит при помощи пневмоцилиндра. Затем передаточные механизмы доставляют пруток в место сварки.
Процесс сварки сетки начинается с нажатия кнопки "Старт" оператором при готовности продольной и поперечной проволоки. Сервоприводы цангового механизма продвигают продольную проволоку на заданную величину ячейки. После этого при регулярной подаче нарубленного из бухты поперечного прутка происходит сварка сетки в автоматическом режиме, в сочетании со смещением сетки на следующий шаг. Ширина ячейки между поперечными прутками регулируются с помощью программы. Перемещение сетки происходит сервоприводами по заданной программе сварки карты сетки. Сетка продвигается в гильотину. Как только готовая сетка достигает заданной длины, гильотина отрубает ее. Готовая сетка перемещается в пакетировщик, где происходит укладка в штабель на паллете.
Технические особенности и назначение модулей
- Узел предварительной правки и подачи продольной проволоки. Правка продольной проволоки при размотке с бухт происходит роликами в двух плоскостях, которые установлены в правильных блоках. В каждом блоке предусмотрена возможность индивидуальной настройки правильных роликов для каждой продольной проволоки. Система цанговой подачи протягивает проволоку в продольном направлении на заданную ширину ячейки. Ширина ячейки определяется в программе.
- Узел подачи поперечной проволоки. Скоростная подача поперечной проволоки и руб на прутки для сварки достигается при помощи: петлевого аккумулятора свободной петли, сервоприводов и пневматического ножа. Это позволяет производить сварку на скоростях до 120 прутков в минуту.
- Петлевые аккумуляторы продольной проволоки. Обеспечивают свободную подачу проволоки в сварочный портал, исключая спутывание и затяжки (узлы), позвояют достичь максимальной скорости сварки.
- Сварочные электроды. Прочная и износоустойчивая порошковая технология, сплав Карбид-Титана. Благодаря использованию специальных медных перемычек время переналадки продольной ячейки сокращается до 5 мин.
- Торцеватели. Для того чтобы сетка приобрела красивый товарный вид с ровными краями используются торцеватели при подаче прутков на сварку.
- Система бухтодержателей. Многорядная система размотки бухт. В конструкции предусмотрена возможность оперативной замены бухт.
- Пакетировщик. Основная задача - освобождение сварочного портала от готовой сетки, непрерывность производства. Пакетировщик располагается непосредственно под модулем продольного перемещения, где формируется штабель из сетки. В момент завершения производства очередной сетки лопатки пакетировщика опускаются и складируют сетку в стопку.
- Пульт дистанционного управления. Повышается мобильность и эффективность работы операторов, а также скорость реакции на события. Кроме того, оптимизация затрат на обслуживание линии позволяет сократить одного оператора.
- Комплектация. Сварочные линии серии WL - это серийное производство, построенное на базе проверенных заводских комплектующих, направляющих, узлов каретки, редукторов и т.п. Электронный блок создан на основе компонентов Delta Electronics®, Schneider Electric®. Пневмоавтоматика Camozzi® и мотор-редукторы Tramec®.
WL Plus
Новое поколение скоростной автоматической линии WL Plus с петлевым аккумулятором выдает до 120 сварок в минуту, но при этом скорость базовой машины серии WL до 65! Важными факторами ускорения можно считать прибавка мощности сервоприводов для боковой (до 15 КВт) и продольной подачи (до 11 КВт), новый петлевой аккумулятор на продольную проволоку, при этом работа машины завязывается по датчикам для контроля синхронностью работы узлов оборудования.
Комплектация линии WL Plus:
- Комплект бухтодержателей одноярусных, 40 шт.
- Система направляющих для проволоки
- Модуль предварительной размотки продольной проволоки
- Новый петлевой накопительный модуль продольной проволоки
- Модуль продольной подачи проволоки цанговый с сервоприводом
- Сварочный портал
- Модуль боковой подачи проволоки с петлевым аккумулятором (сервопривод) и приводным бухтодержателем
- Ножницы гильотинные гидравлические
- Пакетировщик
- Приводной рольганг вывоза сетки из пакетировщика
В комплекте с оборудованием поставляется система защитных ограждений с аварийными датчиками для обеспечения безопасности персонала. В машине WL Plus используются современные комплектующие ведущих мировых производителей: пневматика Festo (Германия), линейные направляющие и зубчатые рейки Hiwin (Тайвань), подшипники Asahi (Япония) или NSK (Европа), редуктора Tramec (Италия), электроника и сервопривода Omron (Япония).
Все управление и переналадка станка производится с панели управления за несколько минут, что позволяет сэкономить рабочее время на выпуск готовой сетки в промышленных масштабах. Машина укомплектована дистанционным пультом управления, что позволяет оператору производить все операции по обеспечению работы станка (перезарядка бухт, уборка пачек готовых сеток и др.) без остановки линии.
Помимо увеличенной производительности линии, одним из основных преимуществ WL Plus от линии WL предыдущего поколения и станков других российских производителей является повышенная надежность узлов. Мы достигли этого за счет использования исполнительных механизмов с необходимым запасом прочности и мощности, грамотно рассчитанным сечением силового контура и его охлаждения. Новое поколение скоростной автоматической линии WL Plus позволит вам существенно сэкономить в будущем на обслуживании линии!
Сервис, пусконаладка
Наше оборудование простое и надежное. Но если возникают проблемы, мы стараемся как можно скорее их решить. Оперативное решение срочных проблем клиентов позволяют исключить простои оборудования. Поэтому у нас отлаженная система клиентского сервиса: телефонные консультации по наиболее актуальным вопросам – быстрое решение возникших сложностей.
Мы делаем так, чтобы станок заработал "здесь и сейчас".
Выездные команды специалистов на месте решают комплексные многоэтапные задачи. Пуско-наладочные работы ограничены сроками запуска производства, поэтому мы планируем все заранее. Наши специалисты отвечают за каждый этап работы и тестируют на месте работоспособность оборудования.
Мы соберем так, чтобы производство работало непрерывно
Существенным преимуществом сварочных линий НПО "Росстройтех" является их практически мгновенная перестройка с малой на крупную ячейку и наоборот. За несколько минут вы можете сменить карту сетки- отрегулировать ширину продольных прутков установив специальную перемычку на сварных электродах.
Станки контактной сварки сеток
Контактная точечная сварка, ручная линия сварки сетки, многоэлектродные сварочные машины
В настоящий момент в нашей компании доступно любое оборудование для производства сварной сетки, а также вы можете заказать нестандартную машину с особенными характеристиками:
1. Автоматическая линия и полуавтоматическая многоточечная машина контактной сварки сеток из мерных прутков
Автоматическая контактная сварка — это сочетание надежного оборудования для производства сварной сетки в промышленных объемах, а также гарантия качества готовой продукции с минимальными потерями. Наши машины позволяют достичь этой цели за счет простоты организации производства и прогнозируемой экономической выгоды на основе разработанного и проверенного нами бизнес-плана для предпринимателей. НПО «Росстройтех» выпускает профессиональное сварочное оборудование, предназначенное для ИП, частного бизнеса и до крупных промышленных заводов с массовым производством. Автоматический станок многоконтактной точечной сварки представляет собой линию для изготовления сварных сеток из проволоки, которая поставляется в бухтах. При этом машина обеспечивает непрывный процесс изготовления сетки с размерами ячеек по заданной программе. Полуавтоматическая линия многоточечной сварки из мерных прутков сваривает сетки из нарезанной в размер проволоки, которая подается в бункер предварительной подачи. Предварительно прутки подготовливаются на правильно-отрезном станке. Ровные и нарезанные в размер прутки, которые из бункерных лотков в автоматическом режиме подаются в зону сварки, это позволяет производить крупные объемы сетки, комбинируя различные диаметры проволоки. Среди полуавтоматических линий есть машины для сварки арматурных тяжелых сеток и плоских каркасов. Возможности наших машин позволяют также выбрать компромиссный вариант оборудования с большей или меньшей автоматизацией в зависимости от вашего бюджета и требуемого объема готовой продукции.
2. Ручная сварочная линия сварки строительной и арматурной сетки
Идеальный вариант для начала производства и самый выгодный станок! Вы сможете обеспечить себя сеткой и создать запасы готовой продукции на продажу, в зависимости от сезона и потребности в сетке с различным диаметром проволоки. В тех случаях, когда необходимо производить плоские и широкие сварные конструкции, ручная сварочная линия является экономичным и альтернативным вариантом машинам многоточечной сварки сеток. В отличие от трудоемкого труда сварщиков, наши линии обеспечивают высокую производительность при полном контроле над качеством конечного изделия.
3. Сравнительная характеристика полуавтоматической линии с мерных прутков и автоматической линии с бухт
Принять решение о выборе производственной линии вам поможет обзор об автоматических и полуавтоматических машинах многоточечной сварки. Обратите внимание на компактную модель автоматической сварочной линии WL Компакт, которая не требует первоначального крупного запаса проволоки. Достаточно 7 бухт проволоки, вместо 41 бухты как у WL — быстрый старт без гигантских вложений в сырье!
Машина многоточечной сварки сетки
Базовая комплектация линии состоит из сварочного портала WP-2000, модуля подачи продольных прутков (лотковый или серво при длине 6000 мм), модуля продольного перемещения сетки, пакетировщика (рабочая длина 1000-6000 мм).
- гидравлическая гильотина или листогиб;
- система водяного охлаждения (замкнутого или проточного типа);
- правильно отрезной станок СПО-110 или СПО-70.
Преимущества и особенности линии серии WP
- Компактность
Линия занимает немного места в производственном цеху, по сравнению с аналогичными моделями других производителей. Габариты самой линии длина 11 м. х ширина 3 м., по сравнению с линией с бухт. Самый компактный полуавтомат.
- Экономичность/производительность.
Оптимальное соотношение стоимости самой линии и выход (объем) готовой продукции. Средняя производительность в смену 4000-5000 кг готовой сетки.
- Гибкость настройки.
Универсальность, быстрая перенастройка на разный диаметр проволоки для производства сетки. Есть возможность исполнения кратковременных и срочных заказов.
- Экономичность в создании сырьевых запасов.
Нет необходимости закупки крупных запасов однообразной проволоки, свобода использования оборотных средств.
Линия сварки серии WP работают с нарезанными в размер прутками проволоки диаметров от 3 до 6 мм. С помощью правильно-отрезного станка СПО-70 оператор готовит продольные и поперечные прутки. Продольные прутки заряжаются через модуль подачи, поперечные прутки заряжаются в бункер подачи. Модуль подачи продольных прутков необходим для того чтобы варить сетку в непрерывном режиме. Процесс сварки сетки начинается с нажатия кнопки "Старт" оператором по готовности подачи продольных и поперечных прутков. Прутки подаются в сварочный портал, сваривается первый поперечный пруток. Затем подъезжает сервокаретка с захватами, цепляет сетку за первый сваренный пруток и протягивает на требуемую величину ячейки. После этого сварка сетки происходит в автоматическом режиме при регулярной подаче поперечного прутка, и соответствующем смещении каретки на последующий шаг. Шаги между поперечными прутками регулируются с помощью сервопривода. Перемещение сервопривода происходит по заданной программе сварки карты сетки. После сварки всей длины сетки, готовая сетка перемещается в пакетировщик, где происходит укладка в штабель на паллете.
- Модуль подачи продольных прутков. Модуль подачи продольных прутков обеспечивает загрузку новых прутков к сварочному порталу в процессе производства предыдущей сетки. Модуль бывает лоткового типа и каретка на сервоприводе
(для 6000 мм длины). Скорость подачи прутков для непрерывной сварки сетки в автоматическом режиме позволяет сократить количество операторов до 1 человека.
- Бункер подачи поперечных прутков. Откатной механизм позволяет производить настройку в удобных условиях. Отлаженная многоступенчатая система подачи прутков: магнит перекидывает прутки на диск, затем на захваты и т.п. На протяжении всего пути до фактической сварки пруток передается механизмами, никакого "свободного полета". Это позволяет производить сварку на скоростях до 60 прутков в минуту.
- Комплектация. Сварочные линии серии WP - это серийное производство, построенное на базе проверенных заводских комплектующих, направляющих, узлов каретки, редукторов и т.п. Электронный блок создан на основе компонентов Delta Electronics®, Schneider Electric®. Пневмоавтоматика Camozzi® и мотор-редукторы Tramec®.
Существенным преимуществом сварочных линий НПО "Росстройтех" является их практически мгновенная перестройка с малой на крупную ячейку и наоборот. За несколько минут вы можете сменить карту сетки - отрегулировать ширину продольных прутков установив специальную перемычку на сварных электродах.
WP Plus
После проведения ряда испытаний с учетом анализа пожеланий наших клиентов мы создали серию сварочных машин WP Plus. В ней учтены наиболее современные требования к скорости и качеству сварки, а также использован опыт промышленного дизайна европейских моделей. При проектировании мы оптимизировали затраты по созданию новой серии WP Plus для того чтобы конкурировать с итальянскими, немецкими и австрийскими аналогами полуавтоматических машин в данном сегменте. Тем самым интенсивное применений станка WP Plus гарантирует уровень оборудования и мощность, сравнимые с европейскими, но по умеренной российской цене.
1. В машине WP Plus проведена переработка конструкции бункера, позволяющая увеличить до 30% скорость подачи поперечных прутков.
2. Повышена мощность сервопривода каретки для роста динамики и возможности перемещения готовой сетки с высокую скорость.
3. Усилена конструкция основной рамы сварочной машины, при этом возросла устойчивость к вибрации, позволяющая работать в условиях высокой интенсивности при росте объема производства готовой сетки в 1,5 раза.
Многоточечные машины и автоматизированные линии для сварки широких сеток
Находят широкое применение многоточечные сварочные машины типов АТМС-14 х 75, МТМС-10 х 35, МТМ-32УХЛ4, МТМ-35УХЛ4, МТМ-103УХЛ4. Все они работают по принципу шаговой подачи сетки и сварки пересечений стержней при неподвижном положении сетки.
Принципиальные схемы подводки тока к сварочным машинам показаны на рис. 18.29. Подводка тока к электродам машин односторонняя, что позволяет резко сократить площадь внешнего контура машины и уменьшить индуктивное сопротивление. Потребляемая мощность уменьшается на 40%.
Многоточечные сварочные машины отличаются от одноточечных количеством установленных сварочных трансформаторов и габаритами.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Машина МТМС-10 х 35 предназначена для точечной сварки арматурных сеток шириной до 2000 мм и проволок диаметром 6—8 мм. Подача продольных проволок из бухт в процессе работы осуществляется автоматически, поперечную арматуру укладывают вручную.
Электрическая схема машины обеспечивает последовательное автоматическое выполнение следующих операций: фиксацию поперечной ар-матуры относительно продольной, одновременное зажатие арматуры между всеми электродами, сварку поперечной арматуры с продольной в местах пересечений, подъем электроводов и перемещение сетки на заданный шаг. Регулирование выдержек времени отдельных операций цикла сварки (кроме перемещения сетки) осуществляется реле времени. Усилие сжатия электродов создается сжатым воздухом с помощью пневмоци-линдров и может регулироваться в пределах до 250 Н (на два электрода). Для уменьшения потребляемой мощности (установленная мощность 350 кВ-А) сварочные трансформаторы машины могут включаться группами по 3—4 одновременно.
Многоэлектродная машина АТМС-14 х 75 (рис. 18.30) состоит из станины, коллектора, сварочных трансформаторов с переключателями ступеней, нижних неподвижных электродов и верхних шунтирующих прижимных колодок, смонтированных на пневмоцилиндрах, токове-душих гибких шин, каретки перемещения сетки спневмоцилиндрами, подающего устройства для поперечной арматуры, системы охлаждения и электрической и пневматической аппаратуры управления. Машина автоматически подает поперечную арматуру к электродам, обеспечивает сжатие поперечной арматуры одновременно во всех местах пересечений ее с продольными стержнями, производит сварку их, а также периодически перемещает сетку на заданный шаг.
Рис. 18.29. Схемы подвода сварочного тока:
э — двухсторонний подвод тока в одноточечных машинах и клещах; б — односторонний подвод тока в кар-касосварочных машинах; в — односторонний подвод тока в многоточечных сеточных машинах; г — комбинированный подвод тока в машинах для сварки плоских каркасов
Подача арматуры производится с бухт, располагаемых на специальных вертушках. Поперечная арматура, предварительно нарезанная на правильно-отрезных станках, укладывается в бункер, а оттуда по одному стержню специальным устройством подается под электроды.
При включении электродвигателей и пневматического прижима поперечная арматура захватывается сначала одной» а затем второй парой вращающихся роликов и подается в приемное устройство, расположенное в зоне электродов.
После приварки одного прутка поперечной арматуры каретка машины перемещает сетку на шаг и процесс повторяется. Максимальная производительность машины при сварке сетки с шагом прутков поперечной арматуры 300 мм и при одновременном включении всех трансформаторов составляет 4,5 м сетки в I мин. Известные модели этой машины АТМС-14 х 75-5, АТМС-14 х 75-7 и АТМС-14 х 7-9 отличаются от основной модели конструкцией отдельных узлов, диаметрами свариваемых стержней и шириной сетки.
Машина МТМ-35УХЛ4 разработана для сварки тяжелых каркасов и сеток шириной до 1400 мм и арматурной стали диаметром до 40 мм (рис. 18.31). Она состоит из двух боковых сварных корпусов, соединенных между собой балкой и ресивером, верхней балки с бункером для поперечных стержней, каретки перемещения сетки, а также пневматического и электрического устройств и систе-мы охлаждения. На балке крепят 4 цилиндра сжатия электродов, которые можно устанавливать в зависимости от расстояния между продольными стержнями.
Для сварки сетки с разными шагами продольных стержней предусмотрен комплект сменных планок с электродами. Контактные колодки попарно соединены с вторичными витками сварочных трансформаторов посредством гибких шин.
К электрическому устройству машины относятся два электромагнитных контактора, пульт управления, шкаф управления, сварочные трансформаторы. Первичные обмотки сварочных трансформаторов включаются в треугольник, в каждой фазе которого включена пара игнитронов. Сварочные трансформаторы можно включать одновременно по 3 или 2, а также любой из 4 в отдельности. Электрическая схема машины предусматривает работу машины в автоматическом и наладочном режимах. При этом каркас можно сваривать с постоянным и переменным шагом, который устанавливается специальным переключателем.
Рис. 18.30. МашинаАТМС- 14×75: 1 — пневмоцилиндр привода каретки; 2 — станина; 3 — сварочные трансформаторы; 4 — устройство подающее; 5 — устройство направляющее; 6 — устройство приемное; 7 — устройство пневматическое; 8’— привод давления и контактные части; 9 — гибкие шины; 10 — система охлаждения; 11 — электрическое устройство; 12 — поддерживающее устройство
Машина МТМ-32УХЛ4 разработана для сварки арматурных сеток, применяющихся при строительстве монолитных сооружений (рис. 18.32). Машина выполнена из сварной станины, на которой с правой стороны расположены сварочные головки, сварные трансформаторы, токоведушие плиты, переключатель ступеней и направляющее устройство для заправки в машину продольных арматурных стержней. В левой части станины размещены бункер для поперечных стержней, каретка перемещения сетки в процессе сварки с пневмоприводом и зажимное устройство.
Пересечения стержней сваривают 16 сварочными головками, установленными с постоянным шагом 200 мм. Сварочные головки выполнении виде стальных сварных скоб с установленными в верхней части пневмоцилиндрами, к штокам которых, направленным вниз, изолированно прикреплена медная плита с верхним подвижным электродом. В нижней части скобы помещена медная плита с нижним электродом.
Сварочные головки устанавливают на станине с возможностью вертикального перемещения, что обеспечивает стабильность сварочного усилия. В машине установлены пять сварочных трансформаторов, от которых получают питание сварочные головки. Каретка предназначена для перемещения на заданный шаг сетки после приварки очередного поперечного стержня к продольным. При рабочем ходе каретки только что приваренный поперечный стержень захватывается специальными захватами, и вся сетка перемещается на заданный шаг. На пути перемешения каретки на станине установлены три упора, управляемые сжатым воздухом, которые обеспечивают получение шага поперечных стержней 100, 200 и 300 мм.
Рис. 18.31. Многоэлектродная машина МТМ-35УХЛ4
При отключении всех упоров сетка перемещается на 600 мм. Для обеспечения правильного положения концов продольных стержней на каретке предусмотрена упругая балка, в которую упираются продольные стержни в процессе заправки их перед началом сварки. После заправки продольных стержней каретку отводят в исходное положение, а упорная балка откидывается путем поворота ее на шарнирах. Кроме того, каретка имеет четыре толкателя, с помощью которых путем перемещения ее при ручном управлении можно вытолкнуть сваренную сетку из машины.
Для механизированной подачи в зону сварки очередных поперечных стержней в машине предусмотрен бункер, состоящий из двух вертикальных сварных стенок и четырех отсекателей. Стержни, находящиеся в щели между вертикальными стенками, удерживаются отсекателями и по команде в необходимый момент подаются в зону сварки. Наличие отсекателей обеспечивает одновременную подачу двух прутков для параллельной сварки двух сеток шириной 1000 и 1400 мм.
На верхнем валке с шагом 200 мм насажены 16 роликов с коническими канавками. С помощью роликов обеспечивается требуемое направление поступления продольных стержней в машину под электроды. Нижний гладкий валок установлен на такой высоте, чтобы стержни находились выше уровня нижних электродов на 2—3 мм.
В передней части станины установлено зажимное устройство, служащее для выталкивания из машины сваренной сетки.
Рис. 18.32. Схема сварочной машины МТМ-32УХЛ4:
1 — станина; 2 — зажимное устройство; 3 — упоры; 4 — пневмопривод каретки; 5 — каретка; 6 — рельс; 7-пружина; 8 — стакан; 9 — бункер поперечных стержней; 10 — сварочная головка; 11 — пневматическое устройство; 12 — электрическое устройство; 13 — переключатель ступеней; 14 — сварочный трансформатор; 15, 16-токоведущие плиты; 17 — гибкие шины; 18 — направляющее устройство; 19 — коммутирующее устройство; 20 — система охлаждения
По окончании сварки сжатый воздух для выталкивания сетки подается одновременно в цилиндр каретки и в верхние камеры зажимного устройства. При сварке стержней диаметром 32 и 14 мм с шагом поперечных стержней 300 мм обеспечивается приварка шести поперечных стержней в 1 мин., при шаге 600 мм привариваются четыре стержня в 1 мин.
Технические характеристики многоточечных сварочных машин приведены в табл. 18.24.
Режимы сварки для моделей машины типа АТМС-14 х 75 могут быть выбраны по данным табл. 18.25.
Многоточечные сварочные машины используют для оснащения автоматизированных сварочных линий. Имеется несколько типов автоматизированных сварочных линий, которые приведены в табл. 18.26.
В состав линий входят комплект бухтодержателей, устройство для правки продольных проволок, стыкосварочная машина, многоэлектродная сварочная машина, гильотинные ножницы и пакетировщик сеток. Далее приводятся основные типы оборудования для комплектования автоматизированных сварочных линий.
Пакетировщик СМЖ-326А предназначен для приема сеток от сварочной машины и укладки их в пакет. Пакетировщик выпускается на прием сеток длиной до 4 м. При необходимости приема более длинных сеток его можно удлинить.
Технические характеристики многоточечных сварочных машин
Усредненные режимы сварки для моделей машин типа атмс-14 х 75
Работа пакетировщика производится следующим образом. Подаваемая сетка опирается своими боковыми сторонами на полки направляющих и скользит по ним. Дойдя до рычага конечного выключателя, передний конец сетки воздействует на него, подается команда на срабатывание пневмоцилиндров, которые поворачивают направляющие на сброс сетки, а затем возвращают их в исходное положение.
Правильное устройство СМЖ-324А предназначено для правки арматуры при ее подаче в сварочную машину. Арматура правится при ее протягивании между роликами. В зависимости от расстояния между проволоками обоймы могут переставляться по направляющим рамы, к которым они крепятся винтовыми зажимами. Обоймы на рамах расположены под углом 45°, но в различные стороны, т. е. под углом 90* по отношению друг к другу.
Ножницы СМЖ-325А предназначены для резки арматурных сеток, используя подпружиненный прижим сеток. Для правильного перемещения сетки предусмотрены боковые направляющие. Верхняя рама ножниц со смонтированными на ней узлами установлена на катки и может перемещаться относительно нижней рамы на 300 мм. На ножницах предусмотрено ручное (наладочное) и автоматическое управление.
Бухтодержатель представляет собой колонку, на которой расположены консольные кронштейны с вертушками для мотков проволоки. Вертушки имеют вертикальные направляющие, переставляемые в радиальном направлении для размещения мотков с различным внутренним диаметром.
Он может входить в состав автоматизированной линии для изготовления арматурных сеток шириной до 1450 мм из стержней диаметром I4—40 мм. Портал-раскладчик состоит из привода цепного конвейера, соединительных вилок, муфт и пневмопривода поворота конвейера.
Цепной конвейер представляет собой ряд консольно закрепленных рам с параллельно расположенными цепными передачами. Рамы оснащены цепями с лапками, на которые крепятся ложементы, принимающие продольные стержни. Лапки цепи имеют шаг 76 мм, что является шаговым модулем раскладки стержней.
Портал-раскладчик выполняется в нескольких исполнениях, каждое из которых предназначено для приема и выдачи стержней разной длины (6— 18 м) через каждые 3 м.
Техническая характеристика многоточечных сварочных машин
Техническая характеристика многоточечных сварочных машин
Многоточечные сварочные машины для сварки арматурных сеток имеют аналогичное устройство и отличаются от одноточечных сварочных машин только количеством установленных сварочных трансформаторов и габаритными размерами. Они состоят из станины, приводов давления и контактных частей, токоведущих гибких шин, сварочных трансформаторов, устройства для подачи поперечных прутков, бункера для поперечных прутков, пневматической системы, системы охлаждения, электрического оборудования и поддерживающего устройства.
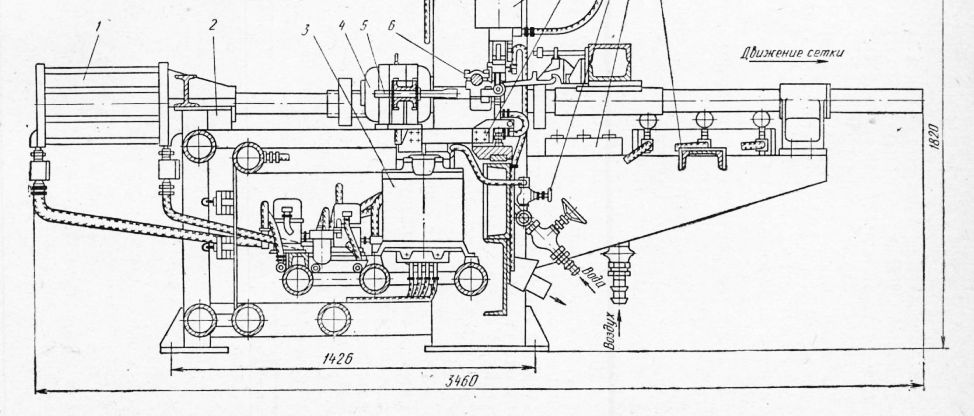
Рис. 1. Машина АТМС - 14X75
1 — пневмоцилиндр привода каретки; 2 — станина; 3 — сварочные трансформаторы; 4 — устройство подающее; 5 — устройство направляющее; 6 — устройство приемное; 7 — устройство пневматическое; 8—-привод давления и контактные части; 9 — гибкие шины; 10 — система охлаждения; 11 — электрическое устройство; 12 — поддерживающее устройство
Привод давления для опускания верхних электродов и сжатия пересечений арматуры при сварке представляет собой пневмоцилиндр, внутри которого помещен поршень, несущий контактную часть, состоящую из сменных контактных колодок, электрода и оси.
Нижняя контактная часть состоит из колодки, электрододержателя и электрода. Колодки соединяются с выводами вторичных витков сварочных трансформаторов гибкими шинами. Сварка осуществляется с односторонней подводкой тока.
Устройство для подачи поперечных прутков состоит из электродвигателя, пружинного и пневматического прижимов. На выходных концах вала двигателя и штока прижима закреплены ролики с насечкой. При включении электродвигателя зажатый между роликами пруток подается в зону сварки.
Шаговое перемещение сетки в процессе сварки осуществляется специальной кареткой, движущейся по двум направляющим и захватывающей сетку за поперечные стержни тягами с крючками. Перемещение каретки производится двумя пневмоцилиндрами. Величина хода каретки, а следовательно, и шага поперечных прутков регулируется установкой в соответствующее положение гаек.
Пневматическая система машины предназначена для питания сжатым воздухом всех приводов и состоит из сетевого распределителя, коллекторов, пневматических клапанов, регуляторов давления с манометрами, лубрикаторов и дросселирующих клапанов.
Система охлаждения выполнена по обычной схеме. Игнитронные контакторы, находящиеся в шкафу управления, охлаждаются независимо от машины и благодаря наличию гидравлического реле предохранены от перегрева при включении машины без подачи охлаждающей воды.
Электрооборудование машины размещено на машине и в шкафах управления. Оно включает сварочные трансформаторы, электромагнитные контакторы, игнитронные контакторы, электронный регулятор времени, панель управления.
При изменении типа изготовляемой сетки и расстояния между продольными стержнями электроды машины переставляют в соответствующее положение. Это достигается передвижением пневмоцилиндров привода давления с верхней контактной частью и колодок с нижней контактной частью вдоль верхней и нижней балок станины машины.
В машинах МТМС -10Х35 и АТМС -14Х75-10 подачу поперечных проволок осуществляют из бункеров, расположенных в пределах габаритов машины, поэтому ширина этих машин меньше ширины машин АТМС -14Х Х75-7 и 9.
Многоточечные сварочные машины используют для оснащения автоматизированных сварочных линий.
В состав линий входят комплект бухтодержателей, устройство для правки продольных проволок, стыкосва-рочная машина, многоэлектродная сварочная машина, гильотинные ножницы и пакетировщик сеток.
Читайте также: