Механизация сварочного производства это
Обновлено: 04.10.2024
Вообще, когда речь идет о механизации сварочных работ, различают два основных типа механизации:
· механизация отдельных технологических процессов
· механизация всего производства в целом.
Первое направление включает в себя установку механизмов, которые сокращают ручной труд при подаче деталей к месту сварки и перемещению сварочного оборудования. Сюда же включается и создание совершенно уникальных сварочных установок, позволяющих ускорить работу сварщика. Применение такого пути механизации приводит к объединению высокотехнологичных механизированных операций с ручным трудом профессионала. Но стоит отметить, что на общей трудоемкости процесса такой путь сказывается не очень сильно. Расчеты показывают, что даже замена половины ручных операций механическими может снизить трудоемкость сварочного процесса лишь на 10%. Также не слишком сильно сокращается и общее время выполнения сварочных работ.
Второе направление считается наиболее эффективным способом повысить качество всего сварочного процесса и ускорить производство сварных конструкций. Для внедрения такого пути механизации требуется комплексный подход ко всему процессу, замена практически всего ручного оборудования на механическое. Но результатом таких действий становится соблюдение всех требований к качеству любой сварной конструкции и общее повышение производительности труда в разы.
Общие сведения одной из главных технических и социальных задач в сварочном производстве является замена ручного труда сварщиков механизированной и автоматизированной сваркой. Эта задача решается заменой ручной сварки механизированной для конструкций, где сложно использовать автоматическую сварку (короткие швы, сложное пространственное положение), широкого использования робототехники, применения механизированных и автоматизированных сварочных установок с использованием усовершенствованных и новых сварочных процессов. Вместе с тем трудоемкость сварки составляет примерно одну треть общей трудоемкости изготовления сварной конструкции. Поэтому дальнейшее сокращение времени изготовления сварных конструкций наряду с механизацией и автоматизацией сварки предусматривается за счет комплексной механизации и автоматизации сварочного производства, т. е. механизации и автоматизации всех производственных процессов, составляющих технологический цикл изготовления сварной конструкции (заготовительных, обрабатывающих, сборочно-сварочных, отделочных, контрольных). Эффективность механизации и автоматизации технологических процессов зависит от серийности изготовляемых на конкретном предприятии конструктивно и технологически подобных сварных конструкций. В машиностроении, в том числе сварочном производстве, различают следующие типы производства: мелкосерийное, характеризуемое широкой номенклатурой изготовляемых изделий и малым объемом выпуска изделий; серийное, характеризуемое ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска; крупносерийное производство, характеризующееся установившейся номенклатурой изделий, выпускаемых в больших количествах на протяжении всего года. Строгих границ между типами производства нет. Ориентировочные признаки серийности сварочного производства в зависимости от массы сварных узлов и их годового выпуска. Каждому типу производства соответствуют свои оптимальные технологические процессы, оборудование и организация производства. С увеличением серийности сварных конструкций возрастает степень механизации и автоматизации технологических процессов и операций, применяемых при их изготовлении. Сборочные работы и их механизация Сборка под сварку — это технологическая операция, обеспечивающая подлежащим сварке деталям необходимое взаимное расположение с закреплением их специальными приспособлениями или прихватками. Сборку выполняют на плите, стеллаже, стенде или в специальном приспособлении, предназначенными для размещения и закрепления собираемого и свариваемого изделия. Сборочно-сварочная плита — опорное приспособление в виде горизонтальной металлической плиты с пазами; стеллаж — простейшее опорное приспособление с плоской горизонтальной поверхностью для размещения крупногабаритных изделий в цехе. Сборочно-сварочные стенды — более сложные устройства для размещения деталей собираемых и свариваемых крупногабаритных изделий и фиксации их в нужном положении. Примерами сборочно-сварочных стендов могут служить электромагнитные стенды при изготовлении плоскостных секций судовых корпусов, резервуаров, вагонов и дру гих листовых конструкций. В условиях единичного производства расположение деталей в свариваемом узле задается разметкой, для их закрепления используют струбцины, планки, скобы с клиньями и другие простейшие универсальные приспособления. Использование специальных сборочных приспособлений-кондукторов позволяет повысить производительность труда и качество сборки. Сварочный кондуктор — приспособление для сборки и закрепления относительно друг друга свариваемых частей в определенном положении. Основой сборочного приспособления является жесткий каркас, несущий упоры, фиксаторы и прижимы (рис. 84). При сборке детали заводят в приспособление, укладывают по упорам и фиксаторам и закрепляют прижимами. Применяют стягивающие и распорные прижимы с ручным и механическим приводом. Прижимы с ручным приводом (винтовые, рычажные, эксцентриковые) просты, но требуют непосредственного ручного труда сборщика (рис. 85). Использование пневматических, гидравлических, электромагнитных и вакуумных прижимов значительно сокращает вспомогательное время, особенно, если требуется зажать изделие в нескольких местах. Фиксацию собранных деталей для придания требуемой жесткости собранному узлу наиболее часто осуществляют на прихватке. Прихватки должны иметь ограниченное поперечное сечение и располагаться в местах, обеспечивающих их полную переварку при укладке основного шва. Последовательность выполнения сборочно-сварочных операций может быть различной: сварку выполняют после полного завершения сборки; сборку и сварку ведут попеременно, например при изготовлении конструкции наращиванием отдельных элементов; общей сборке и сварке конструкции предшествуют сборка и сварка узлов. Для удобства выполнения тех или иных швов изделие приходится устанавливать в различные положения. Это осуществляется с помощью приспособлений — позиционеров, вращателей, кантователей, роликовых стендов, манипуляторов. Подобного рода приспособления (табл. 20) могут быть как установочные, предназначенные только для поворота изделия в положение, удобное для сварки того или иного шва, так и сварочные, обеспечивающие кроме установки изделия его вращение (перемещение) с заданной скоростью, равной скорости сварки. Позиционер — приспособление, предназначенное для установки изделия в удобное для сборки и сварки.
Универсальные приспособления общего назначения (сборочные плиты, стеллажи, манипуляторы, кантователи, роликовые стенды) используют для сборки и сварки изделий широкой номенклатуры и различных размеров. Для изделий определенного типа, но разных размеров используют универсальные приспособления специального назначения, которые конструируют в индивидуальном порядке. Универсальные приспособления применяют в единичном и мелкосерийном производстве. Помимо универсальных и специальных приспособлений в мелкосерийном и единичном производстве применяют универсально-сборочные приспособления, представляющие собой набор различных конструктивных элементов — универсальные плиты с продольными и поперечными пазами, типовые сменные упоры, фиксаторы, штыри, прихваты, планки, крепежные детали и т. п. В условиях крупносерийного и массового производства используют специальные приспособления одноцелевого назначения для выполнения определенных операций при изготовлении конкретного изделия. С целью уменьшения сварочных деформаций напряжений при сборке применяют ряд мер. Эффективной мерой снижения остаточных деформаций является жесткое закрепление свариваемых деталей в специальных приспособлениях — кондукторах. Часто применяют дополнительную деформацию заготовок, которая должна быть противоположной ожидаемой сварочной деформации. Метод предварительного изгиба свариваемых деталей используют для борьбы с угловыми деформациями при сварке стыковых и нахлесточных соединений. При сварке листов небольшой ширины с V-образной разделкой кромок их располагают с предварительным выгибом в сторону, обратную ожидаемой деформации. Листы большой ширины можно укладывать с предварительным изгибом свариваемых кромок. С целью устранения деформаций при сварке тавровых и двутавровых балок применяют приспособления, которые изгибают балку в сторону, обратную ожидаемой деформации. Эффективной мерой предотвращения выпучивания стойки в двутавровых балках, вызванной сваркой поясных швов, является сборка с предварительным натяжением стенки. Для натяжения стенки используют сборочные стенды с домкратными устройствами.
Поточные механизированные и автоматизированные линии Поточная линия — комплекс оборудования, взаимно связанного и работающего согласованно с определенным заданным ритмом по единому технологическому процессу. В сборочно-сварочные механизированные поточные линии входит оборудование для выполнения сборки, сварки, а иногда и операций подготовки металла, его раскроя, контроля готовой продукции и т. д. Первая поточная линия с применением автоматической сварки под флюсом была создана в годы Великой Отечественной войны для производства корпусов танков Т-34. По признаку механизации и автоматизации различают несколько типов поточных линий: с частичной механизаций, при которой используется ручная и полуавтоматическая сварка, а остальные процессы производственного цикла — раскрой металла, резка, сборка, окраска и др.— выполняются вручную; с комплексной механизацией, когда механизированы несколько операций, например, применяется механизированная резка и полуавтоматическая сварка; с частичной автоматизацией, при которой основные процессы (резка, сварка) автоматизированы, а остальные работы (сборка, контроль качества, окраска) выполняются с применением механизированного инструмента и приспособлений; с комплексной автоматизацией—автоматические линии. Автоматические линии представляют собой комплекс машин, выполняющих в заданной технологической последовательности весь цикл операций по производству изделий, с общими для всей линии механизмами управления и автоматическими транспортными устройствами, перемещающими объект обработки от одной машины к другой. Примером автоматической линии могут служить сборочно-сварочные автоматические линии для производства сварных труб большого диаметра со спиральным швом, на которых с помощью автоматов под наблюдением небольшого количества операторов осуществляются все операции по изготовлению труб из стальной ленты. В сварочном производстве используют сборочно-сварочные линии с различной степенью механизации и автоматизации оборудования и применяемой оснастки с учетом массовости, серийности и индивидуальности производства для многих видов сварных изделий — при сборке и сварке полотнищ, изготовлении обечаек, труб, сосудов, балок, решетчатых и комплексных конструкций, сварных заготовок для деталей машин. Мелкосерийное (единичное) производств о сварных конструкций является наиболее распространенным в промышленности и строительстве.
Вопросы для самопроверки:
1. Какие процессы в сварочном производстве могут быть механизированы?
Литература:
Базовая:
6. А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
Вспомогательная:
1. С.А. Куркин, Сварные конструкции, М., Высшая школа, 1991г. – стр.398;
7. М.С. Львов, Автоматика и автоматизация сварочных процессов, М., Машиностроение, 1982г. – стр.302;
8. В.А. Тимченко, А.А. Сухомлин, Роботизация сварочного производства, К., Техника, 1989г. – стр.175;
9. Г. Герден, Сварочные работы, М., Машиностроение, 1988г. – стр.288;
10. Методические указания к выполнению практических работ по дисциплине «Технологическое оборудование».
Механизация и автоматизация сварочного производства

Механизация и автоматизация существенно различаются по своему содержанию, но в то же время имеют тесную взаимосвязь. Автоматизировать можно только высокомеханизированный процесс. Поэтому автоматизация и рассматривается как высшая степень механизации.
Механизация и автоматизация может быть частичной и комплексной. Частичная механизация и автоматизация охватывает часть производственного процесса, т.е. В этом случае речь идет об отдельных операциях. При комплексном решении весь производственный процесс выполняется с помощью машин и механизмов, установленных в порядке последовательности выполнения операций в соответствии с технологическим маршрутом. В сварочном производстве механизация и автоматизация достигаются за счет применения различных приспособлений, специальных сварочных установок, использования робототехники, создания поточных механизированных и автоматизированных линий, на которых механизированными способами осуществляются работы по заготовке, сборке, сварке и транспортировке сварных изделий, а в ряде случаев - и их отделке.
При решении вопросов механизации и автоматизации в сварочном производстве в первую очередь внимание уделяется сборочно-сварочным работам, которые во многом определяют качество изготовления изделий.
Механизация сборочных работ. Сборка под сварку включает в себя технологические операции, обеспечивающие с соблюдением установленных требований подлежащим сварке деталям необходимое взаиморасположение, заданное чертежом, с закреплением их специальными приспособлениями или прихватками. В зависимости от вида производства, особенностей конструкции и технических условий сборку можно выполнять различными способами: по разметке, по шаблонам или первому изделию, по сборочным отверстиям и в приспособлениях. Решения вопросов механизации и автоматизации сборочных работ можно достигнуть путем применения специальных сборочных приспособлений. Такие приспособления создаются комбинацией по заданной схеме отдельных элементов (базирующих, прижимов,.распорных устройств и др.) с их приводами и элементами управления на общем основании, работающих в соответствии со схемой собираемости изделий. В зависимости от конфигурации собираемых изделий и назначения сборочные приспособления можно разделить на группы.
Сборочные стенды - приспособления с одной, чаще горизонтальной, базовой поверхностью, предназначенные для сборки крупногабаритных изделий. Они имеют неподвижное основание с размещенными на нем установочными и прижимными элементами. Для обслуживания приспособления могут оборудоваться специальными передвижными или переносными устройствами - порталами, катучими балками, перемещающимися площадками и т.п.
Сборочные стапели применяются в тех случаях, когда крупногабаритные изделия имеют сложную объемную конструкцию с расположением деталей в различных пространственных положениях. Базирующие и прижимные элементы крепятся в различных плоскостях, а основания имеют сложную конфигурацию, по форме и размерам соответствующую изделию.
Сборочные кондукторы - приспособления типа стенда или стапеля, состоящие из жесткого основания плоской или пространственной формы с размещенными на нем установочными и прижимными устройствами, обеспечивающими заданное расположение деталей изделия. При использовании таких приспособлений точность сборочных размеров в изделии обеспечивается за счет точности самого приспособления. Поэтому они отличаются повышенной точностью и жесткостью и чаще всего используются для некрупных изделий.
Переносные универсальные сборочные приспособления - стяжки, струбцины, распорные устройства и др., применяемые для сборки разнообразных по форме изделий. В основном их используют в единичном, мелкосерийном производстве, на монтаже и в строительстве.
Для механизации приспособлений их элементы (прижимы, распоры и т.п.) оснащают специальными быстродействующими приводами (гидравлическими, пневматическими, электрическими), приведение в действие которых осуществляется по командам человека или автоматическими устройствами.
Механизация сварочных работ. Оборудование для механизации сварочных работ можно разделить на две группы: оборудование для закрепления и перемещения свариваемых изделий; оборудование для установки и перемещения сварочных аппаратов относительно изделия и передвижения сварщиков.
Оборудование для закрепления и перемещения свариваемых изделий служит для закрепления и размещения изготовляемых изделий в наиболее удобных положениях для выполнения сварки. Основными разновидностями такого оснащения являются манипуляторы, позиционеры, кантователи, вращатели, роликовые стенды, поворотные столы и др.
Манипуляторы предназначены для установки изделия в удобное для сварки положение и вращения его вокруг горизонтальной или вертикальной оси со скоростью сварки при выполнении механизированной или автоматической дуговой сварки.
Позиционеры используют для поворота изделий с целью установки их в удобное для сварки положение. В отличие от манипуляторов они не имеют рабочей скорости в процессе сварки.
Кантователи предназначены для установки изделий в удобное для сварки положение путем поворота их вокруг горизонтальной оси. Во время сварки они, так же как и позиционеры, неподвижны.
Вращатели предназначены для закрепления изделия в постоянно заданном положении и вращения его со скоростью сварки при выполнении швов. Они бывают с вертикальной, горизонтальной или наклонной осью вращения.
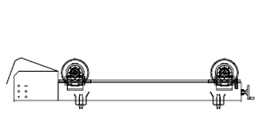
Роликовый сварочный стенд: 1 - электродвигатель, 2 - сменные зубчатые колеса, 3 - редуктор, 4, 5 - приводная и холостая роликоопоры, 6 - рама, 7 - электромагнит
Роликовые стенды предназначены для вращения изделий типа тел вращения при выполнении кольцевых швов, а также для. установки таких изделий при выполнении продольных швов по образующей изделия. Они состоят из унифицированных узлов - ходовых роликоопор и приводов, установленных на общем основании.
Консольные колонны для сварочных автоматов: 1 - колонна, 2 - консоль, 3 - сварочная головка, 4 - изделие
Оборудование для установки и перемещения сварочных аппаратов включает различные типы специализированных колонн и тележек. Колонны различают двух типов: для установки несамоходных и самоходных сварочных автоматов. Первые предназначены для выполнения только кольцевых и круговых швов, вторые позволяют выполнять также и прямолинейные швы. Большинство колонн являются поворотными, что дает возможность отводить сварочный аппарат в сторону и устанавливать свободно изделие каким-либо подъемным устройством.
Тележки для сварочных аппаратов применяют для выполнения как кольцевых; так и продольных швов. По всей конструкции они делятся на велосипедные, глагольные и портальные. Такие тележки могут перемещаться с установочной или скоростью сварки при выполнении прямолинейных или кольцевых швов.
Передвижные площадки для сварщика: а - с передвижением вдоль фронта работ, б - с передвижением поперек фронта работ, в - шарнирно-рычажная, г - координатная
К оборудованию для перемещения сварщика относительно изделия относятся различного рода подъемные и подъемно-выдвижные площадки с механизированным приводом дистанционного управления.
с частичной механизацией, при которой используется ручная и механизированная сварка, а остальные процессы производственного цикла (раскрой металла, резка, сборка и др.) выполняются вручную;
с комплексной механизацией, когда механизированы несколько операций, например применяются механизированная резка и сварка, а также и другие вспомогательные действия для их выполнения;
с частичной автоматизацией, при которой основные процессы (сварка, резка) автоматизированы, а остальные работы (заготовка, сборка и др.) выполняются с применением механизированного инструмента и приспособлений с использованием ручного труда.
Высшим типом являются поточные линии с комплексной автоматизацией. Автоматическая сборочно-сварочная линия представляет собой комплекс оборудования, выполняющего без непосредственного участия человека в определенной технологической последовательности и с определенным тактом все операции технологического маршрута. Примером автоматической линии могут служить сборочно-сварочные автоматические линии для производства сварных труб большого диаметра со спиральным швом, на которых с помощью автоматов под наблюдением небольшого количества операторов осуществляются все операции по изготовлению труб из стальной ленты.
Особое значение в автоматизации сварочного производства имеет оснащение его оборудованием с программным управлением. Например, на газорезательной машине «Кристалл» с программным управлением можно вырезать заготовки деталей из стальных листов толщиной до 100 мм. Машина управляется автоматически по заданной программе. Применение сварочного оборудования с программным управлением экономически оправдано в условиях массового и крупносерийного производства.
В сварочном производстве используют сборочно-сварочные линии с различной степенью механизации и автоматизации оборудования и применяемой оснастки с учетом вида производства для многих разновидностей сварных изделий - для сборки и сварки полотнищ крупногабаритных резервуаров, изготовления обечаек, труб, балок и др.
Промышленные роботы для сварки. Промышленный робот - это автоматическая машина, представляющая собой манипулятор с перепрограммируемым устройством управления для выполнения в производственном процессе двигательных и управляющих функций, заменяющих аналогичные функции человека при перемещении предметов производства и технологической оснастки.
Промышленный робот является универсальной технологической системой для выполнения разнообразных действий, свойственных человеку в процессе его трудовой деятельности. Под действием автоматической системы управления робота его манипуляторы совершают движения, подобные движениям рук человека в процессе работы. Работа автоматической руки похожа на работу человеческой руки со своими гибкими соединениями в локте, плече и запястье. Отличительным признаком промышленного робота от других видов роботов является его применение в производственном процессе.
Промышленный робот, обладая большими силовыми возможностями, позволяет освободить человека от монотонного, тяжелого, утомительного, а иногда и вредного или опасного труда. В итоге повышается стабильность качества изделий, возможно ускорение процесса производства. Роботы могут действовать с любой позиции и на любом уровне в пространстве. Современный промышленный робот для сварки может быть определен как манипуляционная система, оснащенная техническими средствами ведения сварочного процесса, с программным управлением координатами сварочного инструмента и изделия и параметрами сварочного режима. Сварочный робот состоит из собственно робота и пульта управления. Робот имеет подвижную руку с захватом, которые обладают свободой пространственных перемещений, в какой-то степени имитируя руку человека. В захвате закрепляется инструмент (сварочная горелка). Большинство сварочных роботов имеют 3 - 5 возможных движений в пространстве (степеней свободы). Комбинирование этих движений позволяет устанавливать сварочную горелку в любых положениях и перемещать ее в любых направлениях в пределах зоны действия робота.
При дуговой сварке в ряде случаев целесообразно разделять функции между манипулятором (роботом), служащим для перемещения сварочного инструмента, и манипулятором, служащим для перемещения свариваемого изделия. При этом оба устройства работают совместно, связанно, по единой программе. Такой прием позволяет упростить кинематическую схему и снизить число потребных степеней свободы самого робота. Программа, по которой сварочный робот выполняет свои движения, заранее вводится в его запоминающее устройство.
Одним из основных преимуществ роботов наряду с автоматизацией процесса является возможность легкой и быстрой смены программы в зависимости от смены свариваемого изделия.
В настоящее время в промышленности используют роботы первого поколения, работающие по жесткой программе. Существенным недостатком роботов первого поколения является требование высокой точности сборки свариваемых деталей и их расположения в рабочем пространстве робота. В настоящее время созданы роботы второго поколения с системами обратной связи, с помощью которых рабочая программа и манипуляции робота автоматически корректируются при изменении положения изделия или его отдельных элементов. Управление таких роботов снабжено микропроцессорной вычислительной техникой.
Наряду с совершенствованием обычных промышленных роботов создаются специальные, действующие в экстремальных (сложных, труднодоступных, опасных для человека) условиях.

Механизация и автоматизация сварки открывают большие перспективы в развитии сварочного производства: повышение производительности труда, совершенствование качества продукции, сокращение численности персонала и снижение требований к мастерству сварщика, т.к. он становится оператором, контролирующим и управляющим процессом.
Механизация и автоматизация могут быть частичными и комплексными. Частичная механизация и автоматизация охватывают отдельные операции производственного процесса. При комплексном решении весь производственный цикл выполняется с помощью машин и механизмов, установленных в порядке, соответствующем технологическому маршруту. В сварочном производстве механизация и автоматизация достигаются за счет применения различных приспособлений, специальных сварочных установок, использования робототехники, создания поточных механизированных и автоматизированных линий, на которых механизированными способами осуществляются работы по заготовке, сборке, сварке и транспортировке сварных изделий, а в ряде случаев - их послесварочной обработки.
Механизация и автоматизация осуществляется в зависимости от задачи за счет установки стандартного оборудования или специального, изготовленного согласно требованиям Заказчика.
Сварочные вращатели
Сварочные вращатели служат для установки изделий в удобное для сварки положение путем поворота их вокруг осей и вращения их со скоростью сварки. Существует большое количество вращателей различных конфигураций, отличающихся количеством осей, грузоподъемностью, скоростью вращения планшайбы и т.д. В нашем каталоге представлены наиболее распространенные типы сварочных вращателей.
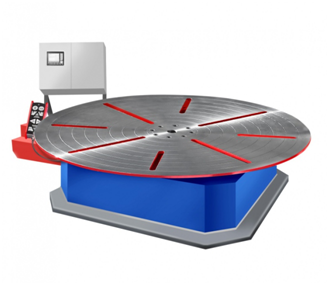
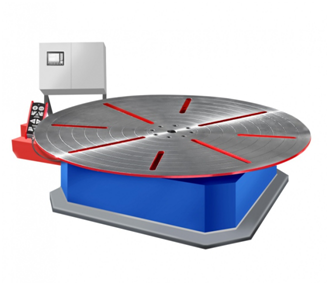
Универсальный (двухосевой) сварочный вращатель.
Универсальный сварочный вращатель имеет две оси: ось наклона и ось вращения планшайбы. Как правило ось вращения планшайбы может наклоняться в диапазоне от 0 о до 90 о . Подобный тип вращателя позволяет позиционировать и вращать изделия под различными углами, что расширяет область его применения в сварочном производстве. Недостатком данного вращателя является наличие большого изгибающего момента при наклоне планшайбы с относительно длинным и массивным изделием на ней. Таким образом, при наклоне планшайбы грузоподъемность вращателя относительно номинальных значений значительно снижается. Эта особенность должна учитываться пользователем, в противном случае система наклона планшайбы может выйти из строя.

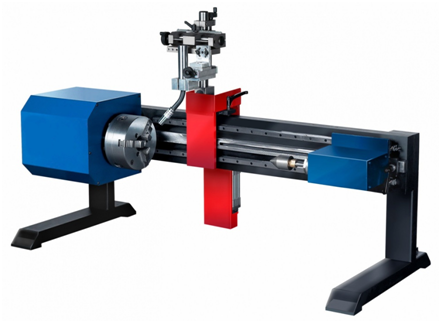
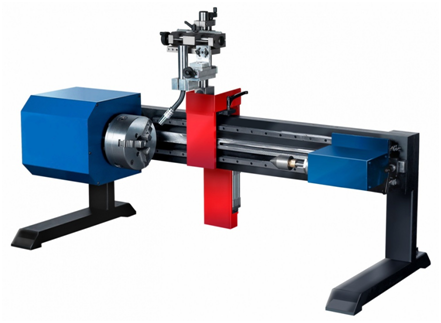
Одноосевой сварочный вращатель с горизонтальной осью вращения
Сварочный вращатель с задней бабкой, в соответствии с названием, осуществляет вращение заготовок вокруг горизонтальной оси. Поэтому его используют для создания соединений круговой и эллиптической формы. В горизонтальном вращателе предусмотрено два основных механизма. На одном из них крепится деталь, а второй имеет специальный привод для вращения. Такая конструкция позволяет устанавливать во вращатель даже нестандартные детали длиной до 2,5 м. Вращатели горизонтального типа способны выдерживать вес изделий от 600 до 6300 кг в зависимости от модели.
По принципу действия данные вращатели мало чем отличаются от горизонтальных. Только в данном случае вращение зафиксированной металлической заготовки происходит по вертикальной оси. Допустимый вес заготовки — 2000 кг, а максимально допустимая длина – до 2 м.
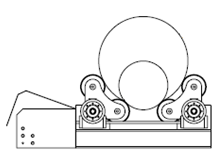
Роликовые вращатели
Роликовые вращатели применяют для работ по покраске, сборке, резке и сварке изделий цилиндрической формы, например, резервуары и трубы различных диаметров. Такие детали с лёгкостью фиксируются в устройстве и вращаются благодаря роликам. Вращатели роликовые имеют высокую грузоподъемность: наиболее грузоподъемные модели способны выдерживать 100-тонные заготовки. Как правило, роликовые вращатели состоят из двух роликовых опор: приводной и холостой. Приводная опора обеспечивает поддержку и вращение заготовки, а холостая опора выполняет исключительно поддерживающую функцию. Основным конструктивным отличием приводной роликовой опоры является наличие приводной системы и системы управления.

Существует несколько конструктивных схем роликовых опор:
Стандартная схема (схема 1) с предварительной настройкой межроликового расстояния. Данная схема является стандартной и наиболее универсальной благодаря большому диапазону диаметров и масс устанавливаемых изделий. Недостатком такой конструктивной схемы является необходимость перенастройки межроликового расстояния при смене диаметра изделия.
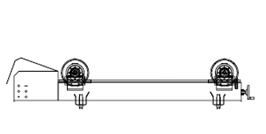
Схема 1. Роликовая опора с предварительной настройкой межроликового расстояния
Самоцентрирующаяся роликовая опора (схема 2), как следует из названия, в отличие от стандартной схемы выполняется с тем условием, что при смене диаметра изделия ей не требуется перенастройка. Однако такая конструктивная схема накладывает ограничения на массу заготовки, а также на диапазон диаметров, доступных для одной модели.
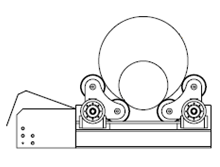
Схема 2. Самоцентрирующаяся роликовая опора
Опора с сохранением высоты оси вращения (схема 3) позволяет производить поддержку и вращение изделий различных диаметров, сохраняя ось вращения на одной высоте. Эта особенность полезна в тех случаях, когда изделие дополнительно фиксируется в сварочном вращателе с горизонтальной осью вращения.
Схема 3. Роликовая опора с сохранением высоты оси вращения
Наклонная опора (схема 4) позволяет производить наклон оси вращения изделия. Наклонные опоры не отличаются большой грузоподъемностью.
Схема 4. Наклонная роликовая опора
Для поддержания массивных заготовок большой длины используются дополнительные опоры, как приводные, связные единым управлением, так и холостые.
Роликовые опоры выполняются как стационарными, так и устанавливаются на рельсовый путь для регулировки расстояния между опорами, что позволяет устанавливать изделия различной длины.
Во избежание продольного хода изделия и сбрасывания его с вращателя ролики покрываются резиной или полипропиленом. Также по желанию заказчика имеется возможность установки механических фиксаторов: системы антидрейф для поддержки заготовки с одного из ее торцов, а также верхних прижимов для того, чтобы избежать биений заготовок малой массы и большой длины.
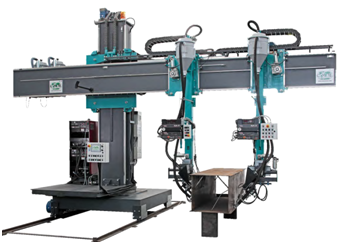
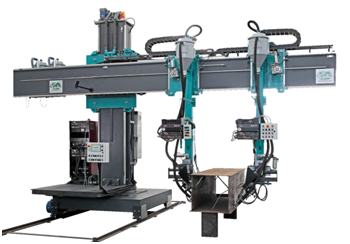
Колонны сварочные

Колонна сварочная — важная составляющая автоматических систем для сварки. Основное назначение – обеспечение позиционирования сварочной головки относительно изделия по трем осям и дальнейшее ее перемещение со сварочной скоростью. Колонну можно конструктивно разделить на основание колонны, колонну, механизм вертикального подъема консоли с предохранительным устройством, консоль и электрическую систему. Позиционирование сварочной головки выполняется за счет движения консоли колонны, а также поворота колонны.Колонны сварочные могут быть выполнены как со стационарным, устанавливаемым на полу основанием, так и с подвижным основанием (основание может быть моторизировано), что значительно увеличивает зону их действия.Также стандартом для колонн является наличие механизма ручного поворота, возможна установка подвижной каретки со сварочной головкой, движущейся вдоль консоли, оборудованной дополнительными направляющими.
Сварочные колонны дополнительно могут комплектоваться:
- системами слежения и контроля;
- ручными и моторизированными суппортами для более точного позиционирования сварочной горелки как перед сваркой, так и в процессе сварки;
- системой AVC (аналог АРНД) при использовании моторизированного вертикального суппорта
- осциллятором при применении сварки MIG/MAG (сварка в защитных газах) и TIG (аргонодуговая сварка), обеспечивающим продольные и поперечные колебания горелки;
- механизмом поворота на 360 о с электроприводом;
- системами сбора и рециркуляции сварочного флюса с возможностью его подогрева (тяжелые колонны);
- рабочим местом для обслуживающего персонала (для тяжелых колонн)
- системами зачистки кромок свариваемого изделия.
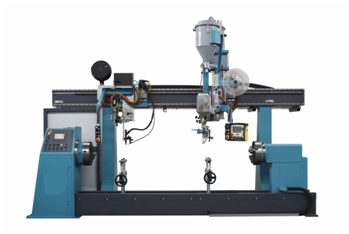
Установки для сварки кольцевых и продольных швов
Автоматическая сварка кольцевых швов применяется для валов, баков, ресиверов или баллонов. Мы предлагаем установки для автоматизации сварки наружных и внутренних стыковых швов. Установки для сварки кольцевых швов малого диаметра (макс. 800 мм) различной длины. Основная трудность при сварке кольцевых швов состоит в том, что жидкий металл ванны стремится стекать с цилиндрической поверхности изделия. Чтобы устранить это явление, необходимо обеспечить наличие зенита в процессе сварки. Данные установки позволяют легко устанавливать и регулировать требуемые значения зенита при помощи системы суппортов сварочной головки.

Установка для сварки кольцевых швов имеет прочную стальную конструкцию, включающую в себя: стационарную приводную переднюю бабку с планшайбой, горизонтальную станину с направляющими для установки и перемещению по ним холостой пневматической задней бабки и двух ручных поддерживающих суппортов. Над станиной расположена горизонтальная линейная направляющая, на которой установлена перемещаемая вручную каретка c пневматическим суппортом для горелки. Для управления сварочными параметрами предусмотрен шкаф управления в комплекте с панелью управления.
Системы для сварки продольных швов разработаны для выполнения стыковых швов обечаек круглого и прямоугольного сечения или листов. На данном оборудовании могут быть реализованы следующие способы сварки:
- сварка в защитных газах,
- аргонодуговая сварка,
- плазменная сварка,
- сварка под флюсом.

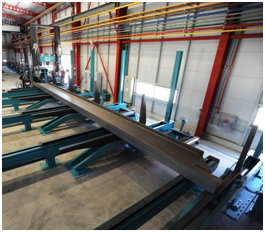
Балкосварные линии
Балкосварные линии предназначены для массового производства балок с тавровыми и двутавровыми сечениями, балок переменного сечения, гнутых балок, балок с наклонными полками, балок коробчатого сечения, сечения звездой, многослойных панелей и т.д. Длина производимых балок может доходить до 45 метров, а высота до 2,5 – 3 метров. Балкосварные линии позволяют производить сварку балок со стенкой в вертикальном положении без использования многочисленных прихваток. Прихватки требуются на торцах заготовки исключительно для того, чтобы определить положение полок относительно стенки. Балка со стенкой в вертикальном положении сваривается одновременно с обеих сторон. Двутавровые балки свариваются в 3 этапа: сначала производится приварка одной их полок к стенке, затем балка переворачивается и при помощи кантователей и далее – к ней приваривается вторая полка.Также возможна сварка балок со стенкой в горизонтальном положении. В этом случае производится одновременная приварка полок к стенке, сначала с одной стороны, затем с другой. Такой способ распространен в меньшей степени из-за возможных более высоких поперечных деформаций балок.
Условно балкосварные линии можно разделить на несколько частей, выполняющих различные функции:


Линия подачи Балкосварочный комплекс

Как правило, сварка балок осуществляется под флюсом. Использование для производства балок автоматизированного оборудования для сварки под флюсом позволяет не только снизить себестоимость готовой продукции, но и обеспечить ее высокое качество и надежность. При сварке под флюсом минимизируется разбрызгивание жидкого металла из зоны сварки, что позволяет качественно выполнять данную операцию даже при высоких значениях силы тока. Кроме этого, флюс защищает расплавленный металл от быстрого остывания, что способствует более эффективному отводу газа из него.

Сварка балки коробчатого сечения под флюсом
Между тем, сварные балки могут изготавливаться с использованием ручной дуговой и полуавтоматической сварки. В таких случаях для их сборки используют специальные кондукторы с зажимными элементами, либо обычные прихватки и хомуты. Однако следует иметь в виду, что в таком случае придется столкнуться с большими потерями расплавленного металла, которые будут происходить по причине его разбрызгивания и угара. Такие потери могут составить до 30%. Поэтому в общем случае, для производства балок используется способ сварки под флюсом.









Читайте также: