Муфтовая сварка полиэтиленовых труб
Обновлено: 16.05.2024
Технология муфтовой сварки и стыковой сварки
Полиэтиленовые трубы ПНД (Полиэтилен Низкого Давления) все чаще набирают широкое распространение благодаря своим преимуществам:
- отсутствие коррозии, биообрастания, и значительных отложений;
- высокая химическая стойкость, это значит полиэтилен не боится кислот и щелочей;
- небольшая цена на трубы ПНД;
- простота при транспортировке;
- вес полиэтиленовой трубы во много раз меньше стальной трубы;
- легкость монтажа;
- труба ПЭ имеет хорошую гибкость, что может пройти поворотность и изгиб без особых усложнений;
- имеет герметичность и срок службы не менее 50 лет;
- у полиэтиленовой трубы гладкая поверхность как снаружи так и с внутренней стенки трубы, а это повышенная пропускная способность;
- труба ПНД имеет устойчивость к динамическим и статическим нагрузкам, это значит не боится подвижек грунта;
- не нуждается в электромеханической защиты трубопровода, в т.ч. от блуждающих токов.
Используется данная труба для прокладки газо- и водопроводов, ливневой канализации, для защиты кабеля в виде футляра и других технических целей.
Хорошо подходят для внутренних коммуникаций, наружных и с подземной укладкой в траншеи. Все зависит от поставленных целей и потребностей.
Полиэтиленовые трубы могут быть напорными, с давлением до 16 атмосфер, и безнапорными для технических нужд.
Последние применяются для канализационных стоков, футляров для прокладки кабеля и т.д.
Соединяются полиэтиленовые трубы тремя способами:
1. Разьемное соединение - это компрессионными фитингами и фланцевое соединение с применением компрессионного фланцевого соединения.
2. Неразъемное соединение - это сварка полиэтилена специальным оборудованием:
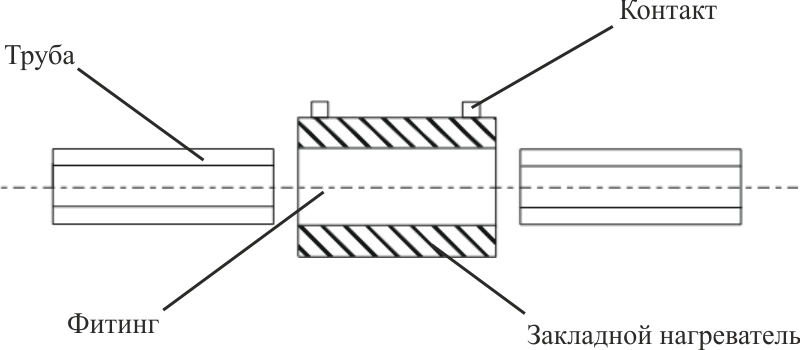
- электромуфтовая сварка фитингами с закладными электро-нагревателями , в фитинги впаяна спираль для прогрева полиэтилена как в самом фитенге так и трубы ПНД;
- Стыковая сварка методом нагрева концов трубы и литых фитингов или сварных (сегментных) фитингов и последующим соединением стык в стык под определенным давлением.
Данные сварные соединения являются наиболее надежными и прочными. Швы герметичны и устойчивы к воздействию химически агрессивных сред.
Небходимый подготовительны процесс перед свариванием труб ПНД.
Существуют подготовительные работы непосредсвенно перед началом работ по сварке ПНД труб которые необходимо провести.
- Комплектация материалом и оборудованием для выполнения данных работ. Это купить и привезти трубу пнд необходимого метража, так же расчитать и привезти необходимую фасонину - фитинги литые , сварные , электросварные (муфты, отводы, тройники, переходы и другие соеденительные детали) необходимого диаметра;
- очистить на рабочей площадке необходимое пространство для работ от постаронних предметов и для установки сварочного оборудования;
- проверить визуально качество привезенного материала это Трубу ПНД, фитинги ПНД и другие соеденительные детали.
Проверка сварочного оборудования для сварки полиэтиленовых труб заключается в следующем:
1. Муфтовой сварочный аппарат проверяют следующим образом:
- целостность кабелей, как сетевого кабеля так и кабель на подачу контактов для соединения со спиралю фитинга;
- целосность самих адаптер-насадок и их необходимый диаметр;
- датчик измерения наружной темпиратуры должен быть чистым, какие либо загрезнения не должны присутствовать;
- скребок для очистки верхнего слоя на трубах ПНД;
- наличие специальных солфеток для обезжиривания ПЭ труб и фитингов перед сваркой.
2. Стыковой сварочный аппарат проверяют следующим образом:
- целостность сетевых кабелей;
- ножи торцевателя проверяют на степень заточки;
- работоспасобность самого торцевателя;
- целостность гидравлических шлангов;
- проверяют наличие масла и его уровень в гидравлике;
- целостность манометров;
- работоспасобность гидравли в целом;
- работоспасобность нагревательного элемента, при загрезнение очистить;
- наличие вкладышей необходимого диаметра;
- наличие специальных солфеток для обезжиривания перед сваркой ПЭ труб.
Далее осматривают и подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение.
1. Электромуфтовая сварка электромуфтами с закладными электро-нагревателями.
Для этого необходим муфтовой аппарат, взять в аренду муфтовой аппарат в Москве и Московской области можно у нас в компании КРИС ( подробнее ).
Сам процесс сваривания достаточно не трудоемкий - сварочный аппарат сам выполняет сваривание фитингов к трубе ПНД, больше времени уделяется подготовке к свариванию трубы, а это нарезать необходимой длины отрезки полиэтиленовой трубы, далее счищается верхний слой полиэтилена скребком на глубину 1 - 1,5 мм. (либо в зависимости как налазит фитинг, но вехний слой все равно нужно счистить) на растояние длины половины самого фитинга (т.е. если это муфта, то она паловинится для концов трубы), далее обезжириваются, специальными салфетками, концы труб и внутри фитинга, потом одеваем этот электросварной фитинг на эти концы труб, фиксируют всю конструкцию в позиционере, вставляеют штекеры муфтового аппарата в специальные гнезда фитинга.
Включаем аппарат, заводим данные для сварки (режим сварки, время нагрева) в муфтовой аппарат, либо сканером считываем штрих код с фитинга, далее нажимем на сварку и аппарат сам сварит данное изделие, потом нужно дать время остыть данному сварному соединению, оставляя в неподвижном состоянии данную конструкцию.
При муфтовой сварке с закладными нагревателями большого диаметра электросварных фитингов присутствует дополнительный прогреф деталей, который выполняется в первую очередь перед сваркой самой детали.
Электро-муфтовую сварку чаще применяют для ремонта ПНД труб (особенно для труб диаметром до 160 мм) и врезки в уже имеющийся действующй трубопровод седловыми отводами (седелки).
Сварные соединения, качественно проведенных работ, выдерживают давление до 16 атмосфер.
Температурный режим при сварке должен соответствовать диапазону от -10°С до +45°С., не допустима сварка в дождливую погоду, а если необходимо, то делают укрытие от паподания влаги (навес, шатер, палатка и т.д.). Так же в сильные морозы, при сварке на улице, используют палатки, где ставят нагревательный прибор и создают таким образом рабочую темпиратуру для сварки ПНД трубы.
Обратившись в нашу компанию, мы подробно сможем Вам объяснить про сварку муфтовым аппаратом и ответить на все возникшие вопросы.
Нами предоставляются услуги по сварке муфтовым аппаратом и услуга шеф-монтж .
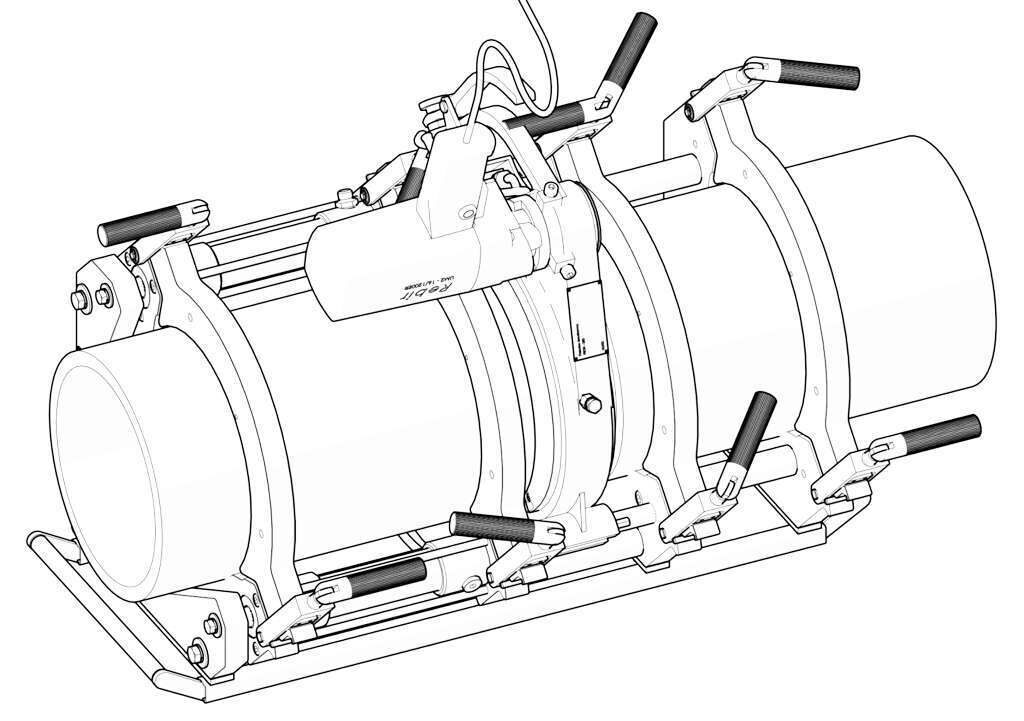
2. Технология стыковой сварки ПНД Труб стыковым аппаратом с гидравлическим приводом.
Данный процесс сварки полиэтиленовых труб сложнее чем электромуфтовая сварка электромуфтами с закладными электро-нагревателями. Тут неоходимо иметь квалификацию сварщика и опыт работы.
В стыковой сварочный аппарат входит следующее оборудование:
- Станина (центратор) с гидравлическим приводом, в которую зажимается и фиксируется труба либо литой или сварной (сегментный) фитинг (фасонная деталь - втулка, отвод, переход и т.д.);
- Блок управления гидравликой со шлангами гидравлическими и быстросьемными соединениями, который обеспечивает постоянное давление даже при выключенном гидравлическом насосе;
- Нагревательный элемент с индикатором нагрева и его регулировкой;
- Электроторцеватель с электрическим приводом, который обеспечивает плоско-параллельность торцов после торцовки труб.
При сварке в стык образуется монолитный шов, который не нарушает гибкость конструкции.
Данным способом приваривают трубы между собой и присоединяют различные фитинги и другие полиэтиленовые детали.
Температурный режим при сварке должен соответствовать диапазону от -15°С до +45°С., не допустима сварка в дождливую погоду, а если необходимо, то делают укрытие от паподания влаги (навес, шатер, палатка и т.д.). Так же в сильные морозы, при сварке на улице, используют палатки, где ставят нагревательный прибор и создают таким образом рабочую темпиратуру для сварки ПНД трубы.
При подготовке к сварке стык в стык полиэтиленовых труб, внимательно осматривают на не допустимую овальность труб, соответствие полиэтилена свариваемых труб и фасонных деталей, а так же соответствие толщины стенок (SDR).
Сам процесс стыковой сварки ПЭ труб.
Очищают от загрязнений свариваемые концы труб и фасонные детали (пыль, грязь, влага и т.д.).
Трубы либо фасонные детали устанавливают в центратор, оставляя растояние между ними чуть больше чем ширина торцевателя, и закрепляют кольцами притягивая болтами с двух сторон поочередно, тем самым выравнивая горизонталь соединения трубы друг с другом. Далее вставляют торцеватель и выранивают торцы труб под 90°, чтобы было ровное соединение друг с другом. После этого достают торцеватель, сводят трубы гидравликой и если есть не соприкосание торцов, то по новой проводят торцевание до тех пор пока неполучим идеальное соприкосание торцов трубы.
Следующее что нужно сделать это проверить запас хода гидравлики для сжатия концов трубы после того как мы их нагреем, при необходимости ослабить с одной стороны трубу, переставить (подвинуть) ближе к другому торцу трубы на растояние не ближе 4 - 5 см. друг от друга. Снова все закрепить и проверить торцовку труб, далее еще раз очистить от грязи, пыли, влаги сварное соединение, обезжирить специальными салфетками и вставить нагревательный элемент, предворительно прогрев его до нужной темпиратуры 220°С - 225°С, и свести гидравликой концы труб к нему, прижав к нагревательному элементу. По истечение необходимого времени нагрева (взависимости от диаметра и тощины стенки трубы), раздвинуть трубы ПНД гидравликой, вытащить нагревательный элемент и тут же сдвинуть гидравликой торцы труб друг к другу под заданым давлением и оставить под этим давлением для сваривания и остывания данный шов на определенное время.
Необходимое давление и время остывание берется изходя из расчета диаметра трубы ПНД , толщины стенки труб и площади сваривания.
Важно: время между снятием нагревательного элемента, после прогрева труб, и сведения прогретых концов труб ПНД, должно быть минимальным от 3 до 10 секунд в зависимости от диаметра трубы, соответственно чем меньше диаметром труба полиэтиленовая, тем меньше дается время на данные действия.
После сведения труб, для сварки полиэтилена, должен образоваться равномерный грат как с наружи так и изнутри.
Далее он становиться герметичным швом.
По истечению необходимого времени на остывание сварного соединения полиэтиленовых труб, сбрасывается давление и ослабляется крепление труб на центраторе для следующий сварки ПЭ труб.
Муфтовая сварка полиэтиленовых труб

Различают два способа сварки полиэтиленовых труб - стыковая сварка и сварка при помощи электросварных муфт. О сварке встык мы писали в другой статье. Муфтовая же или электрофузионная сварка труб ПНД осуществляется при помощи специальных фитингов с закладным электронагревателем. Это могут быть - муфты, отводы, тройники, седелки, заглушки.
Диапазон диаметров труб, которые можно соединить при помощи элетросварных фитингов - от 20 до 1200 мм.
При монтаже труб диаметром до 110 мм соединение труб при помощи элетрофузионной сварки экономически выгоднее стыковой сварки, так как стоимость муфтового оборудования в несколько раз ниже стоимости стыкового сварочного оборудования.
Трудно обойтись без муфтовой сварки при монтаже труб большого диаметра, как при строительстве нового трубопровода, так и при ремонте аварийного участка, т.к. в большинстве случаев это связано с работой в довольно стесненных условиях, например, внутри водопроводного колодца, где громоздкое стыковое оборудование не может быть использовано.
Этапы муфтовой сварки полиэтиленовых труб
Концы свариваемых труб должны быть чистыми и визуально ровными в торцах. Если торцы неровные, то их необходимо обработать специальным обрезным инструментом.
Далее белым маркером на обеих трубах отмечается глубина половины муфты, после чего специальным скребком или любым строительным ножом счищается верхний оксидный слой трубы (трубы ПНД под воздействием кислорода окисляются и этот слой снижает качество сварки). Зачищенные участки труб обрабатываются специальными обезжиривающими салфетками.
Далее, не прикасаясь к зачищенным участкам трубы руками, на трубу надвигается фитинг до отметки маркером.
Сварочный аппарат подключается к сети. В зависимости от модели аппарата и его комплектации данные сварки (температура и время нагрева, а также время остывания) вводятся в систему при помощи сканера, считывающего карандаша или вручную.
После того, как данные отсканированы, муфтовые аппарат готов к запуску процесса сварки, остается только нажать кнопку старт и оборудование само подаст напряжение на фитинг в течение необходимого времени.
После того, как аппарат для муфтовой сварки подаст сигнал об окончании нагрева, необходимо дать остыть фитингу в течение положенного времени.
Трогать или перемещать свариваемые трубы в это время не рекомендуется.
После того, как фитинг остыл, можно переходить к следующему участку. Таким образом, как мы видим, сварка полиэтиленовых труб, с одной стороны, требует внимательного выполнения определенных правил, с другой, ничего сложного в этом процессе нет и если у Вас в руках современное оборудование, то совершить ошибку практически невозможно.
Электромуфтовая сварка
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Стыковая сварка труб ПНД
Сварка встык полиэтиленовых труб нагретым инструментом – общий принцип
Процесс сварки пластиковых труб нагретым инструментом заключается в следующем: при помощи специального сварочного оборудования необходимо разогреть концы свариваемых элементов до температуры плавления материала, затем соединить трубы под давлением и охладить, пока сварной шов не достигнет достаточной прочности.

Преимущества сварки ПНД встык по сравнению с другими способами
Главным плюсом данной технологии по сравнению с другими вариантами сварки ПЭ труб является отсутствие затрат на дополнительные соединительные детали (фитинги) – свариваются сами торцы труб. При этом прочность сварного шва не уступает прочности трубы. И чем больше диаметр монтируемого трубопровода, тем более ощутимой становится экономия на каждом сварном соединении.
Еще одним принципиальным преимуществом сварки встык является возможность использования данного метода при прокладке трубопроводов с помощью горизонтально-направленного бурения, а также при восстановлении старых трубопроводов методом протяжки внутри пластиковых труб: при стыковой сварке, в отличие от муфтовой, наружный диаметр трубопровода не увеличивается.
Краткая инструкция по процессу стыковой сварки ПЭ труб
Российский ГОСТ Р 55276 (в основе – европейский стандарт ISO 21307) допускает выбор из трех вариантов процедур сварки встык: сварку при при единственном низком давлении, сварку при двойном низком давлении и сварку при единственном высоком давлении. Однако на сегодняшний день (2020 г.) наиболее употребимым на практике вариантом остается процедура сварки при единственном низком давлении (близкая к традиционно использовавшимся немецким нормам DVS 2207-1).
Диаграмма процедуры сварки труб ПНД встык

Время t, сек:
tw – подготовка (крепление заготовок, определение давления перемещения и т.д.);
tf – торцовка;
t1 – выравнивание (длится, пока не образуется валик, высотой соответствующий табличному значению);
t2 – прогрев;
t3 – технологическая пауза (для снятия нагретого инструмента с центратора);
t4 – подъем давления;
t5 – охлаждение под давлением РО.
Давление p, бар:
p1 – перемещение;
pf – торцовка;
PI – выравнивание;
PII – прогрев;
p2 – табличное значение давления для свариваемой трубы*;
Pо = PI – охлаждение под давлением.
* Табличные значения давления в гидросистеме сварочного аппарата приводятся производителем аппарата. Для каждой модели оборудования они будут отличаться, т.к. разные аппараты при одном и том же значении давления на манометре будут создавать разное усилие прижима.
Этапы процесса сварки нагретым инструментом встык
Очистка торцов труб, поверхностей торцевателя и нагревателя
Перед тем, как закрепить свариваемые элементы в центраторе, необходимо очистить их внутренние и наружные поверхности – протереть чистой безворсной тканью. Удалите все загрязнения из зоны сварки. Также очистите поверхности торцевателя и нагревателя. Для обезжиривания поверхности нагревателя используйте соответствующее средство, например, пропитанные спиртом салфетки.
Если монтируются трубы в защитной оболочке, предварительно необходимо снять внешний слой так, чтобы трубу можно было правильно зафиксировать в центраторе (если иное не предусмотрено изготовителем трубы).
Фиксация свариваемых элементов
После крепления труб в центраторе устраните смещение кромок, если оно присутствует. Чтобы правильно отцентрировать трубы используйте роликовые опоры или подставки. Это также уменьшит трение труб о грунт и снизит давление перемещения.

Торцевание труб
Процесс торцовки свариваемых элементов (срезание стружки с торцов труб с помощью специального инструмента) выполняется для создания параллельных поверхностей при выполнении сварки. Процедуру необходимо выполнять, пока не будет получена непрерывная стружка шириной в толщину стенки свариваемых элементов.
Давление прижима не должно существенно превышать давления перемещения – необходимо только создать достаточное усилие для врезания ножей в трубы. Дальнейшее увеличение давления не ускоряет процесс, но при этом ведет к быстрому износу оборудования. Выполняйте торцовку труб непосредственно перед сваркой, после чего не трогайте их руками.
Если после торцевания положение свариваемых элементов в зажимах центратора менялось (зажимы снимались или устанавливались вновь, регулировалось усилие затяжки болтов зажимов и т.д.), то процедуру торцевания необходимо будет выполнить заново.
Оценка качества подготовки труб
Удалите стружку из зоны сварки. Осмотрите свариваемые элементы на наличие следов неправильно выполненной торцовки – пустот либо других дефектов. При необходимости протрите торцы заготовок чистящим и обезжиривающим составом.

Определение давления перемещения
Перед началом сварки необходимо определить, какое давление в гидравлической системе сварочного аппарата позволит преодолеть силы трения, действующие на трубы и подвижные элементы центратора. В каждом конкретном случае давление будет разным из-за различной массы труб, сопротивления грунта, углов наклона и т.д. Значение давления, которое отобразится на манометре в момент, когда зажим с подвижным участком трубы начнет перемещаться, нужно будет далее добавлять ко всем табличным значениям давления на последующих этапах процесса сварки.

Оплавление торцов свариваемых элементов
Чтобы процесс прогрева торцов труб прошел правильно, поверхности нагревателя и свариваемых элементов должны идеально прилегать друг другу. Даже после правильно выполненной торцовки на трубах остаются некоторые неровности, также они присутствуют и на поверхности нагревателя.
Чтобы убрать все воздушные прослойки, необходимо сначала прижать трубы к нагревателю со значительным усилием – тогда оплавленный материал заполнит все пустоты.

При этом некоторая часть материала будет выдавлена наружу и внутрь в виде валиков (грата). После формирования грата высотой, соответствующей табличному значению, давление должно быть уменьшено до давления прогрева. При этом важно, чтобы контакт между нагретым инструментом и торцами труб не прерывался.
Температура поверхности нагревателя должна выбираться в соответствии с материалом свариваемых труб.
Технологическая пауза для извлечения нагревателя
После окончания времени прогрева торцов труб следует отвести свариваемые элементы от нагревателя, снять нагреватель и максимально быстро свести трубы обратно. Время технологической паузы не должно превышать табличного значения: если оно будет больше, то на концах труб образуется слой охлажденного материала, что негативно скажется на прочности готового соединения.

Если сварка выполняется при низких температурах (особенно ниже 0°C), охлаждение поверхностей происходит быстрее, чем в нормальных условиях. Это сокращает допустимое время технологической паузы: увеличивающийся слой охлажденного материала на торцах может сделать качество шва неудовлетворительным. К этому эффекту также может привести отсутствие укрытия зоны сварки от ветра. Другим фактором, который может отрицательно повлиять на качество сварки, является влага, которая также ускоряет охлаждение поверхностей труб. Кроме того, при значительной влажности частицы пара могут попасть внутрь соединения и создать пустые пузырьки, влияющие на прочность шва. Таким образом, необходимо защищать зону сварки от неблагоприятных погодных условий (например, с помощью защитной палатки с установленным внутри обогревателем).
Зона сварки также должна быть защищена от пыли. Прилипающая к поверхности нагретого материала во время технологической паузы пыль не будет полностью удалена при сведении труб, что также негативно повлияет на прочность полученного соединения.
Осадка (подъем давления)
После удаления нагревателя и сведения труб выполняется осадка стыка под постепенно увеличивающимся до заданного значения давлением. Во время осадки свариваемый материал перемешивается и образуются молекулярные связи, обеспечивающие прочность готового сварного соединения.
Охлаждение сварного соединения
Расплавленные торцы труб должны сжиматься в сварочном аппарате под давлением в течение заданного процедурой сварки времени.

Давление требуется поддерживать до момента, пока температура не упадет до температуры кристаллизации полиэтилена. Далее охлаждение шва может быть произведено вне центратора сварочного аппарата.
Электромуфтовая сварка: последовательность проведения работ
Электромуфтовая сварка применяется для соединения труб диаметром от 20 мм и выше, независимо от толщины стенки. При этом способе сварки работы должны производиться при температуре воздуха от минус 10 до + 30 °С. На приведенные температурные интервалы, как правило, рассчитаны стандартные технологические режимы сварки. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного режима.
Электромуфтовая сварка. Последовательность проведения
Производство сварочных работ заключается в подготовительных операциях и собственно сварке труб и соединительных деталей. Подготовительные операции для сварки при помощи электромуфтовой сварки включают:
- подготовку и проверку работоспособности сварочного оборудования;
- подготовку места сварки и размещение сварочного оборудования;
- выбор необходимых параметров сварки;
- удаление оксидного слоя;
- закрепление и центровку труб и деталей в зажимах позиционера;
- протирку свариваемых поверхностей электросварных фитингов и труб.
Основными параметрами при сварке труб деталями с закладными электронагревателями являются напряжение, подаваемое на спираль детали (Uп), и временные параметры (tсв и tохл). Значения технологических параметров зависят от вида, сортамента и изготовителя электросварных фитингов и внесены в паспорт, сопровождающий деталь, выбиты на корпусе детали или записаны в виде штрих-кода на этикетке, приклеенной к ее наружной поверхности.
Перед сборкой и сваркой концы труб и при соедниительные части соединительных деталей тщательно очищают и протирают внутри и снаружи от всех загрязнений. Очистку производят сухими или увлажненными полотенцами (ветошью) с дальнейшей протиркой насухо. Если концы труб или деталей окажутся загрязненными смазкой, маслом или какими-либо другими жирами, их обезжиривают с помощью спирта, уайт-спирита, ацетона.
Детали с закладными электронагревателями извлекают из упаковки таким образом, чтобы пыль и грязь с упаковки не попала внутрь детали. Концы труб, подготавливаемых под сварку электросварных фитингов, проверяют, чтобы они были обрезаны ровно. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой.
Инструмент для электромуфтовой сварки
Подготовка трубы
Концы труб, деформированные или имеющие глубокие (более 4-5 мм) забоины, обрезают. Разрез трубы не под прямым углом к продольной оси может привести к тому, что нагревательный элемент частично не будет соприкасаться с трубой и произойдет вытекание расплава внутрь трубы.


После отрезки концов труб производится их механическая обработка (зачистка) при помощи зачистных оправок или скребков на длину, зависящую от глубины посадки детали с целью удаления наружного слоя с загрязнениями и окисной пленки. Толщина снимаемого слоя зависит от допуска по диаметру трубы и не должна приводить к появлению недопустимых зазоров между трубой и деталью. Как правило, снимается стружка на глубину 0,1 — 0,2 мм.
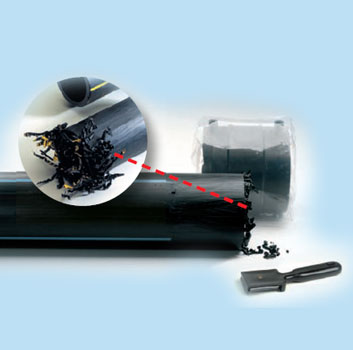
Сами детали с закладными нагревателями механической обработке не подвергаются из-за возможности повредить спираль. Неполное удаление оксидного слоя может привести к неоднородному и негерметичному сварному соединению. Для облегчения одевания муфты на трубу после удаления оксидного слоя требуется снять фаску на внешнем ребре трубы.
Для седловых отводов зачищается место на трубе, где они будут установлены.
Установка трубы в позиционер
Свариваемые трубы и детали должны быть соосны, без перекосов во избежание непровара. Закрепление труб в позиционере является необходимой операцией. Он позволяет сцентрировать и устранить овальность свариваемых труб, помешать любому движению соединения во время сварки и остывания, предотвратить провисание трубы, защитить соединение от случайных ударов, соблюсти необходимую соосность свариваемых труб и детали в процессе сварки.
Установка труб с перекосом является одной из причин некачественной сварки. Электромуфтовая сварка труб с чрезмерным скосом может привести к смещению и замыканию витков спирали , вытеканию расплава из зоны сварки и пр.

При сварке труб большого диаметра так же необходимо обеспечить ненапряженное положение сопрягаемых деталей, т.е. концы труб, входящие в муфту не должны находиться под воздействием изгибающих напряжений и под действием усилий от собственного веса. При необходимости применять подставки, упоры или подходящие удерживающие приспособления.
Следует соблюдать не напряженную фиксацию сварных соединений до истечения времени остывания стыка. Напряженное положение вставленных в муфту концов труб может привести к некачественному соединению.
Центрация труб при сварке электросварных фитингов производится до величины, позволяющей без чрезмерного усилия надеть муфту на конец трубы. Монтаж может осуществляться посредством равномерных по периметру торцевой части ударов пластиковым молотком. Если надвижение муфты на трубу происходит с чрезмерным усилием, то смещение, замыкание или обрыв витков спирали с большой вероятностью может иметь место.
Недостаточное введение трубы в муфту является одной из причин некачественной сварки. Полноту введения трубы в муфту контролируется по отметке заранее сделанной маркером на поверхности трубы.
Удаление овальности трубы
На качество сварки труб оказывает влияние и их овальность, которая может появиться от длительного хранения труб в штабелях или при их поставке в бухтах. Максимально допустимый просвет между трубой и муфтой по всему диаметру не должен превышать 3 мм.
Если из-за овальности трубы зазор между отцентрованной трубой и муфтой составляет более 3мм (разница в диаметрах — 6мм), то таким трубам в пределах зоны сварки необходимо придать круглую форму. Калибровка (устранение овальности) концов труб осуществляется сжатием труб в зажимах центратора или позиционера.
Если используемые позиционеры не могут обеспечить выправление концов труб за счет их обжатия, используются специальные скругляющие (калибрующие) зажимы, устанавливаемые на расстоянии 15 — 30 мм от торцов деталей или меток на трубе. Для предварительного выправления труб особенно эффективны ручные гидравлические выравнивающие машины.

Непосредственно перед сваркой (предварительным прогревом и сваркой) труб и деталей подвергают протирке свариваемые наружные поверхности труб и внутренние поверхности деталей растворителями (спиртом или ацетоном) с целью удаления жировых пятен и поверхностных загрязнений, появившихся за период их крепления.
Для обезжиривания используют бесцветные одноразовые впитывающие и не ворсистые бумажные салфетки. Обезжиривающая жидкость перед началом сварки должна полностью испариться.


Электромуфтовая сварка. Технологический процесс:
- обработанные концы труб вводят внутрь соединительной детали до упора(для седловых отводов — одевают отвод на трубу);
- закрепляют трубы вместе с соединительной деталью в специальном центрирующем и фиксирующем приспособлении (позиционере);
- подсоединяют аппарат к электрической сети или автономному электрогенератору, обеспечивающему необходимое напряжение и мощность;
- присоединяют сварочный кабель к выводам закладного нагревателя детали;
- вводят в память аппарата требуемый режим сварки (предпрогрева) и контролируют по его дисплею заданное напряжение и время;
- запускают процесс сварки (предпрогрева) нажатием кнопки «пуск» (после запуска цикла весь необходимый технологический процесс проходит в автоматическом режиме);
- контролируют визуально прохождение процесса сварки (по дисплею аппарата) и образование сварного соединения (по выдвижению индикаторов сварки);
- после окончания сварки и естественного остывания полученного соединения извлекают трубы из зажимов позиционера и проставляют на сварном соединении его порядковый номер краской или маркерным карандашом.
Аналогичным способом сварное соединение маркируют, проставляя на нем номер клейма сварщика. Параметры режимов сварки вводят в память сварочного аппарата в соответствии с принятыми для используемого типа детали принципами и возможностями самого сварочного аппарата (штриховой код, система обратной связи или ручной ввод).
Параметры ввода информации со штрих-кода
Основным способом ввода информации является штриховой код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарата. Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки. После считывания штрих-кода данные электросварного фитинга должны соответствовать данным, появившимся на дисплее аппарата.

Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировки времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10 — 30 мин после охлаждения соединения.
Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Читайте также: