Материалы применяемые для электродуговой сварки их назначение и краткая характеристика
Обновлено: 16.05.2024

Материалы для дуговой сварки насчитывают десятки позиций, однако количество групп, в которые входит такой обширный сортамент, невелико – всего четыре основных. Внутри каждой из них есть и свое деление, но для широкой аудитории стоит указать только основные категории.
Помимо разделения на группы и виды, важно учитывать еще и нормы расходования, а также условия хранения. Мы расскажем про основные материалы для дуговой сварки, а также приведем формулы расчета их расходования и правила складирования.
Основные материалы для дуговой сварки
При проведении работ методом дуговой сварки требуется применение подходящих материалов. Их можно условно разделить на две группы:
- принимающие непосредственное участие в формировании металла соединения;
- соединения, не участвующие в этом.

- Материалы для дуговой сварки, участвующие в формировании соединения металла (шва).
В данную группу включены флюсы, стержневые электроды (неплавящиеся и плавящиеся), проволока для сварочного процесса. Данные материалы используются при ручной дуговой сварке, для чего применяют электроды, а также для автоматической/полуавтоматической дуговой сварки с применением флюсов и проволоки.
Изготовление сварочной электродной проволоки происходит в соответствии с государственными стандартами. Маркируется она по-разному. Одни ее виды используют для производства покрытых электродов, иные для дуговой сварки в защитной газовой среде или под флюсом.
Проволока для сварочного процесса выбирается в зависимости от металла заготовки. Детали, изготовленные из цветных металлов, подвергают дуговой сварке с применением проволоки, соответствующей по составу основному металлу заготовки. В процессе выбора происходит проверка соответствия проволоки ТУ (техническим условиям), а также ее чистоты. Ее поверхность не должна иметь следы масел, коррозии или примесей – всего того, что может снизить качество сварного шва, привести к появлению в нем пор или посторонних веществ, постепенно разрушающих соединение в ходе эксплуатации.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Флюсы используются для дуговой сварки, их делят на керамические (неплавленые) и плавленые.
Рекомендуем статьи по металлообработке
Неплавленые флюсы производятся из специальной пасты, в состав которой входит жидкое стекло и прочие хорошо измельченные компоненты. Прокаливание и просушивание, через которые проходит паста, помогают убрать из нее лишнюю влагу. В результате образуется «крупка».
Данный метод имеет существенный недостаток – во время дуговой сварки эти мелкие гранулы разрушаются и распадаются на составные части, которые затем, попадая в шов, способствуют снижению его прочности. Поэтому использование керамических флюсов ограничено некоторыми видами дуговой сварки. Например, там, где нельзя применить плавленые флюсы или для проведения наплавки.

Плавленые флюсы делаются из руды и минералов природного происхождения методом плавки в печах (электродуговых и стеклоплавильных).
Электроды – это стержни, имеющие специальное покрытие. Их длина может доходить до 45 см. Сфера применения у них разная, о чем на каждом электроде имеется маркировка (буквенно-цифровая). В ней заложены сведения о том, каким образом, при каких условиях и в каких целях лучше использовать каждый электрод.
Рассмотрим электроды, используемые для соединения легированных конструкционных, а также углеродистых сталей. Существует несколько их типов, отличающихся создаваемым сварным швом и механическими характеристиками его металла.
Малоуглеродистые стали класса С38/23 (СтЗ) обрабатывают ручной дуговой сваркой с использованием электродов Э46а, Э46, Э42а, Э42. Низколегированные стали, имеющие классы С44/29 (09г2с, 10Г2с, 109г2), а также С46/33 (15хснд, 14г2, 10г2с1д), варят электродами Э50а, Э46, Э50, Э46а. Это и есть буквенно-цифровой код, в котором Э – электрод, а цифры – временное сопротивление, которое возникает при растягивании наплавленного металла (измеряется в кН/см 2 ).
Присутствие буквы «а» говорит о высоких свойствах пластичности наплавленного металла. Поэтому электроды с кодами Э50а или Э42а, а также Э46а используются для соединения деталей, которые часто работают при вибрационных и динамических нагрузках. Электрод Э60а используется при работе с низколегированными сталями, имеющими классы С60/45 или С52/40. Э70 – со сталями С70/60.
Все типы электродов имеют одну, а иногда несколько марок, различающихся технологическими свойствами, покрытием (вернее, его составом), маркой стержня, свойствами металла. Обмазка (она называется покрытием) делится на рутиловую, рудно-кислую, фтористо-кальциевую.
Электродам, покрытым рудно-кислой обмазкой, соответствуют марки ЦМ-8, ОММ5, ЦМ7. Они предназначены для работы с постоянным и переменным током в любом положении в пространстве. Состав металла, наплавляемого ими, близок к составу кипящей стали. Недостатки таких электродов – сильное разбрызгивание металла в процессе дуговой сварки, а также появление марганцовистых соединений, которые чрезвычайно вредно воздействуют на людей.
Фтористо-кальциевую обмазку имеют электроды марок УОНИ-13/55, СМ-11, УОНИ-13/45. Они используются при работе с обратной полярностью постоянного тока в любом положении. Наплавленный материал имеет свойства спокойной стали, а также хороший уровень ударной вязкости, как при отрицательной, так и при положительной температуре.
Данные марки электродов подходят для дуговой сварки листовых изделий повышенной толщины, предназначенных для работы под давлением, и расчетных элементов изделий, которые будут работать под динамическим воздействием.
- Материалы, применяемые при дуговой сварке, которые не участвуют в образовании металла шва.
В основном, это защитные газы, такие как гелий, аргон и прочие и их смеси.
Гелий и аргон – инертные газы с одним атомом, без запаха и цвета.
Аргон тяжелее воздуха, не дает ему проникнуть в сварочную ванну. ГОСТ 10157-79 содержит необходимую информацию об аргоне, который поставляется для сварочного процесса. Он бывает двух сортов в зависимости от назначения газа и его процентного содержания в смеси. Высшее качество имеет аргон, который используют для дуговой сварки изделий, изготовленных из цветного металла. Первый сорт используют для сталей. Особые ТУ (технические условия) имеют смеси аргона с иными газами.

Гелий легче воздуха, причем значительно. Согласно ГОСТ 20461-75 есть гелий высокой чистоты и технический.
Углекислота или углекислый газ – без цвета, с незначительным запахом при обычных условиях. Данные об этом газе содержит ГОСТ 8050-85. Газообразное вещество бывает трех видов: технический, сварочный и пищевой – отличаются они содержанием основного компонента (газа).
Производство и фасовка углекислоты в зимнее и летнее время различаются. Объем баллонов, в которые разливается газ, одинаковый – 40 дм 3 . Зимой в такой баллон помещается 30 дм 3 или такое количество жидкости, из которых получится 15 120 дм 3 газа. Летом цифра уменьшается – из 25 дм 3 , помещаемых в баллон, получается 12 600 дм 3 газа. Баллоны для различных марок углекислоты тоже разные и использовать их можно строго в соответствии с категориями газа.
Водород очищенный – газ без цвета и запаха, значительно легче воздуха (в 14,5 раз). Технический водород, в соответствии с ГОСТ 3022-80, имеет три вида. Используется исключительно в смесях.
Кислород. Различают три вида этого газа, которые маркируют – 1, 2, 3, в соответствии с ГОСТ 5583-78. Используется О2 в качестве добавки к углекислоте или аргону.
Наибольшее распространение получили смеси кислорода (О2), углекислоты (СО2) и аргона (Ar). В процессе дуговой сварки для точного измерения количества различных газов в смеси используют смесители: АКУП-1 – смесь углекислоты, аргона и кислорода; УКП-1-71 – раствор кислорода с углекислотой; УКР-1-72 – смесь кислорода и углекислого газа. До смесителя в оборудование ставится осушитель, который убирает из газа конденсат и пар.
Данная группа электродов включает также неплавящиеся.
Обобщая вышесказанное можно отметить, что группа состоит из материалов, которые не попадают в сварное соединение и не изменяют химический состав шва.
Нормы расчета материалов для дуговой сварки
Для каждого метода дуговой сварки существуют собственные нормы потребления материалов, на их основе и проводится расчет требуемого количества.
Такие нормы определяют общий объем материалов, необходимых для изготовления всего изделия. Причем обязателен учет отходов, образующихся при дуговой сварке, а также потерь. Речь идет именно обо всех материалах, суммируется расход на каждом этапе дуговой сварки, куда входит: подготовка, включающая производство прихваток, основной процесс соединения и материалы, затраченные на необходимые правки изделия.
Нормативы расхода материалов имеются для всех методов дуговой сварки и типов соединения. В процессе вычисления их количества обязательно учитываются потери, возникающие при сварке. Для них тоже есть определенные нормы, которые зависят от нескольких параметров, в частности: режима сварки, метода, длины соединения, а также сложности выполнения работ.
Расход материалов при дуговой сварке рассчитывается в соответствии с определенной формулой. Расчет производится на 1 м соединения, то есть считается количество необходимого материала на 1 м шва.
Рассмотрим формулу, позволяющую произвести расчет расхода материалов, необходимых для создания одного метра шва:
N = G × K, где
N – норма расхода материалов на 1 м соединения;
G – масса наплавленного металла соединения длиной 1 м;
K – коэффициент, с помощью которого происходит переход от массы наплавленного металла к расходу материалов.
Для определения G, то есть массы наплавленного металла в одном метре соединения, нужна другая формула:
G = F × y × L, где
F – площадь поперечного сечения сварного соединения (мм 2 );
y – удельная масса металла (г/см 3 );
L – длина соединения, равная 1 м.
Вышеуказанные формулы помогают сделать расчет расхода материалов при выполнении работ в обычном прямом положении. Для этого при проведении работ на потолке или вертикально необходимо добавлять в формулу поправочный коэффициент. Он помогает учесть различные особенности проведения работ в разных положениях.
Коэффициент равен:
- 1 – обычное прямое положение шва;
- 1,05 – полувертикальное расположение соединения;
- 1,1 – горизонтальное или вертикальное расположение;
- 1,2 – верхнее (потолочное) положение соединения.
Правила хранения материалов для дуговой сварки
Материалы для ручной дуговой сварки необходимо учитывать с соблюдением правил размещения на складе. Хранят их согласно инструкции РД 34.10.124-94. Она устанавливает требования сортировки, отдельного размещения по маркам, а также обязательного хранения в заводской упаковке.
Склад или кладовую следует размещать в закрытом помещении, специально оснащенном для хранения материалов. Электроды, имеющие дополнительное покрытие, которые специально прокалили, должны лежать в жестких коробах или в шкафах для сушки. Они обязательно должны иметь крышку, укомплектованную уплотнителем. Температура хранения материалов не должна опускаться ниже +15 °С.
Прокаленные флюсы размещаются в шкафах в аналогичных условиях. Иногда разрешается их хранить на противнях, специально изготовленных из нержавеющей стали.
Важно! Прокалки требует и порошковая проволока, предназначенная для дуговой сварки с аргоном. Только после этого она может быть помещена в хранилище.
Ограничений в сроке хранения вышеперечисленных материалов нет. Но только при соблюдении такого требования, как содержание их в герметично закрытой таре (шкафах для сушки, термических пеналах и пр.).
При складировании на открытых полках или шкафах, срок хранения ограничен: и для флюсов, и для электродов – 15 суток. Порошковая проволока и плавильные изделия, применяемые для соединения перлитной стали, хранятся 5 суток.
На складах, в кладовых или любых иных зонах, где хранятся сварочные материалы для дуговой сварки, необходимо устанавливать информационные таблички с такими данными, как марка, номер партии, количество и пр.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Классификация материалов для сварки и правила выбора
Когда говорят о сварке, в первую очередь речь идет о правильном управлении сварочными аппаратами. И это правильно, ведь мастерство сварщика во многом заключается в его навыках сварки, именно благодаря им он получает новые разряды. Однако, здесь участвует не только сварочный аппарат и детали, на которых он применяется, но также различные сварочные материалы. О том, что это, как применяется — в этой статье.

Требования к сварочным материалам
Материалы для сварки разнообразны и выполняют следующие функции:
- удаление окислов;
- обеспечение правильного наплава, а также более аккуратного шва;
- защита шва от кислорода;
- удешевление сварки и т. д.
Но чтобы сварочные материалы действительно помогали, им нужно отвечать требованиям качества. Поэтому их продажа находится под строгим контролем, а производство осуществляется по установленным стандартам. Например:
- ГОСТы 9466 и 9467 отвечают за металлические электроды.
- ГОСТ 2246 установлен для сварочной проволоки.
- ГОСТ 9087 регламентирует качество сварочных флюсов.
- ГОСТ 23949 — для вольфрамовых электродов и т. д.
Эти ГОСТы нужно знать, так как они указываются на упаковках и сертификатах, прикрепляемых к каждой партии. Помимо ГОСТа можно там же можно найти информацию о:
- типе материала, марке;
- номере плавки, партии;
- химическом составе;
- механических характеристиках сварочных материалов;
- массе нетто и т. д.
Помимо состава, к прокалке тоже установлены требования. Она проводится при температуре +300 – +350 °C в течение 1–2 часов. Этот процесс, помимо всего, позволяет найти дефекты на расходниках. Есть целый стандарт, ГОСТ 6032, где описаны требования к сварочным расходникам, имеющим высокую стойкость. Они должны проходить тест МКК (межкристаллитной коррозии).
Существуют требования и к условиям хранения, а также транспортировке.
Виды материалов для сварки
Учитывая, сколько функций может выполняться расходными материалами для сварки, они делятся на: электроды и пруты, проволоки, флюсы, газы и керамические подкладки на случай соединения стыков.
Каждый расходник делает что-то свое благодаря принципу использования и составу, поэтому для выбора сначала нужно изучить все классификации, их характеристики, чтобы свободно в них ориентироваться.
Проволока, прутки
Когда проволока плавится, она заполняет собой формируемый при сварке шов. Поэтому проволоки называют присадочными и бывают они:
- Низкоуглеродистыми, когда содержание углерода менее 0,12%.
- Низколегированными — для теплостойких и конструкционных сталей.
- Высоколегированными — для хромоникелевых сталей, нержавейки.
Ленты и прутки для присадки выполняют ту же функцию, а делаются из меди, стали, алюминия. Они нужны на случай, если присадочный материал нужно подавать широким тонким слоем.

Электроды
Электроды — это особые стержни, которые делаются из веществ, проводящих электричество. Нужны они как раз для подачи тока к месту сварки.
Особенности конструкции позволяют электродам делиться на металлические и неметаллические. Металлические делаются из стали, меди, бронзы и других цветных металлов. А неметаллические имеют покрытие их угольных или графитовых составов, которые не плавятся.
Все виды электродов должны обеспечивать устойчивое горение в зоне сварки, а также изоляцию сварочной ванны, уменьшая разбрызгивание металла.
Чаще всего электроды имеют слой металла, а используются для ручной дуговой сварки. Однако, есть такие, что покрыты различными ионизирующими, стабилизирующими и другими веществами.
В зависимости от покрытия электроды помечаются буквами: А — покрытие с кислотными добавками, Б — классические, Ц — с целлюлозой, П — смешанный состав.

Через электроды провидится ток к месту сварки, выбирать лучше качественного производителя и хранить в сухом месте
Газы используют для разных целей, есть горючие газы и те, что только поддерживают горение. К последним относятся:
- водород;
- кислород;
- пропан;
- ацетилен и т. д.
А вот для защиты подойдут и инертные, и активные. Углекислый газ, а также смеси на его основе будут в числе активных, а среди инертных выделяются гелий и аргон.
Инертные газы почти не вступают в реакцию с металлами, в отличие от активных.

Флюсы
Флюсы помогают растворять окислы, возникающие на поверхности свариваемых металлов. Также флюс не пропускает к месту сварки кислород, который и инициирует окисление.
Дополнительно флюсы иногда умеют упрощать нагревание металла.
В зависимости от способа изготовления, флюсы бывают плавлеными и неплавлеными, жидкими или порошкообразными.
Жидкие флюсы оказываются полезны при подготовке места, на котором далее появится шов. Перед варкой нужно снять оксидный слой, который есть на заготовке, а также одновременно обезжирить ее, с чем справляется жидкий флюс. Чтобы он выполнял подобные функции эффективно, в его составе обычно бывают щелочи или кислоты, так что подбирается флюс на основе того, с каким металлом предстоит работать и что для него более приемлемо.
Жидкие флюсы после использования смываются водой. А вот порошки смывать не нужно, функция у них иная. При нагревании такие флюсы выделяют газ, который защищает шов от окисления.

Выбор сварочных материалов
Качество сварки будет зависеть не только от знания видов, но также от правильности выбора сварочных материалов. Поэтому здесь нужно учитывать такие параметры:
- Тип сварки.
- Состав материалов, которые будут свариваться.
- Производитель сварочных расходников — он должен быть известен другим сварщикам.
- Цена — обычно самые качественные материалы, применяемые при сварке, имеют среднюю цену.
Покупки стоит совершать только в проверенных магазинах, где можно приобрести не поддельный, не просроченный товар, который гарантированно правильно хранили и транспортировали.
В выборе расходных материалов также помогут отзывы других сварщиков, так что, посоветовавшись можно значительно уменьшить круг поисков.
Как определить расход материалов
Сварочные расходники высокого качества делаются из дорогого сырья с использованием сложных технологий. Поэтому их нужно экономить, не расходуя зря. Для этого существуют целые нормы, регулирующие расход каждого вида материала в зависимости от типа сварки, а также используемого для нее оборудования.
Нормы не строгие, поэтому позволяют понять нужное количество расходника только примерно. Но сначала нужно сделать расчет расхода, использовав формулы, в которые просто нужно поставить параметры.
Например, для проволок и электродов нужно знать площадь поперечного сечения шва, коэффициент наплавки, а также длину шва. Полученное значение подставляется под значения в нормативных документах с учетом запаса на пробные швы или исправление брака.

А вот расход газов можно просто определить по таблицам, для каждого вида существует своя.

Условия хранения
ГОСТы, которые регламентируют качество материалов для сварочных работ, также регулируют правила их хранения.
Для правильного содержания потребуется сохранить заводские упаковки, чтобы помещать туда материалы после использования. Все они должны быть дополнительно расфасованы, а также промаркированы по сортам и маркам.
Все расходники хранятся в отдельных помещениях, в зависимости от их вида условия могут меняться. Так, флюсы или электроды с покрытием хранят в сушильных шкафах, термических пеналах, герметичных тарах, если те предварительно прокаливали.
Места для хранения должны быть сухими, отапливаемыми, хорошо вентилируемыми, но не позволять сварочным расходникам постоянно находиться под прямыми солнечными лучами. Температура должна опускаться не ниже 15°C, а влажность быть не выше 40%.
Соблюдение этих условий позволяет хранить материалы неограниченное время. А вот если оставить их на открытом пространстве, то они не проживут дольше 5–15 дней в зависимости от состава.
Подбор расходных материалов важен для любой сварки, промышленной и бытовой. А потому каждому сварщику помимо навыков работы со сварочными аппаратами и знания особенностей металлов нужно иметь также понимание того, какие сварочные материалы существуют, а еще как их правильно использовать, чтобы сделать работу качественнее.
Что такое сварка и какие виды бывают
В промышленности, строительстве и при ремонте используются различные способы стыковки деталей конструкций. Наибольшее распространение получили разнообразные виды сварки, которыми скрепляют не только однотипные и разнородные металлы, но также стекло, пластик, керамику. Популярность технологии объясняется высокой прочностью и надежностью соединений.

Определение процесса сварки
Независимо от вида, сваркой называют технологию создания неразъемных соединений путем нагрева, деформирования или комбинированием обоих методов. Сущность сварки заключается в том, что под действием внешнего источника энергии (тепла, давления) между соединяемыми материалами образуются прочные связи на межатомном уровне. После кристаллизации в процессе остывания на стыке образуется сварочный шов. В зависимости от вида материала и условий проведения работы, это локальный или общий нагрев и деформирование стыкуемых поверхностей.
Классификация видов сварки
В зависимости от критериев, классификацию способов сварки выполняют по виду защиты расплавленного металла от кислорода воздуха, способу управления процессом, материалу и т. д. Также учитываются технологические особенности проведения сварочных работ. По способу воздействия на детали выделены три основных вида сварки:
- Механическую проводят внешним давлением, под действием которого поверхности деформируются, что приводит к плотному соединению.
- Термическую выполняют с применением дополнительных материалов, которые расплавляются теплом от источника энергии. Жидкий металл заполняет промежуток между заготовками, после остывания образуется прочное соединение.
- При термомеханических (комбинированных) видах сварки детали подвергаются совместному воздействию тепла и давления. Для повышения пластичности детали предварительно нагревают, затем сжимают.
Термический класс сварки
Эти способы сварки выполняются с образованием сварочной ванны из расплавленного металла деталей и электрода или присадочного материала.
Дуговая
Тепло для локального плавления металла заготовок выделяется при горении электрической дуги между электродом и заготовками. Для зажигания кратковременно касаются электродом поверхности, затем отводят на расстояние 2 — 5 мм. Чем короче дуга, тем выше ее температура.

Для соединения деталей используют следующие методы сварки:
- ручную, когда все манипуляции с электродом выполняет сварщик;
- полуавтоматическую с подачей электродной проволоки механизмом, установленным в аппарате;
- автоматическую, когда процесс выполняется по заданному алгоритму без вмешательства человека.
Дуговой вид выполняется плавящимися и неплавящимися угольными или вольфрамовыми электродами с введением присадочной проволоки в рабочую зону. Для защиты расплавленного металла от соприкосновения с воздухом механизированные способы проводят под флюсом или в среде инертного газа.
Газовая
В отличие от дугового вида при газовой сварке нагрев и охлаждение материала происходит более медленно. Поэтому этим методом проще сваривать тонкостенную сталь, цветные металлы, проводить наплавку. Независимость от электроэнергии позволяет работать в полевых условиях.

Стык нагревается факелом горелки, который образуется при сгорании в чистом кислороде ацетилена, пропана, водорода, паров бензина или керосина. Шов формируется за счет плавления присадочного материала. Для сварочных работ чаще используют ацетилен, температура пламени которого доходит до 3100⁰C. Похожая по принципу работы плазменная сварка выполняется струей ионизированного газа с температурой больше 10000⁰C.
Лучевая
Технология основана на плавлении материала деталей световым лучом лазера или потоком электронов, создаваемого электронной пушкой. Оба метода применяются преимущественно в радиоэлектронной отрасли для соединения и крепления микроэлементов. Чтобы луч не рассеивался, электронно-лучевая сварка проводится в вакуумной камере.

Лазерная сварка позволяет накладывать швы с высокой точностью. При этом, практически не нагреваются прилегающие поверхности, что исключает деформирование даже очень тонкого материала. Для работы в труднодоступных местах изменяют направление луча призмами. Процесс рекомендуется проводить в среде инертного газа.
Термитная
Для сварки этого вида используют порошкообразную смесь (термит), состоящую из алюминия, магния, окислов железа. При сгорании образуется тепло, которое расплавляет кромки заготовок. Расплавленный термит смешивается с металлом деталей, после кристаллизации образуется соединение.

Для запуска процесса термит дистанционно поджигают пиропатроном, электрическим разрядом, бикфордовым шнуром. Температура горения смеси достигает 2700⁰C, которой достаточно для сварки металлов распространенных видов. Термитным способом ремонтируют крупногабаритное оборудование, рельсы, сращивают провода на линиях электропередачи.
Электрошлаковая
Эта разновидность термической сварки применяется для соединения стали толщиной от 5 см до 3 м. Заготовки устанавливают вертикально, зазор между ними с обеих сторон закрывают подвижными ползунами из меди с водяным охлаждением. Снизу на поддон насыпают слой флюса, под которым зажигают дугу.

После расплавления флюса образовавшийся шлак становится электропроводным. Дуга гаснет, но проходящего через шлак тока хватает для плавления новых порций флюса, электрода и кромок. По мере остывания расплава в сварочной ванне ползуны постепенно передвигаются выше. Этим способом соединяют заготовки за один проход независимо от их толщины без образования трещин.
Термомеханический класс сварки
Комбинированными видами соединяют небольшие детали, если другими способами невозможно создать качественный шов. К термомеханическому классу относят следующие виды сварки:
- кузнечную;
- контактную;
- диффузионную.
Кузнечная
Этим способом соединяли железные заготовки задолго до изобретения современных классов сварки. Заготовки нагревают в горне, кладут одна на другую, скрепляют ударами молота. Механизированный подвид, когда заготовки сдавливаются прессом, называют прессовой сваркой.

Качество соединения зависит от опытности мастера. Перечень металлов, которые можно сваривать этим методом, ограничен видами с хорошей пластичностью. Из-за малой производительности и низкой надежности соединения кузнечный вид сварки применяется редко.
Контактная
Металл нагревают током, проходящим через место соприкосновения заготовок, затем сжимают или осаживают. Этот вид легко автоматизируется, поэтому широко используется на предприятиях машиностроительной отрасли в составе роботизированных комплексов.

В зависимости от решаемых задач контактный вид сварки выполняют как:
- Точечную, зажимая детали между электродами. После подачи тока в месте сдавливания образуется точечное соединение.
- Стыковую с нагревом всей площади соприкосновения.
- Рельефную с предварительным нанесением выступов (рельефов) на соединяемые плоскости. После подачи тока рельефы деформируются, поверхность выравнивается.
- Шовную, когда детали соединяют внахлест роликовыми электродами.
Диффузионная
Технология основана на взаимном проникновении (диффузии) атомов материалов, если их плотно прижать один к другому. При нагреве скорость обмена частицами увеличивается. Сварку проводят в вакуумной камере или среде инертного газа. Детали сжимают с усилием не меньше 20 МПа, поверхностные слои нагревают электротоком до температуры близкой к точке плавления. Для надежного сцепления заготовки оставляют в этом положении на некоторое время, не отключая ток.

Механический класс сварки
Эти виды сварки выполняют за счет энергии трения, взрыва, давления, ультразвука. При их воздействии выделяется тепло, достаточное для плавления материала.
Трением
Технология входит в список перспективных разработок. Одну из соединяемых заготовок крепят неподвижно, другая, прижатая к ней, вращается. Подробная классификация сварки трением включает следующие подвиды:
- С перемешиванием выполняется на оборудовании, оснащенном инструментом вращения с двумя элементами ― основанием (бурт) и наконечником (пин). Соединение создается методом выдавливания с последующим перемешиванием.
- Радиальной стыкуют трубы, помещая вращающееся кольцо между торцами.
- Штифтовой заделывают небольшие сквозные повреждения. На месте дырки просверливают круглое отверстие, в которое вставляют вращающийся штифт из такого же металла что и основной.
- Линейная выполняется без вращения. Заготовки трут одна о другую пока не начнут плавиться стыкуемые поверхности, затем повышают усилие сдавливания.
- При инерционном виде сварки заготовки двигают за счет энергии предварительно раскрученного маховика.

Холодная
В основу технологии заложен принцип сжатия деталей пуансонами с усилием 1 — 3 ГПа. Точечную сварку проводят стержнями, шовную роликами. Пуансон вдавливают в заготовку до образования пластической деформации, что способствует появлению межатомных связей и созданию соединения между деталями. Сварку выполняют простым сжатием или со сдвигом деталей после сдавливания. Прочность соединения зависит от качества подготовки места стыка, степени сжатия, характера воздействия (вибрационное либо статичное).

При соединении встык величину деформации ограничивают размером выступающих из зажимов частей заготовок. Чтобы предотвратить коробление листов при соединении внахлест, их закрепляют прижимами. После пластической деформации металл становится тверже, поэтому прочность шва выше, чем у заготовок.
Холодный вид соединения применяют для работы с алюминием, медью, цинком, серебром и другими металлами с низкой температурой плавления.
Взрывом
Для сварки этим способом над стационарной заготовкой под углом 3 — 10⁰ или параллельно с зазором 2 — 10 мм устанавливают подвижную (метаемую) деталь. На верхнюю пластину помещают равномерный слой взрывчатки с детонатором. Чтобы предотвратить боковой разлет металла, площадь подвижной заготовки делают больше чем у нижней.

После подрыва подвижная деталь под действием ударной волны с большой скоростью ударяется о нижнюю пластину. В месте соприкосновения образуется давление, значительно превышающее прочность металлов, при котором материал начинает течь как жидкость. В результате поверхности одновременно деформируются, создавая соединение. Длительность процесса не превышает миллионных долей секунды, поэтому диффузия происходит только в поверхностных слоях.
Несмотря на то, что до сих пор не разработана детальная методика этого вида, сварка взрывом получила широкое применение в промышленности для стыковки разнородных материалов. Таким способом получают биметаллические соединения, детали и заготовки больших размеров, наносят плакирующие слои толщиной до 45 мм.
Ультразвуковая
Такой вид сварки проводится преобразователем ультразвуковых волн в механические колебания в сочетании с небольшим давлением. При воздействии на поверхность сначала за счет сухого трения разрушается оксидная пленка, затем плавится материал. Поэтому нет необходимости в тщательной подготовке стыка. Для повышения прочности шва детали предварительно подогревают.

Помимо металлов, в том числе тугоплавких, этим видом соединяют пластик, кожу, ткани. Также доступно сваривание стекла и керамики с металлом, фольги толщиной 0,001 мм. При необходимости детали можно сваривать с металлической или пластмассовой прослойкой между ними.
В сварочном деле постоянно что-то меняется, улучшается, дорабатывается. Поэтому для повышения мастерства полезно знакомиться с новинками и тестировать на практике. Какие-то из них пригодятся профессиональным сварщикам, другие для домашних работ.
Что такое сварочная дуга
Сварочная дуга используется человечеством для неразъемного, герметичного соединения металлов более века назад. Ее изучением занимался физик Вольт. Затем появились устройства для сварки. Электрический разряд возникает в момент короткого замыкания между электродом и свариваемой деталью. Электрическая энергия преобразуется в тепловую, образуется ванна расплава. Создается диффузный однородный слой металла на месте свариваемого стыка.
Изучив вольт-амперные характеристики процесса, ученые усовершенствовали процесс сварки, создали сварочные аппараты, поддерживающие стабильное горение дуги.

Что такое сварочная дуга, определение
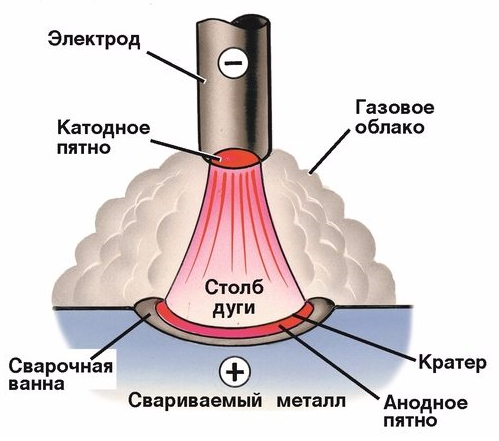
Что можно назвать сварочной дугой – это, по сути, длительный проводник, состоящий из ионизированных частиц, существующий во времени благодаря поддерживающему электрическому полю. Дуговой разряд характеризуется непрерывной формой, высокой температурой, возникает в газовой среде, способной к ионизации.
В учебниках сварщика определение сварочной электродуги звучит следующим образом: это длительный электрический разряд в плазме, состоящей из смеси ионизированных воздушных или защитных газов, а также испарившихся компонентов присадочного и основного металла.
Природа и строение
За короткое время разогреть металл до температуры плавления можно мощной сварочной дугой. Ее свойства характеризуются плотностью тока, вольтамперными показателями. С точки зрения электротехники, дуговой столб – ионизированный газовый проводник между катодом и анодом с большим сопротивлением, способностью к свечению. Детальное рассмотрение строения сварочной дуги поможет понять сущность температурного воздействия. Длина электродуги в среднем составляет 5 мм, она делится на основные зоны:
- анодную, она не более 10 микрон;
- катодную, она в 10 раз меньше анодной;
- столб – видимая светящаяся полоска.
За температуру сварочной дуги отвечает поток свободных электронов. Они образуются на катодном пятне. Оно разогревается до 38% температуры плазмы. В дуговом столбе электроны двигаются к аноду, а положительные частицы – к катоду. У столба нет собственного заряда, он остается нейтральным. Внутри частицы разогреваются до 10 000°С, металл при этом в среднем нагревается до 2350°С, стандартная температура ванны расплава составляет 1700°С.
Место входа и нейтрализации электронов называют анодным пятном. Его температура выше, чем катодного на 4–6%.
Напряжение в анодной и катодной зонах существенно снижается, свечения не возникает. Видима только плазма, излучающая ультрафиолетовые, инфракрасные и световые волны. Они вредны для органов зрения, кожи. Поэтому сварщики используют индивидуальные средства защиты.
Виды сварочной дуги
Существует несколько критериев классификации сварочной дуги. По типу сварочного тока и положению электрода относительно свариваемых элементов выделяют следующие разновидности:
- прямого действия, разряд перпендикулярен заготовке, параллелен электроду;
- косвенного действия, разряд возникает между двух электродов, наклоненных друг к другу под углом от 40 до 60°, и металлом.
Классификация состава плазмы столба:
- открытого типа возникает в воздушной атмосфере благодаря испаряемым из обмазки и металла компонентам;
- закрытая, возникающая под слоем флюса за счет газообразной фазы, образовавшейся из частиц электрода, металла, компонентов флюса при прохождении разряда;
- с подачей газовой смеси или однокомпонентного защитного газа.
Классифицируют дуговую сварку по материалу разжигающего электрода. Используют электроды:
- вольфрамовые тугоплавкие
- угольные или графитовые;
- стальные с различным типом обмазки, в состав которой входят ионизирующие компоненты.
По длительности воздействия различают стационарную (постоянную) электродугу и импульсную, применяемую при контактной сварке.
Условия горения
Сущность сварочного процесса заключается в преобразовании электрической энергии в тепловую.
Для поддержания сварочного столба необходимо создать условия для быстрой ионизации газа: детали прогревают, чтобы воздух вокруг них был теплым, или подают в рабочую зону газ, способный ионизироваться. Легче всего ионизируются частицы щелочных и щелочноземельных металлов. При пропускании тока через стержень их частицы становятся активными.
Чтобы дуговой столб не угасал, важно поддерживать постоянную температуру в катодной области. Она напрямую зависит от химического состава катода, его площади. Нужная температура поддерживается источником тока, в промышленных условиях она достигает 7 тысяч градусов.
Как возникает электрическая сварочная дуга
Как и любой электрический разряд, сварочная электродуга появляется при замыкании цепи. Возникновение тока при касании электрода к свариваемому металлу приводит к выработке большого количества тепла. В точке замыкания появляется расплав, он тянется за кончиком электрода, образуется шейка, которая мгновенно распыляется из-за сильного тока. Происходит ионизация молекул воздуха и защитного облака, они переносят поток электронов.
Направленность потока зависит от рода тока. Дуга разжигается на постоянном токе обратной и прямой полярности, на переменном. Частота угасания и розжига электродуги зависит от параметров рабочего тока.
Чем определяется мощность сварочной дуги
На мощностные параметры электродуги влияют несколько факторов:
- напряжение, возрастание приводит к увеличению мощности только в небольшом диапазоне, существуют ограничения по размеру электрода;
- сила тока, большой ампераж обеспечивает стабильное горение;
- величина напряжения плазмы, пропорциональна мощности.
Длиной сварочной дуги называют расстояние от сварного кратера до кончика электрода. От этой величины зависит объем выделившегося тепла.
По мощности сварочной дуги определяют скорость плавления металла. От этой характеристики зависит время выполнения сварочных работ. Регулировка силы тока производится для корректировки температуры в рабочей зоне, даже на длинном столбе электродуга не будет затухать при большом ампераже. Напряжение редко изменяют в процессе сварки.
Вольт-амперная характеристика
ВАХ описывает зависимость токовых параметров. С помощью этого графика определяют:
- мощность дуги;
- время горения,
- условия гашения.
Динамическая ВАХ описывает неустановившееся состояние электродуги, когда ее длина колеблется. Статическая вольт-амперная характеристика отражает зависимость вольтажа от ампеража при постоянной дуговой длине. График делится на три области:
- падающая – при подъеме силы тока напряжение резко спадает, это связано с формированием столба: площадь сечения плазменного потока возрастает, электропроводность плазмы изменяется;
- жесткая, это участок стабильной плотности тока и падения напряжения, с ростом ампеража от 100 до 1000 А пропорционально увеличивается диаметр дугового столба (анодное и катодное пятна, соответственно, изменяются);
- возрастающая, характеризуется постоянным размером катодного пятна, она ограничена диаметром электрода, при увеличении ампеража по закону Ома увеличивается U, R дугового столба.
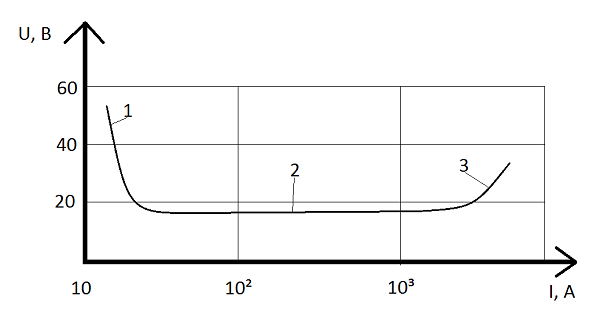
Статическая вольт-амперная харакетиристика сварочной дуги: 1 — падающая; 2 — жесткая; 3 — возрастающая.
ВАХ процесса обычной ручной сварки с использованием плавящихся и неплавящихся электродов на воздухе или в облаке защитного газа ограничена двумя первыми областями, до третьей ампераж не доходит. Механизированной сварки с использованием флюсов соответствует графику II и III областей, сварка плавящимся электродом в облаке защитной атмосферы – III.
При использовании оборудования, генерирующего переменный ток, возбуждение сварочной дуги происходит в каждом полупериоде, на пике зажигания. При переходе через ноль электродуга затухает, нагрев активных пятен прекращается. Покрытия электродов, содержащие активные щелочные металлы, повышают устойчивость ионизации. Защитное облако затрудняет розжиг на переменном токе, но поддерживают горение на постоянном. Между полюсами возникает ионизация молекул газа.
При выборе оборудования необходимо это учитывать, что вольт-амперная характеристика электродуги зависит от внешней ВАХ. Работу сварочного аппарата рассматривают как наложение графиков. Для ручной сварки необходимы источники питания с падающими областями ВАХ (повышенным напряжением холостого хода), чтобы была возможность изменять длину дуги, регулируя ампераж. Сила тока короткого замыкания во время падения капли с плавящегося электрода на свариваемый металл на 20–50% выше дугового тока. Для сварки плавящимся электродом используют дугу размыкания. Для розжига дуги вольфрамовым или угольным электродом желателен вспомогательный разряд.
При высоких значениях тока короткого замыкания возрастает риск прожогов металла. При падении капли происходит замыкание, затем резко возрастает до первоначальных значений – ампераж возрастает до величины тока короткого замыкания, образовавшийся мостик перегорает, дуга возбуждается снова. Изменения тока и напряжения в столбе происходят моментально, за доли секунды. Сварочное оборудование должно быстро реагировать на колебания, стабилизировать напряжение.
Особенности дуги
Благодаря особым свойствам, электрическая дуга используется при сварке с тугоплавкими и плавящимися электродами. Она быстро разогревает металл, образуя ванну расплава. Электрический ток эффективно преобразуется в тепловую энергию с минимальными потерями.
По природе происхождения электрическую сварочную дугу можно сравнить с другими видами электрических зарядов. Основные отличительные характеристики дуги:
Особенности электродуговой сварки

Виды сварки
Электродуговая сварка – один из наиболее распространенных и популярных методов выполнения сварочных работ с использованием электрической дуги.
Данный вид сварки широко используется на различных производствах, связанных с литьем, штампованием и прокаткой частей заготовок изделий. Благодаря дешевизне этот метод практически повсеместно вытеснил более дорогие и сложные способы соединения деталей.
Виды электродов для ручной дуговой сварки
Данный вид сварки осуществляется посредством постоянного и переменного тока. Работа с постоянным током требует применения выпрямителей или специальных преобразователей.
Для переменного тока используют сварочные трансформаторы особой конструкции. Наиболее распространенным является метод с использованием плавящегося в дуге стержня. Он позволяет работать с легированными и углеродистыми сталями, чугунами и некоторыми цветными металлами.
К преимуществам постоянного тока можно отнести швы с меньшим содержанием брызг металла. Существуют различные виды электродуговой сварки, использующие такие типы электродов, как плавкие и неплавкие.
В первом случае швы формируются в результате расплавления электрода. Во втором – плавится присадочный материал, вводимый внутрь сварочной ванны.
Существует несколько критериев разделения электродов:
- толщина;
- качество;
- тип покрытия.
Кроме того они могут быть металлическими и неметаллическими. Ко второму типу относятся только неплавящиеся.
Назначение электрода

Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования. Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
В большинстве характеристик данные стрежни схожи между собой. Могут функционировать при пониженных температурах, при этом обеспечивают надежный плотный шов с высокими механическими параметрами.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам. Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания.
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое; ;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Основное покрытие применимо для формирования соединений металла большой толщины постоянным током обратной полярности. Также не позволяет работать в вертикальном положении сверху-вниз.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
Марки электродов

Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Все электроды должны соответствовать нормам ГОСТ. Этим будет определяться качество и надежность выполняемых работ.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.

Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав. Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку.
Если предстоит работать с материалами с особыми свойствами, когда соединение должно иметь такие же характеристики, как и основной материал, стержни выбирают особым образом. Они должны обеспечивать такой же состав наплавленного металла, как и свариваемый.
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.

Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками.
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень.
Таблица марок стержней и сферы использования для ручной дуговой сварки и наплавки легированной стали
Большинство стержней специально разработано для работы с определенным видом материалов. К ним относятся легированные стали. Они широко используются в промышленности, поэтому под них были созданы соответствующие расходные материалы.
Они содержат те же элементы, что и сталь, чтобы компенсировать их во время работы. Таким образом, электродуговая сварка будет наиболее эффективна.
| Тип стержня | Марка стали |
| Э-70 | Х2ГМР, 14 ХМНДФР, 14 ХГНМД |
| НИАТ 3М | 30 ХГСА, 30 ХГСНА, 25 ХГСА, 20 ХГСА |
| УОНИ 13/85 | 35 ГС, 30 ХГ2С, 25 Г2С |
| ОЗС-11 | 2 МХ, 12 ХМФ, 15 Х1М1Ф, 15 ХМ |
| ТМЛЗУ | 2 Х1МФ, 20 ХМФЛ, 15 Х1М1ФЛ, 15 Х1М1Ф |
| ЦЛ-45 | 15 Х1МФ, 12 Х1МФ |
Марки стержней и области применения для РДС сварки и наплавки чугуна
Для сварки и наплавки чугуна применяются следующие марки: ОК-92.05, ОК-92.18, ОК-92. 26, ОК-92.35, ОК-92.58, ОК-92.86.
Их характеристики были приведены в разделе выше.
Таблица марок электродов и сферы использования для РДС и наплавки цветных металлов
Виды электродов и их предназначение:
| Тип стержня | Для какого металла он предназначен |
| ОЗА1 | Алюминий |
| ОЗА2 | Силумины |
| ОЗАНА1 | Изделия из технического алюминия |
| ОЗАНА2 | Силумины |
| Комсомолец 100 | Технически чистая медь |
| АНЦ/ОЗМ2 | |
| АНЦ/ОЗМ3 | |
| АНЦ/ОЗМ4 | |
| ОЗЛ-32 | Никель |
| В56У | Сварка монеля |
Таблица стержней для резки металла
Виды электродов для резки:
| Тип стержня | Предназначение |
| ОЗР1 | Резка, формирование отверстий, устранение швов с дефектами. |
| ОЗР2 | Резка, формирование отверстий, устранение соединений с дефектами. |
| АНР2М | Резка, формирование отверстий, устранение соединений с дефектами. |
Электродуговая сварка – распространенный метод соединения металлических деталей. Относительная дешевизна данного способа и его простота, сделали его одним из наиболее популярных методов в производстве. Благодаря этому она практически вытеснила другие виды сварки.
В то же время необходимо уделять должное внимание условиям эксплуатации стержней. Для этого необходимо обеспечить правильное хранение электродов и их защиту от воздействия влаги.
Читайте также:
- Сварочные источники питания имеют следующие вольт амперные характеристики
- Какая высота должна быть у перегородки используемой в качестве ограждения при сварочных работах
- Каким видом контроля выявляется смещение кромок свариваемых элементов после сварки
- Сварка труб под углом чертеж
- Мазь от сварочных ожогов на коже