Миг сварка нержавейки полуавтоматом
Обновлено: 28.06.2024
Современный MIG/MAG полуавтоматический процесс сварки нержавеющих сталей с использованием защитного газа заключается в автоматической подаче присадочного материала в сварочную зону.
Присадочная проволока под воздействием дуги начинает расплавляться, формируя сварочный шов вместе с нержавеющим металлом. Для достижения более качественной сварки нержавеющих сталей используется импульсный режим. Импульсная сварка полуавтоматом позволяет добиться полного контроля над тепловложением и формированием сварочного качественного шва с оптимальной глубиной проплавления, а также исключить коробление и деформацию изделия. Кроме того, необходимо правильно выполнить все настройки инвертора, подобрать присадочный материал и выбрать защитный газ. При полуавтоматической сварке МИГ/МАГ нержавеющих металлов достигается высокая скорость формирования шва с оптимальной глубиной провара и красивой формой сварочного соединения.
Сварка нержавеющих металлов полуавтоматом может выполняться тремя методами:
- короткой дугой – для сварки нержавейки толщиной до 0,8 миллиметров;
- струйной дугой – для сварки изделий толщиной от 0,8 до 3 миллиметров;
- импульсный режим сварки – для сварки нержавейки разного сечения – наиболее эффективный метод, позволяющий добиться качественного провара с контролируемым тепловложением.
Оборудование и расходные материалы
Для качественной сварки нержавеющих металлов методом MIG/MAG необходимо следующее оборудование и материалы:
- инверторный полуавтомат c импульсным режимом сварки, к примеру;
- присадочная проволока нужного сечения, которая по составу идентична свариваемому металлу;
- баллон с газом (преимущественно смесь аргона и углекислоты);
- материалы для обработки и подготовки изделия до и после проведения сварочных работ.
Ниже представлена таблица с правильным подбором диаметра присадочной проволоки и выбора величины сварочного тока в зависимости от сечения свариваемого изделия. Присадочный материал небольшого диаметра позволяет добиться глубокого провара с устойчивым горением сварочной дуги.
| Толщина металла, мм | Сечение проволоки, мм | Сила тока, Ампер |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Сварка нержавейки полуавтоматом с другими типами металлов
Современная MIG/MAG-сварка полуавтоматом используется для соединения алюминиевых, высоколегированных, низколегированных металлов и разных сплавов с нержавейкой. Рассмотрим особенности сварки полуавтоматом нержавейки с другими металлами:
- сварка с черными металлами – снижается текучесть металла, защищается рабочая поверхность от воздействия атмосферы;
- при сварке металлов марки Ст40 с нержавейкой используется проволока 08Г2С, что позволяет исключить деформацию шва (разрыв) по границе с черным металлом при остывании;
- при сварке меди с нержавейкой используют легкоплавкие припои и флюс;
- импульсный режим сварки нержавейки с алюминием и другими металлами позволяет добиться хорошую коррозийную стойкость, качественный провар с контролируемым тепловложением;
- сварку алюминия с нержавейкой рекомендуется выполнять в импульсном режиме в среде аргона с использованием медно-порошковой проволоки.

Рекомендации и нюансы
Полуавтоматическая сварка МИГ/МАГ нержавеющих металлов имеет ряд особенностей, которые необходимо учесть при проведении сварочных работ:
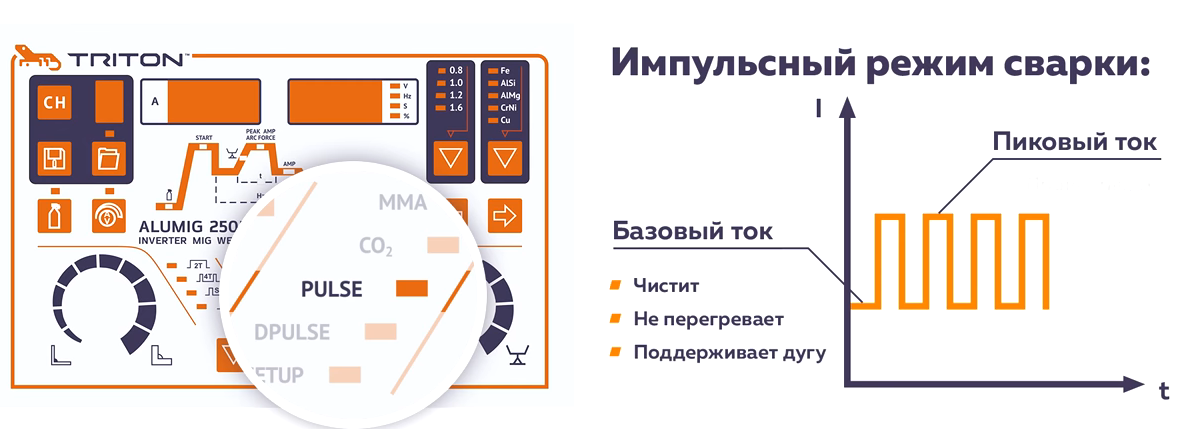
- Иногда сварку нержавейки выполняют в режиме Double Pulse – двойной пульс. В данном режиме происходит наложение двух импульсов (низкого и высокого) на сварочный базовый ток. Во время высокого импульса достигается высокоэффективная сварка, а в период низкого импульса металл остывает, исключается образование подтеков и коробления В высокий период импульса сварочная капля «вгоняется» в зону расплава, без включения коротких замыканий, а в низкий период происходит остывание металла, исключая образование наплывов и подтеков. . В режиме Double Pulse достигается идеальный теплообмен плавления присадочного материала и ванны нержавейки, и повышается качество шва. Режим «Двойного пульса» реализован в аппарате TRITON ALUMIG 250P Dpulse Synergic.
- Сварка осуществляется при обратной полярности. Сварка при прямой полярности осуществляется только под флюсами.
- В качестве защитного газа применяется смесь углекислоты и аргона.
- Вылет присадочной проволоки должен быть в пределах 6-12 миллиметров. Средний расход газовой смеси настраивать в пределах 6-12 м³/мин.
- Сварка осуществляется углом горелки назад для достижения глубокого проплавления и правильной формы шва. Сварка углом вперед используется для тонколистовых металлов, когда необходима небольшая глубина провара с широкой формой шва.
Обработка нержавейки после проведения сварочных работ
При сварке нержавейки полуавтоматом в режиме МИГ/МАГ образуется пористый слой окиси на поверхности заготовки. При этом хром, который содержится в металле, ослабляет свойства стали, подвергая ее коррозии. Для устранения этих дефектов нужно выполнять тщательную подготовку и обработку изделий после завершения сварочного процесса.
Перед началом работ необходимо:
- очистить рабочую поверхность заготовки от следов масла, ржавчины и т.д.;
- обезжирить поверхность изделия с помощью ацетона или растворителя.
В конце сварочного цикла следует проверить внешний вид шва, и при необходимости выполнить очистку и шлифовку.

Защитный газ – нужен ли при сварке полуавтоматом нержавейки
Полуавтоматическая сварка нержавейки может осуществляться и без принудительной подачи защитного газа. Для этого режима следует применять порошковую проволоку со специальным покрытием, которое при расплавлении создает защитную оболочку для формирования шва. Однако при данном режиме сварки не гарантируется высокая коррозийная стойкость готового изделия, и со временем возможно образование ржавчины на поверхности металла. По этой причине рекомендуется использовать присадочный материал с защитным газом для получения качественного шва.
О сварке нержавейки полуавтоматом (MIG) в среде защитных газов
Сварка нержавейки полуавтоматом – является наиболее популярным способом сваривания в среде защитного газа, к которому прибегают и в авторемонтных мастерских, и на крупных промышленных производствах. Из нашей статьи вы узнаете, в чем заключается технология метода полуавтоматической сварки нержавеющих сталей, какие она имеет особенности, и о чем стоит помнить в процессе сварки, чтобы добиться идеального качества сварного шва.
Содержание
Что представляет из себя метод сварки нержавеющей стали полуавтоматом
- Короткой дугой (для нержавейки толщиной равной или менее 0,8 мм);
- При помощи струйного переносатолщина нержавейки в пределах от 0,8 мм до 3 мм);
- Импульсной сваркой (толщина нержавеющей стали более 3 мм. Но можно применять и для более тонколистовой стали).
Где чаще всего применяется этот метод
Нержавеющая сталь активно используется во многих сферах нашей жизни, и, конечно, в процессе работы с этим металлом, а также в ходе выполнения тех или иных деталей из него приходится обращаться к сварке. Метод MIG по праву считается универсальным. Высокая эффективность способа позволяет применять его и в гаражных условиях, и при изготовлении бытовых приборов, посуды, например, в случае монтажа и сваривания различных оград, металлических баков на даче, и на крупных производствах в автомобильной промышленности при серьезных требованиях к качеству сварочного шва и оперативности свариваемого процесса.
Обязательно ли использовать защитный газ
Возможна сварка нержавейки полуавтоматом без использования газа. Такой способ сваривания характеризуется тем, что в процессе участвует специальная порошковая проволока. Результатом становится качественный шов. Но недостаток такого способа заключается в том, что шовный материал с течением времени будет покрываться ржавчиной. Поэтому для работ с нержавейкой лучше применять проволоку из нержавеющей стали и с подачей защитного газа в сварную ванну.
Какие достоинства и недостатки есть у данного метода в отличие от MMA и TIG сварки
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, ручная сварка нержавейки ММА метод сварки нержавейки полуавтоматом (MIG) (c газом) имеет следующие преимущества:
- Высокая производительность;
- Небольшое количество дыма.
К неудобствам данного метода причисляют:
- Необходимость приобретения газового баллона;
- Ограниченное применение на открытом воздухе.
Для метода MIG без газа при помощи порошковой проволокой выделяют свои плюсы и минусы. Так к достоинствам этого способа относится
- Отсутствие газовых баллонов;
- Идеально для процесса сваривания на открытом воздухе.
А из недочетов выделяют:
- Необходимость удаления шлаков;
- Затраты на порошковую проволоку.
Вывод: Высокая производительность перекрывает неудобство от необходимости использования газового баллона, именно поэтому метод с газом является наиболее популярным, в особенности в помещениях.
Сварочные материалы и оборудование для сварки нержавейки полуавтоматом
Для того чтобы сваривать нержавейку полуавтоматом вам понадобятся:
- ;
- присадочная проволока для сварки нержавейки полуавтоматом (выполняется по ГОСТу 2246-70): BRIMA ER-308L, Lincoln Electric MIG 308 LSi d1,6, БАРС ER-309LSi, ESAB OK Autrod 347 Si d0,8 и др.;
- баллон с газом;
- стальная щетка;
- растворитель.
Хотя можно, как говорилось выше, варить и без газа, тогда необходимым станет приобретение самозащитной порошковой проволоки.
Многие интересуются, какой проволокой варить нержавейку. Электродная проволока выбирается в зависимости от толщины свариваемых деталей (таблица 1). Тонкая проволока обеспечивает устойчивое горение дуги для достижения большей глубины провара. Толстая проволока нуждается в значительных величинах сварочного тока, в среднем по 100 А на каждый дополнительный мм диаметра.
| Толщина листа, мм | Диаметр проволоки, мм | Сила тока, А |
| 1 | 0,8 | 65 |
| 1,5 | 0,8 | 115 |
| 2 | 0,8 | 130 |
| 3 | 1 | 215 |
| 3 | 1 | 210 |
| 4 | 1 | 220 |
| 4 | 1,2 | 280 |
| 5 | 1,2 | 300 |
| 5 | 1,2 | 190 |
| 6 | 1,2 | 300 |
| 6 | 1 | 115 |
| 8 | 1,2 | 300 |
| 8 | 1 | 130 |
| 10 | 1,2 | 300 |
Какие типы металлов (стали) можно сваривать с нержавейкой
Метод MIG-MAG применяется, когда необходимо сварить низко-, так и высоколегированные (нержавеющие) стали, а также алюминий и его сплавы. Достаточно новым использованием метода является пайка полуавтоматом MIG-Brazing в среде защитного газа. Причем возможны различные комбинации свариваемых материалов: медь-медь, сталь-сталь, медь-сталь и пр.
Особенности процесса сварки и рекомендации
К особенностям процесса сваривания методом MIG относится несколько моментов, которые необходимо учитывать с целью достижения наилучшего результата. Приводим рекомендации опытных сварщиков:
- Газовая смесь для сварки должна включать: 30% аргона и 70% специальной сварочной углекислоты (можно применять пищевую).
- Вылет электродной проволоки должен находиться в пределах 6-12 мм. При сварке расстояние от сопла должно равняться 5-15 мм. Рабочий расход газовой сварочной смеси будет составлять 6-12 м³/мин при давлении в 0,05-0,2 атм. При уменьшении количества газа сварочный шов будет низкого качества.
- При работе используется обратная полярность. Прямая полярность возможна лишь при сваривании под флюсами.
- Соблюдать угол сварки надо таким образом, чтобы он смотрел назад, то есть сварщик двигается слева направо. Наклон должен составлять примерно 5-10 градусов. Это дает хорошую глубину проплавления, шов получается более ровным и качественным. При наклоне угла вперед, получается широкий шов, а глубина проплавления уменьшается. Такой вариант является более подходящим для тонких листов металла.
Вывод: Внимательное отношение к деталям сварочного процесса напрямую влияет на его результат, другими словами, на качество сварочного шва.
Обработка нержавейки после сварки полуавтоматом
В процессе сварки нержавейки любым методом, включая и МIG/MAG способ, возникает пористый слой окиси, а хром, содержащийся в стали, послабляет металл, увеличивая его способность ржаветь. Поэтому необходимо тщательно обработать изделие после сварочных работ.
Какие модели полуавтоматов лучше всего подойдут для сварки нержавейки
Сегодня на рынке сварочного оборудования представлен широкий ассортимент полуавтоматических агрегатов российского, так и зарубежного производства,
В зависимости от требуемого напряжения можно выбрать:
- Модели сварочных полуавтоматов (MIG/MAG) под напряжение сети в 220В:
Недорогие модели - Сварог EASY MIG 160 (N219), ФЕБ НОРМА-205МП, Это достаточно компактные сварочники, которые несмотря на демократичную стоимость могут использоваться для сварки MIG как с газом так и без.
Модели премиум класса - EWM Picomig 180 Puls, KEMPPI MinarcMIG EVO 170, KEMPPI MinarcMIG EVO 200, Lincoln Electric Speedtec 200C. Это аппараты последнего поколения сварочной техники, созданные для профессиональной сварки, обеспечивающие решение широкого круга задач. Инверторы сохраняют функциональность даже при падениях и толчках.
- Модели сварочных полуавтоматов (MIG/MAG) под напряжение сети в 380В:
Среди бюджетных вариантов BRIMA MIG 250, TRITON MIG 300, отличающимися высокими производительными характеристиками, несмотря на компактные размеры.
И премиальные модели для профессиональной сварки, характеризующиеся многофункциональностью и высоким качеством солидных европейских производителей EWM Phoenix 351 Puls, KEMPPI FastMig Pulse 450.
Вывод: Выбор конкретной модели сварочника зависит от преследуемой задачи, условий работы и материальных возможностей сварщика. В Тиберис вы с легкостью подберете тот агрегат, который устроит по всем показателям. Здесь же вы сможете получить профессиональную консультацию опытных специалистов по всем вопросам, касающимся метода MIG сварки.
Сварка нержавейки полуавтоматом: что нужно, технология, лайфхаки
Сварка полуавтоматом нержавеющей стали - способы и советы по сварочному процессу.
При больших объемах сварки нержавеющей стали целесообразно использовать полуавтомат. Почему именно такое сварочное оборудование лучше, как его правильно настроить и вести сварку, расскажем в нашей статье.
Суть полуавтоматической сварки нержавейки

Сварка нержавейки полуавтоматом — это процесс соединения металла при помощи плавления кромок электрической дугой в среде защитного газа. В аппарате есть подающий механизм, толкающий сварочную проволоку. Она выступает одновременно электродом для замыкания контакта, возбуждающего электрическую дугу, и присадочным материалом. Ток на нее подается через токосъемный наконечник (мундштук).
Проволока проталкивается непрерывно, пока нажата кнопка на горелке. Это позволяет прокладывать длинные швы без отрыва. Одновременно подается защитный газ, поступающий из баллона через редуктор и газовый клапан. При сварке нержавейки используется смесь аргона и углекислоты. Газовая среда вытесняет окружающий воздух, поэтому сварочная ванна не бурлит, жидкий металл равномерно растекается, сварщик может управлять дугой и формировать красивые швы.
Сварочный ток вырабатывает инвертор полуавтомата. В нем настраивается сила тока, напряжение, индуктивность. Подающий механизм бывает встроенный в единый корпус с инвертором или с раздельным исполнением. В нем предусмотрена настройка скорости подачи проволоки и холостая протяжка без газа, необходимая при установке новой катушки, чтобы довести конец проволоки до сопла горелки.
Сферы использования полуавтомата для сварки нержавейки
Сварка нержавейки полуавтоматом широко применяется на разных производствах, в мастерских и в быту. На предприятиях это может быть сваривание элементов автомобилей (защитные дуги бамперов, подножки, выхлопная система), изготовление крупных емкостей и коллекторов химической промышленности, водоочищающих промышленных фильтров и пр. В пищевой промышленности полуавтоматами соединяют магистрали для подачи жидкостей (молоко, соки и пр.).
В быту сварка нержавейки полуавтоматом пригодится при изготовлении бака, оград, решеток. Имея полуавтомат для сварки нержавеющей стали получится самому заварить прогоревший глушитель, сделать емкость, отремонтировать нержавеющую посуду.
Какие легированные стали можно сваривать полуавтоматом

Под нержавейкой подразумевается металл, способный сопротивляться коррозии. Для этого в его составе присутствуют легирующие добавки в виде хрома, никеля, марганца, молибдена. Различают низколегированные, среднелегированные и высоколегированные металлы. Полуавтоматом можно сваривать все виды, но только с соблюдением определенных условий.
Низколегированные стали (содержание легирующих элементов 3-5%) и среднелегированные стали (5-10%) свариваются "на холодную", т.е. можно приставить заготовки и сразу варить полуавтоматом. Высоколегированные металлы (содержание присадок более 10%) можно сваривать так же, но лучше использовать предварительных подогрев до 300-400º С. Эта категория нержавеющих сталей называется аустенитными (высокое содержание хрома и никеля), отлично сваривается при любой толщине и долго сопротивляются коррозии, если правильно подобрать сварочную проволоку.


Сварка нержавейки полуавтоматом: всё что нужно знать в одном месте
Можно ли варить нержавейку полуавтоматом и что это такое?
Сварка нержавейки полуавтоматом представляет собой соединение заготовок между собой в среде защитного газа. Выделяют две технологии: MIG (сварка металла инертным газом) и MAG (сварка активным газом). Для проведения данного типа сварки необходимы защитный газ и сварочная проволока, которая автоматически непрерывно подается в зону сварки. Таким образом, присадочный материал плавится вместе со сталью заготовок, образуя сварной шов. Защитный газ, поступающий из баллона, нужен для того, чтобы кислород не смог проникнуть в зону сварки и окислить металл.
Достоинства и недостатки сварки полуавтоматом
Достоинства:
- высокая производительность без потери качества сварного шва;
- отсутствие сильной задымленности, что облегчает сварку в помещении;
- небольшое количество брызг металла (благодаря постепенной подаче сварочной проволоки);
- возможность сваривать тонкие и толстые заготовки;
- уменьшенное количество расхода сварочного материала.
Недостатки:
- необходимость использования газового баллона
В этом недостатке кроется сложность транспортировки баллона к месту сварки. Но если учесть все перечисленные достоинства, то на этот недостаток с легкостью можно закрыть глаза.
Видео о сварке нержавейки полуавтоматом
Особенности сварки нержавеющей стали полуавтоматом
Как и любой другой способ, сварка полуавтоматом имеет свои особенности. Рассмотрим самые важные из них:
- газовая смесь для сварки должна включать в себя 70% углекислого газа и 30% аргона
- угол сварки должен составлять от 5 до 10 градусов по отношению к детали для лучшего проплавления шва. Это особенно актуально для сваривания толстых деталей
- обратная полярность
- видимая длина присадочного материала должна составлять от 6 до 12 мм. При формировании шва расстояние от сопла до металла должно быть минимальным
Обычно выделяют 3 способа соединения заготовок методом сварки полуавтоматом:
1. Струйным переносом
Его используют при необходимости сварить толстостенные детали между собой. Для этого применяют порошковую проволоку и специальные головки.
2. Короткой дугой сваривают тонкую нержавейку для исключения прожига металла
3. В среде защитного газа
Наиболее традиционный метод сварки, где в качестве защитного газа используется аргон, углекислота или их смесь. Более подробно поговорим об этом ниже.
Использование газа в сварке нержавеющей стали
Когда мы используем полуавтомат для сварки нержавейки, возникает следующий вопрос: “Какой газ использовать?”
Существует 3 варианта газа, которые можно использовать:
Аргон
Сварка нержавейки полуавтоматом в среде аргона широко используется из-за эстетичности получаемых швов, но имеет недостатки в виде обилия брызг, нестабильности дуги и высокой стоимости.
Углекислый газ
Сварка полуавтоматом нержавейки в среде углекислого газа - самый дешевый вариант, но из-за ещё большего количества брызг, чем при аргоне, швы получаются очень грубыми.
Cмесь аргона и углекислого газа
В основном эти смеси содержат 98% аргона и 2% углекислого газа, либо 95% и 5% соответственно. Это самый оптимальный вариант, т.к. он объединяет в себе и доступную стоимость, и хорошее качество шва. При отсутствии высоких требований к виду шва процент углекислого газа возможно увеличить до 30.
Но всегда ли необходим защитный газ?
Ответ - нет. Защитную среду можно обеспечить и без использования газа. В этом случае применяют аналог сплошной проволоке - порошковую проволоку. Она представляет собой тонкостенную трубку, которая внутри заполняется флюсом и газом. Сверху покрывается металлическим защитным слоем, который при плавлении высвобождает флюс, который в свою очередь перекрывает доступ кислорода к месту сварки.
При этом порошковую проволоку применяют не так часто в силу неспособности обеспечить нужную защиту зоны сварки. Это в свою очередь занижает качество шва - он становится менее долговечным и прочным.
Читайте также: