Можно ли холодной сваркой заварить алюминий
Обновлено: 17.05.2024
Если по технологическим условиям нежелателен нагрев соединяемых деталей применяется холодная сварка для алюминия. По прочности данная методика превосходит болтовое крепление. Она хороша тем, что может использоваться в домашних условиях неподготовленными людьми.
Виды холодной сварки алюминия
Соединение алюминиевых деталей без традиционной сварки применяется в промышленности и домашними мастерами для изготовления корпусов приборов, бытовых изделий, восстановления поверхности. Используемые способы:
- Сварка давлением выполняется прижатием соединяемых участков стержнями (пуансонами). За счёт высокого давления оксидный слой разрушается. Это способствует созданию монолитного соединения на молекулярном уровне на местах воздействия пуансонов.
- Сдвиг под давлением аналогичен предыдущему, но соединение за счёт горизонтального смещения происходит по всей длине стыкуемых участков.
- Соединение клеем на основе эпоксидных смол распространено в быту. После нанесения он, реагируя с металлом, внедряется в кристаллическую решётку, прочно скрепляя детали.
Методы сварки деформацией
Обязательным условием этой технологии является очистка с последующим обезжириванием заготовок. Деформация алюминия производится постоянным или переменным давлением. В зависимости от размера заготовок и необходимой надёжности выбирается один из трёх методов.
Точечный
Самый распространённый способ, так как не требуется зажимное устройство. Заготовки кладутся внахлёст, по их длине вдавливаемыми пуансонами создаются интервальные точки соединения. Полученный шов негерметичен. Качество крепления определяется степенью деформации, показывающей отношение глубины вдавливания к толщине материала. Норма по алюминию равна 60 — 70%, для сплавов — 75 — 90%. Не рекомендуется использовать листы толще 15 мм.
Шовный
Применяется для создания герметичных швов любой длины. Выполняется кольцевыми пуансонами или вращающимися роликами с помощью фрезерного или ручного станка. Протяжка осуществляется при одностороннем варианте между роликом и опорой, при двухстороннем — между двумя роликами. Недостатком шовной сварки считается уменьшение толщины по шву, что снижает сопротивление на изгиб.
Стыковой
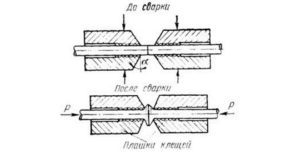
Сварка алюминия этим методом производится в зажимном устройстве, размеры которого ограничивают длину и габариты заготовок. Детали закрепляются в губках, и за счёт осевого давления сопрягаются торцами. Несмотря на высокое качество швов, применение метода ограничено, так как в месте соединения образуется выпуклость. Участки, зажатые в губках, сильно деформируются, поэтому их извлечение затруднено. Метод используется для сваривания алюминиевых проводов, стержней, реже труб. Рекомендуется использовать металл сечением не более 30 мм².
Холодная сварка клеем
Состав продаётся в хозяйственных магазинах в виде мастики или двух жидких компонентов, упакованных в тюбики. Основа состоит из эпоксидной смолы с добавленными наполнителями и присадками для улучшения адгезии, прочности, стойкости к агрессивным веществам и предельным температурам. Имея клей для жидкой сварки и алюминиевые изделия с повреждениями ремонт можно производить даже в полевых условиях.

Выбор клея
В магазинах имеется обширный ассортимент составов отечественного и зарубежного производства. При выборе клея для холодной сварки необходимо:
- сравнивать характеристики имеющихся марок с требуемыми для выполнения работы;
- обращать внимание на универсальные виды, предназначенные для склеивания деталей из алюминия с другими материалами;
- внимательно изучать инструкцию;
- консультироваться с продавцами;
- ознакомиться с отзывами покупателей;
- учитывать, что жидкие составы сохнут дольше, чем мастика.
Пошаговый процесс
Инструменты для подготовки смеси не должны быть металлическими, чтобы она не взаимодействовала раньше срока. Для безопасной работы потребуются защитные перчатки, респиратор. Технология сварки алюминия клеем имеет следующую последовательность:
- Средство извлекается из упаковки.
- Отливается или отрезается необходимое для работы количество.
- Ингредиенты перемешиваются до образования однородной массы. Срок до начала затвердевания составляет 30 минут.
- Соединяемые участки обезжириваются ацетоном.
- Наносится клей, затем детали сжимаются на 40 минут.
- Затем выступившая смесь удаляется наждачной бумагой.
- Изделию дают отстояться пару часов до полного затвердевания средства.
- Заделка дефектов и отверстий производится последовательным нанесением слоёв толщиной 5 мм с полной просушкой каждого.
Преимущества и недостатки клеевого метода
Помимо того что клей «холодная сварка» — это простой способ соединения, он и стоит недорого. Большую популярность метод приобрёл благодаря следующим качествам:
- быстрое, 20 — 30 мин, создание соединений;
- отсутствие затрат на электроэнергию;
- возможность выбора способов соединения (встык, внахлёст, заделка дефектов);
- возможность сварки разнородных материалов;
- соединяемые участки не деформируются.
Однако специфика метода накладывает ограничения на его использование. Применение холодной сварки клеем нежелательно:
- в местах с высокой температурой;
- если изделие должно быть экологически чистым;
- для скрепления деталей, подвергающихся ударным и вибрационным нагрузкам;
- при ремонте сосудов и труб высокого давления;
- для восстановления изделий, эксплуатируемых в агрессивных средах;
- если ёмкость контактирует с продуктами питания и питьевой водой.
После освоения способов холодной сварки любой человек сможет в домашних условиях самостоятельно производить ремонт алюминиевых изделий. Никакого сложного оборудования и навыков для этого не нужно.
Холодная сварка для алюминия – разновидности, советы по применению
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.

Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.

Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.

Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.

Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.

Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.

Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.

Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.

Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Сварка алюминия – как правильно варить алюминий в домашних условиях
Сварка алюминия затруднена многими факторами (в первую очередь его характеристиками), но специалисты постоянно работают над совершенствованием технологий, позволяющих надежно соединять детали, выполненные из данного металла и его сплавов. Сам алюминий и его сплавы отличаются поистине уникальными свойствами: небольшим удельным весом, высокой электро-, а также теплопроводностью, устойчивостью к механическим нагрузкам.

Процесс сварки алюминия
Чем объясняется плохая свариваемость алюминия
Сложности и особенности сварки алюминия и его сплавов объясняются целым рядом уникальных свойств этого металла.
- Основная трудность тепловой обработки алюминия состоит в том, что поверхность данного металла всегда покрыта окисной пленкой, которая отличается очень высокой температурой плавления – 20440 (сам металл плавится при значительно более низкой температуре – 660 градусов).
- Капли расплавленного алюминия, которые образуются в сварной зоне, моментально покрываются тугоплавкой окисной пленкой, которая препятствует формированию сплошного шва. Это определяет некоторые особенности сварки алюминия: сварную зону надежно защищают от взаимодействия с окружающим воздухом, для чего используется газ аргон.
- В расплавленном состоянии алюминий обладает высокой текучестью, что серьезно затрудняет процесс формирования сварочной ванны. Именно поэтому технология сварки алюминия предполагает использование специальных теплоотводящих подкладок.
- В составе алюминия содержится растворенный водород, который при застывании расплавленного металла стремится выйти наружу. Это способствует образованию в шве пор, а также кристаллизационных трещин. Кроме того, сплавы данного металла характеризуются повышенным содержанием в них кремния, что также способствует образованию трещин, возникающих при охлаждении деталей.

Трещина в сварном шве, возникшая в результате нарушения технологии работ
- Алюминий обладает приличным коэффициентом линейного расширения. По этой причине происходит значительная усадка металла при его застывании, что ведет к серьезным деформациям соединяемых деталей.
- Сварка алюминия и его сплавов осуществляется на высоких значениях сварочного тока. Это объясняется тем, что данный металл отличается высокой теплопроводностью. Примечательно, что при сварке стали (а у нее температура плавления выше, чем у алюминия) используются токи меньшей силы (в 1,2–1,5 раза).
- Сварка деталей из данного металла (особенно сварка алюминия в домашних условиях) часто затруднена и тем, что точную марку сплава, из которого изготовлены соединяемые детали, определить очень сложно. Это серьезно осложняет выбор режимов сварки и используемых для ее выполнения методов.
Какие методы применяют для сварки алюминия
Для сварки алюминия могут использоваться разные методы, предполагающие применение различных материалов и оборудования, специальных средств для защиты сварочной зоны (инертные газы и флюсы).
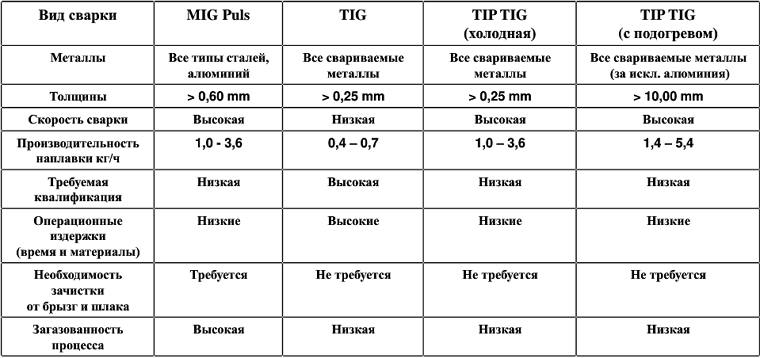
Сравнительная оценка типов сварки (нажмите, чтобы увеличить)
Среди методов выполнения сварки алюминия и в домашних, и в производственных условиях наибольшее распространение получили следующие:
- сварка, осуществляемая в среде инертных газов, для выполнения которой используется вольфрамовый электрод (AC TIG);
- полуавтоматическая сварка, также проходящая в среде защитных газов, для выполнения которой используется специальная проволока, подаваемая в автоматизированном режиме (DC MIG);
- сварка, при которой применяются электроды, покрытые специальным составом (MMA).
Задавая себе вопрос о том, как варить алюминий, чтобы получить надежное соединение, важно понимать, что для этого необходимо разрушить оксидную пленку, формирующуюся на поверхности металла. Чтобы решить эту задачу, для сварки применяют постоянный ток, а полярность устанавливают обратную. В данном случае добиваются эффекта катодного распыления, с помощью которого и удается разрушить такую тугоплавкую пленку.
Сваривать алюминий постоянным током, используя прямую полярность, не получается: в таких условиях не создается эффекта катодного распыления.
Как осуществляется подготовка металла к сварке
Вне зависимости от того, в каких условиях свариваются детали из алюминия – производственных или домашних, необходимо тщательно подготовить кромки этих деталей. Такая подготовка заключается в следующем.
- Поверхности деталей, которые предстоит сваривать (а также присадочный материал) очищаются от грязи, масла и жира. Чтобы обезжирить поверхности, их обрабатывают уайт-спиритом, ацетоном, авиационным бензином и любым другим растворителем.
- К подготовке относится и разделка кромок свариваемых деталей, которую выполняют, если в этом есть необходимость. Если сварку деталей из данного металла проводят не с помощью покрытых электродов, то разделку кромок следует производить при толщине соединяемых деталей, превышающей 4 мм. Если же для сварки применяются электроды, то разделку кромок выполняют, когда толщина деталей превышает 20 мм. Если сваривать предстоит алюминиевые листы толщиной, не превышающей 1,5 мм, то их торцы отбортовывают перед выполнением соединения.
- С поверхности деталей из данного металла перед выполнением их сварки необходимо удалить оксидную пленку. Для такой процедуры используется напильник или щетка с ворсинками из нержавеющей стали, с помощью которых с кромок соединяемых заготовок (на ширине 25–30 мм) удаляется оксидная пленка.

Обработка места сварки проникающим составом с целью выявления дефектов и определения места наложения шва
Нередко, когда выполняется сварка алюминия в домашних условиях, для удаления окисной пленки используют химические средства: каустическую соду, бензин. Если кромки соединяемых деталей обрабатываются каустической содой, после такой обработки необходимо промыть их проточной водой.
Сварка при помощи электродов со специальным покрытием
Посредством электродов со специальным покрытием выполняют сварку конструкций из алюминия, к которым не предъявляются повышенные требования по надежности и прочности соединения. Чаще всего именно таким способом выполняют сварку алюминия своими руками в домашних мастерских. К основным недостаткам данного способа сварки (с его помощью соединяют детали, толщина которых превышает 4 мм) следует отнести:
- низкую прочность сварного шва, а также его высокую пористость;
- интенсивное разбрызгивание расплавленного металла;
- достаточно сложную отделяемость шлака от поверхности шва, что может вызвать коррозию последнего.
Используя покрытые электроды и соответствующее оборудование, можно сваривать детали как из технически чистого алюминия, так и из сплавов данного металла. Наиболее популярными марками электродов, с помощью которых можно сваривать практически все виды алюминиевых сплавов, являются УАНА и ОЗАНА, пришедшие на смену устаревшим ОЗА-1 и ОЗА-2.
Электроды марки ОЗАНА-1 оптимально подходят для сварки чистого алюминия, а ОЗАНА-2 – для соединения заготовок из сплавов данного металла с кремнием (АЛ-4, АЛ-9, АЛ-11).

Электроды Kobatek для сварки алюминиевых сплавов
С использованием таких электродов сварочные работы выполняют на постоянном токе, подключаемом в обратной полярности, что следует учитывать, выбирая оборудование для выполнения работ в производственных и домашних условиях. Для выбора величины сварочного тока можно пользоваться несложным правилом: на 1 мм диаметра электрода необходимо 25–30 А постоянного тока.
При сварке деталей, характеризующихся средней, а также большой толщиной, необходим предварительный прогрев соединяемых деталей, для чего можно использовать газовую горелку. Когда требуется заварить детали значительной толщины, выполняется локальный прогрев места будущего соединения. Использование предварительного прогрева деталей (от 250 до 4000 – зависит от толщины металла), а также медленного охлаждения позволяет эффективно проплавить металл даже при сварке на небольших токах, минимизировать риск появления кристаллизационных трещин и деформации готовой конструкции.
Поскольку алюминиевые электроды плавятся достаточно быстро, следует выполнять сварочные работы с высокой скоростью. Очень важно обеспечить непрерывность сварки, осуществляемой посредством одного электрода. Обрыв дуги в таком случае приведет к тому, что конец электрода и кратер шва покроются шлаковой коркой, препятствующей повторному разжиганию.
Удалять шлак следует, как только закончилась сварка. Затем необходимо промыть очищенный шов горячей водой, а после обработать металлической щеткой. Это делается для того, чтобы удалить остатки шлака со всех уголков шва (в противном случае он может стать источником развития коррозионных процессов).
Сварка по данной технологии используется преимущественно для выполнения работ в домашних мастерских и на небольших ремонтных предприятиях. Для такой сварки не придется приобретать дорогостоящее оборудование, а также расходные материалы, но выполнять с ее помощью ответственные работы не рекомендуется. Что удобно, при этом можно использовать даже то оборудование, которое изготовлено своими руками.
Сварка с применением защитного газа
Сварка алюминия, которая предполагает применение защитного газа, может считаться наиболее распространенной технологией. Она позволяет получать соединения, отличающиеся высокой надежностью, прочностью и эстетичностью.

Прутки алюминиевые (присадочные) для сварки
Основными расходными материалами сварки по данной технологии являются вольфрамовые электроды (Ø 1,6–5 мм) и прутки (Ø 1,6–4 мм), используемые в качестве присадки. Защитными газами могут быть гелий или аргон, отличающиеся высокой чистотой.
Эффективное разрушение оксидной пленки, обязательно присутствующей на поверхности соединяемых заготовок, обеспечивается посредством запитывания сварочной дуги от источника, выдающего переменный ток. Все режимы сварочного процесса, которые зависят от типа выполняемого соединения и толщины соединяемых деталей, подбираются по специальным таблицам. К таким режимам, в частности, относятся диаметр вольфрамового электрода, а также присадочного прутка, величина силы сварочного тока, значение скорости, с которой подается защитный газ.

Ориентировочные параметры сварки при работе с аргоном
Имея соответствующее оборудование и расходные материалы, сварку по данной технологии можно с успехом выполнять и в домашних условиях, получая с ее помощью качественные, красивые и надежные соединения. Чтобы научиться выполнять сварку в среде защитных газов своими руками, можно посмотреть обучающее видео и запомнить нескольких несложных правил ее выполнения.
- Между вольфрамовым электродом и горизонтальной поверхностью соединяемых деталей следует выдерживать угол, равный 70–80 градусов.
- Угол между вольфрамовым электродом и присадочным прутком должен составлять порядка 90 градусов.
- Длина дуги должна находиться в интервале 1,5–2,5 мм.
- При формировании шва первым двигается присадочный пруток и только за ним горелка (так обеспечивается эффективная защита сварного шва).
- Подача присадочного прутка в зону сварки осуществляется так, как будто вы держите в руках кисть, которой рисуете картину. Кончик присадочного прутка подводят к краю сварочной ванны, касаясь ее, а затем отводят назад и вверх. Поперечные движения электродом и присадочным прутком, что важно, совершать не рекомендуется. Очень хорошо можно изучить данный процесс, используя соответствующее видео.
- Чтобы исключить перегрев соединяемых деталей и прожог тонких листов, а также обеспечить быстрый отвод тепла из зоны сварки, под них помещают стальную или медную подкладку, выполняющую роль радиатора.
- Подача защитного газа в зону сварки включается за несколько секунд до начала ее выполнения (3–5), а выключают подачу спустя некоторое время (5–7 секунд) после обрыва дуги.
Выполняя сварку деталей из алюминия в среде защитных газов, необходимо очень тщательно следить за такими параметрами процесса, как скорость сварки и расход газа, так как они оказывают серьезное влияние на качество формируемого шва. При слишком большом расходе газа, например, в зону сварки будет засасываться воздух, что ухудшит ее защиту. Эффективная защита зоны сварки также не будет обеспечена в том случае, если расход газа слишком маленький, а скорость выполнения соединения слишком высока.
Очевидно, что при наличии соответствующего оборудования и навыков выполнения подобных работ вполне можно выполнять сварку деталей из алюминия своими руками по данной технологии в условиях домашней мастерской или гаража.
Использование полуавтоматического оборудования
Высокую эффективность при сварке деталей, выполненных из алюминия и его сплавов, демонстрируют импульсные полуавтоматы. Оксидная пленка на поверхности металла при использовании такого оборудования разбивается за счет импульса высокого напряжения, который, кроме того, «вбивает» в сварочную ванну капли расплавленного электродного материала. Такая технология позволяет получать плотные, качественные, красивые и надежные сварные соединения.
Для сварки в домашних условиях такое оборудование практически не используется, так как стоимость его достаточно высока. Домашние мастера, желающие выполнять соединение деталей из алюминия с использованием полуавтоматического оборудования, используют обычные аппараты, подвергая их незначительной переделке.
Отметим при этом следующий факт. Хотя сварка алюминия с использованием вольфрамового электрода и присадочного прутка и отличается меньшей скоростью, чем полуавтоматическая (в три раза), с ее помощью швы получаются более качественными.
Применение как импульсного, так и обычного полуавтоматического оборудования для сварки деталей из алюминия имеет ряд важных особенностей, которые обязательно необходимо учитывать.
- Сварка выполняется только на постоянном токе обратной полярности.
- Мягкая алюминиевая проволока при подаче в зону сварки по специальному рукаву может образовывать петли. Чтобы предотвратить образование таких петель, необходимо применять 4-роликовый подающий механизм, использовать более короткий подающий рукав, во внутреннюю часть которого вставляется тефлоновый вкладыш, значительно снижающий силу трения.
- Алюминиевая проволока, которая имеет значительный коэффициент расширения, может при нагреве застревать в наконечнике подающего устройства. Чтобы этого не происходило, необходимо использовать специальные наконечники для алюминия, которые маркируются буквами «AL», либо обычные наконечники, диаметр которых несколько больше, чем диаметр используемой проволоки.
- Подача алюминиевой проволоки, которая плавится значительно быстрее, чем стальная, должна быть выше. В противном случае расплавленная проволока, не успевающая попасть в зону сварного шва, будет постоянно выводить из строя наконечник.
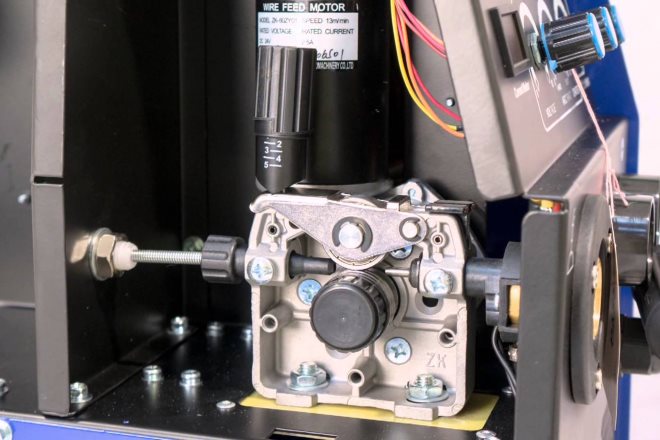
Регулятор силы подачи проволоки
Естественно, выбирая марку алюминиевой проволоки для сварочных работ, необходимо учитывать состав материала, детали из которого будут соединяться с ее помощью. Если же информацией о составе свариваемого материала вы не обладаете, то подбирать проволоку придется экспериментальным путем.
Кроме вышеперечисленных методов, также используется контактная сварка алюминия, реализовать которую в домашних условиях достаточно сложно. Объясняется это тем, что для выполнения такой сварки необходимы специальное оборудование, соответствующие знания и опыт выполнения таких работ. Редко используется в домашних условиях и холодная сварка деталей из алюминия, предполагающая их сжатие под огромным давлением, под действием которого разрушается оксидная пленка на их поверхности.
Как сварить алюминий инвертором — пошаговая инструкция
Алюминий не самый прочный материал, поэтому не удивительно, что предметы из него нередко ломаются. Необязательно относить их в мастерскую, отремонтировать можно и дома сваркой алюминия инвертором. Однако для создания надежных соединений нужно учитывать неординарные свойства этого капризного материала.

Можно ли варить алюминий инвертором
Сложность сваривания алюминия инвертором обусловлена его характеристиками:
- У оксидной пленки, которой покрыта поверхность этого металла, температура плавления 2000⁰C, а у металла — 660⁰C.
- Перед работой пленка удаляется. Сварку начинают сразу после снятия оксида, чтобы очищенная поверхность не успела окислиться.
- При значительном перепаде температуры прочность алюминия уменьшается.
- Из-за высокой текучести металл стремится убежать из сварочной ванны, что затрудняет наложение вертикальных швов.
- Из-за высокого коэффициента температурного расширения заготовки при усадке могут деформироваться, а шов растрескаться.
- Цвет алюминия при нагреве не изменяется, что затрудняет контроль над процессом при выполнении инверторной сварки.
Какой инвертор подойдет для сварки алюминия
Выбор инвертора для сварки алюминия зависит от объема и сложности работы. Если ремонтом заниматься приходится нечасто, а к качеству соединения не предъявляется высоких требований, достаточно дешевого аппарата. В противном случае предпочтение отдается модели с функциями MMA и TIG. Таким аппаратом выполняются соединения электродами с покрытием и аргонодуговой сваркой. Для домашнего ремонта достаточно силы тока 200 А.
Для упрощения и ускорения работы при больших объемах следует обратить внимание на инверторы с осциллятором, позволяющим зажигать дугу бесконтактным способом. Полезной будет опция постепенного затухания дуги, управления балансом полярности и импульсный режим. Если предполагается частое перемещение инвертора, предпочтение следует отдавать компактным моделям. Они дороже аппаратов с аналогичными функциями, но удобней при перевозке.
Выбор расходных материалов для сварки
Чтобы варить алюминий инвертором без аргона применяются электроды, сделанные из близкого по составу материала. Их покрытие при нагреве создает газовую среду, которая препятствует проникновению воздуха в зону сварки. Лучшими отечественными признаны марки ОЗА, ОЗР, ОЗАНА. Аналоги зарубежного производства OK 96.20, OK 96.40, Kobatek-213 лучше по качеству, но стоят дороже.
Аргонодуговая сварка выполняется неплавящимися электродами из вольфрама. Для создания шва используют присадочную проволоку диаметром от 2 до 5 мм. В составе популярных марок АО, АД, АК содержится много магния.
Чтобы сваривать алюминий инверторным полуавтоматом используется присадочная проволока диаметром от 0,8 до 1 мм в катушках по 0,5 кг. Большей популярностью пользуются марки ER 4043 и ER 5356, сделанные из сплава кремния с алюминием. Св-АК 5 и Св-АМг из алюминия с магнием применяются реже.
Технология сварки алюминия инвертором
Перед началом сварки алюминия в домашних условиях нужно обработать место соединения:
- Если толщина деталей больше 5 мм, с кромок снимаются фаски под углом 45 — 60⁰. Чем толще металл, тем больше скос.
- Заготовки на расстоянии 2 — 3 см от стыка очищаются металлической щеткой от оксидной пленки и обезжириваются растворителем.
- Рекомендуется предварительный нагрев деталей до 400⁰C.
- Для предотвращения деформации, при усадке алюминиевые заготовки в зависимости от толщины размещают с зазором 1 — 2,5 мм между ними.
- Если детали тоньше 5 мм, под них подкладывают графитовые или керамические пластины, чтобы расплавленный металл не протекал на обратную сторону.
Сварка плавящимися электродами с покрытием выполняется постоянным током с плюсом на держателе, а вольфрамовыми — переменным. Чтобы шов по всей длине был одинаковой ширины, заготовки сначала прихватываются с обеих сторон. Диаметр электрода и ток в зависимости от толщины алюминия определяются по таблице:
Читайте также: