На какую ширину должны быть зачищены кромки элементов сосуда под сварку
Обновлено: 13.05.2024
6.2.4. Непосредственно перед сборкой изготовленные под сварку кромки и прилегающие к ним участки поверхностей деталей должны быть зачищены до металлического блеска и обезжирены. Ширина зачищенных участков, считая от кромки разделки, должна быть не менее 20 мм с наружной и не менее 10 мм с внутренней стороны детали. Перед установкой штуцера (трубы) в коллектор или трубопровод поверхность вокруг отверстия должна быть зачищена на расстоянии 15 - 20 мм со стороны наложения сварного шва, а поверхность очка - на всю глубину.
6.2.5. Смещение (несовпадение) внутренних поверхностей свариваемых труб (и фасонных деталей) при сварке стыков без подкладного кольца с односторонней разделкой кромок должно быть не более (0,02Sн + 0,4) мм (Sн - номинальная толщина свариваемых деталей), но не более 1 мм.
Для стыков трубопроводов на рабочее давление до 2,2 МПа (22 кгс/кв. см) при диаметре труб более 200 мм, свариваемых без подкладного кольца, смещение внутренних кромок должно быть не выше: при толщине стенки трубы до 4 мм - 0,2S, при большей толщине - 0,15S, но не более 2 мм.
В стыках труб, собираемых и свариваемых на остающемся подкладном кольце, допускаются разность внутренних диаметров элементов не более 2 мм, зазор между кольцом и внутренней поверхностью элемента не более 1 мм. Если эти требования нельзя выполнить из-за большей разности внутренних диаметров стыкуемых элементов, плавный переход от одного элемента к другому следует сделать в соответствии с указаниями п. 6.1.6.
Для стыков с остающимся подкладным кольцом при разности внутренних диаметров стыкуемых элементов не более 6 мм может быть применено фигурное подкладное кольцо (рис. 6.5).
6.2.6. При сборке труб и других элементов, имеющих продольные или спиральные швы, последние должны быть смещены один относительно другого. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм; на трубы и элементы наружным диаметром менее 100 мм это требование не распространяется.
6.2.7. Прямолинейность труб в месте стыка (отсутствие переломов) и смещение кромок проверяют линейкой длиной 400 мм, прикладывая ее в трех-четырех местах по окружности стыка. В правильно собранном стыке максимально допустимый просвет между концом линейки и поверхностью трубы должен быть не более 1,5 мм на расстоянии 200 мм от стыка, в сваренном стыке - не более 3 мм (без учета смещения согласно п. 6.1.7).
6.2.8. При сборке стыка необходимо предусмотреть возможность свободной усадки металла шва в процессе сварки; не допускается выполнять сборку стыка с натягом.
6.2.9. При сборке стыков трубопроводов с подкладным кольцом его прихватку и приварку должен выполнять сварщик, который в дальнейшем будет сваривать этот стык, или сварщик, имеющий удостоверение на право сварки подобных стыков. В собранном стыке не должно быть перекоса подкладного кольца.
устанавливают подкладное кольцо в одну из труб с зазором между кольцом и внутренней поверхностью трубы не более 1 мм;
производят прихватку кольца с наружной стороны трубы в двух местах и затем приварку его к трубе ниточным швом катетом не более 4 мм (рис. 6.6 "а") . Прихватку и приварку кольца к трубе из низколегированной стали следует выполнять с предварительным подогревом конца трубы и подкладного кольца в соответствии с требованиями подраздела 6.4;
приваривают подкладное кольцо ко второй трубе (рис. 6.6 "б"), предварительно подогрев стык согласно требованиям подраздела 6.4.
При приварке кольца к первой трубе ручной аргонодуговой сваркой следует руководствоваться указаниями, приведенными в подразделе 8.3.
Примечание. Трубы с приваренным подкладным кольцом в процессе сборки не должны подвергаться ударам по кромкам и кольцу.
6.2.10. Подкладные кольца для стыков труб из углеродистых и низколегированных сталей должны изготавливаться из стали 20 или другой малоуглеродистой стали спокойной или полуспокойной выплавки с содержанием углерода не более 0,24%; для стыков труб из низколегированных теплоустойчивых сталей можно применять подкладные кольца из сталей 12МХ, 15ХМ и 12Х1МФ. Размеры подкладного кольца: ширина 20 - 25 мм, толщина 3 - 4 мм. Если кольцо изготавливается из полосовой стали, его стыковой шов должен быть зачищен заподлицо с внутренней и наружной сторон.
6.2.11. Сборку замыкающего стыка при холодном натяге (независимо от способа сварки стыка) следует производить после окончания сварки, термообработки и контроля качества остальных стыков по всей длине участка трубопровода, на котором необходимо выполнить холодный натяг. В процессе сварки и термообработки замыкающего стыка необходимо укрепить трубопровод в таком положении, чтобы стык не испытывал усилий от холодного натяга.
Рекомендуется следующий порядок технологических операций сборки, сварки и термообработки стыка с холодным натягом (рис. 6.7):
при сборке стыка установить временную вставку 3 в виде кольца из трубы; длина вставки должна быть равна размеру холодного натяга lхн;
после сварки и термообработки всех других стыков на этой нитке трубопровод освободить от связей на неподвижной опоре 2;
из стыка удалить временную вставку, с помощью троса левый участок трубопровода подтянуть на длину lхн и закрепить в таком положении с помощью троса;
6.2.12. За качество сборки стыков отвечает производитель сборочных работ (мастер, бригадир, звеньевой).
Качество сборки стыков трубопроводов давлением выше 2,2 МПа (22 кгс/кв. см), а также трубопроводов диаметром более 600 мм независимо от рабочего давления должен проверять мастер (бригадир, звеньевой) или контролер.
При контроле качества сборки стыков паропроводов с рабочей температурой 450 град. C и выше необходимо проверить наличие заводских номеров (номер плавки и номер трубы) в маркировке труб.
Примечание. На заводах порядок приемки собранных стыков устанавливают в соответствии с технологическим процессом и указывают в карте операционного контроля.
6.3. Выполнение прихваток
6.3.1. Собранные стыки труб и других элементов необходимо прихватывать в нескольких местах. Прихватки на месте пересечения швов не допускаются.
6.3.2. Прихваточные швы рекомендуется выполнять тем же способом сварки, что и корневой. Если корневой слой шва накладывается автоматическим или механизированным способом, прихватки следует выполнять ручным дуговым или ручным аргонодуговым способом. При прихватке должен применяться тот же присадочный материал, который будет использоваться (или может быть использован) для сварки корневого слоя. Прихватку должен производить сварщик, допущенный к сварке стыков труб соответствующей марки стали, по возможности тот, который будет сваривать данный стык.
6.3.3. Прихватки необходимо выполнять с полным проваром и по возможности переваривать при наложении основного шва.
6.3.4. К качеству прихваток предъявляются такие же требования, как и к сварному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные при визуальном контроле, следует удалять механическим способом.
6.3.5. Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
5.9 Сварные соединения
5.9.1 При сварке обечаек и труб, приварке днищ к обечайкам необходимо применять стыковые швы с полным проплавлением.
Допускается применять угловые и тавровые швы при приварке штуцеров, люков, труб, трубных решеток, плоских днищ и фланцев.
Не допускается применение угловых и тавровых швов для приварки штуцеров, люков, бобышек и других деталей к корпусу с неполным проплавлением (конструктивным зазором):
- в сосудах 1, 2, 3-й групп при диаметре отверстия более 120 мм, сосудах 4-й группы при диаметре отверстия более 275 мм;
- в сосудах 1, 2, 3 и 4-й групп из низколегированных марганцовистых и марганцево-кремнистых сталей, находящихся под рабочим давлением, с температурой стенки ниже минус 30 °С без термообработки и ниже минус 40 °С с термообработкой;
- в сосудах всех групп, предназначенных для работы в средах, вызывающих коррозионное растрескивание, независимо от диаметра патрубка, за исключением случаев, когда предусмотрена засверловка отверстия в зонах конструктивного зазора.
Не допускается применение конструктивного зазора в соединениях фланцев с патрубками сосудов, работающих под давлением более 2,5 МПа и/или при температуре более 300 °С или ниже минус 40 °С, и фланцев с обечайками и днищами сосудов, работающих под давлением более 1,6 МПа и/или при температуре более 300 °С или ниже минус 40 °С. Не допускается конструктивный зазор в этих сварных соединениях независимо от рабочих параметров в сосудах, предназначенных для работы в средах, вызывающих коррозионное растрескивание.
5.9.2 Форма и расположение сварных швов сосудов должны обеспечивать возможность их визуального измерительного контроля и контроля неразрушающим методом (ультразвуковым, радиографическим и др.) в требуемом объеме, а также устранения в них дефектов.
Допускается в сосудах 1, 2, 3 и 4-й групп не более одного стыкового шва корпуса, в сосудах 5-й группы - не более четырех стыковых швов корпуса, в теплообменниках - не более двух стыковых швов корпуса, доступных для визуального и измерительного контроля при изготовлении только с одной стороны.
5.9.3 Продольные сварные швы горизонтально устанавливаемых сосудов должны быть расположены вне центрального угла, равного 140°, нижней части корпуса, если нижняя часть недоступна для визуального контроля, на что должно быть указано в проектной документации.
5.9.4 Места пересечения сварных швов сосудов не следует перекрывать опорами, накладками и другими элементами.
Местное перекрытие кольцевых сварных швов седловыми опорами горизонтальных аппаратов, подвесными опорами вертикальных аппаратов, накладками, подкладными листами и другими элементами допускается на общей длине не более 0,5 н (Dн - наружный диаметр) при условии, что перекрываемые участки швов по всей длине проконтролированы визуальным и радиографическим или ультразвуковым методом и выполнены требования 5.2.3.
Перекрытие продольных швов круговыми опорами горизонтальных аппаратов с углом охвата 360° допускается при 100 %-ном контроле радиографическим или ультразвуковым методом перекрываемых участков швов.
5.9.5 Расстояние между продольным швом корпуса горизонтального сосуда и швом приварки опоры должно приниматься:
- не менее5.9.6 Расстояние между краем шва приварки внутренних и внешних устройств и краем ближайшего стыкового шва корпуса должно быть не менее 20 мм.
Допускается пересечение стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств (опорных элементов, тарелок, рубашек, перегородок и т.п.) при условии, что перекрываемые участки швов по всей длине предварительно проконтролированы визуальным и радиографическим или ультразвуковым методом контроля и выполнены требования 5.2.3.
При пересечении стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств под углом (не в перпендикулярном направлении) длина перекрываемой угловым швом части стыкового шва корпуса не должна превышать трехкратную ширину этого стыкового шва корпуса.
При приварке колец жесткости к обечайке общая длина сварного шва с каждой стороны кольца должна быть не менее половины длины окружности.
Для сосудов из двухслойных сталей с основным металлом из хромомолибденовой и хромомолибденованадиевой сталей допускается приварка к плакирующему слою корпусов и днищ внутренних устройств, не нагруженных давлением, без удаления плакирующего слоя в местах наложения угловых швов, если толщина привариваемого элемента не превышает 16 мм. При этом приварку осуществляют двусторонним швом.
Возможность приварки к плакирующему слою элементов толщиной более 16 мм либо приварки элементов толщиной не более 16 мм односторонним швом должна быть согласована с автором технической документации.
5.9.7 Продольные швы смежных обечаек и швы днищ в сосудах 1, 2, 3 и 4-й групп должны быть смещены относительно друг друга на трехкратную толщину наиболее толстого элемента, но не менее чем на 100 мм между осями швов.
- в сосудах, работающих под давлением не более 1,6 МПа и при температуре не более 400 °С, с толщиной стенки не более 30 мм, при условии что эти швы выполняют автоматической или электрошлаковой сваркой, а места пересечения швов контролируют радиографическим или ультразвуковым методом в 100 %-ном объеме;
5.9.8 При сварке стыковых сварных соединений элементов разной толщины необходимо предусмотреть плавный переход от одного элемента к другому постепенным утонением более толстого элемента. Угол скоса 2 - s.
5.10. Требования к сборке и сварке корпусов
5.10.1. При сборке корпусов сосудов под сварку кольцевых швов продольные швы смежных монолитных обечаек и концевых деталей должны быть смещены относительно друг друга на расстояние равное не менее чем трехкратной толщине наиболее толстого элемента, но не менее чем на 100 мм.
Смещение продольных швов рулонированных обечаек (швов центральных обечаек и наружного кожуха) относительно продольных швов смежных рулонированных и монолитных обечаек, а также концевых деталей должно быть не менее 100 мм.
5.10.2. Смещение кромок по внутреннему диаметру монолитных смежных обечаек и концевых деталей, собранных под сварку, не должно превышать 5 мм. Для вальцованных и штампосварных сосудов, не подвергаемых механической обработке, на внутренней поверхности допускаются местные смещения до 7 мм общей длиной до 20% длины развертки. Для сосудов из двухслойных сталей значение смещения не должно превышать толщины коррозионностойкого слоя. Допускается местные смещения кромок до 7 мм общей длиной до 10% развертки, но не более толщины коррозионностойкого слоя. Смещения более 5 мм для сосудов из однослойных сталей и более 3 мм - для сосудов из двухслойных сталей должны быть выравнены наплавкой с уклоном 1:5.
5.10.3 При сборке многослойных рулонированных обечаек между собой и с монолитными элементами под сварку кольцевых швов смещение кромок разделки "а" не должно быть более 3 мм, смещение "б", измеренное на расстоянии 20 мм от кромки разделки, не более 5 мм для стыкуемых элементов из углеродистых, низколегированных и высоколегированных сталей (черт. 5). При стыковке двух рулонированных обечаек местное смещение "б" кромок до 7 мм на длине развертки до 10% допускается выравнивать наплавкой шириной до 50 мм от кромки разделки с последующей плавной зачисткой.
5.10.4. При стыковке рулонированных обечаек, центральные обечайки которых изготовлены из двухслойной стали, смещение "б" должно быть не более 3 мм. Допускается на 10% длины развертки центральной обечайки смещение кромок до 5 мм при условии, если по всей длине стыка внутренний диаметр одной обечайки больше другого и если техническим проектом не оговорены более жесткие требования.
5.10.5. Сборка под сварку должна производиться с помощью прихваток или временных технологических креплений (установка скоб, планок, клиньев и т.п.).
Прихватка и приварка временных технологических креплений должна производиться аттестованными сварщиками по п. 5.9.5 с использованием сварочных материалов, с соблюдением всех технологических приемов и условий сварки для свариваемой стали.
5.10.6. При сборке элементов из сталей марок 20Х2МА и 22ХЗМ допускается приварку временных технологических креплений при сборке производить электродами марки ЭА-395/9 или АНЖР-2, АНЖР-Зу с местным подогревом до температуры не менее 150°С.
5.10.7. Дефекты, обнаруженные визуально в прихватках, перед сваркой шва должны быть удалены механическим способом.
5.10.8. Места приварки временных технологических креплений, после их удаления, на деталях, не подвергающихся последующей механической обработке, должны быть зачищены заподлицо с основным металлом и проконтролированы магнитопорошковым или цветным методами.
При удалении дефектов допускаются плавные местные выборки округлой формы в соотношении глубины к диаметру 1:10. Глубина выборки не должна выводить толщину стенки детали за пределы расчетного значения и должна быть не более 10 мм. Полнота удаления аустенитного наплавленного металла контролируется методом травления.
5.10.9. Правильность сборки элементов сосудов перед сваркой (взаимное расположение деталей, отклонение от прямолинейности образующей цилиндра, зазор в стыке, смещение кромок и т.д.) должны быть приняты отделом технического контроля.
Примечание. Угол скоса кромки рулонированной обечайки в собранных стыках не является сдаточной величиной.
5.10.10. При сварке кольцевых швов корпусов в рулонированном исполнении должны быть приняты меры, исключающие раскатку наружной поверхности и торца рулонированных обечаек от контакта с металлическими роликоопорами и упорным роликом.
Конструктивные элементы подготовки кромок и размеры швов
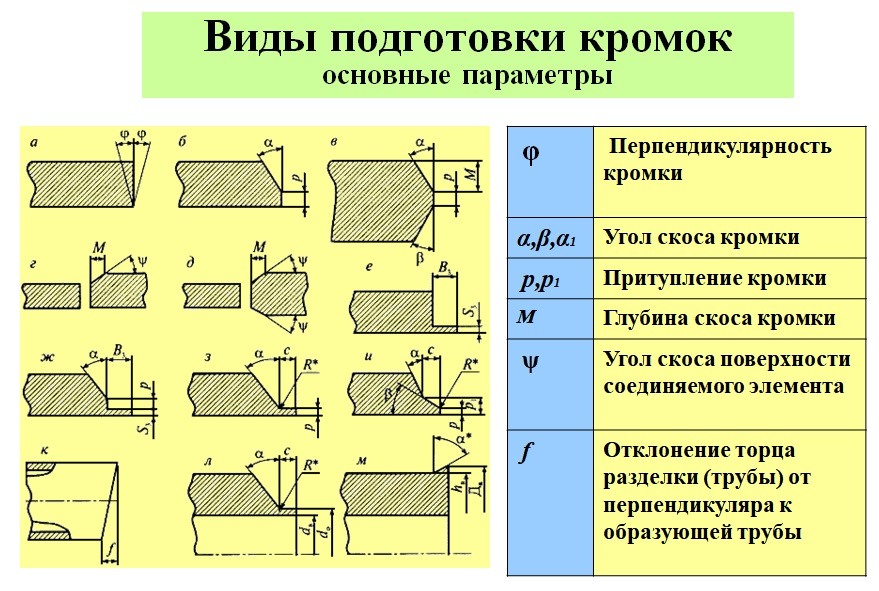
Виды подготовки кромок по сварку
Существующие способы дуговой сварки без разделки кромок позволяют сваривать металл ограниченной толщины при односторонней сварке ручной — до 4 мм,механизированной под флюсом — до 18 мм). Поэтому при сварке металла большой толщины необходимо разделывать кромки. Угол скоса кромки обеспечивает определенную величину угла разделки кромок, что необходимо для доступа дуги вглубь соединения и полного проплавления кромок на всю их толщину.
Стандартный угол разделки кромок в зависимости от способа варки и типа соединения изменяется в пределах от 60 ± 5 до 20 ± 5 градусов. Тип разделки и величина угла разделки кромок определяют количество необходимого дополнительного металла для заполнения разделки, а значит, производительность сварки. Так, например, Х-образная разделка кромок по сравнению с V-образной позволяет уменьшить объем наплавленного металла в 1,6- 1,7 раза. Уменьшается время на обработку кромок. Правда, в этом случае возникает необходимость вести сварку с одной стороны шва в неудобном потолочном положении или кантовать свариваемое изделия.

Стандарты на конструктивные элементы сварных соединений по способам сварки
Для всех типов швов важны полный провар кромок соединяемых элементов и внешняя форма шва как с лицевой стороны (так называемое усиление шва), так и с обратной стороны, т. е. форма так называемого обратного валика. В стыковых,особенно односторонних швах трудно проваривать кромки притупления на всю их толщину без специальных приемов, предупреждающих прожог и обеспечивающих хорошее формирование обратного валика.
Важное значение также имеет образование плавного перехода металла лицевого и обратного валиков к основному металлу, так как это обеспечивает высокую прочность соединения при динамических нагрузках. В угловых швах также бывает трудно проварить корень шва на всю его толщину, особенно при сварке наклонным электродом. Для этих швов рекомендуется вогнутая форма поперечного сечения шва с плавным переходом к основному металлу, что снижает концентрацию напряжений в месте перехода и повышает прочность соединения при динамических нагрузках.
Подготовка кромок технологических трубопроводов (НГДО4,12, ОХНВП16, МО2, ГДО)
Отклонение от перпендикулярности торца трубы относительно образующей:
05мм. для Dу до 65мм.; 1,0мм. для Dу св.65мм. до 125мм.; 1,5мм для Dу свыше 125мм. до 500мм.; 2,0 мм для Dу свыше 500мм.(п. 7.1.18. ПБ 03-585-03)
Кромки труб (элементов) и прилегающие к ним участки по внутренней и наружной поверхностям шириной не менее 20 мм. должны быть очищены от ржавчины и загрязнений до металлического блеска и обезжирены (п. 7.1.19. ПБ 03-585-03)
Газовую, воздушно-дуговую или плазменную резку труб из закаливающихся теплоустойчивых сталей необходимо производить с предварительным подогревом 200-250 С и медленным охлаждением. После резки кромки должны быть проконтролированы капиллярной или порошковой дефектоскопией. Обнаруженные трещины удаляются механической зачисткой по всей кромке. (п.п. 7.1.16., 7.1.17 ПБ 03-585-03)
После термической резки кромки труб из закаливающихся сталей должны быть зачищены на глубину не менее 3 мм., а из углеродистых и аустенитных сталей на глубину не менее 0,5 мм. от наибольшей впадины реза (п.п. 18.20,18.21 РД 38.13.004)
Подготовка кромок трубопроводов котельного оборудования (КО1,2)
Концы труб из углеродистых и низколегированных сталей разрешается обрабатывать кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей зачисткой кромок режущим или абразивным инструментом до удаления следов огневой резки.Подготовленные к сборке кромки должны быть без вырывов, заусенцев, резких переходов и острых углов.
Кромки и прилегающие к ним участки поверхностей деталей должны быть зачищены до металлического блеска и обезжирены на ширину: по наружной поверхности не менее чем на 20 мм. от кромки разделки, –по внутренней не менее 10 мм. При установке штуцера поверхность со стороны наложения шва должна быть зачищена на ширину 15-20 мм. от отверстия, а поверхность очка на всю глубину. (п. 6.2.4. РД 153-34.1-003)
Кислородную резку труб из хромо молибденовых и хромо ванадиевых сталей с толщиной стенки более 12 мм. при температуре воздуха ниже 0 С необходимо производить с предварительным подогревом 200 С и медленным охлаждением. (п. 6.1.5. РД 153-34.1-003)
При термической резке высоколегированных сталей (мартенситного мартенситно-ферритного и аустенитного классов)должен быть предусмотрен припуск не менее 1 мм. на последующую механическую обработку (п. 6.1.4. РД 153-34.1-003)
Подготовка кромок строительных конструкций
Непосредственно перед сваркой кромки и прилегающие к ним участки на ширину 20 мм. при ручной или механизированной дуговой сварке и не менее 50 мм. для автоматической, а также места примыкания начальных и выводных планок должны быть тщательно очищены от окалины грязи, краски, масла, ржавчины,влаги, снега и льда. (п. 5.6. РД 3415.132, п.1.4.2 ОСТ 36-58, п. 6.5 ОСТ 36-60)
Огневую резку кромок деталей из стали С345 и более прочных при температуре окружающего воздуха ниже минус 15 С нужно проводить с предварительным подогревом металла в зоне реза до 100 С. (п. 5.5. РД 3415.132)
После термической (кислородной, воздушно-дуговой, плазменной) резки поверхности реза должны быть механически обработаны:
- на элементах из сталей С235 до С285 – до удаления следов резки
- на элементах из сталей С345 до С375 – с удалением слоя толщиной не менее 1 мм.
- на элементах из сталей С390 до С440 — с удалением слоя толщиной не менее 2 мм.
При обработке абразивным инструментом следы зачистки должны быть направлены вдоль кромок (п. 5.3. РД 34 15.132).
Подготовка кромок трубопроводов газового оборудования (ГО 1,2)
Типы конструктивные элементы и размеры сварных соединений должны соответствовать ГОСТ 16037 (п.7.49. СП 42-102)
Подготовка кромок под стандартную разделку выполняется механической обработкой или газовой резкой с последующей зачисткой шлиф машинкой (п. 7.51. СП 42-102)
Подготовка кромок трубопроводов газового оборудования
Кромки труб (элементов) и прилегающие к ним участки по внутренней и наружной поверхностям шириной не менее 10 мм. должны быть очищены до металлического блеска (п. 7.52. СП 42-102)
Подготовка кромок магистральных и промысловых газопроводов (СТО Газпром 2-2.2-136)
Геометрические параметры торцов труб, СДТ, ЗРА должны соответствовать ТР-1 – ТР-23 Таблица А8
Свариваемые кромки и прилегающие к ним внутренние и наружные поверхности свариваемых элементов должны быть зачищены механическим способом шлиф машинкой на ширину не менее 15 мм.
(п 10.2.13)
Допускается производить резку труб, в т.ч. для выполнения
специальных сварных соединений (захлестов и др.), с применением оборудования механизированной орбитальной газовой или воздушно-плазменной резки с последующей механической обработкой торцов труб станком подготовки кромок или шлиф машинками до требуемой разделки при этом, металл должен быть сошлифован на глубину от 0,5 до 1,0 мм, а внутреннее усиление заводского шва должно быть сошлифовано «заподлицо» с внутренней поверхностью трубы (п.10.2.7)
Подготовка кромок сосудов, работающих под давлением (ГОСТ Р 52630-2007) (КО 3, ОХНВП 1,2)
Форма подготовки кромок должна соответствовать требованиям технической документации или проекта.
Кромки подготовленных под сварку элементов сосудов должны быть зачищены на ширину не менее 20 мм, Кромки не должны иметь следов ржавчины, окалины, масла и прочих загрязнений. Кромки должны проходить визуальный осмотр для выявления пороков металла. Не допускаются расслоения, закаты, трещины, а для двухслойной стали — также и отслоения коррозионно-стойкого слоя.
При толщине листового проката более 36 мм зону, прилегающую к кромкам, дополнительно следует контролировать ультразвуковым методом на ширине не менее 50 мм для выявления трещин, расслоений и т.д.
Технологические особенности подготовки под сварку и сварки стыковых, угловых, тавровых и нахлесточных соединений одно- и двухсторонних, со скосами и без скоса кромок, на весу и на подкладках.
При стыковом шве в верхнем диапазоне толщины листа должна быть проведена подготовка корня шва с обратной стороны. Это рекомендуется и для предотвращения возникновения дефектов и при всех случаях сваривания подварочных слоев и при двустороннем свариванииX-образных и двойных Y-образных швов в верхнем диапазоне толщины листа. УV-образных швов и швов HV фаза корня может быть несколько ломаной, высота притупления Y-образного шва зависит от используемой силы тока. U- образные швы и двусторонние U-образные швы по экономическим соображениям используются прежде всего при сваривании листов большой толщины, так как из-за небольшого угла раскрытия заполняемый объем шва меньше, чем при V-образных, Y- образных,X-образных и двойных Y-образных швах. У угловых швов зазор между кромками должен быть как можно меньшим, чтобы в него не мог попасть шлак. Это касается в первую очередь Т-образных соединений, соединений внахлестку и угловых швов.
Разделка сварных кромок у нелегированных и низколегированных сталей производится, как правило, газовыми автогенными резаками. Высоколегированные стали и металлы, подвергаемые ручной сварке, могут разрезаться плазменной струей. Удаление возникающей при термической резке оксидной пленки требуется, как правило, только в исключительных случаях. При наличии особенных требований в отношении соблюдения небольших допусков рекомендуется механическая доработка кромок. В особенности это относится к кольцевым швам. Современные технологии резки электронным или лазерным лучом чаще используются в механизированном производстве и являются скорее исключением при ручной сварке стержневым электродом.
Факторы, влияющие на выбор типа сварного соединения
При выборе типа сварного соединения учитывают:
- условия нагружения сварной конструкции при эксплуатации (статические или динамические нагрузки постоянные,переменные и др.)
- способ и условия изготовления сварной конструкции (ручная сварка, автоматическая в заводских или монтажных условиях)
- удобства и возможности при сборке и сварке, достигаемую экономию основного металла, электродов и др.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Читайте также: