Материалы для сварки соответствующие маркам стали
Обновлено: 13.05.2024
Настоящий нормативный документ распространяется на сварные узлы башенных, стреловых самоходных и несамоходных кранов, мачтовых и переставных кранов, кранов-лесопогрузчиков и кранов-манипуляторов.
РД является обязательным для всех предприятий, проектирующих, изготовляющих и ремонтирующих сварные узлы указанных грузоподъемных машин, независимо от ведомственной подчиненности.
Требования РД могут быть распространены на выбор материалов для изготовления, ремонта и реконструкции других грузоподъемных машин и оборудования, включая анкерные и опорные крепления машин, а также грузозахватных приспособлений и тары. Документ не распространяется на сварные узлы грузоподъемных машин, грузозахватных приспособлений и тары, проектируемых и изготовляемых для экспериментальных и научно-исследовательских целей.
РД включает нормативные ссылки, термины, определения и обозначения сталей и сварочных материалов, общие требования к выбору-марок сталей и сварочных материалов, а также приложения с перечнем нормативной документации и ТУ, использованных при разработке РД, основной продукции металлургических предприятий и их адресов, а также рекомендации по применению сталей и сварочных материалов.
При выборе марок сталей следует руководствоваться текстовой частью РД (раздел 4) и таблицами 1, 2, 3 и 5, а при выборе сварочных материалов - требованиями текстовой части РД (раздел 5) и таблицей 4.
2. Нормативные ссылки
В настоящем документе приведены ссылки на действующие стандарты и технические условия, указанные в Приложении А.
3. Термины и определения, обозначения сталей и сварочных материалов:
Группа прочности (класс прочности):
для тонколистового проката (качественного или обыкновенного качества)
- Показатель прочности стали, численно равный временному сопротивлению разрыву металла (σв) в МПа с добавлением при необходимости букв ОК (для обыкновенного качества) или К (для проката из качественной стали).
для толстолистового проката
- Показатель (порядковый номер), характеризующий гарантированную минимальную величину предела текучести.
- Показатель (порядковый номер), характеризующий нормированные характеристики стали (химический состав, механические свойства, в т.ч. ударную вязкость при различных температурах), установленные ГОСТом или ТУ на стали при её изготовлении в соответствии с конкретным ГОСТом или ТУ.
Класс прочности (для проката из стали повышенной прочности)
- Показатель равный пределу текучести стали, МПа.
- Электроды, сварочная проволока, флюсы, защитные газы, в том числе углекислый, аргон или его смеси и другие материалы, применяемые для образования сварного соединения.
- Прокат, изготовленный в виде полосы или листа, различающийся:
- по толщине: тонко- и толстолистовой прокат;
- по ширине: полосовой, широкополосный и собственно листовой.
Прокат поставляется в виде листа (собственно листовой прокат), либо в виде рулона (рулонный прокат).
- Прокат листовой шириной от 11 до 200 мм.
- Прокат шириной от 200 до 1050 мм.
- К сортовому относят прокат, у которого касательная к любой точке контура поперечного сечения не пересекает данное сечение (прокат круглый, прямоугольный, шестигранный, полосовой).
- Прокат полосовой и листовой в холодном или горячекатаном состоянии толщиной до 3,9 мм включительно.
- Прокат полосовой, широкополосный и листовой толщиной от 4 до 80 мм.
- К фасонному относят прокат, у которого касательная хотя бы в одной точке контура поперечного сечения пересекает данное сечение (двутавр, швеллер, уголок и профили специального назначения).
- Прокат в виде стальных гнутых профилей различной формы, размеров, изготовленных на профилегибочных станах, из углеродистых и низколегированных сталей, перечисленных в настоящем нормативном документе.
- Минимальное значение сопротивления металла (временное сопротивление разрыву или предел текучести), гарантируемое нормативной документацией и технологией изготовления для конкретного вида металлопродукции.
- Значение сопротивления металла (временное сопротивление разрыву или предел текучести), принятое при расчете.
- Сталь, обладающая высокими прочностными свойствами (предел текучести не менее 440 МПа).
- Сталь, представляющая собой сплав железа (основа) с углеродом и содержащая примеси, которые присутствуют в стали в связи с условиями ее производства (сера, фосфор, марганец, кремний, медь, никель и др.)
- Сталь с общим содержанием легирующих элементов не более 3 %
Z - плоскость
- Плоскость, перпендикулярная плоскости прокатки.
- Дополнительное обозначение для проката с гарантией свариваемости.
3.1 Примеры обозначений, принятые при маркировке сталей и сварочных материалов и их расшифровка.
3.1.1 Условные обозначения основных элементов в марках металлов:
А - АЗОТ, Б - НИОБИЙ, Г - МАРГАНЕЦ, Д - МЕДЬ, М - МОЛИБДЕН, Н - НИКЕЛЬ, П - ФОСФОР, Р - БОР, С - КРЕМНИЙ, Т - ТИТАН, Ф - ВАНАДИЙ, X - ХРОМ, Ю -АЛЮМИНИЙ.
3.1.2 Примеры обозначений углеродистых сталей отечественного производства
- Буквы Ст - обозначают слово «сталь»; цифра 3 - условный номер марки стали по ГОСТ 14637, ГОСТ 535 и др.
- Буквы кп, пс, сп означают сталь по степени раскисления: кипящей (кп), полуспокойной (пс) и спокойной плавки (сп).
- Буква обозначает повышенное содержание марганца, более 0,5 %.
Ст3пс ДТУ-1 (ДТУ-2, ДТУ-3, ДТУ-4)
- Обозначение ДТУ-1 (ДТУ-2, ДТУ-3, ДТУ-4) - указывает на поставку металлопроката в деформационно-термически упрочненном состоянии с указанием условного обозначения степени упрочнения (1, 2, 3, 4).
Ст3сп3, Ст3Гпс5, Ст3сп6 и т.д.
- Цифра, указываемая после степени раскисления, обозначает согласно ГОСТ 14637 или ГОСТ 535 категорию: 1, 2, 3, 4, 5, 6 в зависимости от нормируемых показателей. Первая категория не указывается.
Сталь 10, Сталь 15
- Цифры 10, 15 - обозначают среднее содержание углерода в качественной конструкционной стали в сотых долях процента.
- Буква указывает повышенное содержание (более 0,15 %) меди.
- Буквы в углеродистых качественных сталях металла труб ГОСТ 8731) означают: в поставляемой стали группы А гарантируются только механические свойства металла (обычно эта буква не указывается в написании), в сталях группы Б гарантируются только химический состав металла трубы, в сталях группы В гарантируются и механические свойства и химический состав марки стали, из которой изготовлена труба. В последних нормативных материалах обозначение группы В не указывается, но гарантируется поставщиком.
3.1.3 Примеры обозначений низколегированных сталей отечественного производства
- Цифры 12, 15 - среднее значение содержания углерода в сотых долях процента;
- Буквы означают наличие легирующих элементов менее 1 % (кроме марганца, для которого без указания цифры допускается его содержание до 1,6 %); цифры 2, 3 после буквы, указывающей наличие легирующего элемента, его содержание в процентах; буква «ч» обозначает обработку жидкого металла редкоземельными металлами цериевой группы;
-Буквы обозначают специальную обработку, в том числе синтетическими шлаками;
- Буква А в конце обозначения марки стали указывает на повышенные пластические свойства стали (пониженное содержание серы и фосфора).
- Буква Ч, обозначает марку стали Череповецкого металлургического комбината;
- Цифры 33 и 37 - пределы текучести в кгс/мм 2 .
3.1.4 Примеры обозначения сталей импортного производства по Евронормам:
- Обозначения по EN 10027:S - конструкционные стали, 700 - класс прочности, М - термомеханически упрочненная, С - с повышенной пластичностью в холодном состоянии.
- Обозначения по EN 10027:S - конструкционные стали, 690 - класс прочности, Q - термообработанная, L - для работы при низких температурах
- Alform - фирменное название, 700 - класс прочности, М - термомеханически упрочненная.
3.1.5 Примеры обозначений отечественных сварочных материалов
Электроды типа Э46А, Э50А
- Буква Э означает слово «электрод»; цифры 46, 50 - среднее значение временного сопротивления (не ниже) наплавленного металла электрода в кгс/ мм 2 ;
- Буква А в конце обозначения марки обозначает, что наплавленный металл электрода обеспечивает повышенные прочностные и пластические свойства, а также ударную вязкость, при отрицательной температуре эксплуатации.
Проволока Св-08, Св-08А, Св-08ГА, Св-10ХН2ГСМФТЮ
- Буквы Св обозначают холоднотянутую сварочную проволоку; первые две цифры обозначают содержание углерода в сотых долях процента;
- Буква А в конце обозначения марки стали указывает на пониженное содержание серы и фосфора. Обозначение легирующих элементов то же, что и принятое при обозначении углеродистых и низколегированных марок сталей.
- Буквы ПП обозначают, что проволока порошковая;
АН - Академия наук.
Во вновь разработанных порошковых проволоках последние две цифры обозначают предел текучести наплавленного этой проволокой металла, например, цифры 54 означают ≥ 54 кгс/мм 2 .
3.1.6 Примеры обозначения сварочных материалов импортного производства:
1. Обозначение проволоки сплошного сечения для полуавтоматической сварки в среде защитных газов:
- OK Autorot 12.51 - для сварки углеродистых и низколегированных сталей;
- OK Aristorod 13.29 - для сварки высокопрочных сталей;
- OK Aristorod 13.31 - для сварки высокопрочных сталей.
2. Обозначение порошковой проволоки для полуавтоматической сварки высокопрочных сталей - Megafil 1100М (ПП Мегафил 1100М).
4. Общие требования к выбору марок сталей.
- марка стали, категория (класс прочности);
- стандарт или техусловия на тех. требования к материалу;
- вид изделий, заготовок (прокат, поковка, заготовка литая, труба);
- толщина свариваемой кромки детали (проката, поковки, литой заготовки, трубы);
- дополнительные требования, в которых указывается область применения стали, ударная вязкость, требования к входному контролю и др.
4.2 Для изготовления, ремонта и реконструкции несущих сварных стальных конструкций грузоподъемных машин, эксплуатируемых в районах с температурой окружающего воздуха:
- от плюс 40° до минус 40 °С (исполнение «У») и от плюс 45° до минус 10 °С (тропическое исполнение «Т») должны применяться стали, приведенные в таблице 1. Для металлических конструкций стреловых кранов исполнения «У», изготовленных из сталей по таблице 1, разрешается их нахождение в нерабочем состоянии до минус 50 °С;
- от плюс 40° до минус 60 °С («северное» исполнение «ХЛ») должны применяться стали, приведенные в таблице 2. Стали, перечисленные в таблице 2, могут быть также применены для производства сварных узлов грузоподъемных машин исполнения «У» и «Т».
4.3 Для изготовления, ремонта и реконструкции вспомогательных элементов (лестницы, перила, обшивка кабин, защитных кожухов и др.) должны применяться стали, приведенные в таблице 3. Таблица 3 разбита на две части в зависимости от климатического исполнения грузоподъемных машин - 3.1 для исполнения «У» и «Т», 3.2 для исполнения «ХЛ». Для изготовления вспомогательных элементов грузоподъемных машин обычного и тропического исполнения могут быть использованы также стали, приведенные в таблице 1, а для изготовления вспомогательных элементов кранов в исполнении «ХЛ» - в таблице 2. Стали, перечисленные в таблице 3.2, могут быть применены также для производства сварных узлов грузоподъемных машин исполнения «У» и «Т».
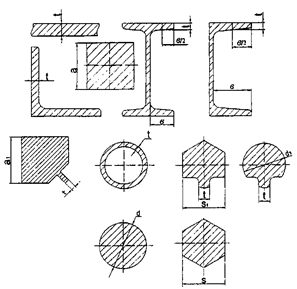
4.4. При выборе сталей необходимо учитывать толщину металлопроката и труб, а также толщину свариваемой кромки поковки или литой заготовки. При этом под толщиной проката и труб понимается (см. рисунок 1):
- для листа и гнутого профиля толщина «t»,
- для угловой стали - толщина полки «t»,
- для швеллеров и двутавровых балок - средняя толщина полки «t»,
- для труб - толщина стенки «t»,
- для сортового проката:
- круглых прутков - диаметр «d» ≤ 25, d1 ≤ 50 мм
- квадрата - сторона квадрата «а» ≤ 25, a1 ≤ 50 мм
- шестигранника - величина «S» ≤ 25, S1 ≤ 60 мм
В таблицах 1 … 3 в графе 5 приведенные обозначения толщин типа «до 10» или «от 32 до 60» следует читать как «до 10 включительно», «от 32 до 60 включительно».
4.5 В графе 6 таблиц 1 и 2 приведены минимальные допустимые значения ударной вязкости при U образном концентраторе, если иная форма концентратора не указана. Отсутствие требований по ударной вязкости в графе 6 таблиц 1 и 2 указывает на то, что эти требования заложены в самом обозначении марки стали. Например, у стали марки Ст3сп5 требования к ударной вязкости заключены в обозначении индекса категории - 5, для стали 09Г2-12 требования к ударной вязкости указаны в категории - 12 и т.д.
4.6. Все стали, указанные в таблицах 1 ÷ 3, сгруппированы по маркам и расположены в порядке возрастания их прочностных свойств (предела текучести, временного сопротивления разрыву). Если группа сталей имеет большое число марок и категорий (по степени раскисления, классу прочности или другим показателям, например, стали группы Ст3), они располагаются в таблицах в порядке возрастания физико-механических свойств сталей в пределах этой группы. В таблицах порядок расположения сталей данной группы определяется по марке стали, имеющей наименьшую величину предела текучести по ГОСТ (ТУ). Так, например, стали группы Ст3, имеют предел текучести в интервале от 245 до 295 МПа, поэтому в таблицах они размещаются, исходя из минимального его значения - 245 МПа.
В таблицах 1, 2 и 3 приведены стали, относящиеся к следующим группам свариваемости материалов, установленных НАКСом:
- М01 (W01) для сталей с пределом текучести до 360 МПа;
- М03 (W03) для сталей с пределом текучести от 360 МПа и выше.
4.7. Для удобства пользования документом в Приложении Б указан перечень марок сталей, приведенных в настоящем РД. В этом перечне стали, расположены в порядке возрастания начальных цифр их обозначения, а при наличии букв - по алфавиту.
4.8 При выборе сталей для несущих элементов сварных узлов при использовании их в узлах, изготовленных из сталей различных марок (например, секциях стрелы, башни) необходимо, чтобы допустимый интервал температур эксплуатации этой конструкции принимался по менее хладостойкой стали.
4.9 В условиях среднеагрессивной среды для сварных узлов рекомендуется применять стали с добавкой меди, повышающей их коррозионную стойкость.
4.10 Поставка сталей с нормированными механическими свойствами и химическим составом должна быть гарантирована поставщиком. По содержанию вредных примесей химический состав сталей не должен уступать требованиям нормативной документации или ТУ на эти стали.
Содержание углерода в трубах и готовом прокате из стали 20 не должно превышать 0,22 %. При этом в металле должна обеспечиваться ударная вязкость при минус 20 °С и после механического старения не менее 29 Дж/см 2 .
Химический состав сталей должен удовлетворять условию по ограничению значения углеродного эквивалента, указанного в нормативной документации или технических условиях на сталь.
4.11 Подбор сочетаний различных марок и толщин сталей для сварных узлов с учетом конкретной технологии их сварки, а также определение возможности использования сталей для условий, отличающихся от указанных в настоящем РД (в частности при проектировании металлических конструкций кранов исполнения Т) и использования других марок сталей осуществляется по дополнительным рекомендациям ОАО «СКТБ БК».
(Введен дополнительно. Изм. № 1)
Марка стали, категория (класс прочности)
Стандарт на техтребования к материалу (порядковый номер стандарта по приложению А)
Вид заготовок (прокат, поковка, заготовка литая или поковка, труба)
Толщина свариваемой кромки детали (проката, поковки, литой заготовки, трубы), размеры сечения, мм
Сварочные материалы
Перед сваркой электроды прокаливают согласно режиму, при веденному в ОСТе, ТУ или на упаковке электродов.
Прокаливать можно не более трех раз. Если после этого электроды показали неудовлетворительные сварочно-технологические свойства, то их применять нельзя.
Рекомендуемые режимы прокалки
| Марка электрода | Температура, °С | Продолжительность, ч |
|---|---|---|
| ТМУ-21У; ЦУ-5; УОНИ-13/55; ТМЛ-ЗУ; ТМУ-50; ТМУ-46; ЦЛ-9; ЭА-400/10Т; ЦТ-15 | 380 - 400 | 1-1,5 |
| ЦУ-6; ЦУ-7; ЦУ-8; ИТС-4С; УОНИ-13/45; ТМЛ-1У; ЦЛ-39; ЦЛ-20; ЦУ-2ХМ; ЭА-395/9; ЭА-400/10У | 360 - 370 | 1,5 - 2 |
| ЦЛ-45; ЦП-25/1; ЦЛ-25/2; ЦТ-10; ЦТ-26; ЦТ-26М; ЦТ-15К | 330 - 350 | 1,5 |
| МР-3; АНО-4; АНО-6М; ОЗС-4; АНО-18; АНО-24 | 180 - 200 | 1 |
| ВСЦ-4А | 90-110 | 1 |
Сварочная проволока
Сварочную проволоку сплошного сечения применяют в качестве присадка при ручной аргонодуговой сварке W-электродом, газовой ацетилено-кислородной сварке. Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи.
Проволоки Св-08МХ, Св-08ХМ и Св-09ХМФА применяют для аргонодуговой сварки только легированных сталей с содержанием кремния не более 0,25%.
Проволоки Св-08МХ, Св-08ХМ и Св-09ХМФА применяют для сварки трубопроводов с температурой среды до 510°С включительно, а также для сварки корневого шва независимо от параметров рабочей среды.
При ручной аргонодуговой сварке корневого шва трубопроводов с толщиной стенки более 10 мм из хромомолибденовых и хромомолибденованадиевых сталей используют проволоку Св-08Г2С или Св-08ГС.
Область применения
| Тип и марка стали | Марка проволоки | ||
|---|---|---|---|
| Ручная аргонодуговая сварка W-электродом | Ручная газовая сварка ацетиленокислородным пламенем | ||
| Углеродистая Ст2; Ст3; Ст4; Ст3Г; 08; 10; 20; 15Л; 20Л; 25Л | Св-08ГА-2; Св-08Г2С; Св-08ГС | Св-08; Св-08А; Св-08ГА; Св-08ГС; Св-08Г2С; Св-08МХ | |
| Низколегированная конструкционная 15ГС; 16ГС; 17ГС; 14ГН; 16ГН; 09Г2С; 10Г2С1; 14ХГС; 20ГСЛ; 17Г1С; 17Г1СУ | Св-08ГС; Св-08Г2С | Св-08ГС; Св-08Г2С | |
| Легированная теплоустойчивая | 12МХ; 15ХМ; 20ХМЛ; 12Х2М1 | Св-08МХ; Св-08ХМА-2; Св-08ХМ; Св-08ХГСМА | Св-08МХ; Св-08ХМ; Св-08ХМФА |
| 12Х1МФ | Св-08ХГСМФА; Св-08ХМ; Св-08ХМФА; Св-08МХ; Св-08ХМА-2 | Св-08МХ; Св-08ХМ; Св-08ХМФА | |
| 15Х1М1Ф; 20ХМФЛ; 15Х1М1ФЛ; 12Х2МФСР; 15Х1М1Ф-ЦЛ; 12Х2МФБ | Св-08ХМФА; Св-08ХГСМФА; Св-08ХГСМФА2; Св-08ХМФА2 | - | |
| Высоколегированная коррозионностойкая, жаростойкая и жаропрочная | 08X18H10T; 12X18H12T; 12X18H10T; | Св-04Х19Н11МЗ; Св-08Х19Н10Г2Б; Св-04Х20Н10Г2Б; Св-01Х19Н9; Св-04Х19Н9; Св-06Х19Н9Т | - |
| 12Х11В2МФ | Св-10Х11НВМФ; Св-12Х11НМФ | ||
В качестве защитного газа при ручной аргонодуговой сварке W-электродом используют аргон высшего и первого сортов по ГОСТ 10157-79. Допускается газообразный или жидкий аргон.
Перед использованием защитный газ необходимо проверить. На пластину или трубу наплавляют контрольный валик длиной 100-150 мм и по внешнему виду поверхности наплавки определяют качество защиты. Если в наплавленном металле шва обнаружат поры, газ бракуется.
Для газовой сварки используют технический ацетилен по ГОСТ 5457-75, поставляемый в баллонах или получаемый в газогенераторах из карбида кальция по ГОСТ 1460-81.
Карбид кальция СаС2 - твердое вещество темно-серого или коричневого цвета, при взаимодействии которого с водой образуется ацетилен С2Н2. В зависимости от грануляции карбида кальция различен выход ацетилена.
Допускается использовать газообразный кислород только первого или второго сорта по ГОСТ 5583-78.
| Ориентировочные размеры кусков карбида кальция, мм × мм | Выход ацетилена, л/мин | |
|---|---|---|
| I сорта | II сорта | |
| 2 × 8 | 255 | 235 |
| 8 × 15 | 265 | 245 |
| 15 × 25 | 275 | 255 |
| 25 × 80 | 285 | 265 |
Неплавящиеся электроды
Применяют стержни как из чистого вольфрама, так и легированные тугоплавкими окислами (ГОСТ 23949-80):
ЭВЧ - чистый вольфрам;
ЭВЛ - с окисью лантана;
ЭВИ - с окисью иттрия;
ЭВТ - с окисью тория.
Электроды марки ЭВЧ используют для сварки на переменном токе, а прочие - для сварки на переменном и постоянном токах прямой и обратной полярности.
Перед сваркой неплавящийся электрод затачивают.

Сварочные материалы должны соответствовать требованиям стандартов и технических условий, подтвержденным сертификатом изготовителя. Марки, сортамент, условия хранения и подготовки должны соответствовать технической документации на сварку
Стальная и порошковая сварочная проволока
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
Буквы "Св" означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.

Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей - 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква "А" в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы "АА" - о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение - О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква "Э". "Э" означает, что проволока служит для изготовления электродов. Буквы "Ш", "ВД" или "ВИ" говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:

Условия сварки
Рекомендуемая проволока
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов
Низкоуглеродистые и низколегированные стали в аргоне и гелии
Сварка в углекислом газе на открытом воздухе
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе
Металлоконструкции из стали 10ХСНД в углекислом газе
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
Марка стали
Марка проволоки при сварке
в азоте, гелии
в углекислом газе
Cв-15XMA, Св- 18ХГСА
Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ
Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА
15X5M, 15X5, 15Х5ВФ
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.
Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Сварочные проволоки и порошкообразные материалы для механизированной сварки
Сварочные проволоки предназначены для ручной и механизированной сварки, наплавки и изготовления электродов; выпускаются диаметром от 0,3 до 12 мм. Проволока диаметром до 5 мм используется для механизированной сварки, поставляется в мотках или кассетах для непосредственного использования в сварочных автоматах и полуавтоматах. Современные марки цельнотянутых проволок для сварки под флюсом и в среде защитных газов приведены в табл. 1 и 2, а порошковых проволок — в табл. 3. Для сварки чугуна используют самозащитные порошковые проволоки и цельнотянутые проволоки (табл. 4).
Таблица 1. Стальная проволока для сварки под флюсом (по ГОСТ 2246-70)
Св-10ХМФТ, Св-08ХГ2С, Св-08ХГСМА, Св-10ХГ2СМА, Св-08ХГСМФА, Св-13Х2МФТ, Св-04Х2МА, Св-08ХМНФБА, Св-08ХН2М, Св-10ХН2ГМТ, Св-08ХЗГ2СМ,
Св-07Х18Н9ТЮ, Св-05Х19Н9ФЗС2, Св-07Х19Н10Б, Св-08Х19Н10Г2Б,
Св-06Х19Н10М3Т, Св-08Х19Н10МЗБ, Св-04Х19Н11М3, Св-06Х20Н11М3ТБ, Св-10Х20Н15, Св-07Х25Н12Г2Т, Св-06Х25Н12ТЮ, Св-ХН75М6ТЮ,
Св-08Х25Н13БТЮ, Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6,
Примечание. В марках проволоки буквы «Св» означают «сварочная», после дефиса указан состав стали (обозначения см. в гл. 1). В проволоке Св-08АА содержание серы н фосфора еще ниже, чем в Св-08А.
По специальному заказу изготовляют проволоку из стали, выплавленной в вакуумноиндукционных печах (ВИ), подвергнутой электрошлаковому (Ш) и вакуумно-дуговому (ВД) переплаву. Поверхность низкоуглеродистой и легированной проволоки может быть омедненной (О). Шифры этих дополнительных требований, приведенные в скобках, указывают в марке проволоки после состава стали.
Таблица 2. Стальная проволока для сварки в защитных газах
Таблица 3. Порошковые проволоки для дуговой сварки сталей
Струйный перенос металла.
15ХСНД, 17ГС, 10ХН1М, 15ГСТЮ,
*1 Фирма AIR-LIQUIDE-Group, Швейцария.
*2 Проволока ПП-АН-А1 — для сварки в углекислом газе, остальные — самозащитные.
Таблица 4. Порошковые проволоки для сварки чугуна
Примечание. 1. Проволока ПАНЧ-11 — самозащитная, сплошного сечения, остальные — самозащитные, порошковые.
2. Технология и техника механизированной сварки такие же, как и при ручной сварке.
В целях повышения производительности сварки и улучшения качества сварных швов наряду с подачей сварочной проволоки в сварочную ванну подают порошкообразный присадочный материал (ПМ) в виде агломерированных шариков или рубленой проволоки — крупки (табл. 5).
Таблица 5. Порошкообразные сварочные материалы для сварки под флюсом низкоуглеродистых и низколегированных сталей
Св-08ГА или Св-08Г2С
Св-08Г2С или Св10Г2
Св-10Г2 или Св-08Г2С
Св-08Г2С или Св-08ГА
Для сварки меди и некоторых сплавов выпускается проволока диаметром 0,8…8,0 мм и прутки диаметром 0,6…8,0 мм (табл. 6).
Таблица 6. Рекомендуемые марки проволок для сварки меди и ее сплавов
При сварке никеля и его сплавов применяют проволоку диаметром 3…5 мм марок НП-1, НП-2, НМц-2,5. Разработаны также специальные комплексно-легированные проволоки, содержащие титан, алюминий, марганец, кремний марок НМцАТ3-1,5-0,6 и НМцТК11-1,5-2,5-0,15.
Для сварки титана выпускается проволока диаметром 1…7 мм нескольких марок.
Проволока ВТ1-00 является универсальной для сварки всех титановых сплавов, однако если требуется высокий уровень прочностных свойств, применяются проволоки специальных марок, например, ВТ6св, СПТ-2, ВТ20-1св и т.д.
Для механизированной сварки алюминия и его сплавов применяются марки проволок в соответствии с рекомендациями табл. 7.
Таблица 7. Рекомендуемые марки проволок для сварки распространенных алюминиевых сплавов (ГОСТ 7871-75)
* Фирма AIR-LIQUIDE Group, Швейцария.
Примечание. Т — повышенная стойкость швов против горячих трещин; Пр — высокая прочность соединений; Пл — высокая пластичность соединений; К — повышенная коррозионная стойкость соединений; У — универсальная проволока, обеспечивающая удовлетворительные свойства соединений.
Маркировка и классификация сталей
Сталь — это сплав железа с углеродом (до 2% углерода). По химическому составу сталь разделяют на:
По качеству сталь разделяют на:
- сталь обыкновенного качества;
- качественную;
- повышенного качества;
- высококачественную.

Сталь углеродистую обыкновенного качества подразделяют на три группы:
- А — поставляемую по механическим свойствам и применяемую в основном тогда, когда изделия из нее подвергают горячей обработке (сварка, ковка и др.), которая может изменить регламентируемые механические свойства (Ст0, Ст1 и др.);
- Б — поставляемую по химическому составу и применяемую для деталей, подвергаемых такой обработке, при которой механические свойства меняются, а уровень их, кроме условий обработки, определяется химическим составом (БСт0, БСт1 и др.);
- В — поставляемую по механическим свойствам и химическому составу для деталей, подвергаемых сварке (ВСт1, ВСт2 и др.).
Сталь углеродистую обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, СтЗкп, СтЗпс, СтЗсп, СтЗГпс, СтЗГсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Стбпс, Стбсп.
Буквы Ст обозначают «Сталь», цифры — условный номер марки в зависимости от химического состава, буквы «кп», «пс», «сп» — степень раскисления «кп» — кипящая, «пс» — полуспокойная, «сп» — спокойная).
Сталь углеродистая качественная конструкционная по видам обработки при поставке делится на:
- горячекатаную и кованую;
- калиброванную;
- круглую со специальной отделкой поверхности, серебрянку.
Легированную сталь по степени легирования разделяют:
- низколегированная (легирующих элементов до 2,5%);
- среднелегированная (от 2,5 до 10%);
- высоколегированная (от 10 до 50%).
В зависимости от основных легирующих элементов различают сталь 14 групп.
К высоколегированным относят:
- коррозионностойкие (нержавеющие) стали и сплавы, обладающие стойкостью против электрохимической и химической коррозии; межкристаллитной коррозии, коррозии под напряжением и др.;
- жаростойкие (окалиностойкие) стали и сплавы, обладающие стойкостью против химического разрушения в газовых средах при температуре выше 50 °C, работающие в ненагруженном и слабонагруженном состоянии;
- жаропрочные стали и сплавы, работающие в нагруженном состоянии при высоких температурах в течение определенного времени и обладающие при этом достаточной жаростойкостью.
Сталь легированную конструкционную в зависимости от химического состава и свойств делят:
- качественная;
- высококачественная А;
- особо высококачественную Ш (электрошлакового переплава).
По видам обработки при поставке различают сталь:
- горячекатаная;
- кованая;
- калиброванная;
- серебрянка.
По назначению изготовляют прокат:
- для горячей обработки давлением и холодного волочения (подкат);
- для холодной механической обработки.
2. Классификация углеродистых сталей
Стали подразделяются на углеродистые и легированные. По назначению различают стали конструкционные с содержанием углерода в сотых долях процента и инструментальные с содержанием углерода в десятых долях процента. Наибольший объем сварочных работ связан с использованием низкоуглеродистых и низколегированных конструкционных сталей.
Основным элементом в углеродистых конструкционных сталях является углерод, который определяет механические свойства сталей этой группы. Углеродистые стали выплавляют обыкновенного качества и качественные. Стали углеродистые обыкновенного качества подразделяются на три группы:
- группа А — по механическим свойствам;
- группа Б — по химическому составу;
- группа В — по механическим свойствам и химическому составу.
Изготавливают стали следующих марок:
- группа А — Ст0, Ст1, Ст2, Ст3, Ст4, Ст5, Ст6;
- группа Б — БСт0, БСт1, БСт2, БСт3, БСт4, БСт5, БСт6;
- группа В — ВСт0, ВСт1, ВСт2, ВСт3, ВСт4, ВСт5.
По степени раскисления сталь обыкновенного качества имеет следующее обозначение:
- кп — кипящая,
- пс — полуспокойная,
- сп — спокойная.
Кипящая сталь, содержащая кремния (Si) не более 0,07%, получается при неполном раскислении металла марганцем. Сталь характеризуется резко выраженной неравномерностью распределения вредных примесей (серы и фосфора) по толщине проката. Местная повышенная концентрация серы может привести к образованию кристаллизационных трещин в шве и околошовной зоне. Кипящая сталь склонна к старению в околошовной зоне и переходу в хрупкое состояние при отрицательных температурах.
Спокойная сталь получается при раскислении марганцем, алюминием и кремнием, и содержит кремния (Si) не менее 0,12%; сера и фосфор распределены в ней более равномерно, чем в кипящей стали. Эта сталь менее склонна к старению и отличается меньшей реакцией на сварочный нагрев.
Полуспокойная сталь по склонности к старению занимает промежуточное место между кипящей и спокойной сталью. Полуспокойные стали с номерами марок 1—5 выплавляют с нормальным и с повышенным содержанием марганца, примерно до 1%. В последнем случае после номера марки ставят букву Г (например, БСтЗГпс).
Стали группы А не применяются для изготовления сварных конструкций. Стали группы Б делятся на две категории. Для сталей первой категории регламентировано содержание углерода, кремния марганца и ограничено максимальное содержание серы, фосфора, азота и мышьяка; для сталей второй категории ограничено также максимальное содержание хрома, никеля и меди.
Стали группы В делятся на шесть категорий. Полное обозначение стали включает марку, степень раскисления и номер категории. Например, ВСтЗГпс5 обозначает следующее: сталь группы В, марка СтЗГ, полуспокойная, 5-й категории. Состав сталей группы В такой же, как сталей соответствующих марок группы Б, 2-й категории. Стали ВСт1, ВСт2, ВСтЗ всех категорий и степеней раскисления выпускаются с гарантированной свариваемостью. Стали БСт1, БСт2, БСтЗ поставляют с гарантией свариваемости по требованию заказчика.
Углеродистую качественную сталь выпускают в соответствии с ГОСТ 1060—74. Сталь имеет пониженное содержание серы. Допустимое отклонение по углероду (0,03—0,04%). Стали с содержанием углерода до 0,20%, включительно, могут быть кипящими (кп), полуспокойными (пс) и спокойными (сп). Остальные стали — только спокойные. Для последующих спокойных сталей после цифр, буквы «сп» не ставят.
Углеродистые стали в соответствии с ОСТ 14-1-142—84 подразделяются на три подкласса:
- низкоуглеродистые с содержанием углерода до 0,25%;
- среднеуглеродистые с содержанием углерода (0,25—0,60%);
- высокоуглеродистые с содержанием углерода более 0,60%.
В сварных конструкциях в основном применяют низкоуглеродистые стали.
В сварочном производстве очень важным является понятие о свариваемости различных металлов.
Свариваемостью называется способность металла или сочетания металлов образовывать при установленной технологии сварки соединения, отвечающие требованиям, обусловленным конструкцией и эксплуатацией изделия.
По свариваемости углеродистые стали условно подразделяются на четыре группы:
- I — хорошо сваривающиеся;
- II — удовлетворительно сваривающиеся, т. е. для получения качественных сварных соединений деталей из этих сталей необходимо строгое соблюдение режимов сварки, специальные присадочные материалы, определенные температурные условия, а в некоторых случаях — подогрев, термообработка;
- III — ограниченно сваривающиеся, для получения качественных сварных соединений необходим дополнительный подогрев, предварительная или последующая термообработка;
- IV — плохо сваривающиеся, т. е. сварные швы склонны к образованию трещин, свойства сварных соединений пониженные, стали этой группы обычно не применяют для изготовления сварных конструкций.
Все низкоуглеродистые стали хорошо свариваются существующими способами сварки плавлением. Обеспечение равнопрочности сварного соединения не вызывает затруднений. Швы имеют удовлетворительную стойкость против образования кристаллизационных трещин. Это обусловлено низким содержанием углерода. Однако в сталях, содержащих углерод по верхнему пределу, вероятность возникновения холодных трещин повышается, особенно с ростом скорости охлаждения (повышение толщины металла, сварка при отрицательных температурах, сварка швами малого сечения и др.). В этих условиях, для предупреждения появления трещин, применяют предварительный подогрев до 120—200 °C.
В табл. 1. приведено обозначение химических элементов в марке легированной стали, а в табл 2 — состав некоторых марок сталей. В табл. 3 приведено примерное назначение различных марок сталей.
Таблица 1. Обозначение химических элементов в марке легированной стали
Таблица 2. Массовая доля химических элементов в различных марках стали в %
Читайте также: