Можно ли прерывать сварку в месте пересечения и сопряжения швов
Обновлено: 17.05.2024
Какие методы контроля должны применяться для определения полноты удаления дефектов в литой детали арматуры?
Укажите требования к расходу защитного газа при автоматической сварке в смесях защитных газов узлов трубопроводной арматуры горелками с внутренним и наружным соплами.
?) Не менее 40 литров в минуту для внутреннего сопла и не менее 20 литров в минуту для наружного сопла.
?) Не менее 10 литров в минуту для внутреннего сопла и не менее 20 литров в минуту для наружного сопла.
?) Не менее 30 литров в минуту для внутреннего сопла и не менее 60 литров в минуту для наружного сопла.
Допускается ли оставлять в выборках литой детали арматуры под сварку (наплавку) незначительные дефекты типа единичных пор, шлаковых и газовых раковин?
?) Образование «козырька» из покрытия размером более 4 мм и отваливание кусочков нерасплавившегося покрытия от стержня является признаком брака.
?) Дуга должна легко зажигаться и стабильно гореть. Покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования «козырька», препятствующих нормальному плавлению электрода во всех пространственных положениях. Образование «козырька» из покрытия размером более 4 мм и отваливание кусочков нерасплавившегося покрытия от стержня является признаком брака.
?) Покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования «козырька», препятствующих нормальному плавлению электрода во всех пространственных положениях.
До какой температуры надлежит произвести предварительный местный подогрев металла при сварке стальных конструкций, если температура окружающего воздуха ниже минимально допустимой для сварки без подогрева?
При какой толщине свариваемых элементов решетчатых и листовых конструкций из низколегированной стали с пределом текучести свыше 390 МПа (40 кгс/мм кв.) предварительный местный подогрев следует производить независимо от температуры окружающего воздуха?
При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых конструкций из углеродистой стали толщиной 35 мм без подогрева?
При какой температуре воздуха разрешается выполнять сварку стальных конструкций сварщику, который успешно выполнил сварку пробных стыков при температуре ниже минус 30 градусов Цельсия?
При какой минимальной температуре можно производить сварку конструкций котлов толщиной до 16 мм из сталей с временным сопротивлением от 540 до 590 МПа без предварительного подогрева?
Что необходимо сделать при неудовлетворительных показателях сварочно-технологических свойств электродов?
До какой температуры необходимо предварительно подогревать места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (40 кгс/мм кв.) и более?
Какой должна быть сила сварочного тока при сварке металлоконструкций в нижнем положении электродами с основным типом покрытия диаметром 3 мм?
При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых конструкций из углеродистой стали толщиной 45 мм без подогрева?
Каким способом надлежит удалять дефектные участки, обнаруженные в сварных швах монтажных соединений стальных конструкций?
При какой минимальной температуре можно производить сварку конструкций котлов толщиной от 16 мм до 25 мм из сталей с временным сопротивлением от 540 до 590 МПа без предварительного подогрева?
Допускается ли использовать для сварки ответственных металлоконструкций партию электродов, если после повторной прокалки сварочно-технологические свойства электродов не удовлетворяют требованиям ГОСТ 9466?
Допускается ли перерыв в процессе сварки металлоконструкций при температуре окружающего воздуха ниже минус 5 градусов.
?) Не допускается, за исключением времени необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
Какой должна быть сила сварочного тока при сварке металлоконструкций в нижнем положении электродами с основным типом покрытия диаметром 4 мм?
При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых конструкций из низколегированной стали с пределом текучести 390 МПа и менее толщиной 35 мм без подогрева?
Допускается ли удаление дефектов сварных швов монтажных соединений стальных конструкций ручной кислородной резкой?
?) Допускается при обязательной последующей зачистке участка, подготовленного к ремонту, абразивным инструментом на глубину 1 - 2 мм.
Укажите температуру предварительного подогрева при ручной дуговой, механизированной плавящимся электродом в среде активных газов и автоматической сварке под флюсом конструкций котлов из стали с временным сопротивлением от 540 до 590 МПа при температуре окружающего воздуха ниже допустимого предела для каждого из указанных способов сварки.
В течение какого срока следует использовать электроды с основным (фтористо-кальциевым) покрытием после прокалки, если их хранить в специально оборудованном складе?
Общие указания по сварке
Свариваемые поверхности конструкции и рабочее место сварщика должны быть ограждены от дождя, снега, ветра и сквозняков.
При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, а при температуре ниже минус 40 °С сварка должна производиться в обогреваемом тепляке, где температура должна быть выше 0 °С.
Сварку конструкций при укрупнении и в проектном положении следует проводить после проверки правильности сборки.
Швы длиной более 1 м, выполняемые ручной или механизированной сваркой, следует сваривать обратноступенчатым способом (рис. 6.1, а РД 34.15.132-96).
При толщине стали 15-20 мм и более рекомендуется применять сварку способом «двойного слоя» (рис. 6.1, б РД 34.15.132-96). Заваривают на участке I длиной 250-300 мм первый слой шва 1, быстро счищают (после потемнения) с него шлак и заваривают на этом же участке второй слой 2. Затем в таком же порядке заваривают участки II, III и т.д. Сварку второго слоя выполняют по горячему первому слою. Остальные слои (валики) выполняют обычным обратноступенчатым способом.
Сварка листовых объемных конструкций из стали толщиной более 20 мм, особенно из стали с пределом текучести 390 МПа и более, должна производиться способами, обеспечивающими уменьшение скорости охлаждения - каскадом или «горкой» (рис. 6.1, в, г РД 34.15.132-96).
При изготовлении металлоконструкций следует создавать условия для наиболее удобного выполнения сварных соединений: в нижнем положении, с поворотом изделия; тавровые соединения предпочтительно выполнять «в лодочку» с кантовкой или поворотом изделия.
Последовательность выполнения сварных швов должна быть такой, чтобы обеспечивались минимальные деформации конструкции и предотвращались появления трещин в сварных соединениях.
При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов.
Стыковые швы должны выполняться в первую очередь, а угловые швы - во вторую.
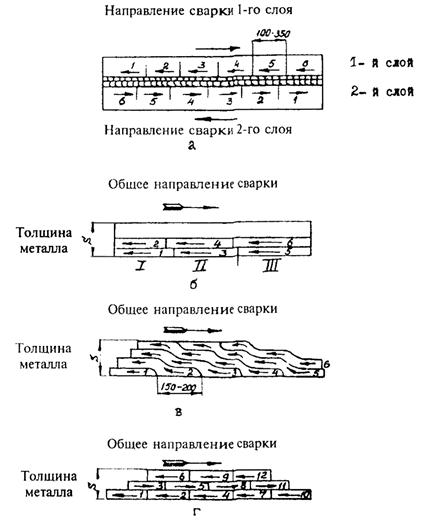
Схемы сварки обратноступенчатым способом (а), способом «двойного слоя» (б), горкой (в) и каскадом (г)
При сварке сварные швы необходимо выполнять многослойным способом слоями высотой 4-6 мм; каждый слой шва перед наложением последующего слоя должен быть очищен сварщиком от шлака и брызг металла, после чего нужно провести визуальный контроль поверхности шва. Участки слоев шва с порами, раковинами и трещинами должны быть удалены механическим способом. Допускается выборка дефектного участка огневым способом с последующей механической зачисткой мест выборки.
При многослойной сварке разбивать шов на участки следует с таким расчетом, чтобы стыки участков («замки» швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
При двусторонней сварке стыковых, угловых и тавровых соединений необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного места.
Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления осуществляют подбором режимов сварки и соответствующим пространственным расположением свариваемых деталей или механизированной зачисткой абразивным инструментом. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
При температуре окружающего воздуха ниже 0 °С ручную дуговую сварку металлоконструкций независимо от марки свариваемой стали следует выполнять электродами с основным (фтористо-кальциевым) типом покрытия.
Ручную и механизированную дуговую сварку стальных конструкций разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 6.1 РД 34.15.132-96, автоматическую сварку под флюсом - при температуре окружающего воздуха, приведенной в табл. 6.2 РД 34.15.132-96. При более низкой температуре окружающего воздуха сварку надлежит производить с предварительным местным подогревом металла до 120-160 °С в зоне шириной не менее 100 мм с каждой стороны соединения.
Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (40 кгс/мм 2 ) и более необходимо предварительно подогреть до 120-160°.
При температуре окружающего воздуха ниже минус 5 °С сварку шва следует производить без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
Сварку деталей из низколегированных сталей следует выполнять без перерыва до заполнения хотя бы половины толщины шва или по всей его длине или на участке длиной не менее 800-1000 мм (при длине шва более 1 м). При вынужденных перерывах в работе необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например обкладкой стыка листовым асбестом), а при возобновлении сварки стык должен быть подогрет до температуры 120-160 °С.
Не допускается никаких силовых воздействий на стык до окончания сварки.
Температура окружающего воздуха, при которой разрешается производить ручную и механизированную сварку стальных конструкций без подогрева
| Толщи-на свариваемых элемен-тов, мм | Максимально допустимая температура окружающего воздуха, °С, при сварке конструкций | ||||
| решетчатых | листовых объемных и сплошно-стенчатых | решетчатых | листовых объемных и сплошно-стенчатых | решетчатых и листовых | |
| из стали | |||||
| углеродистой | низколегированной с пределом текучести, МПа (кгс/мм 2 ) | ||||
| £ 390(40) | > 390(40) | ||||
| До 16 | -30 | -30 | -20 | -20 | -15 |
| Св. 16 до | |||||
| -30 | -20 | -10 | При толщине более 25 мм предварительный местный подогрев следует производить независимо от температуры окружающего воздуха | ||
| Св. 25 до 30 | -30 | -20 | -10 | ||
| Св. 30 до 40 | -10 | -10 | +5 | ||
| Св. 40 | +5 | +10 |
После окончания сварки со шва и околошовной зоны должен быть удален шлак, наплывы и брызги металла. Удаление шлака должно производиться после остывания шва (через 1 - 2 минуты после потемнения). Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки - зачистить до основного металла с удалением всех дефектов. Снятие усиления, зачистку корня шва, лицевой стороны шва и мест установки выводных планок рекомендуется осуществлять с помощью высокооборотных электрических шлифовальных машинок с абразивным кругом. При этом риски от абразивной обработки металла должны быть направлены вдоль кромок свариваемых деталей.
Основные положения по сварке при монтаже металлоконструкций
Условия допуска сварщиков к сварке при монтаже металлоконструкций. Указание в чертеже типа электрода или марки для сварки металлоконструкций. Правила и режимы ручной дуговой сварки. Дефекты сварных соединений, их исправление и контроль качества.
| Рубрика | Производство и технологии |
| Вид | лекция |
| Язык | русский |
| Дата добавления | 05.02.2013 |
| Размер файла | 914,4 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Основные положения по сварке при монтаже металлоконструкций
1. К сварке (прихватке) при монтаже металлоконструкций допускаются сварщики, аттестованные на I уровень профессиональной подготовки на группу объектов "Металлические строительные конструкции" (СК п.1) и имеющие соответствующее аттестационное удостоверение (НАКС).
2. Тип электрода или марка для сварки металлоконструкций должен быть указан в чертеже (проекте).
Поступившие на строительную площадку электроды должны быть приняты ответственным лицом и иметь сертификаты качества на поставленную партию; Электроды быть аттестованы на группу объектов "Строительные конструкции" и иметь "Свидетельство НАКС".
Перед применением электроды прокалить согласно требованиям завода производителя.
На рабочем месте электроды хранить в термопеналах. Число прокаленных электродов на рабочем месте сварщика не должно превышать полусменной потребности.
3.1 Все поступающие на укрупнительную площадку изделия и элементы конструкции должны быть до начала сборки проверены прорабом (или другим ответственным лицом) на наличие клейм, маркировки, а также сертификатов завода-изготовителя. При отсутствии клейм, маркировки или сертификатов изделия и элементы конструкций к дальнейшей обработке не допускаются.
3.2 Обработка кромок под сварку и вырезка отверстий на монтажной площадке может производиться газовой резкой с последующей механической обработкой поверхности от следов резки.
3.3 Тип и конструктивные элементы подготавливаемых кромок, размеры зазоров при сборке сварных соединений должны соответствовать требованиям рабочих чертежей и ГОСТ 5264-80.
3.4 Кромки деталей подготовленные под сварку, а так же прилегающие к ним участки шириной не менее 20 мм, должны быть очищены с наружной и внутренней стороны от ржавчины, окалины, краски и других загрязнений до металлического блеска механическим способом (абразивным инструментом, металлическими щетками). Подготовленные под сварку кромки подлежат визуальному осмотру для выявления трещин, расслоений и других недопустимых дефектов металла. При наличии влаги на кромках необходимо просушить их газовой горелкой до температуры 50-80 0 С.
3.5 Сборку конструкций выполнять на прихватках. Требования к прихваткам такие же, как и к основному шву. Прихватки должны выполняться сварщиками, имеющими допуск на сварку (по возможности теми, кто будет сваривать данное соединение) и теми же электродами, что и при сварке основного шва. Прихватки выполняются на режимах, рекомендованных для сварки корневого шва.
Длина прихватки должна быть не менее 30 мм, расстояние между прихватками - не более 500 мм, количество прихваток на каждой детали - не менее двух.
Прихватки необходимо выполнять с полным проваром. Для обеспечения сплавления между основным швом и прихватками рекомендуется выполнить в них "заходы" (запилы) шлифовальным кругом толщиной 2 - 3 мм согласно эскизу №1.
Эскиз №1 Выполнение "заходов" на прихватках.
а) до выполнения "захода"; б) после выполнения "захода".
К качеству прихваток предъявляются такие же требования, как и к сварному шву. Прихватки, имеющие недопустимые дефекты, следует удалять механическим способом. Прихватки взамен удаленных располагать в новых местах.
Не допускается переносить и кантовать тяжелые и крупногабаритные конструкции и их элементы, собранные только на прихватках, без применения приспособлений, обеспечивающих неизменяемость формы.
4.1 Непосредственно перед сваркой, при необходимости, очистка кромок должна быть повторена, при этом продукты очистки не должны оставаться в зазорах между собранными деталями.
4.2 Отклонения размеров сечения швов сварных соединений не должны превышать величин, указанных в чертеже (проекте) или ГОСТ 52645-80.
4.3 Начало и конец сварных швов, по возможности, должны выводиться на выводные планки, которые после окончания сварки удаляются термической резкой, а места их установки зачищаются абразивным инструментом.
4.4 Зажигать дугу на основном металле вне границ шва и выводить кратер на основной металл запрещается. Кратеры на концах швов должны быть тщательно заварены и зачищены. При вынужденном перерыве в работе (смена электрода и т.д.) сварку разрешается возобновлять после очистки концевого участка шва длиной 30-50 мм и кратера от шлака; этот участок и кратер следует полностью перекрыть швом.
4.5 При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов. Стыковые швы должны выполняться в первую очередь, а угловые швы - во вторую. При сварке пересекающихся стыковых швов усиление шва, выполненного первым, следует удалить заподлицо с основным металлом в зоне пересечения, если стыковое соединение не имеет разделки кромок, или придать ему форму разделки пересекающего шва.
4.6 Сварные соединения большой толщины должны по возможности выполняться двухсторонними соединениями с симметричной разделкой кромок. Сварку двусторонних соединений выполнять в последовательности:
выполнить сварку корневого прохода шва в один или два слоя, обеспечивая максимальное проплавление сварного соединения;
выполнить с обратной стороны зачистку корня сварного соединения до чистого металла механическим способом или воздушно дуговой строжкой с последующей зачисткой абразивным кругом со снятием метала на глубину не менее 1мм и образованием канавки с округлыми границами;
проконтролировать качество зачистки корня шва ВиК;
выполнить подварку корневого слоя с обратной стороны в один или два слоя;
зачистить механическим способом швы с наружной и внутренней стороны и провести визуальный контроль на отсутствие дефектов;
выполнить сварку заполняющих и облицовочного слоёв шва с послойной тщательной зачисткой от брызг и окалины по схеме "один слой с одной стороны второй слой с обратной стороны”.
Список вопросов базы знаний
?) Без применения ударных воздействий и повреждения основного металла, а места их приварки зачищать до основного металла с удалением всех дефектов.
Тема/шкала: 9.01.1.01.СК-I-РД,9.01.1.02.СК-I-РАД,9.01.1.04.СК-I-МП,9.01.2.01.СК-II,9.02.1.01.СК-I-РД,9.02.1.04.СК-I-МП,9.02.2.01.СК-II
Сварочные материалы (покрытые электроды, порошковые проволоки, сварочные проволоки сплошного сечения, плавленые флюсы) должны соответствовать требованиям:
Тема/шкала: 9.01.1.01.СК-I-РД,9.01.1.02.СК-I-РАД,9.01.1.04.СК-I-МП, 9.01.1.16.СК-I-РДН,9.01.2.01.СК-II,9.02.1.01.СК-I-РД,9.02.1.04.СК-I-МП,9.02.2.01.СК-II,9.03.1.01.СК-I-РД,9.03.1.02.СК-I-РАД,9.03.1.04.СК-I-МП,9.03.1.15.СК-I-Г,9.03.1.16.СК-I-РДН,9.03.2.01.СК-II
Какой уровень присваивается сварщику, прошедшему аттестацию согласно «Правил аттестации сварщиков и специалистов сварочного производства»?
Допускается ли углубляться в металл при удалении поверхностных дефектов с торца шва абразивным инструментом без последующей подварки?
?) Допускается с уклоном не более 0,05 на свободной кромке в толщину металла на 0,02 ширины спариваемого элемента, но не более чем на 8 мм с каждой стороны.
Тема/шкала: 9.01.1.01.СК-I-РД,9.01.1.02.СК-I-РАД,9.01.1.04.СК-I-МП, 9.01.1.16.СК-I-РДН,9.01.2.01.СК-II
Какова последовательность исправления швов с недопустимыми порами, шлаковыми включениями и несплавлениями?
?) Производится подготовка участка под заварку путем создания V-образной разделки кромок (угол раскрытия 60 70 °).
?) Концы трещины должны быть засверлены (диаметр отверстия 5 8 мм) с припуском по 15 мм с каждого конца. Производится подготовка участка под заварку путем создания U-образной разделки кромок.
?) Концы трещины должны быть засверлены (диаметр отверстия 5 8 мм) с припуском по 15 мм с каждого конца. Затем производится подготовка участка под заварку путем создания V-образной разделки кромок (угол раскрытия 60 70 °).
Тема/шкала: 9.01.1.01.СК-I-РД, 9.01.1.16.СК-I-РДН,9.02.1.01.СК-I-РД,9.03.1.01.СК-I-РД,9.03.1.16.СК-I-РДН
Тема/шкала: 9.01.1.01.СК-I-РД, 9.01.1.16.СК-I-РДН,9.01.2.01.СК-II,9.02.1.01.СК-I-РД,9.02.2.01.СК-II,9.03.1.01.СК-I-РД,9.03.1.16.СК-I-РДН,9.03.2.01.СК-II
?) С основным покрытием - Б, кислым покрытием - К, целлюлозным покрытием - Ц и рутиловым покрытием -Р.
?) С основным покрытием - Б, кислым покрытием - А, целлюлозным покрытием - Ц и рутиловым покрытием -Р.
?) С основным покрытием - О, кислым покрытием - К, целлюлозным покрытием - Ц и рутиловым покрытием -Р.
Электроды какого диаметра следует применять для сварки корневых слоев шва и для подварки шва с обратной стороны?
?) На складах монтажных организаций в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 10 °С и относительной влажности не более 50 %.
?) На складах монтажных организаций в заводской таре отдельно по маркам, диаметрам и партиям. Помещение склада должно быть сухим, с температурой воздуха не ниже 15 °С.
Допускаются ли в сварных швах металлических конструкций непровары корня шва в конструкциях, работающих при температуре ниже -40 °С?
Допускается ли исправление дефектов в сварных швах монтажных соединений стальных конструкций зачеканкой?
?) Допускается исправление поверхностных дефектов (подрезов, несплавлений) на сталях с пределом текучести менее 390 МПа.
Каким образом исправляются подрезы глубиной не более 0,5 мм при толщине проката до 20 мм, а также местные подрезы (длиной до 20 % длины шва)?
?) После приемки мастером по сварке или прорабом по монтажу собранных стыков с отметкой в журнале сварочных работ.
Какие сварщики допускаются к сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/кв. мм):
Тема/шкала: 9.01.1.01.СК-I-РД,9.01.1.04.СК-I-МП,9.01.2.01.СК-II,9.02.1.01.СК-I-РД,9.02.1.04.СК-I-МП,9.02.2.01.СК-II
?) Необходимо прокалить по режимам, указанным в технических условиях, паспортах, на этикетках или бирках заводов-изготовителей сварочных материалов.
Какого размера подрезы допускаются в сварных швах монтажных соединений стальных конструкций, эксплуатируемых при температуре не ниже -20 °С?
?) Глубиной не более 0,5 мм при толщине свариваемого проката до 20 мм и не более 1 мм - при большей толщине.
Каким образом исправляются подрезы глубиной не более 1 мм при толщине проката свыше 20 мм, а также местные подрезы (длиной до 20 % длины шва)?
Какова должна быть длина гибкого провода, которым соединяют электрододержатель со сварочной цепью при ручной дуговой сварке?
На какую квалификационную группу по электробезопасности должны быть аттестованы сварщики всех специальностей и квалификаций?
Должны ли быть проверены сварочно-технологические свойства каждой партии электродов перед применением?
?) Сварочно-технологические свойства каждой партии электродов проверяются при наличии соответствующих указаний в ПТД.
?) Допускаются поверхностные продольные трещины, если длина их не более трехкратного номинального диаметра электрода.
?) Допускаются поверхностные продольные трещины, если длина их не более D + 10 мм (D - номинальный диаметр электрода).
При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых конструкций из низколегированной стали с пределом текучести 390 МПа и менее толщиной 25 мм без подогрева?
Какого размера подрезы (вдоль усилия) допускаются в сварных швах монтажных соединений стальных конструкций, эксплуатируемых при температуре ниже -40 °С?
Какие условия необходимо создавать сварщику при сварке монтажных сварных соединений конструкций при температуре окружающего воздуха ниже -10 °С?
Для сварных металлоконструкций зданий применяются углеродистые и низколегированные стали в соответствии с:
Что должен сделать сварщик, впервые приступающий к сварке в данной организации перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ?
?) Сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
При какой минимальной температуре окружающего воздуха разрешается выполнять сварку решетчатых конструкций из низколегированной стали с пределом текучести 390 МПа и менее толщиной 15 мм без подогрева?
Какие условия необходимо создавать сварщику при сварке монтажных сварных соединений стальных конструкций при температуре окружающего воздуха ниже -40 °С?
Читайте также: