Машина точечной сварки мт 604
Обновлено: 18.05.2024
Серийные машины для точечной сварки изготовляют на номинальные токи: а) до 40 кА при питании от однофазной сети переменного тока; б) до 160 кА для питания от трехфазной сети переменного тока (с выпрямлением во вторичном контуре), конденсаторные.
В стационарных машинах для контактной сварки обычно неподвижен нижний электрод, а верхний электрод перемещается по дуге окружности (радиальные машины) или прямолинейно (прессовые машины).
Рис. 11. Пневматические приводы сжатия электродов для машин контактной сварки
Расстояние между электродами устанавливают в зависимости от толщины и конфигурации свариваемых изделий и оно составляет 15—40 мм. В некоторых случаях для установки и съема изделий сложной конфигурации применяют приводы сжатия с устройствами для дополнительного перемещения верхнего электрода на 100—200 мм.
Рычажные приводы применяются в машинах малой мощности с усилием сжатия до 300 кгс, для больших усилий сжатия применяют пневматические и гидравлические приводы сжатия.
Наибольшее распространение в современных машинах для точечной сварки получил пневматический привод сжатия электродов, обеспечивающий получение широкого диапазона усилий, независимость усилия сжатия от износа электродов, возможность плавного регулирования усилия в широком диапазоне, высокую производительность (до 500 сварок в минуту) и возможность получения ступенчатого изменения усилия в процессе сварки.
На рис. 11 показаны пневмоприводы различных типов, применяемые в современных машинах для точечной сварки. Пневмопривод двустороннего действия (рис. 11, в) имеет две камеры. Необходимое усилие сжатия создается при подаче сжатого воздуха в верхнюю камеру. Усилие определяется площадью поршня и давлением сжатого воздуха. Обычно нижняя полость в этот момент сообщается с окружающей средой. Однако в некоторых случаях для расширения пределов регулирования усилия прижатия электродов сжатый воздух подают одновременно в обе камеры. В этом случае усилие определяется разностью площадей, на которые давит сжатый воздух, равной площади сечения штока поршня.
Пневмопривод с регулируемым дополнительным ходом (рис. 11, б) устанавливают в большинстве серийных стационарных машин. Подъем верхнего электрода, закрепленного на штоке поршня 3, определяется положением поршня 2, которое регулируется гайками 1. Под действием сжатого воздуха, подаваемого в верхнюю полость пневмоцилиндра, поршень 2 опускается и служит упором для поршня 3. Рабочими полостями пневмопривода являются средняя и нижняя полости, куда через распределитель подается редуцированный сжатый воздух.
Если необходимо дополнительно поднять верхний электрод (при съеме и установке свариваемого изделия, при зачистке электрода и т. д.), то нужно выпустить сжатый воздух из верхней камеры в окружающую среду (с помощью крана или распределителем). Тогда сжатый воздух, поданный в нижнюю камеру, поднимет поршни 3 и 2 до упора в верхнюю крышку. В некоторых случаях применяют одно — или многодиафрагменныё приводы. К их достоинствам следует отнести простоту и надежность, малую инерционность и возможность получения малых усилий
из-за отсутствия трения манжет для уплотнения штока и поршня, к недостаткам диафрагменных приводов следует отнести зависимость развиваемого усилия от рабочего хода и малый ход, который обеспечивают такие приводы. Однодиафрагменный привод изображен на рис. 11, в.
Двухдиафрагменный привод (рис. 11, г) позволяет получать малые усилия в результате того, что сжатый воздух одновременно подается в верхнюю и среднюю полости. В этом случае усилие определяется разностью площадей диафрагм, которая может быть выбрана достаточно малой. В некоторых случаях применяют поршневые или диафрагменные приводы в комбинации с электромеханическим приводом дополнительного хода (рис. 11, д). Электродвигатель 3 с помощью ходового винта 4 перемещает ползун 5 с верхним электродом относительно штока I пневмоцилиндра 2.
Гидравлический привод применяют в стационарных машинах большой мощности с усилием сжатия электродов в несколько тысяч кгс и в многоэлектродных машинах. Обычно это поршневые приводы с питанием от гидронасосныя Станций, й подвесных машинах и в многоэлектродных машинах некоторых типов используют пневмогидравлический привод, в котором вместо гидронасосной станции применяют пневмогидропреобразователи. При подаче сжатого воздуха в полость над поршнем 1 пневмогидропреобразователя (рис. 12) шток 2 выталкивает масло из корпуса 3 по шлангам высокого давления 5 в гидроцилиндр 4% шток которого связан с электродом.
Давление в магистрали высокого давления
где рй — давление сжатого воздуха, подаваемого в пневмогидропреобразователь; D —■ диаметр поршня; d — диаметр штока.
Рис. 13. Машина типа МТ-810 для точечной сварки:
1 — корпус; 2 — трансформатор сварочный; 3 — нижний кронштейн; 4 — угловой рычаг; 5 — пневмопривод: 6 — регулятор цикла сварки; 7 — Г-образныЙ кожух; 8 — клапан электропнев* матический; 9 — автоматический выключатель
Для сварки низкоуглеродистой стали толщиной от 0,2 + 0,2 до 5+5 мм выпускают стационарные машины с радиальным ходом верхнего электрода на сварочные токи 6,3; 8, 12,5 и 16 кА. Машину типа МТ-604 (с номинальным сварочным током 6,3 кА) выпускают в двух вариантах: с пневматическим и с педальным приводами сжатия электродов. Остальные радиальные машины снабжены только пневматическими приводами сжатия.
В машинах с радиальным ходом установлены бесконтактные регуляторы цикла сварки, синхронные тиристорные контакторы и воздушные распределители с электропневматическим управлением. Машина типа МТ-810 с радиальным
ходом верхнего электрода пока-
2. Техническая характеристика однофазных машин для точечной сварки с радиальным ходом верхнего электрода
точечной машины МТ-604 точечной сварки
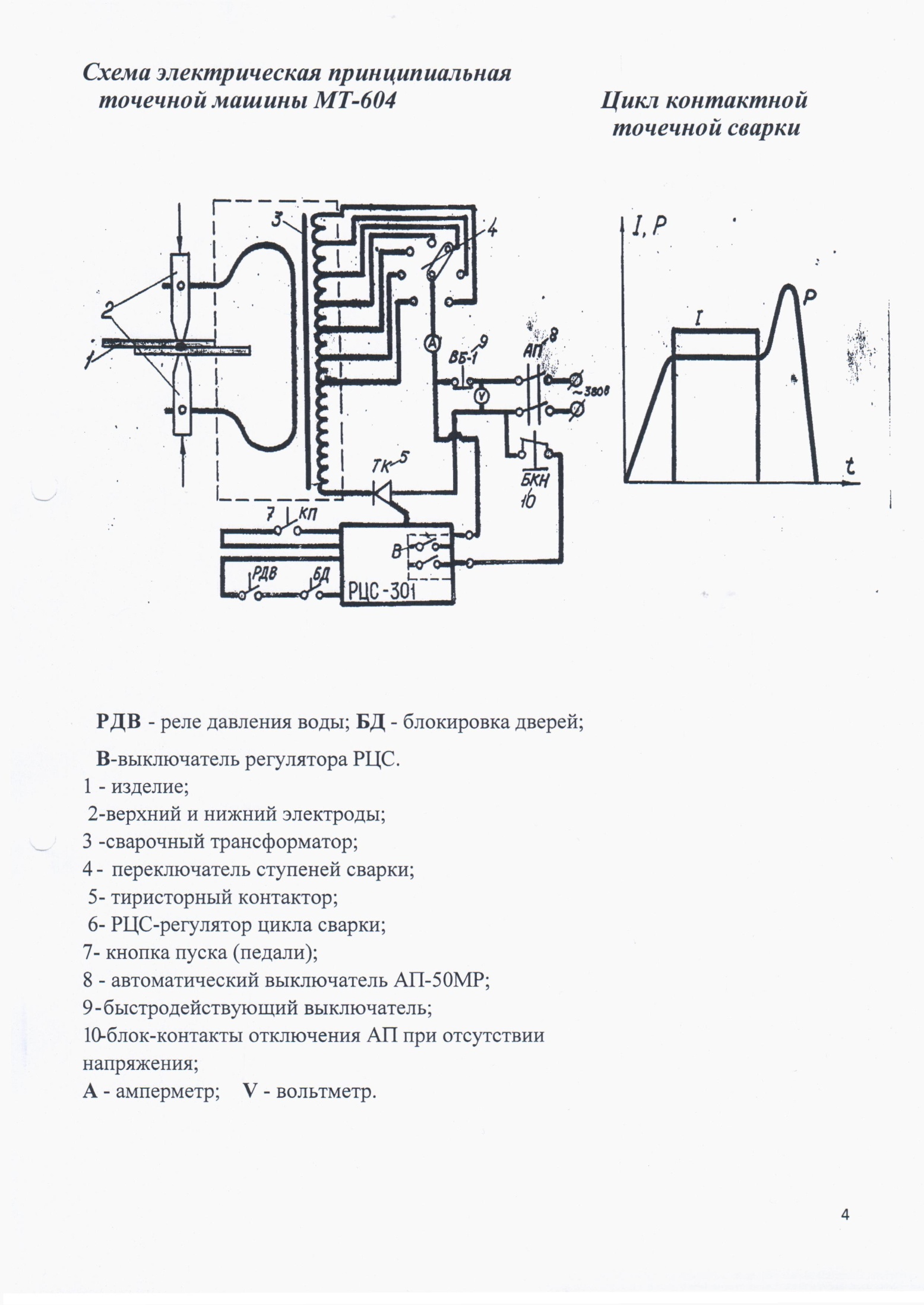
Изменение рабочей емкости и напряжения, а также коэффициента трансформации сварочного трансформатора позволяет получать импульсы сварочного тока (ICB = f (т)) различных форм и величин.
В настоящее время в промышленности используют конденсаторные машины для стыковой, точечной, шовной и рельефной сварки.
Режим шовной сварки на конденсаторной машине определяется сварочным током 1св, временем разряда конденсатора (временем сварки) т, усилием сжатия свариваемых деталей Р и скоростью сварки vCB. Время сварки, усилие сжатия и скорость сварки легко регулируются.
Основными преимуществами сварки на конденсаторных машинах являются:
3 Невысокая потребляемая мощность;
4 Нет резких колебаний напряжения в сети вследствие постоянного отбора энергии;
5 Кратковременное протекание тока и высокая его плотность обеспечивают малую зону термического влияния, что позволяет сваривать материалы очень небольших толщин (до нескольких мкм);
6 Строгая дозировка количества энергии в месте соединения заготовок обеспечивает стабильное качество сварки и позволяет сваривать разнородные по составу и толщине материалы, для которых непригодны другие методы сварки.
7 Сварку на конденсаторных машинах легко механизировать и автоматизировать, что повышает производительность труда и качество сварки.
Конденсаторные машины, обеспечивающие высокие стабильность параметров режима и качество сварных соединений, относят к машинам ответственного назначения. Для сварки герметичным швом чувствительных элементов (мембран, сильфонов и т.д.) и других ответственных изделий используют роликовые конденсаторные машины типа МТ -604.
3.Оборудование, инструмент, материалы:
Машина роликовая конденсаторная МТ-604;
Станция питания и управления СПУ-РК;
Образцы из нержавеющей стали ОД.. .0,3 мм;
4.Методика работы:
Ознакомившись по описанию в теоретической части с основой и технологическими возможностями контактной сварки, а также преимуществами и областями применения сварки с использованием конденсаторных машин, приступить к выполнению экспериментальной части работы, т.е. к исследованию влияния отдельных параметров режима сварки (емкости батареи конденсаторов, напряжения зарядки конденсаторов и скорости сварки) на качество сварочного соединения:
1) Получить у преподавателя образцы из нержавеющей стали;
2) Подготовить машину МТ-604 к сварке (порядок включения, работы и выключения машины МТ-604см. в инструкции на раб. месте);
3) По указанию преподавателя проварить несколько швов при разных емкостях батареи конденсаторов (от 50 до 300 мкФ), напряжениях зарядки конденсаторов (от 0,06 до 0,1 кВ) и скоростях сварки (от третьего до пятого положения переключателя скорости сварки на МТ-604);
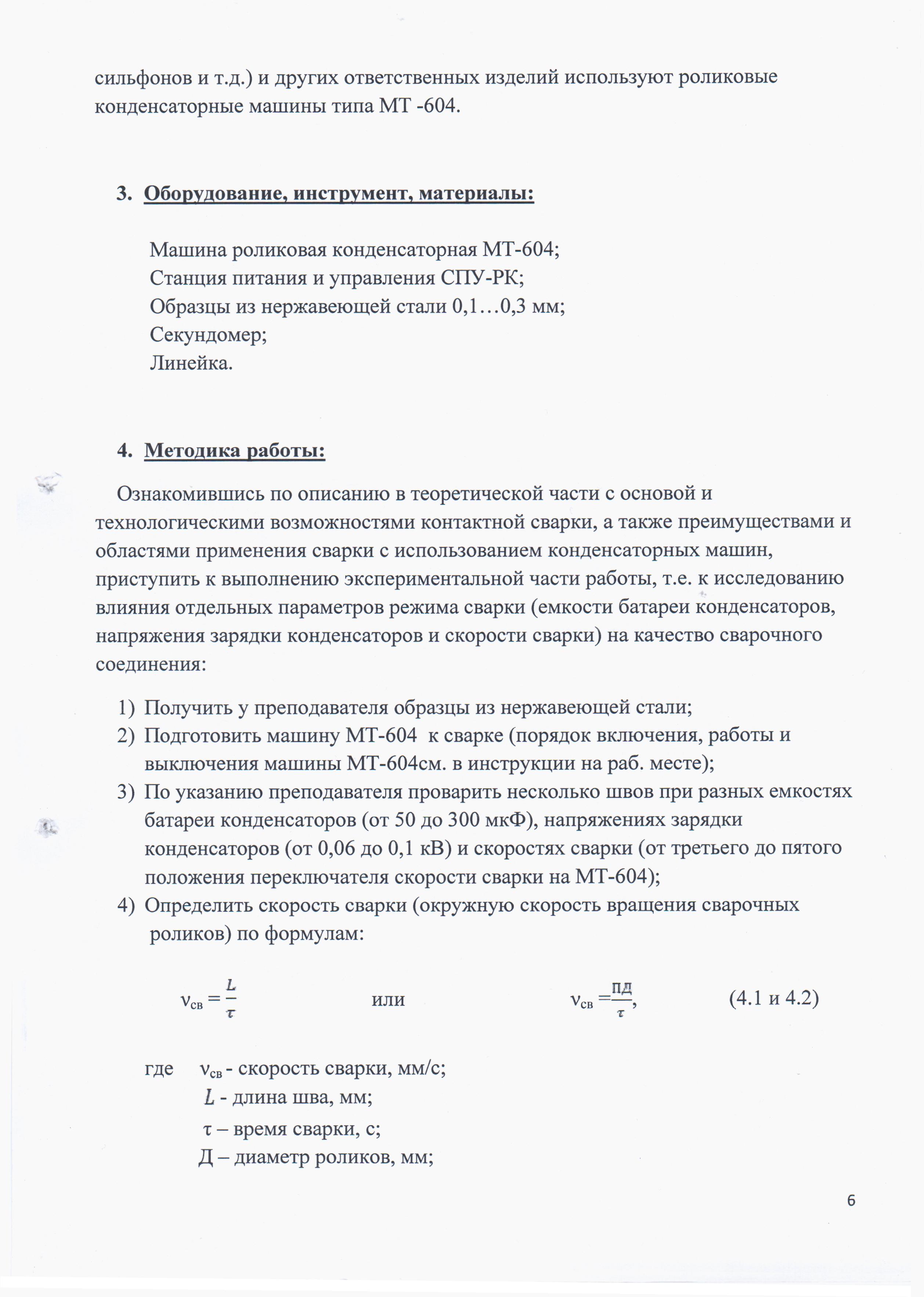
4) Определить скорость сварки (окружную скорость вращения сварочных роликов) по формулам:
5) Выключить машину;
6) Оценить визуально по наличию прожогов, выплесков, непроваров и т.д. по механической прочности качество сварочных швов, полученных при различных режимах сварки;
7) Результаты работы занести в таблицу.
Влияния некоторых параметров на качество сварного соединения
| Усилие сжатия электродов (Н) | Напряжение зарядки (кВ) | Сила тока | Скорость сварки (мм/с) | Качество сварного соединения |
| 0,38 | 4,4 | некачественно | ||
| 0,38 | 3,6 | некачественно | ||
| 0,38 | 3,6 | качественно |
8) По результатам эксперимента выбрать оптимальный режим сварки.
5.Контрольные вопросы:
1) Какова суть контактной сварки?
Контактная сварка - термомеханический процесс образования неразъемного
соединения металлов вследствие установления между ними межатомных связей, при котором локальный нагрев свариваемых деталей проходящим электрическим током в зоне соединения сопровождается пластической деформацией, развивающейся под действием сжимающего усилия.
2) Что влияет на количество теплоты, выделяющейся при контактной сварке?
На количество теплоты, выделяющееся при контактной сварке влияют: величина сварочного тока, сопротивление зоны сварки, время протекания сварочного тока.
3) Что такое зона термомеханического влияния?
В соседней зоне металл нагревается ниже температуры плавления и подвергается частично пластической деформации. В этой зоне, называемой зоной термомеханического влияния, происходят изменения исходной структуры и свойств металла.
4) Назовите основные разновидности контактной сварки.
Различают сварку: точечная, шовная, стыковая, рельефная
5) Каковы технологические возможности контактной сварки?
Контактную сварку используют для соединения чёрных и цветных металлов и сплавов.
10) Назовите основные элементы электрической схемы МТ-604.
Реле давления воды; блокировка дверей; выключатель регулятора РЦС, изделие;
верхний и нижний электроды; сварочный трансформатор; переключатель ступеней сварки; тиристорный контактор; РЦС-регулятор цикла сварки; кнопка пуска (педали);
МАШИНЫ ОБЩЕГО НАЗНАЧЕНИЯ
Для контактной сварки наибольшее применение имеют точечные машины (более 70% всего оборудования). Из них широко распространены машины радиального и прессового типа на номинальные токи до 16 кА с вылетом до 500 мм. Машины снабжены пневматическим приводом верхнего электрода и тиристорным контактором для коммутации сварочного тока. Серийно выпускаются точечные радиальные машины МТ-604, МТ-810, МТ-1614 (табл. 3). Машину МТ-604 можно комплектовать педальным пружинным приводом, что позволяет использовать ее при отсутствии сети сжатого воздуха.
Машины МТ-810, МТ-1214 и МТ-1614 конструктивно одинаковы и отличаются одна от другой только размерами и основными параметрами (рис. 23). Передняя стенка 1 является силовым элементом корпуса машины, на котором закреплены нижний кронштейн 3, верхний рычаг (кронштейн) 4 и пневматический привод усилия 5. Внутри корпуса на кронштейне установлен сват рочный трансформатор 2 с переключателем ступеней 10, а также тиристорный контактор 11. Сварочный трансформатор и тиристорный контактор имеют внутреннее водяное охлаждение.
Для управления пневмоприводом служит электро — пневматический клапан 7 и редуктор 6. На задней стенке корпуса 8 установлен автоматический выключатель 9 с дистанционным расцепителем, отключающим машину от электрической сети при открывании дверцы и превышении максимально допустимого первичного тока. Для управления циклом работы машин этого типа используют регуляторы РЦС-301 (МТ-604) й
Конструктивные особенности большой группы точеч — 52
Номинальный сварочный ток, кА
Номинальная мощность, кВ-А
Максимальный ход электрода, мм
Основные данные машин общего назначения для точечной и шовной сварки
* При цикле с проковкой — максимальное ковочное усилие. ** Машины радиального типа.
*** Полный ход электрода: рабочий и дополнительный.
ных машин прессового типа на сварочные токи 12— 25 кА (МТ-1215, 1216, 1217, 1613, 1617, 1618,2517) рассмотрим на примере машины МТ-1613 (рис. 24). На передней стенке сварного корпуса 1 закреплен болтами нижний кронштейн 2, несущий консоль 3 с электродо- держателем 4. Нижний кронштейн 2 можно переставлять по высоте. Верхний кронштейн 7 соединен с корпусом 1 сваркой.
Пневматический привод 8 с направляющим устройством установлен на верхнем кронштейне 7. На его штоке закреплена подвижная консоль 5 с верхним элек — трододержателем 6. Управление приводом осуществляется с помощью электропневматического клапана 9
(КПЭ-4), маслораспылителя 10, воздушного редуктора И и крана дополнительного хода 12. Консоли 3 и 5 соединены с выводами вторичной обмотки трансформатора 13 жесткими и гибкими шинами. Трансформатор 13, автоматический выключатель 14 и переключатель ступеней 15 ножевого типа установлены внутри корпуса машины. Для управления машиной служит регулятор цикла сварки 16 (РЦС-403). Первичный (и сварочный) ток включается и выключается тиристорным контакто-
ром 17 (КТ-1). Для включения цикла сварки используется педальная кнопка 18.
Все машины имеют пневматический поршневой привод усилия; шток привода перемещается в^, направляющих с трением скольжения. Средняя производительность машин при рабочем ходе 10 мм составляет 120— 150 сварок/мин. Следует отметить, что производительность машины зависит не только от быстродействия привода и рабочего хода, но и от используемого режима сварки (длительности интервалов цикла). Последний, естественно, определяется маркой и толщиной свариваемого металла.
Для точечной сварки с. более высокой производительностью (300—600 точек/мин) используют машины прессового типа МТ-1219, 1220, 1615, 1616 (см. табл. 3). В отличие от машин обычного исполнения в них использован специальный пневматический привод усилия, в котором рабочий ход осуществляется с помощью диафрагмы, а дополнительный — поршнем.
Шовные машины общего назначения, выпускаемые на токи 10—32 кА, предназначены для сварки поперечных и продольных швов при непрерывном вращении роликов. Во всех машинах применен пневматический привод усилия, — а привод вращения связан с верхним роликом. Машина МШ-1001 — радиального типа, выполняет сварку при непрерывном протекании тока (без пауз), который включается и выключается электромагнитным контактором в цепи первичной обмотки сварочного трансформатора.
Машины МШ-1601, МШ-2001-1 и МШ-3201 с прямолинейным ходом верхнего ролика имеют игнитронный контактор для коммутации сварочного тока и аппаратуру управления, обеспечивающую прерывистое протекание тока.
Машина МШ-2001-1 (рис. 25) состоит из корпуса, верхнего и нижнего кронштейнов, на которых установлены привод усилия 4, верхняя 3 и нижняя 2 электродные головки. Для выполнения продольных швов верхняя электродная головка поворачивается на 90°, а нижняя головка заменяется электродной головкой (вставкой) для продольной сварки. Верхний ролик вращается от электродвигателя 10 с бесступенчатым вариатором скорости ПМСМ через редуктор 7 и карданный вал 6. Выше привода вращения находятся регулятор скорости
роликов 8 и регулятор цикла сварки 9, выполненный на полупроводниковых логических элементах.
Внутри корпуса машины расположены сварочный трансформатор 11, автоматический выключатель 12 и игнитронный контактор 13. Сварочный трансформатор, токоподводы и игнитроны имеют внутреннее водяное охлаждение, а ролики — наружное. Для сбора охлаждающей воды предназначен поддон 1. Машина управляется от педальных кнопок. Усилие сжатия роликов регулируется с помощью воздушного редуктора 5. Машина МШ-3201 имеет аналогичную конструкцию и отличается только номинальными сварочным током (мощностью трансформатора) и усилием.
Большинство точечных и шовных машин переменного тока предназначено для сварки черных металлов,
Толщины детален (мм) из различных металлов, рекомендуемых для сварки на точечных и шовных машинах общего назначения
Универсальные стационарные и подвесные машины для точечной сварки
Универсальные стационарные машины (табл. 18). Имеют значительное число марок.
МТ-5 0 1, МТ-601. Укомплектованы пневматическими при
водами сжатия с радиальным ходом верхнего электрода и электро*
магнитными контакторами. В машине МТ-602 установлен асинхронный тиристорный контактор. Машина МТ-604 имеет регулятор цикла сварки РЦС-301. Пневматический привод сжатия может быть заменен педальным.
МТ-809, Л4Т-810, МТ-1 209, МТ-1214, МТ — 1 609, М Т -1 6 1 4. Имеют пневматический привод сжатия, горизонтально расположенный рабочий цилиндр и радиальный ход верхнего элек-
Рис. 84. Сварочные клещи К. ТП-2
Номинальный сварочный ток. А
Номинальный первичный ток, А
Номинальный режим ПВ, %
Номинальная мощность. кВ-А
Число ступеней регулирования вторичного напряжения
Пределы регулирования вторичного напряжения. В
Вылет электродов, мм
Раствор электродов. мм
Усилие сжатия, кН
Толщина спариваемых деталей, мм*
Максимальная производительность, точек/мии
Расход охлаждающей поды, л/ч
Габаритные размеры. мм: высота
ширина | 452 | 410 | 430
глубина I 800 | 833 | 1083 | 1230
Масса, кг | 215 | 230 | 325 | 440 | 750
ля низкоуглеродистых сталей, ля стали Х18Н9Т.
447 | 490 | 53! | 550
1435 | 1425, | 1585 | 1710
520 | 803 | 615 | 1200
Номинальный режим, ПВ, %
Число ступеней регулирования вторичного напряжения
Пределы регулирования вторичного напряжения при соединении вторичных витков, В:
Толщина и диаметр свариваемых деталей из низкоуглеродистой стали, мм: листы
Максимальное усилие сжатия электродов, Н
Максимальная производительность, сварок/мин
Расход охлаждающей воды, л/ч
Габаритные размеры, мм: длина
С подвесными трансформаторами
С встроенными трансформаторами
трода. Их комплектуют тиристорными контакторами. Контакторы машин МТ-809, МТ-1209, МТ-1609 управляются электронными регуляторам]! времени РВЭ-7-1А. В машинах МТ-810, ЛАТ-1214, МТ-1614 и МТ-1618 установлены регуляторы цикла сварки РЦС-403 и электро — пневматические клапаны постоянного тока, что повышает их производительность. Машина МТ-1621 предназначена для сварки деталей автомобилей из низкоуглеродистой стали. Машины этой серии различаются лишь по мощности.
М Т — 1 2 1 9, М Т — 1 2 2 О, М Т — 1 6 І З, М Т — 1 6 1 5, М Т -1 6 1 6.
В них установлен диафрагменно-поршневой пневматический привод сжатия электродов, обеспечивающий высокую производительность; движение верхнего электрода прямолинейное. Машины укомплекто. ваны игнитронными или тиристорными контакторами и различными типами регуляторов цикла сварки.
М Т — 2 5 1 0. Укомплектована двухпоршнсвым рабочим пневматическим цилиндром и игнитронным контактором; имеет большое усилие сжатия электродов (1,6 кН), снабжена подпоркой для уменьшения прогиба консолей.
МТ-400 1. Предназначена для сварки деталей больших толщин (до 12+12 мм).
Подвесные машины (табл, 19). Существует два типа таких машин.
Машины с отдельными трансформаторами: МТПП-75 состоит из подвесного устройства 1 (рис. 83), игнитронного контактора 2, регулятора времени 3, системы охлажде-
ішя 4, токоведущего кабеля 5, рабочего инструмента 6, пневматического привода 7 сжатия и трансформатора 8;
МТП-1203, МТП-803, МТП-806, МТП-807 предназначены для сварки тонколистовых деталей и крестообразных соединений арматурных прутков;
рабочий инструмент — клещи КТП-1 или КТП-2 — включает в себя корпус 1 (рнс. 84), двухпоршневой пневматический цилиндр 2, рукоятку 3, пусковую кнопку 4, серьгу 5 для подвески клещей, возвратную пружину б, пор 7, постоянно прижатый к концу штока поршня пружиной 8. электрододержатели 9 с электродами 10
МТПГ-75, МТПГ 150-2 имеют иневмогидравлический привод сжатия. Комплектуют их игнитронными контакторами и электронными регуляторами времени, а также мультипликаторами давления. Рабочим инструментом машин служат сварочные клещи КТП (табл. 20). На рнс. 85 приведены клещи КТГ-150-1, которыми комплектуют МТПГ-150-2. Они состоят из скобы 2, гидравлического цилиндра /, колодок 7 и 5 с электродами в. Цилиндр / электрически изолирован от скобы 8, которая снабжена рукоятками 4 В одну из них вмонтирована пусковая кнопка. Для подвески клешей служит скоба 3.
Машины с встроенными трансформаторами (см. табл. 19):
КТ 601; в ее состав входит трансформатор 7 (рис. 84,а), в литой передней крышке 4 которого закреплена неподвижная консоль 3 с электродом 1 н подвижной электрододержатель 2 с другим электродом На задней крышке 9 установлен привод сжатия 8, снабженный системой рычагов, сжима
Сварка каркаса с 9 продольными стержнями
Сварка каркаса сЗ продольными стержнями
Рис. 87. Схемы сварки каркасов
21. Основные технические характеристики многоэлектродных машин для точечной сварки плоских
арматурных каркасов и сеток
Размеры свариваемых сеток или каркасов, мм:
1050; 1450; 2050; 3050
Число сварочных трансформаторов
Мощность каждого трансформатора, кв-Л
Пределы регулирования вто ричного напряжения, В
Номинальный ток одного трансформатора, кА
Усилие на электродах (для одной пары электродов), кН
Габаритные размеры, мм: машины
1650X2740X X 1960
5000X3442X X 1716
3580X2740X X 1960
720X630X X 1800
700Х 660Х Х1590
Масса, кг: машины
* У МТМ-35 два шкафа управления.
Номинальный режим ПВ, %
Пределы регулирования вторичного напряжения, В
Усилие сжатия электродов, кН
Полезный вылет электродов, мм
Раствор электродов, мм
Ход верхнего электрода (рабочий +
Толщина свариваемых деталей (в зависимости от вида металла), мм
Диаметр контактов 5—6 мм
Габаритные размеры (высота, ширина, глубина), мм
2230 X Х716Х Х2110
2070X Х416Х X 1395
*** С насосной станцией.
устройство для автоматической подачи поперечных прутков диамет — рами от 4 до 12 мм;
МТМ-35; у нее предусмотрен пневматический привод сжатия электродов и игнитронный контактор. Машина предназначена для сварки каркасов из тяжелой арматуры с числом продольных стержней от 2 до 8. Ее комплектуют шкафом управления;
МТМС-10Х35 и АТМС-14Х75-7-1; обе имеют пневматический привод сжатия, снабжены механизмами для автоматического перемещения сваренных сеток на заданный шаг. Машина АТМС-14Х75 укомплектована бункером (или магазином) для автоматической подачи поперечных прутков, игнитронными контакторами и электронными реле управления.
Машины для точечной сварки легированных сталей, алюминиевых и титановых сплавов
МТП-150/1200-1М и МТП-200/1200-3, выпускавшиеся до 1977 г., отличаются от универсальных машин большим вылетом электродов (1200 мм). Значительный вылет электродов обусловливает особую конструкцию консолей и токоподвода (рис. 88), состоящего из колодки /, изолированной от привода, гибких шин 2 контактного угольника 3, соединенного с вторичным витком трансформатора. Нижняя консоль установлена на кронштейне 8 с помощью крышки 9, которая гибкими шинами 4 соединена с вторичным витком. Кронштейн 8 ходовым винтом 5 при ослабленных болтах 7 можио перемещать по станине в диапазоне 150 мм в пазах направляющих планок 6. Для разгрузки консоли машина снабжена подпоркой Ю
Трехфазные с выпрямлением тока
3635 X Х1160Х Х3985**
3000 X ХІ000Х Х2400
МТПУ-300; данная машина имеет пневматический привод сжатия, позволяющий в широких пределах регулировать усилие на электродах; широко регулируется также сварочный ток. На машине
мі >i по выполнять цикл сварки со ступенчатым приложением давле — IIїїч Предназначена для точечной сварки низкоуглсродистых и зака — .’іиііііюнінхся жаропрочных нержавеющих сталей, титановых и алюми — пневых сплавов;
МВТ-1601; предназначена для сварки медных гибких связей, применяемых в электрических машинах и аппаратах. Снабжена выкуум — ной камерой, в которой проводится сварка;
МТВ-2001; служит для сварки ответственных конструкций из нержавеющих и жаропрочных сталей титановых сплавов;
МТПВ-808 и МТПВ-1207; обе переносные. Назначение то же, что и машины МТВ-2001, но могут использоваться при значительном расстоянии от машины до места сварки; МТ-2518 предназначена для сварки серебряных и металлокерамических контактов с держателями из стали и цветных металлов;
МТВР-4001, МТВ-8001[19], МТВ-16002», МТВ-6304; у пих предусмотрено выпрямление тока во вторичной цепи. Предназначены для сварки низкоуглеродистых и жаропрочных, нержавеющих сталей, алюминиевых и титановых сплавов. У машины МТВР-4001 радиальный ход верхнего электрода.
Машина МТВ-16002 состоит из сварной станины I (рис. 89), отдельно размещенной насосной станции 2, подвесного пульта управления 3, педальной кнопки 4, верхней 5 и нижней 6 электродных частей, направляющего устройства 7 и гидравлического привода 8. Машина МТВ-8002 имеет пневматический привод сжатия с электромеханическим устройством для дополнительного хода электрода, одни сварочный трансформатор и вдвое меньшее число выпрямительных блоков (12 вместо 24).
Технические характеристики специализированных точечных машин приведены в табл. 22.
Конденсаторные машины. Принцип работы конденсаторной машины заключается в том, что батарея конденсаторов заряжается выпрямленным током, а затем разряжается на первичную обмотку сварочного трансформатора. Сварочный ток регулируют изменением емкости конденсаторов и напряжения заряда. Разрядное устройство снабжают электромагнитными, игнитронными или тиристорными контакторами.
Универсальные конденсаторные машины (табл. 23):
МТК-75, МТК-8004, МТК-6301; предназначены для сварки крупногабаритных узлов из нержавеющих сталей, алюминиевых и титановых сплавов. Имеют пневматический привод сжатия электродов и игнитронные контакторы;
МТК-5001; универсальная машина для сварки тех же металлов. Снабжена пневматическим приводом сжатия и системой охлаждения закрытого типа;
MTK-120I, ТКМ-8, ТКМ-7; универсальные машины малой мощности; МТК-1201 имеет пневматический диафрагменный привод сжатия и высокую подвижность верхнего электрода; номинальный сварочный ток — 12,5 кА. Машина ТКМ-8 выполнена с электромеханическим, а ТКМ-7 — с педальным приводом сжатия.
Специализированные к о и д е с а т о р и ы е машины (табл. 24):
МТК-5-3; предназначена для сварки корпусов полупроводниковых приборов или других изделий электроники. Электродная часть машины помещена в герметическом скафандре. Сварку выполняют в защитной контролируемой среде. Машину комплектуют отдельным шкафом управления;
МТК-8002, МТК-16001; имеют то же назначение, что и машина МТК-5-3, но от нее отличаются мощностью и конструкцией привода сжатия;
МРК (табл. 24); служат для герметизации контактной сваркой корпусов интегральных схем и полупроводниковых приборов круглой или прямоугольной формы. Имеют пневматический привод сжатия. Сварку проводят в закрытом герметическом скафандре, в среде газов заданного состава. Машины этой серии выпускают в однопо — зиционпом и многопозицнонном исполнениях; последние, имея поворотный стол с 12 головками, обеспечивают вдвое большую производительность.
Читайте также: