Методы неразрушающего контроля сварки
Обновлено: 28.04.2024
ГОСТ 18353-79 "Контроль неразрушающий. Классификация видов и методов" в зависимости от физических явлений, положенных в основу неразрушающего контроля подразделяет его на виды:
- оптический;
- радиационный;
- акустический;
- магнитный;
- вихретоковый;
- электрический;
- радиоволновой;
- тепловой;
- проникающими веществами.
Вид контроля – это условная группировка методов неразрушающего контроля, объединенная общностью физических принципов, на которых они основаны. Методы каждого вида неразрушающего контроля классифицируются по определенным признакам:
- характеру взаимодействия физических полей с объектом;
- первичным информативным параметрам;
- способам получения первичной информации.
Методы контроля качества сварных соединений устанавливает ГОСТ 3242-79.
Применение метода или комплекса методов контроля для обнаружения дефектов сварных соединений при контроле конструкций при ее изготовлении, ремонте и реконструкции зависит от требований, предъявляемых к сварным соединениям в технической документации на конструкцию. Технология контроля сварных швов любым методом должна быть установлена в нормативно-технической документации на контроль.
Методы неразрушающего контроля качества сварных соединений
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 "Контроль неразрушающий. Методы оптического вида" устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 "Контроль неразрушающий. Сварные соединения. Радиографический метод".

Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
Магнитные методы контроля
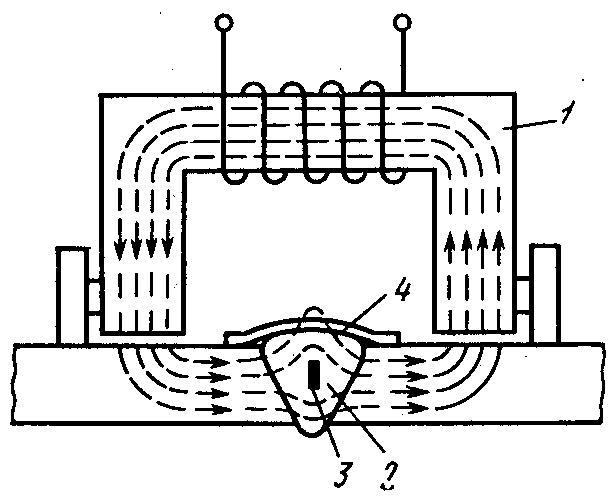
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.

Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Методы контроля проникающими веществами
Капиллярная дефектоскопия
Капиллярные методы НК предназначены для обнаружения открытых дефектов, выходящих на поверхность: трещин, пор, раковин, непроваров и других несплошностей поверхности изделий без их разрушения. Различают два основные метода капиллярной дефектоскопии: цветной и люминесцентный. Этими методами контролируют детали различной формы из аустенитных, титановых, алюминиевых, медных и других немагнитных материалов. Эти методы позволяют выявлять:
- трещины сварочные, термические, усталостные;
- пористость, непровары и другие дефекты типа открытых несплошностей различной локализации и протяженности, невидимые невооруженным глазом и лежащие в пределах чувствительности и надежности дефектоскопических средств.
Течеискание
Пузырьковый метод с использованием вакуумных камер
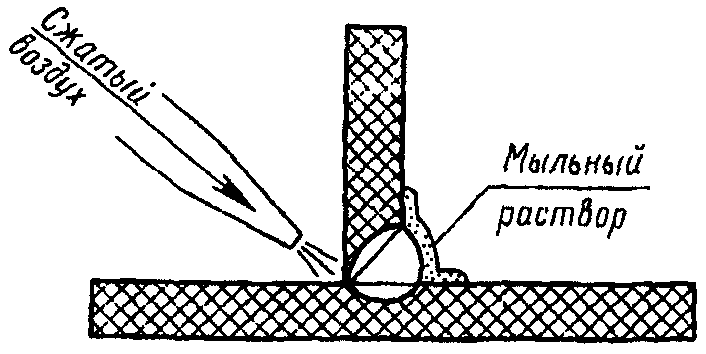
Вакуумный контроль сварных швов применяют в тех случаях, когда применение других способов почему-либо исключено. В частности, этот метод широко применяется при контроле сварных днищ резервуаров, газгольдеров, цистерн, гидроизоляционных ящиков. Он позволяет обнаружить отдельные поры диаметром до 0,004 0,005 мм, а производительность при его использовании достигает 40 – 60 м сварных швов в час. Вакуум создают при помощи переносной вакуум-камеры, которую устанавливают на наиболее доступной стороне проверяемого участка шва, предварительно обильно смоченной мыльным раствором. В результате разности давлений по обеим сторонам шва воздух будет проникать в камеру при наличии неплотностей в сварном соединении. В местах трещин, непроваров, газовых пор образуются стойкие мыльные пузырьки, хорошо видимые через прозрачный верх камеры. Отметив расположение дефектов мелом, цветным карандашом или краской, впускают атмосферный воздух, камеру снимают и сделанные отметки переносят на сварной шов.
Контроль швов газоэлектрическими течеискателями
В настоящее время применяют два вида газоэлектрических течеискателей: гелиевые и галоидные. Чувствительность газоэлектрических течеискателей к выявлению неплотностей в швах очень высока, но ввиду сложности конструкции и значительной стоимости изготовления их применяют только для контроля особо ответственных сварных конструкций.
Принцип работы гелиевого течеискателя основан на высокой способности гелия при определенном вакууме проходить сквозь неплотности сварных швов. При контроле сварные швы снаружи испытуемой емкости обдувают из резинового шланга тонкой струёй гелия, находящегося под небольшим давлением в специальном сосуде - газометре. При наличии неплотностей в швах гелий или его смесь с воздухом попадает из емкости в масс-спектрометрическую камеру, в которой поддерживается высокий вакуум. При попадании гелия в масс-спектрометрическую камеру в ней возникает ионный ток, который подается на индикаторы - миллиамперметр и сирену. Величина отклонения стрелки миллиамперметра позволяет судить о размерах дефекта.
Испытания плотности сварных швов
Испытаниям на плотность подвергают емкости для горючего, масла, воды, трубопроводы, газгольдеры, паровые котлы и др. Существуют несколько методов контроля плотности сварных швов: гидравлическое испытание, испытание водой без давления или наливом, испытание струей воды или поливом, пневматическое испытание, испытание аммиаком, испытание керосином.
Методы контроля качества сварных соединений
Завершающий этап сварочных работ – проверка структуры шва. Для контроля качества сварных соединений деталей, металлоконструкций разработаны различные методики визуальной и лучевой диагностики состояния шва. Соединения также проверяют ультразвуком, электромагнитными волнами.

Массово выпускается оборудование, помогающее определить внутренние невидимые глазу дефекты. Важен контроль качества, герметичность трубопроводов высокого давления, монтируемых методом сварки. От этого зависит безопасность эксплуатации системы. Скрытые в толще сплава трещины, пористость, другие дефекты снижают ударную стойкость металла. Сварные соединения обследуются в области соединения и зоны термического влияния, где велика вероятность изменения зернистости. Контроль качества – необходимая операция технологического процесса сварки, утвержденная стандартом. Процедура соответствует установленному регламенту. Швы низкого качества переваривают, сварные детали с дефектами соединений отправляют на переплавку, это брак.
Методы контроля сварных швов
Для проведения контроля качества сварных швов комплектуется штат сотрудников. Люди проходят обучение, изучают разрушающие и неразрушающие виды исследований качества соединений. Учатся обращаться с приборами, созданными для контроля качества диффузного слоя сварного соединения. Разрушающие способы диагностики применяются редко, только при массовом производстве металлоизделий. Из партии произвольно выбирается несколько деталей, делаются разрезы по сварному соединению. На основании обследований нескольких изделий из партии принимают или отправляют в брак всю продукцию.
Для металлоконструкций применяют неразрушающие методики проверки качества, сохраняющие целостность соединений, проката, используемого для сварки. Существует масса методик, по которым определяют несплошности. О видах контроля сварных соединений, их особенностях полезно знать каждому сварщику.
Визуально-измерительный контроль
Для подобной проверки сварных конструкций не понадобятся специальные приборы или жидкости. Просто проводится тщательный осмотр диффузного слоя, околокромочной области. На сварном соединении не должно быть:
- видимых несплошностей;
- неоднородностей;
- трещин;
- раковин;
- пор;
- свищей;
- сколов;
- непроваров;
- неравномерных складок.
Внутренние дефекты определяются с низкой вероятностью, предположения строятся по внешним факторам риска возникновения дефектов. Дополнительно с помощью измерительных приспособлений проводится проверка ширины и высоты шовного валика.

Внешний осмотр сварочных соединений всегда субъективен. Результат зависит от зоркости контролера, личного опыта. Для лучшей визуализации применяют лупы различной кратности, предусмотрены лампы или фонарики для освещения осматриваемой зоны. На основании визуального исследования делаются предварительные выводы.
Для измерения шовного валика контролеры пользуются штангенциркулем, металлическими линейками, сделанными по ГОСТу. Точность измерений большая.
Если выявлены внешние дефекты, параметры валика не соответствуют регламентированным, качество соединений признается низким. Соединение приходится переваривать.
Когда результаты проверки сварных швов сомнительные, проводится дальнейшая диагностика с помощью других методик.
Ультразвуковой метод
Ультразвуком выявляются инородные включения, внутренние раковины. У контроля сварных соединений имеются достоинства и недостатки. Но речь не об этом. Важно понять суть процесса. Прибор проверяет способность металла проводить ультразвук. Когда волны достигают края дефекта, они отражаются, меняют направление. До регистратора уже не доходят.

Разные типы несплошностей искажают поток ультразвуковых волн по-своему. У контролера имеются альбом иллюстраций, по которым методом сравнения определяется тип дефекта. Исследование доступное, часто применяемое. Дает хорошую результативность. Для оценки результатов не нужно делать поправки на физико-химические характеристики исследуемых сплавов.
Капиллярный контроль
Испытания соединения капиллярным методом основано на способности некоторых жидкостей проникать в самые мелкие микротрещины, незаметные глазу. Для контроля качества сварки требуются расходные материалы. Исследуемую область для лучшей визуализации покрывают краской или мелом. В жидкости добавляют хорошо видимые красящие пигменты. Выпускают индикаторные составы с люминесцентными свойствами. При попадании света на краску отраженный световой поток усиливается в несколько раз.

Жидкости называются пенетрантами (в переводе с английского «проникающая влага»). Имея незначительное поверхностное натяжение, пенетранты способны просачиваться в микропоры. На месте дефекта проявляется четкий контрастный рисунок. Этим методом проверяют качество сварки любых металлов. В качестве пенетрантов для самостоятельной проверки сплошности сварных конструкций применяют органические растворители и разбавители (керосин, бензол, скипидар и другие).
По рисунку получают объективную картину состояния шва. Чем больше краски на поверхности, тем хуже качество соединения. Метод чаще применяется для металлов, склонных к растрескиванию при термическом воздействии, сплавов с большой линейной усадкой при остывании.
Проверка сварочных швов на проницаемость
Когда от качества сварного шва зависит прочность сосудов высокого давления, гидросистем или трубопроводов, контроль особенно важен. У метода много названий:
- пузырьковый метод контроля;
- пневмоиспытание;
- течеискание;
- гидроиспытание и другие.
Технологии проведения испытаний условно делят на пневматические и гидравлические. Из названия понятно, что в первом случае речь идет о воздушной проверке сварных швов, во втором – водяной.
Контроль качества швов по проницаемости схож с капиллярной методикой, только жидкости или газовые смеси подаются под давлением. Пневматический контроль подразумевает применение сжатого газа или воздуха, который подается в исследуемую область. Снаружи шов покрывают мыльным раствором, образующим пленку. Для приготовления раствора соблюдается пропорция: 250 г мыла на литр воды. Если имеются несплошности, на поверхности появляются пузыри.
Разновидности пневматического контроля:
- Вакуумный метод. С одной стороны сварного соединения создается вакуум, с другой – наносится мыльный раствор. Причина появления – сквозные дефекты.
- Когда контроль качества проводится при отрицательных температурах, вместо воды используют спиртовой раствор с низкой температурой замерзания.
- Еще одна технология – метод погружения. Сварную деталь полностью погружают в мыльный раствор. Скопившийся в дефекте воздух выйдет наружу, образуя пузыри.
- Можно заменить газ аммиаком. Швы предварительно оборачивают бумагой. Там, где нарушена герметичность, на бумаге проступят красные пятна.
Гидравлический метод испытаний основан на способности воды или масла создавать давление. Деталь выдерживают в жидкости от 5 до 15 минут, чтобы заполнились все сквозные дефекты. После этого достают, зона около сварного соединения обстукивается молотком. По просачиванию жидкости определяют трещины.
Когда проверяют емкости, жидкости заливают вовнутрь. Трубопроводы тоже проверяют изнутри, фрагменты заполняют воздухом. Метод контроля герметичности простой, но действенный. При обнаружении дефектов швы переваривают. Затем контроль качества проводят еще раз.
Магнитная дефектоскопия
Магнитный метод основан на способности металлов намагничиваться под воздействием магнитного поля. Понятно, контроль сварных швов, основанный на эффекте электромагнетизма, не применяется для проверки соединений цветных металлов, алюминия, нержавеющих сплавов.
Технология магнитных исследований:
- С помощью специального прибора контролер создает в области сварного соединения постоянное магнитное поле.
- Формируются силовые электромагнитные линии, под воздействием которых мелкие частицы металла способны двигаться, занимать фиксированное положение.
- В качестве индикатора для исследований используют металлический порошок или мелкую ферримагнитную стружку. Измельченный металл размещают в околошовной области.
- Если металл однородный, рисунок получается без искажений. Когда имеются раковины, трещины, шлаковые включения, положение электромагнитных линий искажается.
Диагностика магнитопорошковым способом эффективна, поле способно исказить даже незначительные дефекты. В месте проекции на поверхности скапливается порошок. Главный недостаток методики – трещину не определить, если она параллельна силовым линиям.
Радиационный контроль
При проверке сварных соединений радиационными волнами важно соблюдать правила техники безопасности. Радиографический или гаммаграфический метод по сути – это рентген шва. Прибор по конструкции подобен рентген-аппарату, поэтому меры предосторожности следует соблюдать неукоснительно. Описание методики:
- прибор продуцирует гамма-излучение;
- рентгеновские лучи проникают через металл, там, где имеются несплошности, отклоняются от первоначальной траектории;
- заканчивая свой путь, гамма-лучи создают изображение на специальной пленке;
- результат оценивается по изменению плотности потока лучей.

Это самый передовой, дорогостоящий, небезопасный метод исследования качества сварного шва. Требуется специальное оборудование, длительное обучение контролера. Избыточное нахождение с излучателем рентгеновских волн негативно сказывается на состоянии здоровья контролера.
Современные аппараты с компьютерным блоком управления способны увеличивать получившуюся картинку, выводят ее на экран, расшифровывают в автоматическом режиме. Точность результатов повышается.
Оформление документации
На основании испытаний составляется акт дефектов сварных соединений. Проверяющие фиксируют каждый дефект, дают краткое описание. Результаты заносятся в журнал сварки, такой документ заполняется бригадой на каждом объекте. Спецжурнал является первичным документом, заполняется в соответствии со СНиП по каждому узлу конструкции.
После окончания работ журнал сдается заказчику, подшивается к другой техдокументации по объекту.
Помимо спецжурнала при сварочных работах оформляется схема стыков с полным описанием технологи. Прилагаются сертификаты на используемые расходные материалы (электроды, флюс или присадочную проволоку). Акты исследований сварных швов (контроля качества соединений с внешней стороны изделия) составляются для каждого сварщика индивидуально. Когда проводится приборная диагностика, результаты диагностики, заключения контролеров прилагаются.
Документация необходима для отчета, судебных разбирательств в случае аварии. Без акта обследования швов работы не актируются, объект не принимается. При работе с ответственными конструкциями предъявляются самые жесткие требования.
Когда обнаружены дефекты, даже если они возникли не по вине сварщика, а из-за некачественных расходных материалов, шов переваривается. Только после приемки соединения контролером производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Дефектоскопия сварных швов
Некачественные соединения могут стать причиной аварий. Трубопроводы, детали, испытывающие динамическую нагрузку, швы, работающие на излом, не должны содержать шлака, раковин, непроваров. Методы дефектоскопии сварных швов относятся к неразрушающей диагностике. Они используются для выявления внутренних, невидимых дефектов в металле – несплошностей, снижающих прочность соединения.
Разработано 10 методов диагностики, все они имеют достоинства и недостатки, ограничения. Дефектоскопией сварных швов проверяют качество работы сварщиков, выявляют нарушения технологии. Используют методы диагностики металла для входного, промежуточного и сдаточного контроля.

Принцип дефектоскопии
Диагностика сварных соединений включает разные методы исследований, основанных на физических свойствах металлов, структурных превращениях на границе фазового перехода. На исследуемые участки воздействуют радиоволнами, ультразвуком, магнитным электростатическим полем, красителями. Разнородные структуры по-разному воспринимают воздействие. Принципы выявления дефектов подбирают под металл. К примеру, немагнитящиеся легированные стали, цветные металлы нельзя проверить в магнитном поле. Эхолокация неэффективна для крупнозернистых структур.
Дефектоскопией сварных соединений называют комплекс методов контроля качества визуально или с использованием специальной аппаратуры для выявления дефекта. Принцип дефектоскопов, методика диагностики утверждаются стандартами. По результатам дефектоскопии определяется прочность (эксплуатационная надежность) сварных швов после завершения работы.
Важно!
Каждый сварщик несет ответственность за соблюдение технологии.
Преимущества и недостатки
- низкая трудоемкость исследований, контролирует соединения один человек в течение нескольких минут;
- безопасность проведения контроля, только радиационная диагностика предполагает влияние вредных факторов;
- разнообразие контролирующих приборов, для основных методов дефектоскопии выпускают мобильные дефектоскопы;
- разнообразие контролируемых объектов: проверяют плоские, объемные детали, трубы;
- контроль швов, произведенных любым видом сварочного аппарата.
- у каждого из методов существуют определенные ограничения по применению, ввиду выявляемых изъянов;
- необходимость использования специальных реагентов, расходных материалов;
- приходится специально подготавливать исследуемые поверхности;
- контролируемые фрагменты после диагностики необходимо дополнительно обрабатывать антикоррозионными средствами, при снятии окалины, оксидной пленки защитные свойства металла ухудшаются.
Основные методы дефектоскопии
Дефекты соединений бывают двух типов:
- видимые выявляют при визуализации;
- скрытые (внутренние) определяют дефектоскопией сварных швов.
Существуют разрушающие методы контроля, они необходимы при разработке технологии сварного соединения. Зону фазового перехода рассекают, рассматривают структуру металла под микроскопом.
Неразрушающую дефектоскопию сварных швов создали для определения качества сварки. Металл проверяют на проницаемость, однородность, пользуясь современными методами и приборами.
Визуальный осмотр
Проверка сварных швов производится на месте. Это самый часто применяемый способ контроля. Анализируя состояние шовного валика, дефектоскопией выявляют непровары. Они проявляются неравномерностью наплавочного слоя, трещинами, пористостью. Для точности результата до осмотра со шва снимают окалину, протирают поверхность валика растворителем (техническим метанолом). Затем производят травление металла 10% азотной кислотой, она растворяет оксидную пленку. Остатки кислоты снимают спиртом.
На матовой поверхности хорошо видны внешние дефекты, сопутствующие структурным изменениям в зоне термовлияния. Для визуального исследования используют лупу, микроскоп.
Магнитная
Этот метод дефектоскопии подходит только для углеродистых и низколегированных сталей, способных намагничиваться. На контролируемые участки воздействуют циркулярным или продольным полем. Используют электрические или постоянные магниты. В местах дефектов происходит искажение электромагнитных линий.
Существует два метода фиксации рассеяния поля:
- Порошковая дефектоскопия основана на свойствах частиц скапливаться над местами структурных повреждений. Порошок рассыпают в сухом или влажном виде, для снижения трения, увеличения подвижности порошка используют масло или керосин. Допустимо применение магнитогуммированной пасты и суспензий. Вид магнитящего состава выбирают под тип стали. Снизу контролируемого участка сварного шва устанавливают магнит. Над трещинами, пустотами опилки металла под воздействием искаженного поля собираются в валики, комкуются.
- Вместо порошка используют ферромагнитную ленту, ее накладывают на шов, плотно фиксируют. Во время дефектоскопии на информационном носителе записываются электроволновые изменения. Прибор их считывает подобно магнитофону. Магнитно-порошковые дефектоскопы улавливают значительные несплошности, снижающие прочность соединений.
Ультразвуковая
Процедура ультразвуковой дефектоскопии регламентирована ГОСТ Р 55724-2013. Метод основан на способности звуковых волн отражаться от границы раздела сред различной плотности. Применяется для мелкозернистых металлов. Фиксирует крупные зерна, разрастающиеся в местах фазового перехода при любом способе сварки.
Приборы контроля трубопроводов и объемных деталей со стыковыми, тавровыми, нахлесточными и угловыми сварными швами бывают разных типов:
- импульсные дефектоскопы фиксируют интенсивность и время прохождения отраженных волн;
- теневые определяют снижение энергии или смещение фазы ультразвуковых волн, огибающих дефект;
- зеркально-теневые менее чувствительные, предназначены для обнаружения структурных уплотнений и несплошностей;
- импедансные необходимы для исследования сварных тонкостенных деталей, труб.
Ультразвук генерирует наклонный преобразователь. Его перемещают вдоль шва вращательными движениями. Стационарные установки контроля используют в лаборатории. Для работы на местах используют мобильные дефектоскопы. Они определяют место расположения и характер дефекта. Ультразвуковой метод контроля не отличается высокой точностью. Чувствительность дефектоскопов определяется минимальными размерами эталонов (отражателей). Для расшифровки результатов необходима специальная подготовка.
Радиационная
Такая дефектоскопия основана на способности металлов поглощать рентгеновские лучи. По сути, это рентген. Изображение, зафиксированное на пленке, расшифровывают негатоскопом. Метод характеризуется высокой точностью. Выявляет непровары, трещины, шлаковые включения и другие дефекты, не обнаруженные дефектоскопами другого типа. Дает представление о виде, характере и расположении несплошностей. Используется только в лабораторных условиях. Установки необходимо экранировать, так как контролеры подвергаются воздействию излучения.
Метод утвержден ГОСТ 23055-78. Дефектограмма не определяет:
- несплошности, размером меньше двойной чувствительности, расположенные по направлению лучей;
- дефекты: менее 0,1 мм при толщине заготовок 40 м, (0,2 – от 40 до 100; 0,3 – от 100 до 150);
- непровары и трещины, совпадающие с острыми углами, посторонними деталями.
Капиллярная
Метод капиллярной дефектоскопии применяется для любых плотных материалов (цветных и черных металлов, пластика, керамики, стекла). Пенетранты (цветовые индикаторы) обладают хорошей проницаемостью, заполняют даже самые мелкие пустоты. Они производятся на водной или органической основе (масло, керосин).
Капиллярные дефектоскопы для проверки сварных швов разделяют по способу информации:
- цветные (хроматические), используются жидкости с устойчивой контрастной окраской, чаще красные;
- яркостные (ахроматические), определяют интенсивность цвета, характеризующие глубину дефекта;
- люминесцентные, используемые жидкости содержат вещества, видимые в ультрафиолетовом излучении;
- люминесцентно-цветные, пенетранты видимы по всему спектру.
Чувствительность контролирующих устройств:
- I класс – выявляются дефекты швов от 0,1 мм до микрона;
- II класс – до 0,5 мкм.
Пенетранты выпускают жидкостные и в аэрозолях. В комплекте с ними идут очистители, проявители, атлас дефектов (эталонные фотографии, по которым анализируют получившийся рисунок).
Цветная дефектоскопия проводится в соответствии с ГОСТ 18442-80. Процесс состоит из пяти стадий:
- предварительная очистка исследуемой поверхности химическим способом или паром с последующей сушкой;
- нанесение индикаторного пенетранта любым возможным способом;
- удаление излишек красителя через определенный временной интервал, указанный в инструкции (от 5 до 20 минут в зависимости от проницаемости жидкости);
- обработка поверхности проявителем, меняющим или усиливающим цвет пенетранта;
- анализ полученного рисунка.
Выбор метода
Учитывают основные параметры исследуемых швов:
- физические характеристики;
- толщину и габариты заготовок;
- состояние поверхности: для ультразвука необходима зачистка с контактной смазкой, для магнитно-резонансного метода – проводят осадку шва (снимают поверхностные напряжения), для капиллярного исследования требуется идеально ровная и очищенная поверхность.
При выборе метода дефектоскопии необходимо учитывать:
- размеры допустимых дефектов, по техническим условиям подбирают чувствительность приборов;
- условия проведения исследований.
Если важно выявить объемные дефекты, пустоты – надежнее провести радиационный контроль. Трещины и непровары определяют ультразвуком, магнитным полем. Дефекты, выходящие на поверхность, выявляют капиллярным методом.
Контроль трубопроводов

Трубопроводы - это артерии промышленности. Их классифицируют по разным признакам, например, в зависимости от предназначения выделяют:
- магистральные трубопроводы, которые, к примеру, транспортируют кровь Земли от места добычи до места переработки и/или потребления (нефтегазовая область);
- технологические трубопроводы, которые соединяют предприятия и используются для транспортировки различного сырья, газа, жидкостей и т.п.
- дюкеры - участки трубопроводов, прокладываемые по местности определённого характера, и тонели, которые служат вместилищем для тепло- и электросетей, а так же других видов трубопроводных путей.
Этапы контроля трубопроводов
- входной контроль металла труб и трубных заготовок, а так же всех сопутствующих деталей;
- проверку квалификации сварщиков;
- визуально-измерительный контроль, который проводится процессе сварки-сборки, обмер сварных швов (дополнительно обмеряются макрошлифы сварных швов, которые выполнены двусторонней сваркой под флюсом);
- контроль качества изоляции трубопроводов, коррозии и герметичности;
- неразрушающий контроль для проверки сварных соединений;
- так же проводятся механические испытания в случае сварки вращающейся дугой, стыковой контактной сварки с оплавлением, паянных соединений.
Термин “контроль трубопроводов” употребляется в разных значениях, он может означать и совокупность всех вышеописанных действий, и каждый пункт в отдельности. Каждый раз его следует трактовать в зависимости от контекста.
Каждый этап контроля качества трубопроводных путей является многоступенчатым процессом. Например, контроль качества металла включает проверку сопроводительных документов, маркировки, тары и упаковки, размеров, состояния поверхности, структуры и состава. Для каждого этапа используются специальная аппаратура, к примеру, при контроле изоляции трубопроводов, который осуществляется во время сборки под сварку, а так же уже в процессе работы трубопроводного транспорта и представляет собой проверку качества нанесения изоляционного слоя, его целостность, толщину и сплошность, применяют толщинометры покрытий, электроискровые дефектоскопы, адгезиметры и др.
Неразрушающий контроль сварных швов трубопроводов
Необходима так же постоянная проверка на предмет целостности и отсутствия дефектов сварных швов трубопроводов, которые приводят к ухудшению эксплуатационных показателей, герметичности, сплошности и т.д. Выделяют следующие типы дефектов.
Наружные (поверхностные и подповерхностные, которые залегают на глубине 2-3 мм) - наплывы, поры, выходящие на поверхность, прожоги и т.д.

Внутренние (глубинные) - поры и трещины, которые не выходят на поверхность металла, различные включения, непровары, несплавления и т.д.

Для выявления определённого типа дефектов подходят различные методы, именного поэтому неразрушающий контроль сварных соединений (далее НК) - это всегда комплексный подход, который сочетает в себе несколько видов НК.
Согласно ГОСТ 18353-79 в зависимости от специфики используемого индикатора (магнитное поле, рентгеновское излучение, проникающие вещества), выделяют следующие методы неразрушающего контроля:
- Методы, позволяющие выявлять наружные дефекты.
- Магнитный (магнитопорошковый метод). Реализуется благодаря эффектам магнетизма. На намагниченный объект исследования наносится специальная суспензия, которая обазует определённые структуры в местах дефектов. Этот метод работает только для выявления наружных дефектов металла: трещин, кратеров, наплывов, прожогов и т.п.
- Вихретоковый. В объекте возбуждаются вихревые токи, благодаря, к примеру, индукционной катушке. На основе взаимодействия электромагнитного поля катушки и индуцированного тока объекта делаются выводы о состоянии металла. Метод позволяет выявлять поверхностные дефекты, а так же дефекты, залегающие на глубине 2-3 мм. Помимо этого, при помощи вихревого контроль можно получить информацию о структуре металла, его размерах и составе.
- Оптический. Используется оптическое излучение (волны, длиной от 10-5 до 10-3 мкм). Есть одно но - для обнаружения не только поверхностных, но и внутренних дефектов метод используется только применительно к прозрачным объектам, т.е. в случае контроля качества сварных стыков трубопроводов он работает только для выявления наружных дефектов.
- Проникающими веществами. Подходит исключительно для выявления внешних поверхностных или же сквозных дефектов. На подготовленную поверхность наносится индикаторная жидкость (пенетрат), которая проникает в трещины и задерживается там; локализация дефектов происходит после нанесения проявителя визуальным осмотром либо при помощи специальных преобразователей.
- Электрический. Реализуется на основе взаимодействия электрического поля с объектом исследования, либо на анализе электрического поля, возникающего в объекте. Например, при приложении электрического напряжения на объект в местах дефекта регистрируется падение напряжения, которое поможет рассказать о характере и размерах повреждений.
- Радиоволновой. Применяется для объектов, пропускающих радиоволны. Информацию о дефектах получают путём фиксации изменения показателей электромагнитных волн, взаимодействующих со сварным швом.
- Тепловой. Для поиска дефектов используется активный вид теплового контроля, при котором объект исследования подвергается тепловому излучению, которое передаётся на регистрирурющий прибор. Повышенная/пониженная температура в определённых местах шва говорит о наличии в них дефектов. Применяется для выявления нарушения сплошности в сварном шве (пор, расслоений, шлаковых включений), а так же для локализации проблемных мест в его структуре и некоторых свойствах физико-химического характера.
- Радиационный (радиографический). Радиационное излучение проникает сквозь предмет, при этом в местах дефектов поглощение лучей выше, и поэтому на специальной плёнке они проявятся светлыми пятнами. Существует несколько подвидов этого метода, самые распространённые из которых рентгенографический контроль, рентгеноскопия и метод гамма-излучения. Этот вид неразрушающего контроля практически универсальный, он позволяет отследить дефекты по всей толщине шва, даёт представление об их характере, размерах и местоположении. Радиографический контроль применяется, как правило, для просвечивания 5-10% шва, кроме отдельных случаев, в которых проверка этим методом доходит до 100% длины шва. Классификация дефектов сварных швов по ГОСТу 23055-78 составлена на основе радиографического метода. Наша компания специализируется на рентгенографическом методе контроля, являясь одним из лидеров на Российском рынке радиографии. Рентгеновские аппараты нашего производства могут применяться в суровых климатических условиях Крайнего Севера (модификации “С”), на труднодоступных участках трубопроводов, на АЭС.
- Акустический. Инфразвуковые, звуковые или ультразвуковые волны действуют на объект либо возбуждаются в объекте. С их помощью можно выявить малейшие повреждения металла трубопровода, так же этот метод подменяет радиографический при исследовании, например, угловых стыков трубопроводов.
За сим краткий обзор о том, что же такое есть контроль трубопроводов, мы завершаем, в следующих статьях рассмотрим более подробно методы неразрушающего контроля сварных соединений, отдельно - радиоаграфию и оборудование, которое для этого используется.
Термины
Неразрушающий контроль (НК) - методы контроля качества изделий, при котором не происходит нарушения их целостности.
Макрошлиф - вырезанный и отшлифованный образец сварного шва.
Двухсторонняя сварка - сварка, при которой шов выполняется с двух сторон соединеиния труб. Она чревата своими специфичными дефектами, которые могут возникнуть в металле, например, газовыми раковинами. Поэтому сварные стыки, выполненные этим видом сварки проверяются дополнительно по макрошлифам.
Читайте также: