Местный отсос от сварочного поста
Обновлено: 17.05.2024
Местную вентиляцию применяют во всех случаях, где происходит выделение вредных веществ в результате выполнения технологического процесса, при обработке металлов резанием, сварочных, литейных, кузнечных, термических, окрасочных, шиноремонтных, медницких работах, а также при пайке металла, зарядке аккумуляторов, химических процессах и других видах работ.
Удаление вредных веществ может осуществляться с помощью различных газопылеприемников, расположенных на оборудовании или рабочем месте, где происходит выделение вредных веществ (или с помощью отсосов, встроенных в оборудование или в отдельные его элементы). Например, на сварочных автоматах АДС-1000-ЗУ, АСУ-6М, сварочных горелках Е.М. Тупчия, на полуавтоматах А-537, А-547, ПШ-5у, резцами-пылестружкоприемниками конструкции ВЦНИИОТ, на заточных шлифовальных и других металлообрабатывающих станках и т.д.
Пылегазоприемники могут быть различных типов: закрытые (вытяжные шкафы), полузакрытые (зонты) и открытые (панели равномерного всасывания). Технические характеристики некоторых отсосов для стационарных и нестационарных сварочных постов приведены в таблице.
3.1. Расчет вытяжных зонтов. Объем воздуха, отсасываемого вытяжным зонтом, определяют по формуле
а и б – размеры зонта в плане, м;
V – скорость отсасываемого воздуха в плоскости сечения по кромке зонта (приемное отверстие зонта), обычно V принимается от 0,5 до 1,5 м/с в зависимости от конструкции зонта. Согласно ГОСТ 12.2.046-80 “Оборудование литейное. Общие требования безопасности: скорость отсасываемого воздуха для вытяжных кожухов литейных конвейеров принимаются 4 м/с, галтовочных барабанов в цапфе до 24 м/с, наждачных станков 30% от окружной скорости, но не менее 2 м/с на мм диаметра круга.
3.2. Расчет вытяжных шкафов. Объем воздуха, удаляемых из вытяжных шкафов, определяют по формуле
F – площадь рабочего отверстия (открытых проемов и неплотностей),v – скорость подсоса воздуха через открытые рабочие отверстия, м/с.
Для сварочных работ v принимают по таблице.
3.3 Количество воздуха, удаляемых от шлифованных и полировальных станков,
где dkp – диаметр круга, мм;
k – коэффициент, принимаемый в зависимости от материала и
n - число кругов.
Для шлифованных кругов: при dkp = 250 мм k = 1,6. Для матерчатых полировальных кругов k = 6, для войлочных полировальных кругов k = 4.
3.4. Для определения расхода воздуха, удаляемого местным отсосом при полуавтоматической сварке, можно применить формулу
где К – опытный коэффициент, равный 12 для щелевых отсосов и 16 для для двойного отсоса;
I – величина сварочного тока.
Расчетная скорость воздуха при различных технологических операциях и видах местных отсосов
| № п/п | Виды местных отсосов | Наименование технологической операции | Скорость воздуха в габаритном сечении, м/с |
| Вытяжные шкафы | Сварка стали Сварка свинца Сварка литейных алюминиево-магниевых сплавов с содержа-нием бериллия от 0,2% до 0,4% Сварка в среде углекислого газа Сварка в среде инертных газов | 0,6 0,7 1,5 0,5 0,25 | |
| Наклонные панели равномерного всасывания (живое сечение – 25% от габаритного) а) фиксированные | Электросварка Наплавка Сварка в среде углекислого газа Сварка в среде инертных газов Сварка электрошлаковая | 1,0 1,2 0,9 0,8 1,5 | |
| б) на поворотно-подъемном механизме | Электросварка Наплавка | 1,4 1,6 | |
| Вертикальные панели равномерного всасывания | Электросварка Наплавка Сварка в среде углекислого газа | 1,1 1,3 1,0 0,9 | |
| Сварка в среде инертных газов | |||
| Столы с подрешеточным отсосом и подвижным укрытием (живое сечение – 25% от габаритного) | Электросварка и наплавка мелких изделий Сварка в среде углекислого газа | 2,1 1,7 | |
| Воронкообразные кольцевые и удлиненные насадки | Электрошлаковая сварка, сварка и наплавка под флюсом | 7,0 | |
| Секционные раскроечные столы | Электрогазорезка стали и алю-миниево-магниевых сплавов Газовая резка титановых сплавов | 0,75 1,0 |
П р и м е ч а н и е. Конструкции местных отсосов должны изготавливаться по типовым чертежам, распространяемым следующими организациями:
1) Центральным институтом типовых проектов (Москва, Спартаковская ул., 2-а). Альбомы серий 4-904-37 и ОВ-02-151 местных отсосов от технологического оборудования сварочных цехов;
Вентиляция для сварочного поста: нормы и схема устройства
Работы на сварочном аппарате относятся к вредным видам работ. Именно поэтому для их выполнения в цеху должны быть предусмотрены специальные условия, которые бы способствовали нормальному микроклимату на рабочем месте. Во время выполнения сварочных работ воздушные массы в помещении насыщаются вредными для здоровья работника окислами углерода и иных химических соединений. Именно поэтому сварочный цех должен быть оснащен правильной вентиляционной системой, которая будет обеспечивать приток свежего воздуха и вывод отработанных масс.
Функции вентиляционной системы сварочного цеха

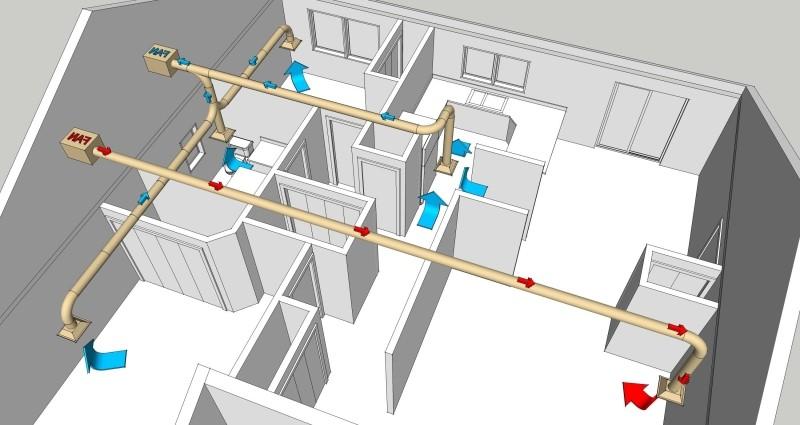
Сварочный цех с системой точечной вентиляции
Главными задачами системы вентиляции сварочного цеха являются:
- устранения ядовитых примесей, которые попадают в воздух при выполнении сварочных работ;
- общее очищение воздуха во всем помещение;
- поддержание оптимального уровня температуры и влажности в помещении.
Важно! В соответствии с ГОСТ 12.3.003-86 рабочее место сварщика должно быть оборудовано местной вентиляционной системой. Также в цеху должна использоваться общеобменная вентиляция.
Местная вентиляция сварочного поста
Суть местной вентиляционной системы заключается в очищении воздуха непосредственно на рабочем месте сварщика, так как на расстоянии уже 4 м воздушные массы в цеху могут соответствовать требуемым санитарным нормам. А вот непосредственно у сварочного аппарата в воздушных массах скапливаются вредные для здоровья человека химические комбинации, превышающие норму более чем в 10 раз.
Виды местной вентиляции
- Вытяжные устройства подъемно-поворотного типа. Такая вентиляционная система состоит из воздухоприемника, который фиксируется в любом положении с помощью шарниров, шланг, диаметр которого составляет 200 мм, соединяющий воздухоприемник и централизованную вытяжную систему. Даная конструкция позволяет устранить до 85% вредных для здоровья веществ, так как ее можно разместить в непосредственной близости со сварочным аппаратом. Подъемно-поворотные вытяжки способствуют полноценному очищению воздуха на расстоянии до 8м от места установки. Самыми популярными вытяжными системами подъемно-поворотного типа являются модели «Лань», «Спрут».
- Местные отсосы, которые устанавливаются на высоте 1,5 м от рабочего места. Еще одним вариантом монтажа отсосов является их установка непосредственно в сварочные столы. Соединяются они с общеобменной вентиляцией цеха специальными шлангами.
Для обеспечения правильного воздухообмена сварочный цех оборудуется приточно-вытяжной вентиляцией принудительного типа. Система должна обеспечивать приток свежих воздушных масс более 40м3/час.
Регулирующий механизм обустройства местной вентиляции

Периодически необходимо вентиляторы и фильтры очищать от скопившейся грязи
Согласно санитарным нормам N 1009-73 к устройству местной вентиляции выдвигается ряд требований:
- на стационарных и нестационарных сварочных постах обязательно должны быть установлены местные отсосы;
- при ручной сварке рабочее место должно быть дополнено поворотно-подъемными панелями, низ которых должен находиться не выше 350 мм от сварочного аппарата;
- при сварке средних изделий необходимо установить вытяжной шкаф, являющийся разновидностью местных отсосов;
- скорость воздуха при использовании ручной сварки и аппарата, работающем от углекислого газа, должна составлять более 0,5 м/с и 0,3 м/с при сварке в инертных газах;
- вытяжные шкафы должны локализировать до 90% вредных веществ с воздушных масс, иные виды местной вентиляции – до 75%;
- 10-25% вредных компонентов, находящихся в воздухе должны устраняться с помощью общеобменной вентиляционной системой.
Когда нужна общеобменная вентиляция для сварочного поста
В соответствии с СНиП2-33-75 вентиляционная система сварочного цеха должна быть механического типа, те есть обустроена специальными вентиляторами. Подача свежего воздуха должна осуществляться воздухораспределителями, установленными на расстоянии 6 м от пола при подаче потока вниз по вертикали или на расстоянии 4 м при подаче потока в горизонтальном положении. Также следует учесть и скорость потока воздушных масс, которая не может быть менее 0,1м/с.
При оборудовании вентиляции с параллельными потоками условия для выполнения работ и очищения воздуха создаются самые оптимальные, так как отработанные воздушные массы, содержащие вредные газы и аэрозоли движутся в одном направлении с подаваемым воздухом. Масса подаваемых потоков должна быть меньше количеству удаляемого загрязненного воздуха. Этот принцип позволяет существенно повысить эффективность системы.
Схема общеобменной вентиляции сварочного цеха

Общеместная вентиляция включает вытяжные вентиляторы
Вентиляционная решетка, размер которой составляет 23,5х43,5 мм с диаметром отверстий 50 мм, обеспечивает подачу свежего воздуха со скоростью 4,5м/с. Воздушные массы, рассекаясь при прохождении решетки, подымаются вверх по вертикали и захватывают все помещение. Скорость движения воздуха в цеху соответствует 0,1 м/с, что позволяет устранить все вредные компоненты, находящиеся в воздухе. Воздухообмен в помещении обеспечивается по средствам установленных под полом вентиляторов, общей производительностью 3400м3/час. Устраняется отработанный воздух по средствам установленных на крыше вентиляторов, общей производительностью 6600м3/час. При 20 минутной работе системы устраняется все загрязненные воздушные массы, а концентрация вредных веществ в воздухе снижается до 2мг/м3.
Регулирующий механизм общеобменной вентиляции
- Если на 1м3 помещения расходуется менее 0,2г/ч сварочных материалов обустройство общеобменной вентиляции может не выполняться.
- Скорость подачи свежего потока не может превышать 0,9 м/с.
- При отсутствии местной вентиляционной системы механическая вентиляция должна обеспечивать устранение 2/3 воздушных масс снизу и 1/3 сверху.
- Если сварочные работы выполняются внутри изделия (емкости, бочки) скорость воздуха должна составлять более 0,7м/с при температурных показателях не ниже 20 градусов.
Расчет вентиляционной системы для сварочного цеха

Отсосы на сварочном посту
Расчет производительность вентиляционной системы для сварочного цеха должен выполняться в зависимости от количества применяемых за 1 рабочий час электродов:
- ручной метод сварки – на 1 кг электродов необходимо обеспечить производительность до 4500 м3/час;
- полуавтоматический метод сварки – на 1 кг электродов необходимо обеспечить производительность до 2 м3/час.
Важно! При работе полуавтоматическим методом один рабочий может использовать более 5 кг электродов, соответственно производительность увеличивается кратно используемого материала.
Для эффективности вентиляционной системы требуется установка мощных вентиляторов, которые фиксируются за границами цеха. Вентиляционные каналы устанавливаются с помощью металлических труб. Вентиляционные решетки должны находиться поблизости рабочего места сварщика.
При обустройстве вытяжной системы разрешается устанавливать специальные фильтры, которые позволяют использовать рециркуляцию воздуха в цехе. Там самым устраняется выброс вредных сварочных газов в атмосферу.
Вентиляционная система сварочного цеха должна обеспечивать свежим воздухом цех и устранять отработанный воздух. Она проектируется на начальном этапе строительства.
Как оборудовать вытяжку над сварочным столом

ОБОРУДОВАНИЕ
При создании неразъемных соединений электрической дугой в воздух выбрасываются пары металла и дым от сгоревшего флюса. Эти вещества негативно влияют на органы дыхания сварщика. Принудительная вытяжка для сварочного поста обеспечивает отвод посторонних примесей из рабочей зоны. Для обеспечения корректной вентиляции необходим предварительный расчет производительности. Мастер может собрать конструкцию своими руками с использованием подручных материалов.

Необходимость вентиляции на сварочном посту
При выполнении работ с использованием дуговой или плазменной сварки происходит испарение металла или выгорание части защитного покрытия электродов. Попадающие в атмосферу соединения вредны для здоровья персонала. Проблему усугубляет аппаратура с подачей защитных газов, дополнительно ухудшающих качество воздуха в помещении. В связи с этим важно обеспечить:
- удаление посторонних примесей из зоны выполнения сварки при помощи локальных отсосов;
- поддержание микроклимата на рабочем месте;
- отвод газов и мелкодисперсных частиц из цеха через вентиляционную систему;
- подачу свежего воздуха, обеспечивающего снижение концентрации вредных примесей.
Требования к оборудованию вытяжки
Вентиляция в сварочном цехе обустраивается в соответствии с требованиями санитарных правил 1009-73 и СНиП II-33-75. В документации указаны допустимые концентрации вредных веществ, габариты и производительность оборудования (зависят от количества работников, площади помещения, типа аппаратуры для сварки и объемов производства). Отдельные разделы правил регламентируют сечение и положение каналов отвода газов (расстояние от зоны воздействия дуги на поверхности до вентиляционного патрубка не должно превышать 50 мм).
- Установка локальных отсосов на каждом посту (вне зависимости от категории). В случае соединения малогабаритных деталей необходима организация рабочего стола в вытяжном шкафу.
- В случае использования ручной технологии необходимо предусмотреть поворотные или подъемные вентиляционные панели. Расстояние от рабочей зоны до воздушного канала не должно быть меньше 350 мм.
- Скорость циркуляции воздушного потока при выполнении работ электродами с защитным покрытием не ниже 0,5 м/сек. При подаче среды защитных газов параметр снижается до 0,3 м/сек (для предотвращения разрыва атмосферы вокруг дуги и ванны с расплавом).
- При выполнении работ в вытяжном шкафу из воздуха должно отделяться не менее 90% примесей. Прочие локальные вентиляционные установки убирают до 75% посторонних частиц. Оставшиеся газы и пары выводятся из помещения общей системой вентиляции.
- Оборудование должно поддерживать концентрацию вредных примесей в соответствии с требованиями ГОСТ 12.1.005-88. Содержание посторонних элементов в атмосфере на расстоянии 4 м от места проведения работ не должно превышать предельные допустимые концентрации.

Разновидности вентиляции
Конструкция и производительность вытяжного устройства зависят от габаритов соединяемых деталей и интенсивности выполнения работ. При сварке широких и протяженных швов возрастает количество газов, попадающих в атмосферу.
Располагать зонт над рабочим столом (по аналогии с кухонными вытяжками) не рекомендуется, поскольку оператор будет вдыхать вредные вещества, затягиваемые потоком воздуха.
Местная вытяжка
Для отвода газов из рабочей зоны необходимо установить колосниковую решетку с расположенным снизу каналом. В системе вентиляции предусматривают фильтр с сеткой для гашения искр и улавливания капель расплавленного металла и флюса. Производительность вентилятора с электрическим приводом достигает 5,5 тыс. м³/час (зависит от объема цеха и количества газов). Если на столе невозможно установить решетку, то применяют передвижные фильтровентиляционные установки с гибкими рукавами, подводимыми к рабочей зоне.

При соединении деталей сложной геометрической конфигурации используют установки с поворотными или подъемными воздухозаборниками. На потолке крепят консоль с барабаном, на который намотан гибкий рукав диаметром до 200 мм.
Сварщик вручную подводит вентиляционный раструб к рабочей зоне и фиксирует в заданном положении. Свежий воздух подается в нижнюю часть цеха. Допускается организация его притока вверх с принудительным отводом к рабочему месту сварщика.
Общеобменная вентиляция
В состав системы входят раздельные вентиляционные установки, обеспечивающие обмен воздушных масс в помещении. Предусмотрено фильтрационное оборудование для отделения посторонних частиц. Такое оснащение должно обеспечивать цех свежим воздухом с учетом максимальной производительности установленной аппаратуры. Нормативами предусмотрена организация общеобменной системы при использовании от 200 г материала электродов за 1 час рабочего времени на 1 м³ объема помещения. Если эти параметры ниже, воздухообмен обеспечивается естественным путем.
Стандарты предусматривают поддержание 10-кратного воздухообмена в помещениях с обеспечением скорости циркуляции потоков в вертикальном направлении от 0,1 м/сек (для отвода пыли и газов из зон, расположенных вне сварочных постов).
Если оборудование используется зимой, то вентиляционная система должна поддерживать температуру воздуха в цехах не ниже +18°С. Для подогрева используют тепловые пушки или радиаторы, установленные в каналах вентиляции.
Варианты для замкнутых пространств
Для организации воздухообмена в таких помещениях применяют:
- Систему принудительной подачи очищенной атмосферы с одновременным удалением загрязнений во всем объеме.
- Отвод вредных веществ из рабочей зоны с обеспечением воздухообмена естественным путем через вентиляционные прорези.
- Вентилирование зоны около органов дыхания сварщика (например, путем принудительной подачи очищенной атмосферы под маску или щиток).
При проведении работ в закрытых помещениях необходимо использовать вентиляторы высокого давления с увеличенной производительностью и эластичные шланги. Рукава подсоединяют герметичными муфтами, выдерживающими заданный напор потока. В зимнее время предусматривают подогрев. Скорость движения потока для ручной сварки должна находиться в пределах 0,7-2,0 м/сек. Направление циркуляции обеспечивает отвод вредных газов от органов дыхания. Если предполагается работа 2 сварщиков, то необходимо обеспечить рассеивание примесей до значений ПДК.
Циркуляция в замкнутых условиях улучшается при использовании системы отвода загрязнений. Для предотвращения попадания частиц металла и дыма в помещение необходимо откачивать на 10-15% больше воздуха, чем подается по нагнетательному каналу.
Помимо стационарных установок допускается использование передвижных агрегатов (например, при сварке цистерн или иных резервуаров на открытом пространстве).
Оборудование подачи воздуха
Для вентиляции цехов используют системы с различным направлением движения потоков:
- Горизонтального типа с одинаковой производительностью оборудования на подачу и откачку, имеющая ограничения по расстоянию между стенами;
- Вертикального образца, позволяющая улучшить циркуляцию и снизить в 2 раза мощность приточных вентиляторов. Оборудование для откачки воздуха располагают на высоте до 6000 мм от уровня пола. С увеличением высоты циркуляция масс ухудшается.
Горизонтальная система
При горизонтальном направлении потоков необходимо использовать оборудование, не допускающее зон застоя и равномерно распределяющее свежий воздух по объему помещения. Скорость движения потоков не менее 0,1 м/сек обеспечивается электрическим вентилятором и системой дефлекторов. Концепция подходит для помещений с небольшой площадью или объемом.
Например, для типового цеха размером 30х20 м достаточно вентиляторов, обеспечивающих суммарную производительность не ниже 7 тыс. м³/час. Нагнетатели монтируют на поверхности стен на высоте до 4000 мм, что обеспечивает равномерное распределение потоков.
На противоположных перегородках устанавливают вентиляторы с аналогичной производительностью, обеспечивающие отвод загрязненного воздуха. Подобная схема эффективна при расстоянии между стенами до 100 м. В противном случае необходимо предусмотреть дополнительные вентиляционные установки.
Вертикальный воздухообмен
Такая система предусматривает установку вентиляторов в подвале, которые нагнетают поток через шахты. Каналы располагают на поверхности пола и закрывают защитными металлическими решетками с ячейками размером не более 50х50 мм. Скорость потоков на входе в помещение не должна падать ниже 0,1 м/сек (на выходе из раструба вентилятора воздух разгоняется до 4,5 м/сек). Производительность откачивающих вентиляторов на крыше здания в 2 раза превышает возможности приточных, что обеспечивает ускоренную очистку атмосферы в цеху от посторонних веществ.

Примеры самостоятельного расчета
Важно учитывать следующее:
- Для обеспечения защиты органов дыхания необходимо откачивание загрязненной атмосферы из рабочей зоны со скоростью потока не менее 1,5 м/сек. Требование описано в стандарте ГОСТ 12.3.003-86, который допускает применение подвижных насадок, соединенных с насосной станцией эластичным рукавом.
- Если предполагается сварка полуавтоматом, то необходимо предусмотреть щелевую насадку с длиной прорези 350 мм, расположенную на расстоянии 50 мм от рабочей зоны. Если конструкция оснастки или оборудование не рассчитано на установку щелевого раструба, то необходимо предусмотреть несколько стандартных отводов.
Для определения необходимого объема воздуха используют уравнение вида L=K*a, где:
- K – коэффициент, равный кубическому корню 12 или 16 (для одиночного щелевого элемента и нескольких патрубков соответственно);
- a – сила тока в цепи (в А).
При уточненном расчете необходимо ориентироваться на технологию ведения работ.
Например, при использовании электродов с защитным покрытием необходимо обеспечить подачу 4500 м³/час на каждый килограмм сгоревших стержней. Коэффициенты и методики подсчета производительности вентиляционной системы приведены в нормативной документации ГОСТ и СНиП. Следует помнить, что использовать для очистки воздуха в помещениях методику свободной рециркуляции потоков категорически запрещено.
Вентиляционные устройства
В промышленных условиях используется несколько типов устройств:
- Для местной вентиляции применяют оборудование бренда “Совплим”, оснащенное эластичным рукавом и электростатическим фильтрующим блоком. Дальность действия составляет 6 м, что позволяет удалять загрязнения из зоны сварки.
- Распределители воздуха типа БВВ, предназначенные для настенного монтажа на высоте до 2000 мм от пола.
- Компоненты FilterBox, рассчитанные на местное удаление дыма и паров металла. В магистрали предусмотрен фильтр, снижающий количество вредных выбросов в атмосферу.
- Электрические вентиляторы марки ВРП, оборудованные защитными манжетами для предотвращения попадания пыли в подшипниковые опоры.
Обустройство вытяжки для сварочного поста своими руками
Самодельное оборудование для вентиляции применяют для сварочных постов, организованных в гаражах. Из-за уменьшенного объема выбросов газов конструкция вытяжки отличается от промышленной системы. Над верстаком предусматривают перфорированную панель вентиляционного колпака. Электрический насос выбрасывает продукты сгорания в атмосферу через отверстие на крыше или в боковой стене. Канал отвода газов выполняют из гофрированной трубы, соединенной винтовыми хомутами.
Поскольку при закрытии ворот нарушается приток свежего воздуха, то необходимо предусмотреть дополнительный канал. Для привода вентилятора применяют электрический двигатель от старого станка, рассчитанный на подключение к сети переменного тока напряжением 220 В. Фильтр не предусматривают, но некоторые мастера устанавливают в зонт металлический наполнитель для гашения искр. После сборки конструкции проводят испытания и корректируют найденные недоработки (например, повышают мощность привода вентилятора или увеличивают диаметр труб).
Местный отсос от сварочного поста
![]()
Подскажите пожалуйста где взять расчеты местных отсосов.
Конкретно расчет местного отсоса от сварочного поста.
Заранее благодарен
revit -mep, кому нужен Бим-ОВ под ключ
Посмотри книгу Молчанов Промышленная вентиляция, местный отсос рассчитывается по скорости но эффективность его не 100%, на утечки расчитывай общеобменную вентиляцию.
А есть вообще расчет МВО по вредности выбросов. Молчанова пожалуй сложно найти будет, может где в НЭТе есть.
Существует три типа местной вытяжной вентиляции от сварочных постов:
1. Укрытие, стол сварщика.
2. Передвижной или стационарный зонт.
3. Высоковакуумная система с местным отсосом, пристроенным к держателю полуавтоматической или автоматической сварки.
Первый тип вентиляции применяется на стационарных сварочных постах, второй и третий - универсальный. Самый экономичный по экономии тепловой энергии - пристроенный местный отсос, менее экономичный - зонт и еще менее экономичный - укрытие или стол сварщика.
Производительность по воздуху расчитывается по сварочному току:
1. 2000-5000 куб.м/ч;
2. 500-1500 куб.м/ч;
3. 60-250 куб.м/ч.
старожил экс-модератор несогласный инженер
А можно поподробнее про третий тип - про высоковакуумную установку, может у Вас есть материалы, или ссылки выложите пжста, применяли сами такую?
Еще до 1990 года, будучи конструктором ОКБ НИИ Гигиены труда и проф. заболеваний, делали подобные системы и запускали на Калиновском ПО "Пищемаш" (цех по изготовлению корпусов молокосушилок), Коростеньском заводе "Ремсельхозтехника" (сварочный цех), Киевском ПО "Ленинская Кузница" (сварка в трюмах и межпереборочном пространстве судов). Есть уникальные разработки насадок на сварочные головки с подключением к централизованной вакуумной сети.
Подскажите, пожалуйста, литературу, где расчёт ведётся по сварочному току.
И второй вопрос.
В Староверове объём удаляемого воздуха рассчитывается по теплу в конвективной колонке. Интересует по расчёту тепловыделений от свариваемой поверхности и в целом по возможности применения данного расчётного метода. Надёжно посчитать по ф-ле Q=F(tп-tв)^4/3 затруднительно. Допустим, получится выяснить у технолога ли произв-ва, у производителя свар. оборудования темп-ру свариваемой поверхности tп. Допустим, можно принять площадь поверхности как F=l*b, где
l - длина стандартного шва, провариваемого одним электродом (Гримитлин А.М.).
b - ширина шва (?).
Может быть, существуют более надёжные методики расчёта тепловыделений.
Другой момент, добавляющий сомнений. Расчёт в Староверове ещё исходит из того условия, что площадь зонта не меньше источника. А приёмная воронка подъёмно-поворотного и пр. нестационарных местных выт. устройств имеет малые размеры и не уверен, что выполняется условие F зонта >= F источника.
Тепловая нагрузка от сварочного поста по-факту соответствует электрической нагрузке на сварочное оборудование. Например 60В 500А - 30 кВт. Температура свариваемого металла - от 1800 градС. Время остывания сварного шва до температуры воздуха рабочей зоны - до 2 часов. Имеется параболическая зависимость теплопоступления от сварного шва к воздуху рабочей зоны.
Эффективность отсоса сварочного дыма зависит от факела всасывания местного отсоса и факела сварочного дыма, образуемого над местом сварки.
"Бумагу, сударь, бумагу" (с). Книгу подскажите, пожалуйста, почитать про всё вами сказанное, если есть такая в природе.
Расход удаляемого воздуха у открытых отсосов по справочнику Рысина считается по ф-ле Q = 3600 Fv м3/ч, Торговникова аналогично Староверова - по тепловыделениям.
Там, где как-то фигурирует сварочный ток это методичка Родина стр. 93 и в Писаренко тепловыделения в примере определяются по силе тока (стр. 32).
У вас что-то нестандартное что ли? Ведь до нас уже почти все в сварке насчитали-наэкспериментировали-рекомендовали.
Не знаю, о какой книге речь, но для сварки в его же "Вентиляция рабочих мест в сварочном производстве" все достаточно подробно о работе МО.
У вас что-то нестандартное что ли? Ведь до нас уже почти все в сварке насчитали-наэкспериментировали-рекомендовали
Да, ничего нестандартного, конечно. Только обратился я в Совплим: подберите мне, мол, отсос для нестац. участка сварки и они мне говорят, что я им выдаю объёмы удаляемого местным отсосом воздуха, а они уже подбирают по нему устройство.
Вот я и ищу материал, чтоб грамотно посчитать.
Не знаю, о какой книге речь, но для сварки в его же "Вентиляция рабочих мест в сварочном производстве" все достаточно подробно о работе МО.
Да, о ней говорил.
Да, ничего нестандартного, конечно. Только обратился я в Совплим: подберите мне, мол, отсос для нестац. участка сварки и они мне говорят, что я им выдаю объёмы удаляемого местным отсосом воздуха, а они уже подбирают по нему устройство.
Не узнаю Совплим.))
У них же тоже стантартно все: 1000-1200 кубов на вытяжное устройство д.160, что вполне нормально и проверено. И даже у Гримитлина (= Экоюрус) чуть расписано по экспериметам. Вам остается, пожалуй, самое главное - определить, сможет ли (именно сможет, а не захочет) сварщик по местным условиям и конструкции изделий расположить воронку на нужном расстоянии до места сварки. Ну и с радиусом обслуживания аккуратно.
Ну еще при каких-то случаях (наплавка, например) нужно посмотреть на вытяжное устройство диаметром 200 (до 2000 кубов по помяти).
Добрый!
Нашла интересное про сварку вдруг кому понадобится (про выброс вредности в граммах от сварки)
Читайте также: