Стол с вытяжкой для сварки
Обновлено: 18.05.2024
Сварочный стол – неотъемлемый атрибут любой мастерской, приспособление, необходимое для проведения сварочных работ. Он представляет собой специальное устройство, с помощью которого удается обеспечить комфортный и безопасный рабочий процесс.
Особенности
Одним из важных параметров такого стола является обеспечение безопасности сварщика. Среди особенностей конструкции выделяют следующие:
- наличие принудительной вытяжки, оборудованной над столом, – она предназначена для выведения наружу сварных газов и пыли;
- размещение воздушных нагнетателей, образующих вытяжной поток;
- подсветка рабочей зоны, обеспечивающая комфортное проведение сварочных работ;
- наличие закрытых отделений, в которых можно хранить используемое оборудование.
Еще одна особенность сварочного стола – отсутствие в его конструкции материалов, которые отличаются огнеопасностью или выделением токсичных веществ в процессе нагревания.


Области применения
С помощью стола для сварки удается облегчить процесс выполнения отдельных индивидуальных работ, а также сделать более эффективной сварку серийных деталей. Так, например, для сборки крупногабаритной конструкции сначала потребуется сварить отдельные узлы, и данную процедуру легче выполнить на специальном столе.
Преимущество сварочных столов в наличии направляющих с подвижными упорами и зажимами. При необходимости их положение можно зафиксировать с помощью линейки, предусмотренной на поверхности.
Обзор видов
Сегодня производители подобных конструкций выпускают различные модели. Все столы можно поделить на 3 типа:
- обычный верстак;
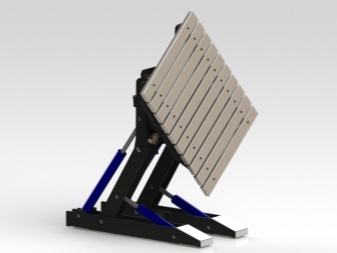
- поворотные конструкции;
- универсальные конструкции с дополнительными функциями.
Стоит подробнее рассмотреть, что представляет собой каждый из перечисленных типов.
- Обычные верстаки. Простейшее монтажное приспособление, выполненное из металла. Столешница тоже металлическая, что обеспечивает высокую прочность конструкции. На верстаке предусмотрены дополнительные элементы в виде струбцин, зажимных уголков или тисков.


- Поворотные. Более сложное оборудование профессионального типа с электроприводом в конструкции. Преимущество таких столов в том, что они могут поворачиваться по определенной оси или по наклону. Подобные приспособления используют, если речь заходит об изготовлении деталей сложной формы.
- Универсальные. Такие конструкции дополнительно оборудуют различными приспособлениями и устройствами сварочно-зачистной конфигурации, способными облегчить проведение сварочных работ. Дополнительно универсальные или складные столы оснащены вытяжными устройствами для удаления вредных газов и пыли.

Материалы
Обычно приспособления для проведения сварочных работ делают чугунными или металлическими. Рабочую поверхность выполняют из нержавеющей и конструкционной стали. Она отличается небольшим весом и повышенной прочностью.
Размеры
Одной из ключевых характеристик стола для сварки является размер рабочей зоны. Этот показатель влияет на габариты обрабатываемых деталей и изделий, которые смогут поместиться на столешнице. Стандартные размеры подобных конструкций лежат в пределах от 700х700 мм до 2980х1480 мм.
Высота не должна превышать 1,4 метра.
Столы с небольшой рабочей зоной подходят для сварки мелких деталей или узлов. Крупные столешницы предназначены для работы с объемными металлоконструкциями.
Лучшие бренды
Стол для сварки – приспособление, с помощью которого удается организовать получение качественных изделий посредством применения сварочных технологий. Сегодня выпуском подобных конструкций занимаются различные производители. К наиболее популярным брендам относятся следующие.
- Siegmund. Преимущество компании в выпуске продукции, полностью соответствующей установленным требованием. Дополнительно производитель оборудует модели быстрозажимной оснасткой, что позволяет повысить производительность работ.
- Forster. Немецкий бренд, специализирующийся на сборке модульных вариантов. Столешницы из чугуна или феррита при необходимости легко снимаются, позволяя изменить форму стола и оборудовать его под конкретную заготовку. Большинство выпущенных моделей имеют поворотную, подъемную или вращающуюся конструкцию.
- Demmeler. Еще одна немецкая компания, специализирующаяся на создании 3D-сварочных столов и приспособлений к ним. Преимущество производимых моделей – в универсальности конструкции.
- «Завод ВТО». Компания, расположенная в Ульяновске. Занимается выпуском широкого ассортимента нестандартизированного оборудования. В число сборных конструкций входят сварочные столы, а также дополнительное оборудование для улучшения производства.
- VTM. Компания, завод которой находится на территории России. Занимается изготовлением и выпуском систем D16 и D28. Также российский бренд изготавливает типовую оснастку и изделия под заказ.
- Evidence. Компания занимается выпуском сварочно-сборочного оборудования. Преимущество – большой выбор моделей с широким вариантом размеров столешниц.
Одним из самых узнаваемых брендов на рынке является ESAB. Производитель из Швеции занимается сборкой высококачественного сварочного оборудования, а также выпускает различные расходные материалы.
Как выбрать?
Не всегда удается с первого раза подобрать подходящий стол для сварки. В первую очередь процесс подбора конструкции зависит от задачи, которую необходимо будет решить с ее помощью, а также от того, имеется ли место для установки подобного оборудования.
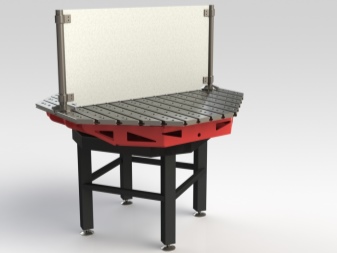
Для любителей работать в комфортных условиях оптимальным вариантом станет круглый поворотный стол. Его устанавливают на заранее подготовленную жесткую опору для повышения безопасности проводимых работ. В случае, когда речь идет об изготовлении сложных сварочных конструкций, лучше выбрать стол с уже установленным рабочим оборудованием.


Сегодня производители выпускают различные комплектации столов для сварки. Конструкции могут включать в себя дополнительное оборудование, а также специальные приспособления для облегчения выполнения технологического процесса.
Подобрать подходящий стол помогут рекомендации специалистов.
- В первую очередь следует обращать внимание на габариты конструкции. Они должны быть комфортными для работы. Если об этом не позаботиться, сварка может стать неприятным и небезопасным процессом.
- Ограждение рабочей зоны имеет немаловажное значение. Она выступает в роли защитного экрана, и при выборе стола рекомендуется предусмотреть, чтобы ограждение было выполнено из огнестойкого материала.
- Вес стола не должен быть меньше 180-200 кг. Этот показатель обеспечивает жесткость конструкции.
- От энергосберегающих ламп рекомендуется отказаться. Дело в том, что их свет создает блики, которые мешают комфортному выполнению процесса.
- Наличие поворотной платформы – это плюс. Поэтому лучше отдавать предпочтение таким моделям.
В некоторых столах отсутствует встроенная вентиляция. В этом случае можно дополнительно приобрести передвижной вентилятор, оборудованный магнитными присосками.
Выбор стола для сварки требует ответственного подхода и учета всех необходимых характеристик.
Однако если нет желания отдавать предпочтение какой-то определенной модели, можно изготовить конструкцию на заказ. Такой подход позволит создать приспособление, которое будет отвечать всем требованиям будущего владельца. При этом покупатель не переплатит за ненужный функционал.
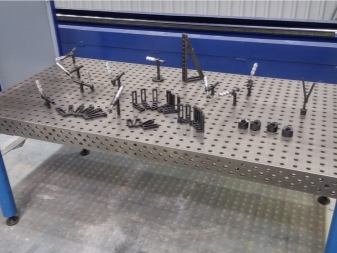
Для организации комфортных условий работы при выборе сварочных столов следует дополнительно присмотреться к набору инструментов. С их помощью удастся обеспечить фиксацию соединяемых элементов или деталей, а также быстро менять положение заготовки или столешницы, если это потребуется.
Если речь идет о приобретении стола для домашнего использования в гараже или мастерской, то оптимальным вариантом станут универсальные конструкции. Такие приспособления предназначены как для проведения сварочных работ, так и для шлифовки деталей и изделий, сверления, заточки и других технологических процессов.
Оснастка
Чтобы сварочные работы за столом проходили комфортно, безопасно и быстро, следует позаботиться о приобретении специального оборудования и различных приспособлений. Комплекс таких элементов представляет собой оснастку. Основные требования к ней:
- изделия должны иметь определенное расположение – это позволит избавиться от ручной подгонки свариваемых элементов;
- при соединении деталей во время работы должно соблюдаться межкромочное пространство, достигаемое с помощью специальных инструментов;
- на рабочем столе должен быть организован беспрепятственный доступ к вспомогательному оборудованию.
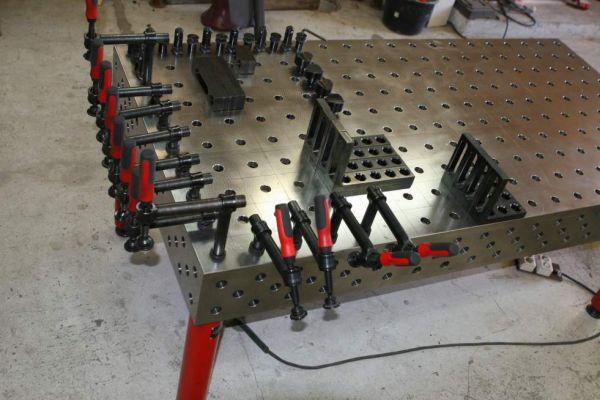
Процесс проведения сварки подразумевает необходимость фиксации изделий. Для этого в большинстве сварочных столов предусмотрены специальные зажимы или прижимы. Выделяют следующие типы подобных приспособлений:
- гидравлические;
- механические;
- пневматические.



Первые и последние дополнительно оборудуют крепкими звеньями, предусматривающими возможность автоматического торможения деталей. С помощью такой конструкции удается предотвратить незапланированное ослабление крепежного соединения. Если не организовать четкую стыковку элементов перед проведением работ, сварка выйдет некачественной. Примечательно, что этап подготовки изделий требует больше времени по сравнению с основным процессом.
Помимо зажимов, в столах предусмотрены другие элементы.
- Струбцины. Отдельный подвид зажимов, обеспечивающий крепление элементов под требуемым углом. Подобные приспособления имеют разные размеры и конфигурации. Конструкция сварочной струбцины включает штифт, на котором крепятся зажимы.
- Призмы. Приспособления, способствующие размещению объемных деталей, к которым относят трубы или предметы прямоугольной формы. Для предотвращения смещения элемента с помощью призм осуществляется их крепление и фиксация под определенным углом. Минус такой оснастки в том, что она способна поцарапать изделие во время работы.
- Пластины из чугуна. Они выступают в роли столешницы на некоторых бюджетных моделях сварочных столов. Преимуществом такой конструкции является возможность замены модулей в случае их деформации или поломки. Исключительное свойство чугуна – низкая теплопроводность, предотвращающая нагрев столешницы при длительной работе аппарата. Кроме того, этот материал отличается устойчивостью к сильным нагрузкам, что продлевает его срок службы.
- Тиски. Приспособления, предназначенные для крепления обрабатываемого изделия при проведении основного сварочного процесса. Используется в случаях, когда для организации работы мастеру требуется две руки. Тиски бывают нескольких видов.
- Плита. Также выступает в качестве столешницы, преимуществом которой является более ровная поверхность. Размер плиты подбирается в зависимости от габаритов изделий, с которыми предстоит работать в будущем. Главное достоинство оснастки – нанесенная разметка, с помощью которой мастер может легко размещать детали на поверхности. Дополнительно в плите предусмотрено несколько отверстий для различных приспособлений.
- Всасывающие рукава. Представляют собой вентиляцию, в которую поступают вредные химические вещества. Большинство сварочных работ в последнее время проводится в закрытых помещениях, поэтому наличие такой оснастки необходимо. Плюс приспособлений – удобство монтажа и устойчивость к воздействию высоких температур.
- Упоры. Не всегда элементы, которым требуется сварка, могут быть расположены в одной плоскости. Для задания необходимой формы будущего узла и организации более точной сцепки конструкции используют упоры. Их отличительная особенность – возможность повернуть, наладить или отсоединить деталь для обеспечения более надежного крепления элементов.
Столы для сварки – оборудование, предназначенное для проведения комфортного и безопасного технологического процесса. Сегодня мастер может найти конструкцию, удовлетворяющую всем его требованиям, а также позаботиться о приобретении необходимой оснастки.
В следующем видео представлен обзор 3D-сварочного стола размером 1000*1500 мм и 2000*1000 мм.
Как самому сделать сварочный стол

ОБОРУДОВАНИЕ
Если соединение металлических деталей осуществляют на весу, качество швов сильно ухудшается. Чтобы работы выполнялись правильно, стоит сделать сварочный стол своими руками. Он обеспечивает сварщику комфорт, позволяет надежно закреплять детали. Для небольшого гаража рекомендуется выбирать складные варианты.

Особенности и требования к конструкции
Перед составлением чертежа и сборкой стола для сварки стоит определиться, какие задачи он будет выполнять.
Кроме того, учитывают, что к данным конструкциями предъявляют такие требования:
- Обязателен монтаж вытяжки над рабочим местом. Расстояние от прибора до пола составляет 1,3-1,5 м.
- Для размещения электродов и других приспособлений предусматривают полки и ящики.
- Обязательной является установка держателя для подсоединения заземления.
- При изготовлении верстака для сварочных работ не применяют легковоспламеняющиеся и выделяющие токсичные пары материалы.
- Обязательна установка осветительного прибора мощностью более 36 В.
Разновидности и чертежи стола
Конструкцию изделия выбирают, учитывая сложность предстоящих сварочных работ. При редком выполнении рутинных операций используют простые схемы. Для формирования сложных металлоконструкций требуется профессиональный стол сварочно-сборочный.
Простой сварочный стол
Такая мебель устойчива, проста в сборке, удобна в эксплуатации.

За основу берут жесткую раму, к которой прикрепляют 4 стойки из уголка или трубы с прямоугольным сечением. На небольшом расстоянии от пола размещают поперечные перекладины. Поверх металлической конструкции ставится столешница с фиксаторами для тисков. К раме приваривают держатель для кабеля, вниз ставят лоток для мусора. Дополнительно собирают тумбу с ящиками для размещения электродов. Рядом с ней ставят площадку для поддона с водой.
Полупрофессиональное оборудование
Более сложные варианты комплектуют дополнительными элементами.
Такие рабочие места не менее удобны, чем предыдущий тип.
Однако схема включает головки для сверления, зачистки, фрезерования. Стойки прикрепляют к полу анкерами или бетонируются. Поворотный стол позволяет создавать сложные металлоконструкции, не перемещаясь. Для размещения сварочного агрегата предусматривают вращающуюся подставку. В комплект включают струбцины и тиски.
Чему отдать предпочтение
При обустройстве рабочего места учитывают площадь помещения, поставленные задачи. В небольшом гараже можно варить за раскладным верстаком. В больших помещениях устанавливают передвижной или стационарный стол. Круглое поворотное изделие понравится ценителям комфорта.
При создании рабочего места учитывают следующие рекомендации:
- Рабочий стол огораживают экраном из жаропрочного материала.
- Масса конструкции должна составлять не менее 150 кг.
- Не рекомендуется падение бликов. Энергосберегающие осветительные приборы использовать для обустройства рабочего места нежелательно.
- Рекомендовано наличие поворотной площадки для сварочного аппарата.
- При отсутствии встроенной вытяжки используют мобильный вентилятор с присосками на втягивающей трубе.
Самостоятельное изготовление стола
Сборка конструкции в домашних условиях экономит средства, помогает адаптировать мебель под условия работы.
Инструменты и расходники
Стол из профильной трубы своими руками собирают, используя такие приспособления и материалы:
- плоскогубцы;
- рулетку;
- маркер;
- линейку;
- угольник;
- молоток;
- струбцины;
- трубу с прямоугольным сечением или стальные уголки;
- болгарку;
- сварочное оборудование;
- метчики для формирования резьбы;
- токарный станок для срезания фасок.
Создание чертежа
Использовать фабричные схемы сварочных верстаков не стоит. Реализовать их самостоятельно сложно из-за отсутствия заводского оборудования. Однако основные моменты при составлении собственного чертежа с размерами применять можно. При проектировании правильно выбирают габариты всех элементов.
При составлении схемы учитывают следующие требования:
- габариты поверхности не должны превышать 100х80 см;
- столешницу располагают на расстоянии 70-85 см от пола;
- общая высота конструкции с учетом защитного экрана – не более 150 см.
Раскрой материалов
Для изготовления самодельного стола применяют подручные материалы – листы, профильные трубы, уголки.
Болгаркой нарезают такие детали:
- 4 уголка 2,5х2,5 см, длиной 46 см. Торцы срезают под углом 45⁰. Из этих элементов строятся каркасы полок.
- 2 металлических листа 44х75 см, толщиной 3 мм. Из них изготавливают полки.
- 4 куска профильной трубы длиной 76 см. Из них делают вертикальные стойки.
- 4 уголка длиной 76 см. Торцы срезают под углом 45⁰. Из них изготавливают продольные элементы каркаса.
- 2 части трубы длиной 1 м, 2 – размером 72 см. Их них собирают основание столешницы.
- 8 кусков профильной трубы длиной 72 см. Из них собирают рабочую поверхность.
- 4 уголка 3х3 см для создания ребер жесткости.
Изготовление столешницы
Каркас собирают из профильных труб 60х240. Поверхность формируют из металлических элементов 40х230 см.

Отрезки устанавливают с равным шагом. Образуется поверхность с местами для закрепления тисков и струбцин. Для расширения поверхности по бокам устанавливают раскладные панели.
Ножки для стола
Стойки прикрепляют к углам рамы столешницы. Для начала их захватывают в нескольких местах, сверяют правильность установки угольником. Стойки должны размещаться под прямым углом. В противном случае устойчивость снижается. При необходимости устраняют перекосы, формируют сплошные сварные соединения. При сборке стационарной системы к нижним частям ножек прикрепляют небольшие металлические листы.
Создание пояса жесткости
Для придания конструкции повышенной прочности устанавливают дополнительные перекладины. Их делают из уголков 3х3 см. Подготовленные отрезки приваривают к вертикальным стойкам на высоте 20-30 см от пола. Опоры связывают по кругу. Укрепляющие детали выставляют острым углом наружу.

Сварочный защитный экран
Эта часть конструкции препятствует разбрызгиванию расплавов и частиц, появляющихся при обработке сварного соединения. Каркас для экрана собирают из легких уголков. Основную часть делают из тонких металлических листов. Ограждение сварочного верстака должно иметь боковые стенки. К раме приваривают крепежные элементы, которые при монтаже вводятся в подготовленные заранее отверстия столешницы.
При сварке крупных металлоконструкций экран убирают.
Дополнительные работы
На заключительном этапе выполняют следующие действия:
- Устанавливают ручку и колеса. Последние требуются при сборке передвижного стола. При установке 4 колес 2 из них снабжают стопорами. Это обеспечивает устойчивость рабочей поверхности при сварке. При монтаже колес без стопоров ставят только 2 элемента. Стол фиксируют с помощью оставшейся пары ножек с металлическими площадками. Для передвижения край без колес придется приподнимать. Ручки изготавливают из арматуры диаметром 1-1,2 см.
- Создание полок. Их делают из металлических листов, прикрепляемых к поясу жесткости. Можно использовать фанеру или ДСП, однако в таком случае над полкой устанавливают стальной лоток для сбора мусора. Для формирования каркаса используют металлические уголки. Некоторые мастера предпочитают собирать тумбы с выдвигающимися ящиками.
- Окрашивание поверхностей. Перед нанесением лакокрасочного состава сварные соединения зачищают и обрабатывают антикоррозионным средством. Краску наносят с помощью баллончика, кисти или распылителя. Покрытие должно надежно сцепляться с металлом. Для окрашивания сварочного стола используют жаропрочные составы.

Полезные советы
При использовании самодельного сварочного стола учитывают следующие рекомендации:
- Перед началом работы с оборудованием убеждаются в устойчивости верстака, целостности питающих кабелей, надежности контактов.
- При работе пользуются сварочной маской, надевают рабочий костюм из огнеупорных материалов.
- Нельзя устанавливать на стол посторонние предметы, способные помешать мастеру.
- Не рекомендована сварка с неприспособленных опор.
- Свариваемые элементы закрепляют тисками или струбцинами.
- Расстояние от рабочего стола до легковоспламеняющихся жидкостей должно составлять не менее 5 м.
Для обеспечения комфортных условий сварки монтажный стол снабжают дополнительными приспособлениями.
Как сделать сварочный стол своими руками?
Для людей, которые постоянно работают со сваркой, необходимым предметом является удобный сварочный стол. Это изделие выступает не только в качестве подходящего рабочего места, но и в качестве места заземления. Имеющиеся в продаже готовые конструкции стоят немало, поэтому есть смысл поговорить о том, как сделать такой стол своими руками.



Требования к самодельным столам
Перед началом работы по монтажу сварочного стола следует учесть основные требования, которые касаются изготовления. Например, должна быть предусмотрена возможность заземления сварочного оборудования. Данное условие является наиболее важным.
А также следует помнить, что стол для сварщика изготавливают только из безопасных и негорючих материалов, которые, кроме того, должны обладать достаточно хорошей устойчивостью к низким температурным режимам.



Прочность изделия тоже играет важную роль. Стол должен выдерживать нагрузку от 100 до 150 кг. Обязательно наличие специальной вытяжки. На одной из боковых сторон конструкции нужно разместить небольшой вентилятор для отвода с места работы вредных испарений, образующихся в процессе сварки.
Стол должен быть оснащен поддоном. Его располагают под столешницей. А нужен он для того, чтобы в нём скапливался мусор, образующийся в процессе сварочных работ. Конструкция должна предусмотривать место для хранения необходимых инструментов и материалов. Еще одним требованием для стола является наличие точечного и достаточно яркого освещения.
Лучшим вариантом в данном случае будет система, состоящая из нескольких небольших светодиодных источников.
Инструменты и материалы
Заранее приготовьте все необходимое для изготовления стола. Вам понадобится следующий набор инструментов:
- сварочный инверторный аппарат и электроды для него;
- пассатижи;
- дрель;
- свёрла по металлу;
- молоток;
- измерительная линейка;
- карандаш для необходимых разметок;
- рулетка;
- угольник;
- фреза;
- метчик, предназначенный для резьбы;
- пила для металлических изделий (вместо нее можно использовать электрическую болгарку);
- струбцины (всего нужно 3 элемента С-образного вида);
- вытяжка.




Кроме вышеперечисленных инструментов, следует подготовить магнитное основание. Оно позволит значительно упростить обработку маленьких деталей, которые практически невозможно удерживать вручную. Можно подготовить и несколько зажимов, что дают возможность поддержки конструкции под определенными углами.
А также нужно подготовить и материалы. Их количество легко посчитать, опираясь на обозначения, которые даны на чертежах. Но к обозначенным цифрам лучше прибавлять 15-20%, которые могут понадобиться в непредвиденных случаях (поломки, ошибки в расчетах и так далее).
Кроме того, понадобятся различные дополнительные фиксаторы в случае необходимости. Такие элементы будут нужны, если вы решите изготовить сварочный стол, у которого столешница сможет подниматься и опускаться до нужного уровня.
Иногда используют специальные конструкции для фиксации ножек к напольному покрытию. Часто это делают при помощи болтовых соединений.
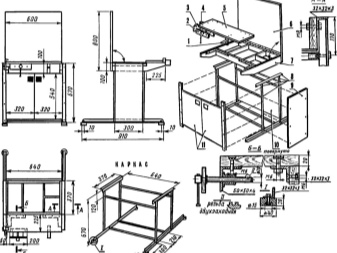
Схема изготовления
На просторах интернета сегодня любой человек сможет найти огромное количество различных схем и чертежей, которые позволяют создать сварочный стол разных типов (складной, сборочный, поворотный). Рассмотрим наиболее простой вариант изготовления.
Сварочный стол состоит из большого количества деталей. Их рекомендуется изготавливать по отдельности. В конце, когда все заготовки будут сделаны, можно будет приступать к окончательной сборке.
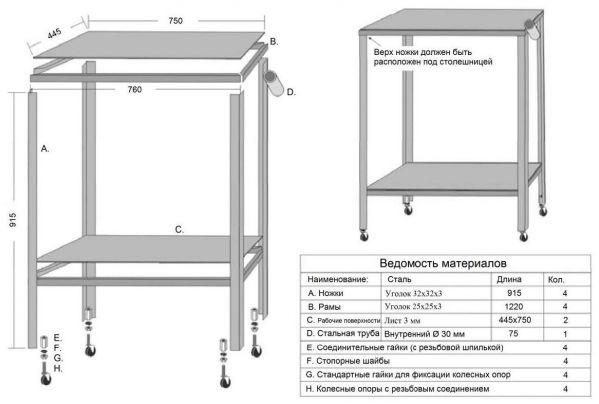
Верхняя крышка
Литые столешницы использовать не следует. Лучше сделать новую сварку для верхней крышки. Для этого рекомендуется взять профильную трубу (оптимальный размер составит 60х40х2 мм). Решетка, расположенная внутри рамы, также выполняется из профиля, но меньшего размера.
Все элементы нарезаются при помощи электрической болгарки. Торцы на срезах обязательно тщательно зачищают, чтобы не было неровностей. После этого заготавливается верхняя рама, при этом ее диагонали должны быть максимально идентичными.
Затем профили, которые предназначены для внутренней части, аккуратно нарезаются соответственно размерам уже готовой каркасной конструкции. Позже их вставляют друг в друга, расстояние между ними при этом должно составлять около 30-50 мм. Поверх рамы закрепляют швеллера. Если в дальнейшем потребуется регулярное удлинение этой части стола, то тогда к столешнице дополнительно крепят откидные панели. На поверхность верхней части можно установить медный кант, он нужен для того, чтобы производить очистку электродов.
Ножки
Чтобы сделать эти детали, лучше взять трубы круглой формы с диаметром не менее 50 мм (если нет круглой, вполне пойдет квадратная). Длина одной заготовки должна быть около 760 мм. Стойки прочно свариваются по углам к заготовленной столешнице.
Увеличение жесткости
Когда ножки будут полностью закреплены к верхней части, для их большей прочности можно сделать специальную обвязку в нижней части стоек. Для этого от напольного покрытия надо отступить примерно 20-25 см, после чего произвести сварку ножек между собой уголком (30х30 либо 40х40 мм).
Уголок при этом варится к напольному покрытию своей ровной стороной. Делают это для того, чтобы в сформировавшуюся середину можно было уложить лист толстой фанеры или ДСП. Таким образом, будет изготовлена полка для хранения необходимых сварочных инструментов и материалов.
Во время изготовления и крепления ножек следите за тем, чтобы их не перекосило. К раме их присоединяют строго под прямым углом. В противном случае конструкция будет неустойчивой – на ней сложно будет работать.
При желании к стойкам можно отдельно приварить небольшие колесики, чтобы стол можно было переместить при необходимости. А также можно сделать несколько крючков для размещения кабеля.
Ручка
Важно сделать ручку максимально удобной, чтобы значительно облегчить наклон конструкции, а также перемещение сварочного стола. Для этого берут прут из металла с диаметром не менее 10 мм. Чтобы придать форму детали, следует применить молоток или тиски. Присоединять заготовку нужно к несущей раме столешницы. Для большего удобства лучше приварить сразу две такие ручки.
Вентиляционная система
Она предназначена для того, чтобы в процессе сварки человек не вдыхал вредные испарения. Лучше всего предварительно приобрести готовую вытяжку и установить ее к столу.
Как правило, вентиляционный механизм устанавливается слева от столешницы. Его размещают на высоте не менее 1,3-1,5 метров над ней.
Кабелепроводы и фиксаторы
Чтобы рабочая зона была максимально безопасной для человека, все силовые кабели должны быть организованы. Наиболее простым вариантом для фиксации является простой крючок. Такие детали приваривают по периметру изделия. А также для этой цели нередко берут специальные пластмассовые кабелепроводы.
Роликовые колеса
Такие детали не являются обязательными, но они значительно облегчают перемещение стола. Наибольшая устойчивость конструкции достигается только при наличии четырех небольших колес. Можно приобрести уже готовые элементы в магазине. К изделию они прикрепляются посредством сварки.
При изготовлении нужно сделать отделение для размещения сварочного оборудования. Чаще всего его производят из древесины или металлической основы.
Из данных материалов при помощи инструментов вырезают изделие, внешне напоминающее поддон. С заготовки убирают все неровности и шероховатости, если они имеются. Готовую нишу устанавливают в нижней части конструкции. Некоторые столы оснащаются целыми секциями для хранения, включающими несколько маленьких выдвижных ящиков и отдел с открытыми полками.


Дополнительный кожух
Этот элемент дает возможность очистки электродов от образовавшихся при работе окалин и другого мусора. Его выполняют из металлического листа, при этом допустимо брать основу почти любой толщины. Перед присоединением дополнительного кожуха нужно будет произвести приварку небольшого металлического прутка к ножкам с одной стороны, а после этого приступить к закреплению готовой детали. Сделать это также можно при помощи сварки или болтов.
Когда все отдельные детали стола будут полностью готовы, лучше провести тщательную зачистку образовавшихся сварочных швов. Если поверхность была изготовлена из металлических трубок, металлоконструкция должны быть сформирована в виде решетчатой поверхности с промежутками между ячейками (расстояние между ними составляет примерно 4-5 см).
Сборка
Собирать отдельные элементы сварочного стола следует в строго определенном порядке. Сначала к столешнице приваривают ножки и монтируют нижнюю обвязку. Затем приступают к созданию усилителей для стоек, привариванию опор и установке роликов.
Позже переходят к формированию защитного короба стола и монтажу ниши для инструментов. На заключительных этапах проводят зачистку сварочных швов и покрытие конструкции грунтовкой и краской.
Перед нанесением краски стол лучше покрыть антикоррозийным веществом, который позволит изделию прослужить более длительный срок. Чаще всего покраску осуществляют при помощи баллончиков или краскопульта. Если вы делали стол с колесами, их нужно сразу обернуть в полиэтилен, чтобы на них не попала краска. Иначе они могут заклинить в одном положении.
Для отделки таких столов оптимальным вариантом станут жаростойкие эмали, которые можно приобрести почти в любом строительном магазине. После нанесения и высыхания поверхность можно немного отжечь горелкой, что поможет сформировать прочное покрытие, устойчивое к низким температурам.
Чтобы работа в последующем была более комфортной, готовый стол можно оснастить различным вспомогательным оборудованием.
Перед началом работы нужно сразу определиться с габаритами будущего сварочного стола. При этом нельзя руководствоваться готовыми промышленными чертежами, потому что создание изделий таких размеров в домашних условиях практически невозможно.
Оптимальной общей высотой будет значение в 1,3-1,5 м (с учетом ограждения для защиты). Размеры непосредственно рабочей зоны могут значительно варьироваться, но не превышать 1х0,8 м. Отдельно высота столешницы может находиться в пределах от 0,7 до 0,85 м.
Меры безопасности
В процессе создания данного стола самостоятельно стоит руководствоваться некоторыми важными правилами безопасности. Нужно помнить, что существует опасность поражения электрическим током, поэтому все работы нужно выполнять максимально осторожно.
А также не следует забывать о том, что имеются риски неблагоприятного воздействия электрической дуги на органы зрения, попадания раскаленных металлических частиц на открытые кожные покровы и в глаза.
Перед началом работ стоит осуществить несколько важных мероприятий. Заранее проверьте качество электрической цепи и состояние изоляции всей питающей проводки, точно продумайте заземление (заземлению обязательно подлежат вспомогательные электрические инструменты). После изготовления стола проконтролируйте, чтобы он был максимально устойчивым.
После установки включите и проверьте работу вентиляционной системы. Она должна исправно функционировать, забирая из воздуха вредные примеси.
Если вы размещаете сварочный стол в гараже или в мастерской, не забывайте, что он должен быть на расстоянии не менее 5 м от горючих и других легковоспламеняющихся веществ. Длинные изделия лучше делать для просторных помещений. В процессе сварочных работ при монтаже стола обязательно нужно воспользоваться защитной маской, защитой для органов дыхания и перчатками.
О том, как сделать сварочный стол своими руками, смотрите далее.
Сварочный стол

Мне в мастерскую понадобился сварочный стол.
Стоимость готовых профессиональных зарубежных решений "немножко" удручала, а у отечественного производителя не нашлось столов нужного мне размера — были либо слишком большие, либо слишком маленькие. Поэтому я решил собрать стол самостоятельно.
Сперва проанализировал доступный в сети опыт отечественного столостроения. Отечественный опыт пришлось откинуть сразу, потому что большая его часть сводится к тому, чтобы не потратить совсем ничего, а получившуюся поделку оправдать словами "ну ничего, что криво получилось — чай не в космос на нем летать, мне для себя, а не на производство". Сосредоточился на изучении западного опыта, где самодельщики относятся к делу немного иначе.
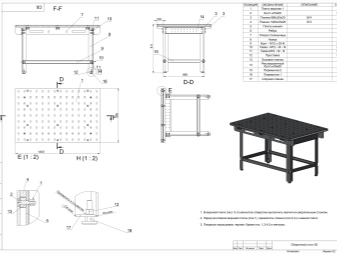
Начал с проектирования и набросал модель в SolidWorks.
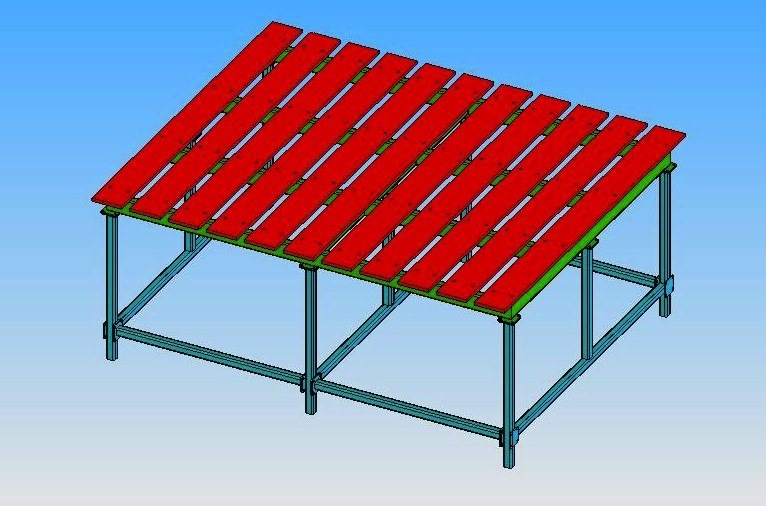
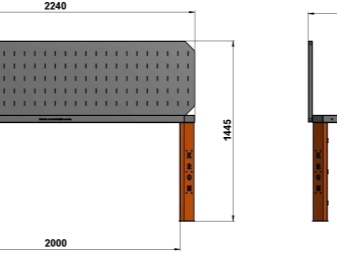
В качестве материала планировалось использовать стандартные стальные профильные трубы. Столешница — 16мм стальные пластины, уложенные на раму стола через 16мм проставки, чтобы была возможность зацепиться струбцинами в любом месте стола, не упираясь в раму. Проставки привариваются к раме, а столешница прикручивается к ним болтами. Расстояние между элементами столешницы 40мм. Размеры стола 2100х1700, масса примерно 500 кг.
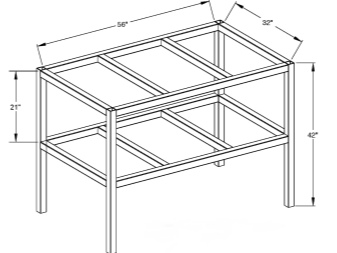
Рама сделана из толстостенной профильной трубы 80х40. За неимением других поверхностей ее пришлось сваривать прямо на полу. Варили TIG'ом, в аргоне.

Геометрию задавали с помощью угловых струбцин. С их помощью также выставляли раму по уровню.

Ножки стола сделаны их профильной трубы 40х40. Конструкция сделана разборной, чтобы упростить переезд "в случае чего". Для этого пришлось нарезать плазмой некоторое количество прямоугольных фланцев, которые приварены к торцам деталей, образующих опоры для рамы.

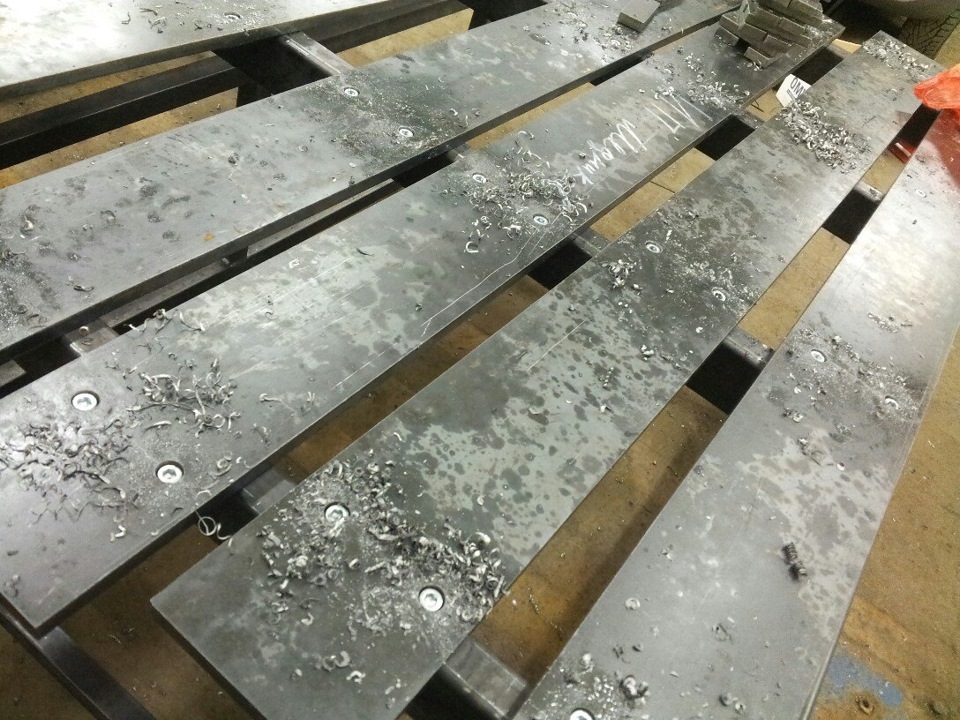
Пришло время укладывать столешницу. Сперва предстояло просверлить отверстия в пластинах (11 пластин х 8 отверстий = 88 шт) и проставках (тоже 88 отверстий), а затем еще и нарезать в проставках резьбу.

Сверлить 16 мм на станке, который есть в нашем распоряжении оказалось несколько сложнее, чем планировалось. Во-первых, это все-таки 16мм сталь. Во-вторых, станок не приспособлен для работы с деталями такой длины, и пришлось покорячиться, чтобы детали можно было уложить на стол станка. С нарезкой же резьбы проблем не возникло. Очень медитативное занятие: стоишь, крутишь, думаешь о вечном :)


Готовый стол, естественно, не идеально ровный, однако ровнее большинства самодельных столов, с которыми приходилось иметь дело ранее. Точности хватает для изготовления автомобильных бамперов, дуг/каркасов безопасности и различных среднегабаритных конструкций типа торгового оборудования.

Себестоимость стола по материалам и подготовительным работам (плазменная резка) составила чуть меньше 60 тыс.руб, которые окупились в первый месяц его использования. На постройку ушло 4 рабочих дня, 1.5 из которых занимались сверлением отверстий и нарезкой резьбы. Самым долгим был первый этап (изготовление рамы), т.к. очень много времени уходило на подгонку и выставление по уровню, да и TIG-сварка тоже штука не быстрая (потом использовали полуавтомат, и дело пошло значительно резвее).
Читайте также: