Минимальная температура при сварке трубопроводов
Обновлено: 11.05.2024
3.1. При перемещении труб и собранных секций, имеющих антикоррозионные покрытия, следует применять мягкие клещевые захваты, гибкие полотенца и другие средства, исключающие повреждение этих покрытий.
3.2. При раскладке труб, предназначенных для хозяйственно-питьевого водоснабжения, не следует допускать попадания в них поверхностных или сточных вод. Трубы и фасонные части, арматура и готовые узлы перед монтажом должны быть осмотрены и очищены изнутри и снаружи от грязи, снега, льда, масел и посторонних предметов.
3.3. Монтаж трубопроводов должен производиться в соответствии с проектом производства работ и технологическими картами после проверки соответствия проекту размеров траншеи, крепления стенок, отметок дна и при надземной прокладке - опорных конструкций. Результаты проверки должны быть отражены в журнале производства работ.
3.4. Трубы раструбного типа безнапорных трубопроводов следует, как правило, укладывать раструбом вверх по уклону.
3.5. Предусмотренную проектом прямолинейность участков безнапорных трубопроводов между смежными колодцами следует контролировать просмотром «на свет» с помощью зеркала до и после засыпки траншеи. При просмотре трубопровода круглого сечения видимый в зеркале круг должен иметь правильную форму.
Допустимая величина отклонения от формы круга по горизонтали должна составлять не более 1/4 диаметра трубопровода, но не более 50 мм в каждую сторону. Отклонения от правильной формы круга по вертикали не допускаются.
3.6. Максимальные отклонения от проектного положения осей напорных трубопроводов не должны превышать ± 100 мм в плане, отметок лотков безнапорных трубопроводов - ± 5 мм, а отметок верха напорных трубопроводов - ± 30 мм, если другие нормы не обоснованы проектом.
3.7. Прокладка напорных трубопроводов по пологой кривой без применения фасонных частей допускается для раструбных труб со стыковыми соединениями на резиновых уплотнителях с углом поворота в каждом стыке не более чем на 2° для труб условным диаметром до 600 мм и не более чем на 1° для труб условным диаметром свыше 600 мм.
3.8. При монтаже трубопроводов водоснабжения и канализации в горных условиях кроме требований настоящих правил следует соблюдать также требования разд. 9 СНиП III-42-80.
3.9. При прокладке трубопроводов на прямолинейном участке трассы соединяемые концы смежных труб должны быть отцентрированы так, чтобы ширина раструбной щели была одинаковой по всей окружности.
3.10. Концы труб, а также отверстия во фланцах запорной и другой арматуры при перерывах в укладке следует закрывать заглушками или деревянными пробками.
3.11. Резиновые уплотнители для монтажа трубопроводов в условиях низких температур наружного воздуха не допускается применять в промороженном состоянии.
3.12. Для заделки (уплотнения) стыковых соединений трубопроводов следует применять уплотнительные и «замковые» материалы, а также герметики согласно проекту.
3.13. Фланцевые соединения фасонных частей и арматуры следует монтировать с соблюдением следующих требований:
фланцевые соединения должны быть установлены перпендикулярно оси трубы;
плоскости соединяемых фланцев должны быть ровными, гайки болтов должны быть расположены на одной стороне соединения; затяжку болтов следует выполнять равномерно крест-накрест;
устранение перекосов фланцев установкой скошенных прокладок или подтягиванием болтов не допускается;
сваривание стыков смежных с фланцевым соединением следует выполнять лишь после равномерной затяжки всех болтов на фланцах.
3.14. При использовании грунта для сооружения упора опорная стенка котлована должна быть с ненарушенной структурой грунта.
3.15. Зазор между трубопроводом и сборной частью бетонных или кирпичных упоров должен быть плотно заполнен бетонной смесью или цементным раствором.
3.16. Защиту стальных и железобетонных трубопроводов от коррозии следует осуществлять в соответствии с проектом и требованиями СНиП 3.04.03-85 и СНиП 2.03.11-85.
3.17. На сооружаемых трубопроводах подлежат приемке с составлением актов освидетельствования скрытых работ по форме, приведенной в СНиП 3.01.01-85* следующие этапы и элементы скрытых работ: подготовка основания под трубопроводы, устройство упоров, величина зазоров и выполнение уплотнений стыковых соединений, устройство колодцев и камер, противокоррозионная защита трубопроводов, герметизация мест прохода трубопроводов через стенки колодцев и камер, засыпка трубопроводов с уплотнением и др.
3.18. Способы сварки, а также типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов должны соответствовать требованиям ГОСТ 16037-80.
3.19. Перед сборкой и сваркой труб следует очистить их от загрязнений, проверить геометрические размеры разделки кромок, зачистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
3.20. По окончании сварочных работ наружная изоляция труб в местах сварных соединений должна быть восстановлена в соответствии с проектом.
3.21. При сборке стыков труб без подкладного кольца смещение кромок не должно превышать 20 % толщины стенки, но не более 3 мм. Для стыковых соединений, собираемых и свариваемых на остающемся цилиндрическом кольце, смещение кромок изнутри трубы не должно превышать 1 мм.
3.22. Сборку труб диаметром свыше 100 мм, изготовленных с продольным или спиральным сварным швом, следует производить со смещением швов смежных труб не менее чем на 100 мм. При сборке стыка труб, у которых заводской продольный или спиральный шов сварен с двух сторон, смещение этих швов можно не производить.
3.23. Поперечные сварные соединения должны быть расположены на расстоянии не менее чем:
0,2 м от края конструкции опоры трубопровода;
0,3 м от наружной и внутренней поверхностей камеры или поверхности ограждающей конструкции, через которую проходит трубопровод, а также от края футляра.
3.24. Соединение концов стыкуемых труб и секций трубопроводов при величине зазора между ними более допускаемого следует выполнять вставкой «катушки» длиной не менее 200 мм.
3.25. Расстояние между кольцевым сварным швом трубопровода и швом привариваемых к трубопроводу патрубков должно быть не менее 100 мм.
3.26. Сборка труб для сварки должна выполняться с помощью центраторов; допускается правка плавных вмятин на концах труб глубиной до 3,5 % диаметра трубы и подгонка кромок с помощью домкратов, роликовых опор и других средств. Участки труб с вмятинами свыше 3,5 % диаметра трубы или имеющие надрывы следует вырезать. Концы труб с забоинами или задирами фасок глубиной свыше 5 мм следует обрезать.
При наложении корневого шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
3.27. К сварке стыков стальных трубопроводов допускаются сварщики при наличии документов на право производства сварочных работ в соответствии с Правилами аттестации сварщиков, утвержденными Госгортехнадзором СССР.
3.28. Перед допуском к работе по сварке стыков трубопроводов каждый сварщик должен сварить допускной стык в производственных условиях (на объекте строительства) в случаях:
если он впервые приступил к сварке трубопроводов или имел перерыв в работе свыше 6 месяцев;
если сварка труб осуществляется из новых марок сталей, с применением новых марок сварочных материалов (электродов, сварочной проволоки, флюсов) или с использованием новых типов сварочного оборудования.
На трубах диаметром 529 мм и более разрешается сваривать половину допускного стыка. Допускной стык подвергается:
внешнему осмотру, при котором сварной шов должен удовлетворять требованиям настоящего раздела и ГОСТ 16037-80;
радиографическому контролю в соответствии с требованиями ГОСТ 7512-82;
механическим испытаниям на разрыв и изгиб в соответствии с ГОСТ 6996-66.
В случае неудовлетворительных результатов проверки допускного стыка производятся сварка и повторный контроль двух других допускных стыков. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков сварщик признается не выдержавшим испытаний и может быть допущен к сварке трубопровода только после дополнительного обучения и повторных испытаний.
3.29. Каждый сварщик должен иметь присвоенное ему клеймо. Сварщик обязан выбивать или наплавлять клеймо на расстоянии 30 - 50 мм от стыка со стороны, доступной для осмотра.
3.30. Сварку и прихватку стыковых соединений труб допускается производить при температуре наружного воздуха до минус 50 °С. При этом сварочные работы без подогрева свариваемых стыков допускается выполнять:
при температуре наружного воздуха до минус 20 °С - при применении труб из углеродистой стали с содержанием углерода не более 0,24 % (независимо от толщины стенок труб), а также труб из низколегированной стали с толщиной стенок не более 10 мм;
при температуре наружного воздуха до минус 10 °С - при применении труб из углеродистой стали с содержанием углерода свыше 0,24 %, а также труб из низколегированной стали с толщиной стенок свыше 10 мм. При температуре наружного воздуха ниже вышеуказанных пределов сварочные работы следует производить с подогревом в специальных кабинах, в которых температуру воздуха следует поддерживать не ниже вышеуказанной, или осуществлять подогрев на открытом воздухе концов свариваемых труб на длину не менее 200 мм до температуры не ниже 200 °С.
После окончания сварки необходимо обеспечить постепенное понижение температуры стыков и прилегающих к ним зон труб путем укрытия их после сварки асбестовым полотенцем или другим способом.
3.31. При многослойной сварке каждый слой шва перед наложением следующего шва должен быть очищен от шлака и брызг металла. Участки металла шва с порами, раковинами и трещинами должны быть вырублены до основного металла, а кратеры швов заварены.
3.32. При ручной электродуговой сварке отдельные слои шва должны быть наложены так, чтобы замыкающие участки их в соседних слоях не совпадали один с другим.
3.33. При выполнении сварочных работ на открытом воздухе во время осадков места сварки должны быть защищены от влаги и ветра.
3.34. При контроле качества сварных соединений стальных трубопроводов следует выполнять:
операционный контроль в процессе сборки и сварки трубопровода в соответствии с требованиями СНиП 3.01.01-85*;
проверку сплошности сварных стыков с выявлением внутренних дефектов одним из неразрушающих (физических) методов контроля - радиографическим (рентгено- или гаммаграфическим) по ГОСТ 7512-82 или ультразвуковым по ГОСТ 14782-86.
Применение ультразвукового метода допускается только в сочетании с радиографическим, которым должно быть проверено не менее 10 % общего числа стыков, подлежащих контролю.
3.35. При операционном контроле качества сварных соединений стальных трубопроводов следует проверить соответствие стандартам конструктивных элементов и размеров сварных соединений, способа сварки, качества сварочных материалов, подготовки кромок, величины зазоров, числа прихваток, а также исправности сварочного оборудования.
3.36. Внешнему осмотру подлежат все сварные стыки. На трубопроводах диаметром 1020 мм и более сварные стыки, сваренные без подкладного кольца, подвергаются внешнему осмотру и измерению размеров снаружи и изнутри трубы, в остальных случаях - только снаружи. Перед осмотром сварной шов и прилегающие к нему поверхности труб на ширину не менее 20 мм (по обе стороны шва) должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
Качество сварного шва по результатам внешнего осмотра считается удовлетворительным, если не обнаружено:
трещин в шве и прилегающей зоне;
отступлений от допускаемых размеров и формы шва;
подрезов, западаний между валиками, наплывов, прожогов, незаваренных кратеров и выходящих на поверхность пор, непроваров или провисаний в корне шва (при осмотре стыка изнутри трубы);
смещений кромок труб, превышающих допускаемые размеры.
Стыки, не удовлетворяющие перечисленным требованиям, подлежат исправлению или удалению и повторному контролю их качества.
3.37. Проверке качества сварных швов физическими методами контроля подвергаются трубопроводы водоснабжения и канализации с расчетным давлением: до 1 МПа (10 кгс/см2) в объеме не менее 2 % (но не менее одного стыка на каждого сварщика); 1 - 2 МПа (10-20 кгс/см2) - в объеме не менее 5 % (но не менее двух стыков на каждого сварщика); свыше 2 МПа (20 кгс/см2) - в объеме не менее 10 % (но не менее трех стыков на каждого сварщика).
3.38. Сварные стыки для контроля физическими методами отбираются в присутствии представителя заказчика, который записывает в журнале производства работ сведения об отобранных для контроля стыках (местоположение, клеймо сварщика и др.).
3.39. Физическим методам контроля следует подвергать 100 % сварных соединений трубопроводов, прокладываемых на участках переходов под и над железнодорожными и трамвайными путями, через водные преграды, под автомобильными дорогами, в городских коллекторах для коммуникаций при совмещенной прокладке с другими инженерными коммуникациями. Длину контролируемых участков трубопроводов на участках переходов следует принимать не менее следующих размеров:
для железных дорог - расстоянию между осями крайних путей и по 40 м от них в каждую сторону;
для автомобильных дорог - ширине насыпи по подошве или выемки по верху и по 25 м от них в каждую сторону;
для водных преград - в границах подводного перехода, определяемых разд. 6 СНиП 2.05.06-85;
для других инженерных коммуникаций - ширине пересекаемого сооружения, включая его водоотводящие устройства плюс не менее чем по 4 м в каждую сторону от крайних границ пересекаемого сооружения.
3.40. Сварные швы следует браковать, если при проверке физическими методами контроля обнаружены трещины, незаваренные кратеры, прожоги, свищи, а также непровары в корне шва, выполненного на подкладном кольце.
При проверке сварных швов радиографическим методом допустимыми дефектами считаются:
поры и включения, размеры которых не превышают максимально допустимых по ГОСТ 23055-78 для 7-го класса сварных соединений;
непровары, вогнутость и превышение проплава в корне шва, выполненного электродуговой сваркой без подкладного кольца, высота (глубина) которых не превышает 10 % номинальной толщины стенки, а суммарная длина - 1/3 внутреннего периметра соединения.
3.41. При выявлении физическими методами контроля недопустимых дефектов в сварных швах эти дефекты следует устранить и произвести повторный контроль качества удвоенного числа швов по сравнению с указанным в п. 3.37. В случае выявления недопустимых дефектов при повторном контроле должны быть проконтролированы все стыки, выполненные данным сварщиком.
3.42. Участки сварного шва с недопустимыми дефектами подлежат исправлению путем местной выборки и последующей подварки (как правило, без переварки всего сварного соединения), если суммарная длина выборок после удаления дефектных участков не превышает суммарной длины, указанной в ГОСТ 23055-78 для 7-го класса.
Исправление дефектов в стыках следует производить дуговой сваркой.
Подрезы должны исправляться наплавкой ниточ ых валиков высотой не более 2 - 3 мм. Трещины длиной менее 50 мм засверливаются по концам, вырубаются, тщательно зачищаются и завариваются в несколько слоев.
3.43. Результаты проверки качества сварных стыков стальных трубопроводов физическими методами контроля следует оформлять актом (протоколом).
3.44. Монтаж чугунных труб, выпускаемых в соответствии с ГОСТ 9583-75, следует осуществлять с уплотнением раструбных соединений пеньковой смоляной или битуминизированной прядью и устройством асбестоцементного замка, или только герметиком, а труб, выпускаемых в соответствии с ТУ 14-3-12 47-83, резиновыми манжетами, поставляемыми комплектно с трубами без устройства замка.
Состав асбестоцементной смеси для устройства замка, а также герметика определяется проектом.
3.46. Размеры элементов заделки стыкового соединения чугунных напорных труб должны соответствовать величинам, приведенным в табл. 1.
6.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п.6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл.6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис.6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12-18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12X11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0°С сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл.6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл.6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
Температура пайки полипропиленовых труб: основные этапы самостоятельной сварки + таблица значений
Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования — утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
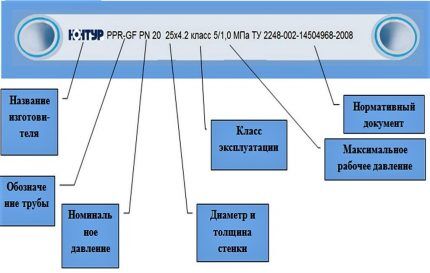
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
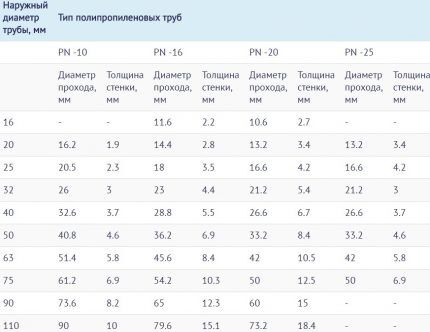
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Примеры некачественного соединения труб: внутренние и внешние наплывы полипропилена, деформация стенок, разрыв. Такой водопровод в эксплуатацию запускать нельзя
Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
- диаметр свариваемых изделий;
- время нагрева и остывания;
- температуру оборудования;
- температуру окружающей среды.
Считается, что процесс сварки ПП труб нецелесообразно проводить при температуре ниже -10 °С, верхний предел +90 °С. Наиболее благоприятной является температура внешней среды от 0 °С до +25 °С. Для удобства запоминания необходимые значения температуры и времени свели в одну таблицу.
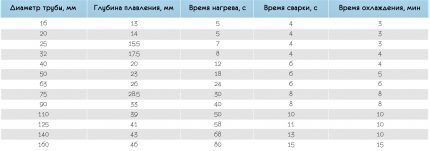
Таблица технологических значений, оптимальных при температуре окружающей среды +20 °С. Для домашнего монтажа достаточно запомнить параметры для труб диаметром 16-63 мм
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Обычно паяльник продается в комплекте с парами муфта-дорн, которые устанавливаются на аппарат в зависимости от диаметра труб
Лезвия трубореза должны быть остро наточенными, не иметь зазубрин или сломов. Чтобы движение было плавным, необходимо следить за исправностью трещоточного механизма
PPR трубы с армированием требуют дополнительной подготовки. Она заключается в снятии алюминиевого армирования шейвером или торцевателем
Специальная подставка для «утюга» обеспечивает правильное положение инструмента. Если подставки нет, пайку лучше производить вдвоем с партнером, который будет держать паяльник
Есть смысл приобретать новый инструмент, если планируется сборка системы водоснабжения «с нуля» с дальнейшим обслуживанием. Для разовых работ оборудование можно арендовать утюг для сварки ПП труб или взять на время у знакомых. Кроме специальных инструментов потребуются уровень, маркер, линейка или рулетка.
Нарезку труб производят предварительно, до начала первой пайки. Рекомендуем подготовить все элементы и сложить их согласно составленной схеме. Она является частью проекта по монтажу отопительной системы или водопровода.
Часто разводка труб представляет собой сложную систему прямых и поворотных участков. Сборку производить легче, когда небольшие отрезки труб первоначально соединены фитингами в отдельные узлы
Отмеряем отрезки труб нужной длины, аккуратно отрезаем их труборезом. Затем подбираем подходящие по диаметру фитинги – чаще всего это соединительные муфты, тройники и уголки. Если элементы армированные, снимаем алюминиевую прослойку.
В результате края деталей, которым предстоит сварка, должны быть идеально ровными, отрезанными перпендикулярно оси трубопровода, очищенными и обезжиренными.
Устанавливаем аппарат, подбираем муфты и дорны нужного диаметра. Включаем его в сеть и нагреваем, так как уже знаем, при какой оптимальной температуре следует паять полипропиленовые трубы – +260 °С. Именно она указана в инструкциях по эксплуатации паяльников.
Обратите внимание, что некоторые производители выпускают аппараты со шкалой до +320 °С. Это не значит, что нужно производить нагрев до максимума. Внимательно прочитайте инструкцию – там указаны условия, при которых допустимы высокие значения нагрева.
На концах деталей, которые необходимо соединить, делаем отметки, обозначающие глубину нагрева. Еще раз проверяем, чтобы рабочие поверхности были сухими и обезжиренными, так как влага или скользкая поверхность могут стать причиной разгерметизации соединения.

Одновременно задействуем обе детали: конец трубы вставляем в муфту до поставленной метки, а соединительный элемент надеваем на дорн до упора
С момента установки деталей начинаем отсчет секунд – согласно значениям, указанным в таблице. Спустя положенное время снимаем детали, быстро вставляем трубу в фитинг – до той же отметки. Стараемся расположить детали соосно, на поправку положения дается всего пара секунд. Перекосов и проворачиваний элементов допускать нельзя!
Удерживаем узел в правильном положении, пока не произойдет полимеризация. Обычно это 3 минуты или более – время остывания проверяем по таблице. Остывшие и правильно проваренные детали представляют собой неразъемное соединение, герметичное и прочное.
Поочередно свариваем ключевые узлы, чтобы затем собрать и сварить их между собой уже по месту монтажа контура отопления, канализационной или водопроводной разводки.
Выводы и полезное видео по теме
В интернет-пространстве размещено огромное количество мастер-классов по пайке труб из полипропилена. Некоторые из них сняты неквалифицированными любителями, поэтому советы по технике сварки и выборе температуры могут оказаться ложными.
Лучше остальных возможности сварочного аппарата известны производителю, поэтому перед началом пайки обязательно изучите инструкцию – это защитит вас от технического брака и непрофессиональных советов.
Расскажите о собственном опыте в сборке полипропиленового трубопровода и в выполнении соединении пайкой. Поделитесь технологическими тонкостями, которые могут пригодиться посетителям сайта. Оставляйте, пожалуйста, комментарии в находящемся ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.
Минимальная температура при сварке трубопроводов
Получить хорошее качество сварного соединения при низких температурах сложно, поскольку в процессе сварки увеличиваются скорость охлаждения и кристаллизация металла сварочной ванны, что затрудняет выход газов и окислов на поверхность шва и увеличивает содержание в нем водорода, кислорода, азота и неметаллических включений, а это приводит к образованию трещин. Кроме того, повышеный отвод тепла ухудшает проплавление основного металла, что вызывает непровар. Технологические свойства сварочных материалов ухудшаются из-за попадания в них влаги.
Для устранения вредного действия низких температур и обеспечения хорошего качества сварных соединений необходимо соблюдать определенные правила.
Строительные металлоконструкции. К месту монтажа конструкции следут перевозить на железнодорожных платформах, тележках, санях и других приспособлениях, не допускающих повреждения конструкций при транспортировании. Перевозка конструкций волоком и выгрузка вручную сбрасыванием не допускаются.
Подготовка под сварку. Для стали классов до С52/40 при температуре ниже —25°С, а для стали класса С60/45 ниже 0° С нельзя применять резку на ножницах, продавливание отверстий и ударное воздействие в процессе монтажа.
Кроме деталей из углеродистой стали класса С38/23 после ручной кислородной резки должны быть очищены и не должны иметь шероховатостей, превышающих 1 мм, а для конструкций, эксплуатируемых в районах с расчетной температурой ниже —40 до —65°С, — 0,5 мм.
При температуре окружающего воздуха ниже —15°С кислородную резку кромок деталей из низколегированной стали до С60/45 класса, подлежащих в дальнейшем механической обработке, выполняют с подогревом металла в зоне реза до 100 °С.
Электроды. Применяемые электроды должны соответствовать требованиям государственных стандартов или технических условий, иметь сертификат с указанием завода-изготовителя, типа и марки электрода, их диаметра и результатов испытаний, положения при сварке, номера партии и даты изготовления. Запрещается использовать электроды без заводского сертификата. Выдачу электродов в производство необходимо фиксировать в специальном журнале. АНО-4 — в течение 30—40 мин; электроды марок МР-3, ОЗС-4, АНО-6 необходимо прокалить при 150— 180°С в течение 40—60 мин, а электроды марки АНО-4 — в течение 30—40 мин; электроды марок УОНИ 13/45 и УОНИ 13/55 прокаливают в течение 2 ч при 380—420°С. Электроды рекомендуется прокаливать после их просушки.
После прокалки электроды должны храниться в сушильных шкафах при 60—80°С или в герметичной таре. Если после прокалки электроды не были помещены в условия, исключающие увлажнение их покрытия, и хранились они во влажной атмосфере более 4 ч, то перед сваркой их следует прокалить повторно. Механическая прочность покрытия электродов фтористо-кальциевого вать вместе с печью до 380—420°С, выдерживать при этому ее необходимо выполнять в следующем режиме, укладывать в печь при температуре 100—150°С, нагревать вместе с печью до 380—420°С, выдерживать при этой температуре в течение 2 ч, охлаждать вместе с печью до 200°С.
Просушенные и прокаленные электроды должны храниться отдельно от электродов, не прошедших эти операции. Прокаленные электроды перевозят в закрытой таре — в упаковке из водонепроницаемой бумаги, пеналах или полиэтиленовой пленке.
В кладовых электроды должны храниться при температуре воздуха не ниже 18°С и относительной влажности не более 50%. При хранении прокаленных электродов в сушильных шкафах при температуре 50—80°С срок годности их не ограничивается.
Электроды выдаваемые рабочему для сварки стали класса С60/45, должны иметь температуру не ниже 45°С и должны быть использованы в течение 30 мин. На рабочем месте электроды следует хранить в условиях, исключающих увлажнение (в обогреваемых устройствах, плотно закрывающейся таре).
Технология сварки. В табл. 14 приведена минимально допустимая температура, при которой можно вести сварку без предварительного подогрева. При более низких температурах свариваемое изделие предварительно подогревают на ширине 100 мм с каждой стороны соединения при 120—160 °С.
Конструкции из стали класса С60/45 сваривают при температуре не ниже— 15 °С при толщине стали до 16 мм и не ниже 0°С при толщине от 16 до 25 мм. При более низких температурах сталь указанных толщин сваривают с предварительным подогревом до 120—160 °С. При толщине стали свыше 25 мм предварительный подогрев выполняют во всех случаях независимо от температуры окружающей среды.
При температуре стали всех классов ниже —5 °С сварку ведут от начала до конца без перерыва, за исключением времени, необходимого на смену электрода и зачистку шва в месте возобновления сварки. Прекращать сварку до выполнения шва проектного размера и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки ее следует возобновить после подогрева стали в соответствии с технологическим процессом, разработанным на сварку данных конструкций. Листовые объемные конструкции из стали толщиной Оолее 20 мм сваривают способами, уменьшающими скорость охлаждения (каскадом, горкой, двухсторонней сваркой секциями).
При несимметричной разделке кромок шва у конструкций толщиной до 30 мм основную часть шва желательно заваривать в первую очередь. При сварке металла толщиной свыше 30 мм обязательным является провар угла шва или наложение подварочного слоя с противоположной стороны после сварки первых 4—5 слоев. Заварка шва полностью с одной стороны не допускается. Рекомендуется применять рюмкообразную разделку кромок. Корень шва защищают выплавкой или шлифовкой. Дефекты шва можно вырубать зубилом только после подогрева основного металла до 100 — 120 °С.
У конструкций, эксплуатирующихся в районах с расчетной температурой от —40 до —65 °С, дефекты швов и основного металла при температурах, указанных в табл. 14, можно вырубать только после подогрева металла зоны вырубки до 100—120 °С. Дефекты заваривают после подогрева этой зоны до 180—200 °С.
Сборку труб под дуговую сварку выполняют с применением центраторов и других приспособлений, надежно фиксирующих свариваемые между собой трубы. Трубы в зафиксированном под сварку положении закрепляют прихватками. Длина каждой прихватки 30— 40 мм для поворотных стыков и 50—60 мм для неповоротных, высота прихватки 40—50% толщины стенки трубы. Ниже приведено рекомендуемое число прихваток в зависимости от диаметра трубы.
Для прихватки рекомендуется применять электроды диаметром 2—3 мм.
Прихватку и сварку стыков трубопроводов при температуре ниже 0 °С необходимо выполнять, соблюдая специальные условия.
При температуре воздуха ниже минимально допустимой сварочные работы ведут только в специальных защитных устройствах, обеспечивающих температуру в рабочей зоне выше указанной в табл. 16. Температуру контролируют каждые 2 ч, контроль обязательно фиксируют в журнале.
Стыки следует сваривать непрерывно до полного заполнения разделки. Допускается прекращение сварки при заполнении разделки до 70—80% толщины металла. После окончания сварки стыков трубопроводов из стали марки 10Г2 или в случае вынужденных перерывов необходимо обеспечить медленное и равномерное охлаждение стыка с понижением температуры не более чем на 10°С в 1 мин, а при возобновлении сварки стык должен быть подогрет до соответствующей температуры. При вынужденных перерывах в работе температуру стыков трубопроводов из сталей марок 12Х1МФ, 15Х5М, 15Х5МУ поддерживают на уровне температуры подогрева при сварке или проводят термическую обработку. При наличии перерыва между окончанием сварки и началом термической обработки скорость охлаждения стыка до температуры подогрева не должна превышать 100 °С в 1 ч.
Ударные нагрузки при отрицательных температурах становятся чрезвычайно опасными для металла шва и труб. Поэтому, начиная от разгрузки труб и далее на всех этапах монтажно-сварочных работ, необходимо избегать ударов по трубам, прихваткам, резкого скатывания сварных плетей с роликоопор.
При использовании ударного инструмента выполняют местный подогрев металла до 150—200 °С. Вмятины глубиной более 50 мм исправлять уже нельзя.
Запрещается сразу же после сварки скатывать секции в снег, так как это может вызвать ухудшение структуры металла, создать напряжения в металле швов и появление трещин.
Первые два слоя сваривают электродами 02—3 мм, доследующие слои — электродами 04 мм. Для облицовочных слоев можно применять электроды 05 мм. Сварка ведется на постоянном токе при большей энергии, что обеспечивается увеличением сварочного тока на 10—20% по сравнению со сваркой в условиях положительных температур. Поворотные и неповоротные стыки труб со скосом кромок 30° при толщине стенки до 6 мм сваривают не менее чем в 2 слоя, а при толщине стенки более б мм — не менее чем в 3 слоя. Отдельные слои шва накладывают так, чтобы замыкающие участки швов не совпадали друг с другом. При двухслойной сварке первый слой шва по высоте должен составлять 60—70% толщины стенок труб и обеспечивать полный провар корня шва и кромок. При трехслойной сварке высота первого слоя должна быть равна 40—50%. толщины стенок труб. Общая высота первого и второго слоев должна составлять 80—90%, толщины стенок труб; третий слой должен заполнить всю разделку стыка и иметь плавный переход от основного к наплавленному металлу.
Электродуговая сварка под водой
Сварка под водой производится в основном на постоянном токе. Устойчивое горение сварочной дуги в водной среде позволяет выполнять сварку во всех пространственных положениях. Однако получение сварного шва хорошего качества затруднено из-за плохой видимости места сварки. Состав электродного покрытия проще, чем у обычных электродов. Например, покрытие марки ЛПО-5 состоит из 17%, двуокиси титана, 36% ферромарганца, 17% талька и 30% плавикового шпата. Покрытие замешивается на жидком стекле. Для удобства работы применяют электроды длиной до 350 мм.
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Читайте также: