Медный ползун для сварки
Обновлено: 04.10.2024
ОП ИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИ ИВЛЬСТВУ Союз Советских Социанистическия Республик(22) Заявлено 15.05. 79 (21 2789192/25-27 (51)М. КЛ. В 23 К 25/00 с присоединением заявки йо(23)приоритет Государственный комитет СССР но делам изобретений и открытий(54) ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ30 Изобретение относится к сварочному производству, в частности к. Формирующим устройствам при электро- шлаковой сварке, и может быть ис 5 пользовано при .исправлении дефектов, возникающих в случае вынужденной остановки электрошлакового процессаИзвестны накладки и остающиеся пластины, представляющие собой медные водоохлаждаемые или стальные иеводоохлаждаемые пластины, установленные на всю длину свариваемого стыка. На рабочей поверхности подкладок выполнено углубление 1).Недостаток этих Формирующих устройств - неудобство их применения при исправлении дефектов, возникающих в случае остановок электрошлаковой сварки. Наиболее близким к предлагаемому по технической сущности и достигаемо.му эффекту является формирующее устройство для электрошлаковой сварки, содержащее металлическую водоохлаждаемую пластину, на рабочей поверхности которой по всей ее длине в направлении продольной оси выполнено углубление для формирования усиленияшва 2 3Недостатком данного формирующего устройства при использовании его для Формирования металла шва в начале электрошлакового процесса после вынужденной остановки является снижение качества сварного соединения, а также сравнительно большая трудоемкость исправления дефекта, вызванного вынужденной остановкой процесса злектрошлаковой сварки. Это обусловлено тем, что при использовании данного ползуна в процессе возобновления сварки после вынужденного перерыва шлаковая ванна разводится в полости, образованной свариваемыми кромками и формирующей поверхностью ползуна, что приводит к образованию непровара в начале шва. Например, приходится удалять газовой резкой и заваривать место непровара ручной дуговой сваркой.Цель изобретения - повышение качества сварного соединения с одновременным снижением трудоемкости.Поставленная цель достигается тем, что устройство снабжено дополнительной пластиной, выполненной с углублением прямоугольной формы, ширина которого равна ширине углубления основной пластины с направляющим пазомперемещения основной пластиной в направлении, перпендикулярном рабочейповерхности основной пластины, причем толщина дополнительной пластины,по меньшей мере, в. два раза большетолщины основной пластины, при этомоследняя выполнена с выступом сотороны дополнительной пластины. высота которого равна глубине упомянутого паза в дополнительной пластине,а ширина равна ширине этого паза.НИрина паза выбирается равной шн- фрине углубления пластины с цельюобеспечения плавного бездефектногопереиода сварного шва от внутреннейповерхности паза приставки на изделие. 5Толщина дополнительной пластивыравна сумме толщины задней стенки иглубины паза. Толщина задней стенкидолжна быть, по меньшей мере,большеполовины толщины пластины, .во избе Ожание перекоса последней в крайнемотведенном положении, а глубина пазавыбирается из условия предотвращениязамыкания электродной проволоки наизделие или дополнительную пластину(не менее 30 мм), суммарная толщинакоторой, исходя из этих условия,должна быть, по меньшей мере., в двараза больше толщины основной пластины.На Фиг. 1 схематически изображенопредлагаемое Формирующее устройство, ЗОобщий вид на фиг. 2 - то же, в процессе возобновления электрошлаковойсварки, продольное сечение; на Фиг.3продолжение процесса сварки.Устройство содержит основную плас- ЗЗтину - водоохлаждаемый медный ползун 1 с углублением 2 и дополнительную пластину - приставку 3 (например,тоже медную водоохлаждаемую) с углублением 4. Ползун и приставка сопряже Оны между собой с помощью пазов и выступов в виде "ласточкина хвоста",Устройство работает следующим образом.45После вынужденного перерыва электрошлаковой сварки (неисправность в аппаратуре, отключение подачи охлажда. ющей воды в формирующее устройство и т.д.) конец сварного шва вырезается газовой резкой под углом 45-50 со стороны аппарата. Приставку 3 с помощью обычной крепежной скобы 7, прихваченной к изделию сваркой, прижимают к свариваемым кромкам 5. При этом пластина 1 устанавливается в 55 отведенном положении, т.е. рабочие поверхности углублений пластины и приставки располагаются в одной плоскости. Возобновляют электроШлаковый процесс внутри паза 4 приставки 3. бО В момент подхода шлаковой ванны 6 к верхней кромке приставки пластину поджимают к свариваемым кромкам, а при подходе шлаковой ванны к верхней кромке пластины приставку отсоединяют и дальнейшее формирование металла шва осуществляют одной приставкой.П р и м е р. Изготавливают медное водоохлаждающее устройство, состоящее из двух частей: монолитной пластины - обычного ползуна толщиной ,20 мм, шириной 120 мм и длиной 150 мм, на рабочей поверхности которого выполнено по всей длине для Формирования усиления шва углубление (ширина углубления 40 мм, глубина 2 мм) иприставки, тоже выполненной в виде пластины толщиной 40 мм, шириной 120 мм и длиной 50 мм с продольным полузакрытым пазом, ширина которого равна 40 мм, высота 40 мм, глубина 30 мм. Размеры шва выбирают наименьшими, обеспечивающими выведение дефектного начального участка шва за пределы изделия. Приставка верхней своей частью взаимосвязана с нижней частью ползуна с воэможностью .перемещения в направлении, перпендикулярном рабочей поверхности ползуна. Производят электрошлаковую сварку вертикального прямолинейного шва двух плит толщиной 200 мм с использованием обычного ползуна, в нижней части которого дополнительно выполнены выступы. После выполнения 100 мм шва сварку. искусственно прерывают (отключают электропитание), сливают шлаковую ванну и вырезают конец шва под углом 45-50 со стороны сварочного аппарата. На указанные выступы ползуна насаживают приставку и подводят Формирующее устройство к иэделию. Приставку с помощью обычной крепежной скобы, прихваченной к изделию, плотно прижимают к свариваемым кромкам так, чтобы дно паза находилось на 20 мм ниже вырезанного участка шва с целью полного выведения начального дефектного участка шва за пределы изделия. При этом ползун находится на направляющих "ласточкина хвоста" в верхней части приставки в отведенном положении так, чтобы его рабочая поверхность была удалена от свариваемого изделия на расстояние, равное глубине паза приставки, с целью обеспечения свободногопрохождения сварочной проволокиво внутреннюю полость паза.На донную, часть паза приставки насыпают Флюс.АНи металлическую стружку для более быстрого разведения устойчивого электрошлакового процесса, Сварку начинают одним электродом во внутренней полости паза. После разведения устойчивого электрошлакового процесса и достижения уровня шлаковой ванны верхней кромки приставки, ползун перемещают по направляющим "ласточкина хвоста" и поджимают к свариваемым кромкам. В момент подхода уровня шлаковой ванны к верхней кромке ползуна приставку освобождают от закрепляющей скобы и.1 снимают с выступов ползуна. В дальнейшем формирование. металла шва осуществляют с помощью одного ползуна. После окончания образовавшийся выступ в начале шва срезают газовой резкой, исключая ручную дуговую заварку кратера, образовавшегося после вырезки несплавления в начале шва. В результате сварки получено качественное сварное соединение,Применениепредлагаемого формирующего устройства повышает качество сварного соединения, так как позволяет выносить начальный дефектный участок шва за пределы изделия. Снижается трудоемкость процесса исправления дефекта, возникающего при возобновлении электрошлаковой сварки .после вынужденных перерывов, так как исключается ручная дуговая сварка.Предполагаемый экономический эффект от внедрения предлагаемого уст О ройства на СКМЗ составляет 15-20 тыс. руб.,на годовую программу металлоконструкций, выполняемых электрошлаковой сваркой. Формирующее устройство для электро- шлаковой сварки, содержащее основную металлическую водоохлаждаемую пласЗО тину, на рабочей поверхности которой по всей ее длине в направлении продольной оси выполнено углубление для формирования усиления шва, о т л и ч а ю щ е е с я тем, что, с целью повышения качества сварного соединения с одновременным снижением трудоемкости сварки, оно снабжено дополнительной пластиной, выполненой с углублением прямоугольной формы, ширина которого равна ширине углубления основной; пластины с направляющим пазом перемещения основной пластиной в направлении, перпендикулярном рабочей поверхности основной пластины, причем толщина дополнительной пластины, цо меньшей мере, в два раза больше толщины основной пластины, при этом последняя выполнена с выступом со стороны дополнительной пластины, высота которого равна глубине упомянутого паза в дополнительной пластине, а ширина равна ширине этого паза.Источники информации, принятые во внимание при экспертизе1. Электрошлаковая сварка. Под ред. Б.Е. Патона. М., "Машгиз", 1959, с, 112-115.2. Сущук-Слюсаренко И.И. и Лычко И.И. Техника выполнения электро", шлаковой сварки. Киев. "Наукова дум.1 1823037 фи упк КоШвцдкая едакт а Филиал ППП "Патент", г. Ужгород, ул. Проектная, 4 каз 1953/14 ВНИИПИ Госуд по делам 113035, Москва, Составитель Н. РощТехред Н.БабуркаТираж 1148ственного комитетобретений и откры
Заявка
КРАМАТОРСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙИ ПРОЕКТНО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТМАШИНОСТРОЕНИЯ
СЕМЕНОВ ВАЛЕНТИН МИХАЙЛОВИЧ, ГУЛИДА ВЛАДИМИР ПАНТЕЛЕЕВИЧ, ПРЕСНЯКОВ ВИКТОР АНАТОЛЬЕВИЧ, БИЛИЧЕНКО АЛЕКСАНДР ФЕДОРОВИЧ
Способы сварки медных проводов
Главная задача при сварке проводов — минимизировать переходное электрическое сопротивление, которое возникает между контактирующими проводниками.

Все, кто в процессе электромонтажных работ хоть раз сталкивался с необходимостью соединения проводов, знают, насколько ответственным должен быть подход к этому делу. Главная задача — минимизировать переходное электрическое сопротивление, которое возникает между контактирующими проводниками.
Как известно из курса физики, чем слабее контакт, тем сильнее нагреваются проводники из-за повышения сопротивления. Следовательно, нужно добиться максимально прочного, практически монолитного, соединения электрических проводов. Это является обязательным условием для надежной и безопасной работы электроустановок.
Технология процесса и способы сварки проводов
Существуют различные технологии соединения жил: с помощью клеммников, сжимов, опрессовки, пайки или сварки — все они подробно описаны в Правилах электроустановок (ПУЭ) и используются на практике. Наиболее надежным из всех признан метод сварки.

Сваренные воедино проводники представляют собой однородную жилу с рекордно низким переходным сопротивлением, что полностью исключает их нагрев и гарантирует пожаробезопасность. Для электропроводки, в основном, используется медный провод.
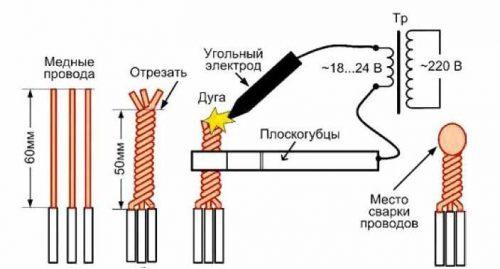
Чтобы выполнить сварку, нужен аппарат с постоянным или переменным током напряжением 12-36 В, с возможностью регулирования тока. Этому условию отвечает инвертор для сварки медных проводов (рис.1).
Учитывая его немалую стоимость, некоторые умельцы вместо него используют трансформатор (рис. 2) или сварочный аппарат, изготовленный своими руками .
В данной статье мы не будем рассказывать о том, как сделать сварочник самостоятельно. Модель может зависеть от исходных материалов, имеющихся у мастера под рукой, и от его знаний и умений.

Для получения надежного соединения двух и более проводников (жил) используется отработанная технология. Порядок действий таков:
- С жилы аккуратно снимают отрезок изоляции длиной 60-80 мм, для чего используют нож или специальный инструмент (стриппер, зачиститель, съемник и др.). Разделку производят исключительно вдоль проводника, чтобы случайно не сделать надрез.
- Тщательно зачищают поверхность до состояния блеска.
- Оголенный участок проводника обрабатывают наждачной шкуркой.
- Смачивают чистую тряпочку ацетоном, либо уайт-спиритом и протирают поверхности проводников. Для медных проводов используют буру.

Особенности сварки медных проводов
Классикой сварочного дела многие годы считались сварочные трансформаторы, генераторы и выпрямители. В настоящее время они активно вытесняются современными моделями — сварочными аппаратами инверторного типа. Они лишены некоторых недостатков обычных трансформаторов, например, таких:
- прямая зависимость выходного напряжения от входного;
- «залипание» электрода при падении напряжения в сети (дуга не поджигается);
- «пережигание» свариваемого металла при увеличении тока трансформатора;
- «недожигание» металла при падении напряжения в сети
- тяжелый вес агрегата, неудобство его переноски и т. д.
Инверторы без проблем создают и надежно удерживают сварочную дугу благодаря постоянному напряжению и преобразованию токов высокой частоты. «Залипание» электрода при работе с инвертором — крайне редкое явление.
Все сварочники инверторного типа подразделяются на домашние, профессиональные и промышленные. Выбор модели диктуется предполагаемым режимом нагрузки: от 20 минут непрерывной работы до многочасового интенсивного использования в условиях производственного цеха.
Если вам нужен прибор для нечастого применения, например, чтобы выполнить сварку проводов в распределительной коробке в условиях дома, дачи или гаража, то вполне достаточно приобрести недорогой аппарат, обеспечивающий силу максимального сварочного тока 160 А, мощностью примерно 500 Вт. Ее достаточно для скруток сечением в пределах 25 кв.мм. Что касается силы сварочного тока, то следует ориентироваться на следующие значения:


Большим плюсом инверторов является небольшое энергопотребление; у трансформаторов оно заведомо выше. Инверторный аппарат для сварки медных проводов вы можете спокойно подключить к домашней электропроводке; он никак не повлияет на работу бытовых электроприборов и не повыбивает пробки.Как видим, чем больше жил в скрутке, тем выше величина сварочного тока. Указанные в таблице значения являются ориентировочными, так как химический состав медного проводника у разных производителей может различаться.
У этих приборов отличная, устойчивая сварочная дуга, позволяющая даже при небольших значениях тока выполнить качественную работу. При этом она не ослепляет сварщика, так как температура плавления медного проводника невысока, а используемые токи имеют достаточно низкие величины. Еще одно приятное обстоятельство — во время сварки не происходит разбрызгивания металла.
Эти и другие достоинства инверторов позволяют использовать их в любых обстоятельствах: дома, на производстве, в обычных условиях и в высотных работах. Они имеют небольшие габариты и легкий вес. Профессиональные электрики носят их на ремне, что удобно для работы на высоте.
Для нечастых сварных работ его покупка нецелесообразна, так как этот аппарат для сварки проводов отличается довольно высокой стоимостью. И это, пожалуй, его единственный минус. Некоторые еще жалуются и на короткий кабель для подключения (всего 2,5 метра), но думается, что для выполнения большинства домашних работ это не является большим неудобством.
Какие электроды используют

В сварочных работах по меди применяют неметаллические неплавящиеся графитовые или угольные электроды с медным покрытием. Если их под рукой не оказалось, можно воспользоваться щеткой от обыкновенного коллекторного электродвигателя, либо угольным стержнем от использованной батарейки.
По правилам сварочного дела при сварке медных проводников угольный или графитовый электрод «обмедняют», то есть используют в качестве присадочного материала прутки из меди или бронзы.
Как угольные, так и графитовые электроды очень быстро нагреваются: температура их плавления втрое выше, чем у меди. Следует учитывать эту особенность материала, чтобы не пережечь скрутку. Надежное схватывание, как уже упоминалось, происходит за 1-2 секунды.
Сварка медных проводов под силу даже начинающему сварщику. Сам процесс достаточно прост:
- Скручиваете воедино нужное количество проводов.
- Одной рукой готовую скрутку зажимаете в держателе (клеммник, «крокодил», плоскогубцы, пассатижи).
- В другой руке держите электрод в зажиме.
- Выставляете на приборе нужное значение тока.
- Поджигаете дугу.
- Скрутку из медных проводков желательно держать вертикально в направлении вниз или под острым углом.
- Обжигаете электродом торец скрутки до получения аккуратного шарика из расплавленной меди.
- Изолируете остывшие провода.
Графически процесс продемонстрирован на рис. 5
Ручная дуговая сварка является одним из наиболее надежных методов соединения медных проводов. Ее главное преимущество заключается в максимальном приближении сопротивления в точке сварки к значению сопротивления самого материала. Из-за отсутствия коррозии металла результат получается долговечным, а сварное соединение проводов с успехом прослужит вам не один десяток лет.
Что такое электрошлаковая сварка
Электрошлаковая сварка — наиболее производительный способ соединения металлов значительной толщины. Используется для сваривания сталей, чугунов и сплавов.

Электрошлаковая сварка — наиболее производительный способ соединения металлических деталей значительной толщины. Используется для сваривания сталей, чугунов, цветных металлов и сплавов. Процесс идет в вертикальной плоскости. Необходимое для плавления кромок тепло выделяется в расплавленном флюсе при прохождении сквозь него тока. Сварка выполняется специальными аппаратами.
Технология ЭШС
В технологии ЭШС температура для изменения состояния металла (из твердого в жидкое) достигается пропусканием тока через слой электропроводного шлака. Итак, электрошлаковая сварка — что это такое? На первой стадии все протекает как в сварке под флюсом. Следующая схема даст вам четкое представление о процессе.

В зазор между кромками деталей вводится флюс. Изначально дуга зажигается между электродом и либо деталью, либо начальной планкой, ограничивающей зазор. Дуга расплавляет шлак и электрод. В результате образуются жидкие слои: снизу – металл, сверху – шлак. В этот момент дуга гаснет, т.к. сварочная проволока плавится в горячем (1600-1700°С) шлаке с высокой теплопроводностью. Сварочный ток в шлаке выделяет тепло, за счет которого дальше идет бездуговой процесс.
Специальные приспособления (ползуны) удерживают текущий шлак и металл. По мере заполнения зазора медные пластины перемещаются вверх. По всей высоте кромок образуется шов. Электрошлаковая сварка, выполняемая несколькими проволоками или ленточным электродом, решает проблему соединения толстых заготовок за один проход. Медные ползуны для предотвращения перегрева охлаждаются водой. Расплавленный шлак соприкасается с ползунами, образуя тонкую корку. Это препятствует контакту металла с медными поверхностями и возникновению в шве трещин.
Особенности и отличия данного способа:
- Зазор между деталями расположен в вертикальной плоскости.
- Зона шва не взаимодействует с воздухом. Над поверхностью металла постоянно находится жидкий шлак.
- Небольшой расход флюса приводит к тому, что металл шва легируется материалом электродной проволоки.
- В процессе сварки электрошлаковой металл находится в жидком состоянии долгое время. Это способствует удалению из шва газов и легких включений.
Эти особенности повышают качество шва. Он получается плотным, устойчивым к трещинообразованию.
Оборудование для электрошлаковой сварки

В СССР были разработаны аппараты трех типов.
- Рельсовые — перемещаются вдоль шва по вертикальным направляющим.
- Безрельсовые — крепятся к обрабатываемому изделию механическим способом и перемещаются непосредственно по нему.
- Шагающие устройства — движутся по конструкции посредством электромагнитов.
Применение специального плавящегося мундштука дало возможность использовать ЭШС для получения швов сложной конфигурации. Для формирования требуемого шва мундштук, который повторяет его форму, плавится вместе с проволокой.
Преимущества и недостатки способа ЭШС

Главное достоинство метода — возможность сваривать изделия неограниченной толщины. Благодаря этому электрошлаковая сварка применяется для соединения крупногабаритных конструкций: судовых корпусов, прокатных станов, мостов и пр. Данный способ имеет ряд преимуществ (сравнение производится с технологией «под флюсом»).
- Высокая производительность при больших толщинах деталей — примерно в 20 раз выше
- Сравнительно малый расход электроэнергии и флюса из расчета на 1 кг металла.
- Качество металла шва выше. Также путем шлакового переплава получают высокие характеристики металла.
- Нет необходимости разделывать кромки, что снижает трудоемкость подготовительных операций.
Способ не лишен и некоторых недостатков.
- Технология сварки должна предусмотреть вертикальную ориентацию шва.
- Процесс недопустимо прерывать, чтобы избежать образования дефектов и повторного сваривания деталей, как показано на видео.
- Полученный шов имеет крупнозернистую структуру. Для получения хороших прочностных характеристик изделие нужно подвергать термообработке.
Вообще метод является универсальным. Им выполняют все виды соединений любой конфигурации: тавровые, стыковые, кольцевые и угловые.
Техника ЭШС — практические выводы
Качество шва и параметры шва (форма, глубина, ширина) можно менять, задавая определенный режим. Основные факторы:
- электрические;
- механические (скорости);
- расположение электродов, их число.
Вспомогательные величины устанавливаются согласовано с основными. Изменение каждого из основных факторов позволяет влиять на параметры шва. Электрошлаковая сварка протекает устойчиво при малых удельных значениях тока (0,1 А/мм 2 ). Это дает возможность применять пластинчатые, либо ленточные электроды, плавящийся мундштук.
Путем контактно-шлаковой сварки можно приваривать стержни к плоской поверхности. Разработаны методики получения кольцевых швов. Для образования шлака используются специальный твердый электропроводный флюс, либо предварительно расплавляют его в кокиле.
Если у вас есть опыт в практическом применении ЭШС, просим поделиться знаниями в блоке комментариев.
Медный ползун для принудительного формирования углового шва при автоматической сварки порошковой проволокой
г;тЪОПИСАНИЕ 1111 57 О О 2ИЗОБРЕТЕНИЯ Союз Советских Сониалистических РеспубликК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Дополнительное к авт. свил-ву(22) Заявлено 02.03.76 (21) 2338067 ением заявкис присо Государственныи комите Совета Министров ССС лоделам изобретенийи открытий(54) МЕДНЫЙ ПОЛЗУН ДЛЯ ПРИНУДИТЕЛЬНОГО ФОРМИРОВАНИЯ УГОЛЬНОГО ШВА ПРИ ВТОМАТИЧЕСКОЙ СВАРКЕ ПОРОШКОВОЙ ПРОВОЛОКОЙтем, что на полнена го ширины к диусе крив4 а 2 Изобретение относится к области сварки дугой и может быть использовано для формирования угольных швов катетом более 7 мм.Известен формирующий ползун для выполнения угловых швов при сварке под флюсом 1Однако этот ползун предназначен для сварки угловых швов в вертикальной плоскости и не может быть использован для выполнения угловых швов в горизонтальной.Известен и другой медный ползун для формирования углового шва, состоящий из нескольких неподвижных медных планок, установленных вдоль стыка и ограничивающих растекание жидкого металла 2.Недостатком этого ползуна является неудовлетворительное формирование углового шва катетом 8 - 14 мм,Целью изобретения является обеспечение удовлетворительного формирования углового шва катетом 8 - 14 мм, путем накопления и удержания на поверхности сварочной ванны шлака.Это достигаетсяхности ползуна вы р анавка, отношение о не равно 7 - 8, при ра и где а - глубина канавки, в - ширина канавки, при этом отношение ширины рабочей поверхности к ширине канавки равно 1,8 - 2,3,Предлагаемая конструкция ползуна обеспе 5 чивает сочетание сварки порошковой проволокой с принудительным формированием углового шва большого катета.жидкий шлак, образующийся в процессегорения дуги и всплывающий на поверхность10 сварочной ванны, вытесняется из нижней части пространства, образованного ползуном исвариванием листами, вверх под действиемгидростатической силы жидкого металла.Удовлетворительное формирование шва до 15 стигается приданием вышеуказанной геометрической формы медному ползуну, предусматривающей горизонтальную канавку по всейего ширине, в которой накапливается расплавленный шлак.20 При этом ось симметрии канавки проходитчерез середину ее ширины и перпендикулярнак рабочей поверхности ползуна.На фиг. 1 изображен ползун медной конструкции, вид сбоку; на фиг. 2 - проекция25 ползуна; на фиг. 3 - профиль рабочей поверхности ползуна с канавкой, где а - глубинаканавки, в - ширина канавки, с - ширинасреза ползуна; на фиг. 4 - сварочная ваннапри использовании формирующего ползуна в30 поперечном разрезе,В процессе сварки ползун наезжает на ванну жидкого металла. Под действием тидростатической силы жидкого металла, стремящегося к натеканию на горизонтальный лист, расплавленный шлак выдавливается вверх и скапливается в полости, образованной поверхностью канавки в ползуне и поверхностью жидкого металла, При этом через прослойку шлака обеспечивается необходимое поджатие жидкого металла в верхней части сварочной ванны, чем достигается симметричность шва и плавный переход к вертикальному листу таврового соединения.Скапливание шлака на наружной поверхности шва создает теплоизолирующую прослойку, которая предотвращает быстрое охлаждение металла сварочной ванны медным ползуном и развитие кристаллизации от поверхности. Наличие прослойки шлака на поверхности сварочной ванны увеличивает продолжительность существования ее внешней части в жидком состоянии. С увеличением размеров углового шва продолжительность существования сварочной ванны в жидком состоянии также увеличивается, поэтому эффект теплоизолирования внешней части ванны от охлаждающего воздействия ползуна особенно важен при величине катета угловото шва более 10 мм. Теплоизолирующие свойства прослойки шлака также оказывают положительное воздействие на условия работы ползуна, который не перегревается и не требует принудительного охлаждения,5 Формула изобретенияМедный ползун для принудительного формирования углового шва при автоматической сварке порошковой проволокой, перемещаемый за сварочной дугой, отличающийся 10 тем, что, с целью обеспечения удовлетворительного формирования углового шва катетом 8 - 14 мм, путем накопления и удержания на поверхности сварочной ванны шлака, на раоочей поверхности ползуна выполнена го ризонтальная канавка, отношение ширины которой к глубине равно 7 - 8, при радиусе кривизны ее4 а 2+ В 220 8 агде а - глубина канавки, в - ширина канавки. При этом отношение ширины рабочей поверхности ползуна к ширине канавки равно1,8 - 2,3.25Источники информации, принятыево внимание при экспертизе1. Патон Е. О. Автоматическая электродуговая сварка. М., Машгиз, 1953, с. 207.30 2. Патент Японии Ко 249706, кл. 12 В 1, 1967.аказ 1 о 31/15НП одписно ипография, пр. Сапуно Из сударс по 13035, дМо 7венногоделам1 осква,Тираж 1207
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И КОНСТРУКТОРСКО ТЕХНОЛГИЧЕСКИЙ ИНСТИТУТ "ВНИКТИСТАЛЬКОНСТРУКЦИЯ"
ШЕБАРОВ АЛЕКСЕЙ ИГОРЕВИЧ, БАРЫШЕВ ВЛАДИМИР МАКСИМОВИЧ, БЕРЕЗИН ВСЕВОЛОД ЛЕОНИДОВИЧ, СУВОРОВ АНАТОЛИЙ ФЕДОРОВИЧ, ЛЯЛИН КОНСТАНТИН ВАСИЛЬЕВИЧ
Ползун для формирования металла шва при электрошлаковой сварке
Союз Советских Социалистических РеспубликОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ(51) М. Кл, ,В 23 К 2 исоединением заявкисудврственный комитетоввтв Министров СССРоо делам иэаоретеннйн открытий 3) Приоритет -(53) УДК 621,791. .79 3.0 37 (088,8 5) Дата опубликования о 72) Автор изобретен П. Н. Рух аявитель 4) ПОЛЗУН ДЛ МИРОВАНИЯ МЕ ШВА Вторым олзунов я формирую же может т издели Изобретение относится к области электро- шлаковой сварки и может быть использовано в различных отраслях промышленности, преимущественно в энергомашиностроении.Известен ползун, состоящий из трех элементов - средней планки и двух боковых, связанных с первой шарнираМи-петлями 1. Такие ползуны, обеспечивая надежную сварку при разностенности до 3 мм, не обеспечивают надежной сварки деталей, имеющих депланацию свариваемых кромок, так как боковые планки ползуна, хотя и имеют возможность независимо одна от другой поворачиваться на своих шарнирах, на оси их вращения постоянно находятся одна параллельно другой и могут оставаться прижатыми плотно только к таким деталям, кромки которых расположены параллельно друг к другу. При наличии на свариваемых кромках местных прогибов, ползуны с шарнирным креплением не могут обеспечить надежного уплотнения сварочной ванны, в результате чего происходит вытекание наружу жидкого металла и шлака. недостатком тройных шарнирных ляется отсутствие уширения книзу щпх поверхностей ползуна, что так ужить причиной отжатия ползуна и вытекания сварочной ванны. 2При сварке кольцевых швов тройные шарнирные ползуны не применимы вообще из-за того, что формирующие элементы ползуна должны иметь кривизну, н шарнирное крепление в этом случае не работает.Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является ползун для формирования металла шва при электрошлаковой сварке, выполненный из трех медных водоохлаждаемых планок, одной средней и двух боковых, и прижима, подпружинивающего боковые планки к свариваемому изделию (2.Однако такой ползун не может быть использован при сварке кольцевых швов. Кроме того, он при своем перемещении по изделию испытыд вают большое сопротивление трению, что иногда приводит к задержке ползуна и вытеканию сваоочной ванны.Целью изобретения является повышение стабильности процесса и улучшение качества сварки за счет обеспечения главного перемещения 20 ползуна и надежного его прижатия к изделию.Для этого предлагаемый ползун снабженсмонтированной на передней по ходу сварки части средней планки ползуна скобой с двумя проемами, выполненными на ее свободных концах, двумя опорами, прикрепленными к зад неи по ходу сварки части средней планки ползуна, колесами на осях, установленных в промах скобы, и подвесками, поикрепленными содной стороны к свободным концам скобы, ас другой стороны к боковым планкам, приэтом прижим прикреплен к скобе под углом,составляющим половину угла между боковымикромками средней планки ползуна и формирующей поверхностью ползуна, а формирующиеплоскости боковых и средней планки ползунавыполнены с уклоном в пределах 1:65 - 1;150длины формирующих плоскостей, расширяющи Омися к задней по ходу сварки части ползуна.На фиг. 1 показан предлагаемый ползун,вид спереди; на фиг. 2 - сечение А - А нафиг. 1; на фиг. 3 - ползун, вид сбоку.Ползун состоит из трех водоохлаждаемыхпланок, средней планки 1 и двух боковых планок 2. Средняя планка 1 ползуна по своимразмерам аналогична средней планке применяемых в настоящее время тройных ползунов.Ширина этой планки немного больше суммарной ширины зазора между свариваемымидеталями и величины развара кромок. Но еекрепление на сварочном автомате существенноотличается от крепления средних планок существующих:ползунов. Планка 1 закрепленача скобе 3, в верхней части которой имеютсядве опоры 4, расположенные по бокам свариваемого зазора и снабженные колесами 5, например, из шарикоподшнпников. В задней походу сварки части ползуна также имеются опоры 6, которые могут быть аналогичны опорам 4с колесами 5 или для простоты изготовлениямогут представлять собой обычные опоры-костыли.Высота верхних и нижних опор выбрана такой, чтобы средняя планка ползуна после егоприжатия (при рабочем положении) находилась на некотором расстоянии от свариваемыхдеталей и располагалась к ним под небольшимуклоном. Как было установлено на опытныхобразцах, оптимальными расстояниями являются следующие.Расстояние от формирующей плоскости средней части ползуна до свариваемых деталей40вверху по ходу сварки устанавливается около 2 - 3 мм, а внизу около 4 - 5 мм.Боковые планки 2 предназначены для надежного уплотнения боковых зазоров между средней планкой ползуна и свариваемыми деталями, 45Крепление боковых планок, в отличие открепления боковых планок на сугцествующихтройных ползунах, осуществляется с большойстепенью свободы и выполняется не на шарнирах, а на подвесках 7,Для подвешивания ползуна на автомате вскобе имеется паз 8. Прижим скобы 3 к свариваемым деталям с установленной на нейсредней планкой ползуна осуществляется прижимным ус 1 ройством (на чертеже не показано 1, имеющимся на любом автомате для электрошлаковой сварки (ЭШС). Место прижима должно быть немного выше расположения жидкого металла в сварочной ванне, примерно на1/3 длины от верха средней планки ползуна.Ввиду того, что средняя часть ползуна впроцессе сварки не трется о свариваемые детали и основными опорами ползуна являются шарикоподшит 1 ники 5 и опоры 6, то на перемещение такого формирующего устройства затрачивается небольшое усилие, само перемещение очень плавное, и имеет место полная гарантия отсутствия отжима ползуна от изделия даже при его излишне большом прижатии.Расположение формирующей плоскости средней части ползуна на некотором расстоянии от свариваемых деталей обеспечивает получение необходимого небольшого усиления шва, а наклонное положение этой плоскости с раскрытием книзу обеспечивает свободный выход сформировавшегося металла шва из-под ползуна. Наличие же такого малого уклона средней планки ползуна, как 1 - . 2 мм на длине 130 - 150 мм, не может привести к вытеканию сварочной ванны, так как при плавном перемещении ползуна в районе сварочной ванны образуются зазоры не более сотых долей миллиметра, которые сразу же закрываются кристаллизующимися металлом и шлаком ввиду непосредственной близости холодного ползуна.Боковые планки 2 подпружинены прижимами 9,Усилие прижима планок 2 направлено к плоскости скобы под углом, который составляет половину угла между боковыми кромками средней планки ползуна и его рабочей поверхностью, это усилие обеспечивает одновременно прижим боковых планок к свариваемым кромкам и к средней планке ползуна.Такая конструкция ползуна, в которой каждая боковая планка может принимать любое положение независимо от второй боковой планки, позволяет осуществлять плотное закрытие боковых зазоров в процессе сварки как прямолинейных, так и кольцевых швов и не только при наличии разностенности, но и при депланации свариваемых кромок.Закрепление боковых планок на подвесках и наличие усилия их прижатия, направленного под углом к направлению их перемещения, исключает возможность отжатия от изделия этих элементов ползуна,На фиг.1 - 3, показан ползун для сварки прямолинейных швов. Конструкция ползуна для сварки кольцевых швов в принципе остается такой же, только формирующие плоскости средней планки 1 и боковых планок 2 должны иметь кривизну, соответствующую радиусу кривизны свариваемых деталей, и расстояние между опорами 4 должно быть таким, чтобы между ними могли проходить боковые надставки, устанавливаемые в районе замка кольцевого шва.Положительный эффект от применения предлагаемой конструкции ползуна заключается в получении надежной гарантии выполнения процесса ЭШС без вытекания сварочной ванны, что обеспечивает получение сварных швов более высокого качества, чем сварные швы, формируемые известными ползунами.Существенное повышение качества швов можно получить при ЭШС кольцевых швов, где применить используемые в настоящее время на производстве шарнирные ползуны не представляется возможным, а выполнение сварки обычСовета Министров СССРи открытийская наб., д. 4/5од, ул. Проектная, 4 ударственно по деламМосква, Ж ПП Патен комитета бретений 35, Рауш г. Уж го нь 1 ми ползунами значительно усложняет опе-, рацию и не всегда обеспечивает получение сварных швов требуемого качества.Положительным фактором является и то, что применение предлагаемого ползуна позволит при электрошлаковой сварке использовать жидкотекучий флюс, который обеспечивает получение более надежного провара свариваемых кромок. Формула изобретенияПолзун для формирования металла шва при электрошлаковой сварке, выполненный из трех медных водоохлаждаемых планок, одной средней и двух боковых, и прижима, подпружинивающего боковые планки к свариваемому изделию, отличающийся тем, что, с целью повышения стабильности процесса и улучшения качества сварки за счет обеспечения плавного перемещения ползуна и надежного его прижатия к изделию, ползун снабжен смонтированной на передней по ходу сварки части средней планки ползуна скобой с двумя проемами,выполненными на ее свободных концах, двумяопорами, прикрепленными к задней по ходусварки части средней планки ползуна, колесами на осях, установленных в проемах скобы, и5 подвесками, прикрепленны, и сОдной сторонык свободным концам скобы, а с другой сторонык боковым планкам, при этом прижим прикреплен к скобе под углом, составляющим половину угла между боковыми кромками среднейпланки ползуна и формирующей поверхностьюползуна, а формирующие плоскости боковыхи средней планки ползуна выполнены с уклономв пределах 1:65 - ;1:150 длины формирующихплоскостей, расширяющимися к задней по ходу сварки части ползуна,15Источники информации, принятые во внимание при экспертизе:1. Электрошлаковая сварка, под ред.Б, Е. Патона, М - К, Машгиз, 1959, стр. 185.2. Авторское свидетельство СССР201565,2 ц кл. В 23 К 25/00, 1962. Составитель Н. Рощупкинехред О. Луговая Корректор Д. Мелннмчен ираж 1263 Подписное
Читайте также: