Напряжение дуги зависит от сварочного тока
Обновлено: 20.09.2024
Одним из условий устойчивости горения дуги при сварке является включение в сварочную цепь последовательно с дугой индуктивного сопротивления, что позволяет вести сварочные работы металлическими электродами на переменном токе при напряжении сварочного трансформатора порядка 60 — 65 В и стандартной частоте тока. При питании дуги переменным током полярность электрода и изделия и условия существования дугового разряда периодически изменяются. Дуга переменного тока промышленной частоты 50 Гц гаснет при переходе тока через нуль и перемене полярности в начале и конце каждого полупериода и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым затуханием и новым зажиганием дуги. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. Деионизация и охлаждение дугового промежутка возрастают с увеличением длины дуги, что приводит к необходимости дополнительного повышения пика зажигания. Затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей длине дуги, чем при сварке на постоянном токе. При наличии в дуговом промежутке паров легкоионизирующихся элементов напряжение повторного зажигания снижается и устойчивость горения дуги переменного тока повышается. С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания — важная характеристика дуги перемен-ного тока, оказывающая существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем выше должно быть напряжение холостого хода источника питания дуги и выше пик зажигания. Однако увеличение амплитудных значений синусоиды напряжения ограничивается правилами техники безопасности, по которым максимальное эффективное значение напряжения источника переменного тока для питания сварочных постов допускается не выше 80 В.
Сварочные электроды в Москве
Условия загорания, стабильного горения и гашения электрической дуги. Перенапряжение
При размыкании контактов контактных аппаратов обычно образуется эл. дуга.
Сразу после начала перемещения подвижного контакта начинается процесс ионизации.
(ИОНИЗАЦИЯ, превращение атомов и молекул в ионы и свободные электроны; процесс, обратный рекомбинации. Ионизация в газах происходит в результате отрыва от атома или молекулы одного или нескольких электронов под влиянием внешних воздействий. В некоторых случаях возможно прилипание электронов к атому или молекуле и образование отрицательного иона. Происходит ионизация при поглощении электромагнитного излучения (фотоионизация), при нагревании (термическая ионизация), при воздействии сильного электрического поля (полевая ионизация), при столкновении частиц с электронами и возбужденными частицами (ударная ионизация) и др.)
Процессы ионизации бывают:
1.автоэлектронная эмиссия (за счет эл. поля и напряженности)
2.термоэлектронная эмиссия (за счет тепла)
3.толчковая (ударная) ионизация (за счет того, что электроны последующие выбивают предыдущих)
4.термическая ионизация (за счет большого кол-ва тепля, энергии).
Для загорания дуги нужно что бы наблюдался 1 и 2 процессы, для ее горения нужны 3 и 4.
Коммутирующему элементу присуща электрическая прочность , образующаяся в процессе отключения цепи. Она противостоит нарастающему на коммутирующем элементе напряжению.
Характер процессов отключения переменного тока в активно-индуктивной цепи можно изобразить в виде кривых (рис. 1-7, а).
Рис.1-6. Соотношение кривых и Uв и Uв.п из условия отключения цепи повременного тока (а) и кривые восстанавливающейся прочности (б)
Перенапряжения, образующиеся в процессе отключения цепи на перемен токе и на постоянном токе, имеют различный характер.
Перенапряжения, образующаяся в процессе отключения цепи на перемен токе:
На высоком напряжении:
За моментом размыкания контактов аппарата (t = 0) в момент времени t1 происходит первый переход тока дуги через нулевое значение. Восстанавливающаяся прочность Uв.п может быть еще недостаточно высокой и за первым полупериодом тока дуги следует ее повторное зажигание при напряжении зажигания Uз.
Во втором полупериоде горения дуги (
t1
—
t2
)
ее сопротивление значительно возрастает. В результате ток iд ограничивается этим сопротивлением и угол сдвига фаз между током и напряжением сети к моменту времени i2 уменьшается.
За вторым переходом тока дуги через нуль столб дуги разрушается, кривая Uв.п находится выше кривой Uв..
После этого перехода межконтактный промежуток может сохранить так называемую
остаточную проводимость,
присущую той или иной стадии газового разряда. В этом случае в процессе восстановления напряжения по нему проходит остаточный ток iост. Рациональным условием гашения дуги переменного тока следует считать такое, когда гашение осуществляется в первый после размыкания контактов переход тока через нулевое значение.
Коммутационные возможности электрической дуги отключения определяются характером роста ее активного сопротивления.
Перенапряжение
, которое возникает при описанном характере отключения переменного тока, определяется значением максимального восстанав-гося напряжения Uв mах . По теории восстанавливающегося напряжения
Коэффициент амплитуды восстанавливающегося напряжения
, определяющий кратность перенапряжений ,
Здесь R и L —
активное сопротивление (Ом) и индуктивность нагрузки отключаемой цепи, Гн;
С—
электрическая емкость, параллельная коммутирующему элементу аппарата, Ф; Rш — сопротивление, шунтирующее коммутирующий орган (или сопротивление самого коммутирующего элемента в процессе восстановления напряжения), Ом.
Обычно коэффициент Ка
== 1,0 — 2,0 и перенапряжения при отключении активно индуктивных цепей не превышают двукратной величины относительно амплитуды напряжения источника питания.

На низком напряжении:
В сравнении с отключением цепей высокого напряжения процесс отключения переменного тока на низком напряжении имеет характерные особенности. Обычно не наблюдаются срезы тока или его быстрые спады до нуля за счет скачкообразного роста электрического сопротивления коммутирующего органа. Поэтому моменты перехода через нулевое значение тока и напряжения на коммутирующем органе совпадают. Сопротивление дуги носит чисто активный характер и индуктивная слагающая в нем незначительна. Сопротивление электрической дуги соизмеримо с сопротивлением отключаемой нагрузки и даже может существенно превышать его, а при токах короткого замыкания оно значительно больше сопротивления короткозамкнутой цепи. Поэтому при отключении переменного тока наблюдается уменьшение тока дуги по полупериодам ее горения .
Снижение амплитудного значения тока дуги ведет к увеличению восстанавливающейся прочности межконтактного промежутка, а уменьшение сдвига между моментом перехода через нулевое значение тока дуги и напряжения источника— к снижению мгновенных значений, восстанавливающегося напряжения. Эти факторы облегчают условия отключения цепи и проявляются тем сильнее, чем ниже напряжение сети и чем больше отключаемый ток. В этом существенное отличие условий гашения дуги в сетях низкого напряжения по сравнению с высоковольтными сетями, где указанные факторы не играют никакой роли.
Перенапряжения, образующиеся в процессе отключения цепи на постоянном токе:

Рассмотрим баланс напряжений в цепи (рис. 4.3, а) при дуге неизменной длины
В стационарном режиме ток в цепи не меняется и di/dt = 0.
На рис. 4.3. совместно с ВАХ дуги построена прямая U—iR = f(i).
Для тока I
отрезок
аb
соответствует напряжению на дуге, отрезок cd— падению напряжения на резисторе R и отрезок b
с
соответствует L di/dt
.
Очевидно, что в точках
1 и 2
L di/dt
=0.
В этих точках возможен стационарный режим. Рассмотрим более подробно равновесие напряжений вблизи этих точек. Если по каким-либо причинам напряжение источника питания снизится, то точка равновесного состояния перейдет в
2′,
при этом ток уменьшится до значения i2
‘,
определяемого пересечением ВАХ с прямой U
‘,
— iR.
Пусть теперь напряжение источника восстановится до прежней величины U.
Для тока i2
‘,
отрезок U—iR>uд поэтому в этой точке L di/dt>0
.
Таким образом, при токе i2
‘,
на индуктивности возникает напряжение L di/dt>0
,
кото
Напряжение на контактах в момент достижения током нулевого значения называется напряжением гашения дуги. При 1 = 0 (4.6) имеет вид
Таким образом, в момент гашения дуги напряжение на контактах равно сумме напряжения источника и модуля напряжения на индуктивности. Увеличение напряжения на контактах относительно напряжения источника питания называется перенапряжением. Чем больше индуктивность и скорость спада тока в момент гашения, тем больше перенапряжение. Скорость спада тока di/dt зависит от скорости роста сопротивления дугового промежутка и скорости его деионизации. Поэтому в быстродействующих аппаратах, отключающих цепь постоянного тока за сотые доли секунды, возможны большие перенапряжения. Для оценки перенапряжения вводится понятие коэффициента перенапряжений
Следует отметить, что напряжение L di/dt приложено к индуктивности отключаемой нагрузки. Это напряжение может в десятки раз превышать номинальное напряжение источника и приводить к пробою изоляции нагрузки. Для ограничения перенапряжений при отключении больших ин-дуктивностей применяются устройства с дугогасительной решеткой.
Условия зажигания и горения дуги.
Условия зажигания и горения дуги.
Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, газового промежутка и его длины.
Зажигание и горение дуги протекают лучше на постоянном токе.
Напряжение холостого тока, подводимое к электродам, с учетом безопасности труда при сварке не превышает 80 В на переменном токе и 90 В на постоянном токе. Обычно напряжение зажигания дуги больше по величине напряжения горения дуги на переменном токе в 1,2 -2,5 раза, а на постоянном токе — в 1,2-1,4 раза.
Для зажигания дуги требуется напряжение большее по величине, чем для горения дуги.
Дуга зажигается от нагревания торца электрода (катода). Когда электрод соприкасается с изделием, создается замкнутая сварочная цепь, торец катодного электрода нагревается за счет выделения теплоты при прохождении тока через контакт, имеющий большое электросопротивление, и при отрыве электрода от изделия на расстояние 1 мм (или несколько более) дуга зажигается. В момент отрыва электрода от изделия с нагретого от короткого замыкания катода начинается термоэлектронная эмиссия. Электронный ток ионизирует газы и пары металла, находящиеся в межэлектродном промежутке, и с этого момента в дуге появляются электронный и ионный токи.
Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу превышает потери в ней на излучение, конвекцию, диссоциацию, электромагнитные потери и др.
В случае коротких замыканий каплями электродного материала, образующимися на конце плавящего электрода и переносимыми на изделие, повторные зажигания дуги происходят самопроизвольно, если температура катода остается достаточно высокой. Эта температура зависит от состава материала катода, плотности тока в нем и др.
Таким образом, первым условием для зажигания и горения дуги является наличие специального электрического источника питания дуги, позволяющего быстро производить нагревание катоду до необходимой температуры.
Вторым условием для зажигания и горения дуги является наличие ионизации в столбе дуги. Дуга с плавящимся электродом — это в основном дуга в парах металла, а не в газе. Это происходит по той причине, что потенциал ионизации паров металла значительно ниже, чем у газов; например, потенциалы ионизации газов Не, F, Аг, Н2, N2, СО2, О2 соответственно равны 24,5 — 12,5, а у металлов Fe, Al, Na, К — 7,83-4,32 эВ.
Горящую дугу можно растянуть до определенной длины, после чего она гаснет. Чем выше степень ионизации, тем длиннее будет дуга.
Длина горящей без обрыва дуги характеризует стабильность дуги.
Стабильность функционирования дуги зависит от ряда ее характеристик, например от температуры катода, его термоэлектронной способности, степени ионизации атмосферы и т. д. Стабильность дуги повышается с увеличением в ее атмосфере элементов с низким потенциалом ионизации, например калия, натрия и др.
Стабильные дуги устанавливаются в газах, обладающих относительно низкой теплопроводностью (аргон, криптон), а в газе с относительно высокой теплопроводностью (гелий, водород, азот) для устойчивого горения необходимо повышенное напряжение на дуге. В последнем случае сварка выполняется более короткой дугой неплавящимся электродом.
Третьим условием для сварки на переменном токе является наличие в сварочной цепи реактивного сопротивления (повышенной индуктивности), что повышает стабильность горения дуги. В сварочной цепи переменного тока, имеющей только омическое сопротивление, при горении дуги образуются обрывы (100 обрывов в секунду при частоте переменного тока 50 Гц).
При реактивном сопротивлении, включенном в сварочную цепь переменного тока, обрывы в горении дуги отсутствуют.
Электрическую индуктивность включают не только в сварочную цепь переменного тока, но даже в цепь постоянного тока. В настоящее время некоторые сварочные выпрямители изготовляют с включением в сварочную цепь индуктивности, с тем чтобы улучшить стабильность дуги и качество сварочных работ. Это особенно необходимо, если производить полуавтоматическую шланговую сварку в СО; чем больше диаметр сварочной проволоки и ток, тем большая величина индуктивности должна быть в сварочной цепи.
Четвертым условием для зажигания и горения дуги на любом роде тока зависит от характеристики источника питания дуги: источник питания должен поддерживать горение дуги при наличии возмущений в виде изменения напряжения в сети, рельефа поверхности свариваемого изделия, скорости подачи сварочной проволоки и др.
Напряжение на дуге при сварке

Напряжение на дуге при сварке: вольтамперная характеристика дуги
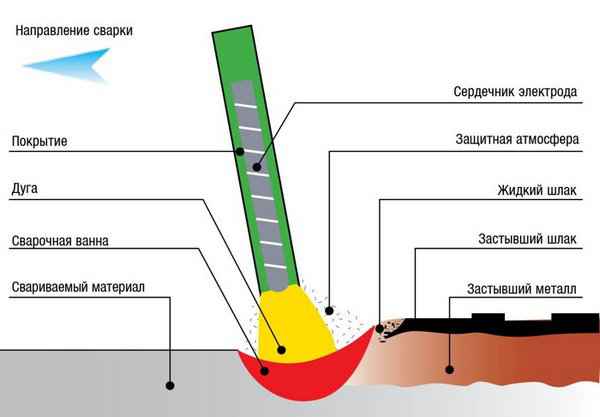
Принцип ручной дуговой сварки заключается в следующем. От сварочного трансформатора ток поступает к электроду и свариваемому металлу. При замыкании электрода на металл образуется сварочная дуга, которая характеризуется большой температурой, свыше 6 тысяч градусов.
В результате такой температуры металл начинает плавиться, а в том месте, где электрод замыкает на металл, образуется так называемая сварочная ванна. Именно в сварочной ванне расплавленный металл смешивается с основным, после чего на поверхности соединения образуется шлак, представляющий собой защиту от кислорода.
Электрическая энергия, необходимая для поддержания сварочной дуги, образуется в источниках переменного или постоянного тока.
Вольтамперная характеристика дуги
Одной из главных характеристик сварочной дуги является её напряжение. В свою очередь напряжение сварочной дуги зависит от её длины и силы сварочного тока.
Важная особенность! В ручной дуговой сварке, чем меньше сила тока, тем меньше напряжение дуги. В автоматической сварке, напряжение сварочной дуги зависит от её длины: чем длинней дуга, тем выше будет её напряжение.
Ну и соответственно, чем выше напряжение сварочной дуги, тем большее количество тепла она вырабатывает. Соответственно металлы начинают плавиться быстрей. Таким образом, напряжение дуги растёт и остается максимальным до тех пор, пока дуга не погаснет.
На что влияет напряжение сварочной дуги
Напряжение на дуге влияет в первую очередь на толщину провара металлической заготовки и качество сварного соединения. При большом напряжении дуги характерен широкий сварной шов. Однако в ряде случаев изменение напряжения на дуге может привести к появлению таких дефектов в сварке, как брызги расплавленного металла.

Напряжение сварочной дуги в ручной дуговой сварке колеблется от 15 до 30 Вольт. При этом при замене электрода напряжение дуги может кратковременно возрастать до 70 Вольт.
Как зависит напряжение дуги от силы тока в автоматической сварке
В автоматической сварке при увеличении напряжения тока, напряжение сварочной дуги резко падает. При этом если дуга короткая, то заметно увеличивается площадь сечения и заметно возрастает способность дуги проводить электрический ток.
Итак, от чего же зависит напряжение сварочной дуги. В первую очередь оно зависит от силы тока и длины. Кроме того, напряжение дуги может быть различным в зависимости от вида сварки, которая выполняется.
Дуга бывает короткой, средней, нормальной и длинной. Варят только на короткой сварочной дуге, длина которой не превышает 3 мм. Если длина сварочной дуги увеличивается, то это неминуемо приводит к образованию прожогов в сварке и различных других дефектов.

Вольтамперная характеристика сварочной дуги очень важный параметр, на который следует обращать собственное внимание. Только таким образом получится избежать ряда ошибок в сварке и получить максимально прочное, надежное и долговечное соединение.
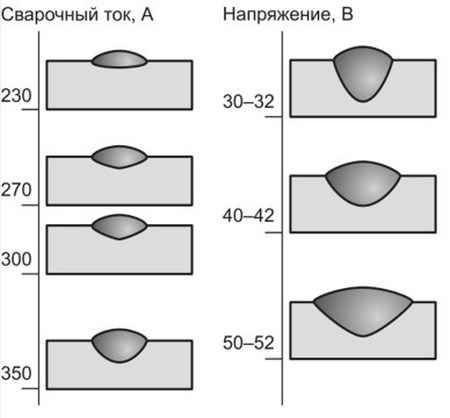
Выбор параметров режима
Сварку обычно выполняют на постоянном токе обратной полярности. Иногда возможна сварка на переменном токе. При прямой полярности скорость расплавления в 1,4-1,6 раз выше, чем при обратной, однако дуга горит менее стабильно, с интенсивным разбрызгиванием.

Диаметр электродной проволоки
Выбирают в пределах 0,5-3,0 мм в зависимости от толщины свариваемого материала и положения шва в пространстве. Чем меньше диаметр проволоки, тем устойчивее горение дуги, больше глубина проплавления и коэффициент наплавки, меньше разбрызгивание.
Больший диаметр проволоки требует увеличения сварочного тока.

Сварочный ток
Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла. Сила тока определяет глубину проплавления и производительность процесса в целом. Ток регулируют скоростью подачи сварочной проволоки.

Напряжение на дуге
С ростом напряжения на дуге глубина проплавления уменьшается, а ширина шва и разбрызгивание увеличиваются. Ухудшается газовая защита, образуются поры. Напряжение на дуге устанавливают в зависимости от выбранного сварочного тока и регулируют положением вольт-амперной характеристики, изменяя напряжение холостого хода источника питания.

Скорость подачи электродной проволоки
Связана со сварочным током. Устанавливают с таким расчетом, чтобы процесс сварки происходил стабильно, без коротких замыканий и обрывов дуги
Скорость сварки
Устанавливают в зависимости от толщины свариваемого металла с учетом качественного формирования шва. Металл большой толщины лучше сваривать узкими швами на высокой скорости.
Медленная сварка способствует разрастанию сварочной ванны и повышает вероятность образования пор в металле шва.

При чрезмерной скорости сварки могут окислиться конец проволоки и металл шва.
Расход защитного газа
Определяют в зависимости от диаметра проволоки и силы сварочног о тока. Для улучшения газовой защиты увеличивают расход газа, снижают скорость сварки, приближают сопло к поверхности металла или используют защитные экраны.

Вылет электрода
Расстояние от точки токоподвода до горна сварочной проволоки. С увеличением вылета ухудшаются устойчивость горения дуги и формирование шва, интенсивнее разбрызгивается металл. Малый вылет затрудняет процесс сварки, вызывает подгорани газового сопла и токоподводяшего наконечника.

Выпуск электрода
Расстояние от сопла горелки до торца сварочной проволоки. С увеличением выпуска ухудшается газовая зашита зоны сварки. При малом выпуске усложняется техника сварки, особенно угловых и тавровых соединений.
Вылет и выпуск зависят от диаметра электродной проволоки:
Диаметр проволоки, мм
Вылет электрода, мм
Выпуск электрода, мм
Расход газа, л/мин
Оптимальная совокупность параметров режима делает процесс стабильным на трех стадиях:
1 - при зажигании дуги и установлении рабочего режима сварки;
2 - в широком диапазоне рабочих режимов;
3 - в период окончания сварки.
Процесс сварки считается стабильным, если электрические и тепловые характеристики его не изменяются во времени или изменяются по определенной программе. В связи с этим механизированную сварку в защитных газах ведут стационарной дугой, импульсно-дуговым способом, с синергетической системой управления.
Сварка стационарной дугой
Случайные колебания скорости подачи электродной проволоки и длины дуги могут нарушить стабильность процесса, привести к коротким замыканиям. обрыву дуги. Во избежание этого необходимо изменять скорость плавления электрода, т.е. соответствующим образом варьировать силу сварочного тока.
вольт-амперная характеристика дуги (ВАХ дуги) в защитных газах при плавящемся электроде имеет возрастающий характер.

В определенный момент стабильного процесса сварки скорость подачи электродной проволоки Vп1 равна скорости плавления Vпл1. При этом параметры по току и напряжению определялись рабочей точкой А1 с длиной дуги lд1. Допустим, что в связи со сбоями в механизме подачи проволоки скорость подачи уменьшилась. Тогда возникает относительная скорость плавления ΔVпл = Vпл1 - Vп2, которая приводит к перемещению рабочей точки в новое положение - А2. Оно характеризуется уменьшением сварочною тока (Δl), что приводит к уменьшению первоначальной скорости плавления. Процесс сварки вернулся в точку А1 с длиной дуги lд1. Этот процесс носит название -саморегулирование по длине дуги. Оно становится интенсивнее при более жесткой волыамперной характеристике источника питания.
При сварке от источника с жесткой характеристикой сварщик корректирует режим по току, регулируя скорость подачи проволоки. Однако при этом изменяются длина дуги и напряжение на ней. Для поддержания нужной длины дуги при настройке режима следует корректировать вольт-амперную характеристику ИП, переходя с одной (I) на другую (II).

Стабильность дуги, особенно в потолочном положении, а также размеры шва и его качество зависят от вида переноса электродного металла через дуговой промежуток. Таких видов переноса существует три.
1. Крупнокапельный перенос с короткими замыканиями дуги. Образуются капли размером в 1,5 раза превышающие диаметр электродной проволоки. Процесс сопровождается короткими замыканиями с естественным импульсно-дуговым процессом, обусловленным параметрами режима. Напряжение на дуге периодически снижается до 0 и в момент отрыва капли увеличивается до рабочего значения. Ток в момент короткого замыкания возрастает, что приводит к отрыву капли электродного металла.
Процесс протекает с разбрызгиванием металла, что ухудшает внешний вид сварного соединения, приводит к непроварам, чрезмерной выпуклости шва.

2. Среднекапельный перенос без коротких замыканий.
Дуга горит непрерывно, а электродный металл переносится через дугу каплями, диаметр которых близок к диаметру проволоки.
Сварка идет с периодическим изменением напряжения на дуге и сварочного тока.
Импульсно-дуговой процесс зависит от параметров режима сварки и также сопровождается разбрызгиванием, снижается качество шва.

3. Струйный перенос.
Дуга горит непрерывно, оплавленный конец электрода вытянут конусом, с которого в сварочную ванну стекают капли размером менее 2/3 диаметра электрода. Масса капли невелика, поэтому электродный металл легко переносится в ванну при сварке во всех пространственных положениях.
Разбрызгивание при струйном переносе незначительно. Производительность высока. Получить струйный перенос можно в аргоне. В углекислом газе такой перенос достигается при высокой плотности сварочного тока или при проволоках, активированных редкоземельными элементами
Управляемый перенос электродного металла с требуемыми размерами капель успешно достигается при импульсно-дуговом процессе, когда периодически измененяют напряжение на дуге и ток сварки.

Импульсно-дуговая сварка
Импульсно-дуговая (нестационарной дугой) сварка способом MIG/MAG возможна при низком сварочном токе во всех пространственных положениях шва при минимальном разбрызгивании и качественном формировании шва.
Существуют два основных вида переноса электродного металла:
- с непрерывным горением дуги - "длинной дугой";
- с короткими замыканиями дугового промежутка - "короткой дугой"

Особенность импульсно-дуговой сварки плавящимся электродом состоит в том, что процессом переноса электродного металла можно управлять. При сварке "длинной дугой" возможны две разновидности переноса:
- один импульс - одна капля;
- один импульс - несколько капель.
Перенос "короткой дугой" характерен для сварки в углекислом газе. Нестабильность и усиленное разбрызгивание электродного металла определяются свойствами источника питания и зависят от характера изменения мгновенной мощности как в период горения дуги, так и при коротком замыкании.
При импульсно-дуговой сварке способом MIG/MAG эффективно синергетическое управление процессом.
Синергетическое управление
Инверторные источники питания позволяют ускорить изменения параметров по току до 1000 А/мс. Высокое быстродействие источника способствует оптимальному выбору токов импульса и паузы, времени импульса и паузы, частоты импульса в зависимости от скорости подачи проволоки Это обеспечивает стабильный перенос капли электродного металла за один импульс.
В современных полуавтоматах внедрены микропроцессорные технологии управления импульсными процессами сварки в зависимости от марки стали, диаметра проволоки, вида защитного газа. Такие системы называются синергетическими.

Благодаря предварительному программированию импульсных режимов во время сварки регулируются только два параметра: сварочный ток и длина дуги. Синергетическое оборудование легко перестраивает режимы сварки в зависимости от марки свариваемой стали, диаметра электродной проволоки и вида защитною газа.
В синергетической системе оборудования фирмы "Кемппи" запрограммированы оптимальные параметры режима сварки для различных комбинаций материала: углеродистая сталь, нержавеющая сталь, алюминиевые сплавы; диаметров электродной проволоки сплошного сечения: 1,0; 1,2; 1,6 мм; времени заварки кратера.
Для каждого диаметра проволоки имеется широкий диапазон токовых значений режима, который позволяет сваривать материалы разной толщины и во всех пространственных положениях. Синергетические системы повышают производительность на 20% по сравнению с обычной сваркой MIG/MAG.
Вольт-амперная характеристика дуги (ВАХ)
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.

Характеристика имеет три области
Первая область I характеризуется резким падением напряжения Uд на дуге с увеличением тока сварки Iсв. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
Во второй области II характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Такое положение характеристики на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
В третьей области III с увеличением сварочного тока возрастает напряжение на дуге Uд. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Род тока при сварке - постоянный или переменный, полярность на постоянном токе может быть прямой (минус от источника на электроде), или обратной (минус от источника присоединяется к детали).
Ток обратной полярности применяют при сварке тонкого металла легкоплавких сплавов, легированных, специальных и высокоуглеродистых сталей, чувствительных к перегреву, при полуавтоматической сварке арматуры и металлоконструкций легированной проволокой сплошного сечения, при сварке электродами с фтористо-кальциевым покрытием.
При сварке на переменном токе полярность электродов и условия существования дуги периодически изменяются в соответствии с частотой тока.
В каждом полупериоде ток и напряжение меняют полярности при переходе синусоиды через нулевое значение. Дуга при этом угасает, температура активных пятен и дугового промежутка снижается. Повторное зажигание дуги в новом полупериоде происходит при повышенном напряжении - пике зажигания, которое выше напряжения на дуге.
Для повышения устойчивости дуги переменного тока добавляют в покрытия электродов и сварочные флюсы такие материалы, как мел, мрамор, полевой шпат и др., содержащие калий, натрий, кальций и другие элементы.
Газы, вводимые в зону горения дуги для защиты расплавленного металла, оказывают влияние на зажигание дуги переменного тока. При сварке с инертными газами (гелий, аргон) зажигание дуги затруднено, но возбужденная дуга горит устойчиво.
При сварке вольфрамовым электродом в среде аргона происходит испарение частиц металла с поверхности сварочной ванны и ближайших холодных зон, вместе с которыми удаляются и окисные пленки, что улучшает условия сварки и качество шва.
Углекислый газ при сварке на переменном токе действует отрицательно, поэтому сварка в углекислом газе применяется преимущественно на постоянном токе обратной полярности.
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими, жесткими и возрастающими.
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, Iп).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой - при полуавтоматической сварке, с жесткой и возрастающей - при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической вольт-амперной характеристики (ВАХ) сварочной дуги на статическую вольт-амперную характеристику источника питания (называемую также внешней характеристикой источника питания) .
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания. При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока. Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2-1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока - напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток - допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги - характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
Сварочные работы: Практическое пособие для электрогазосварщика (6 стр.)
Электрические заряды в сварочной дуге переносятся заряженными частицами – электронами, а также положительно и отрицательно заряженными ионами. Процесс, при котором в газе образуются положительные и отрицательные ионы, называется ионизацией, а такой газ – ионизированным. Зажигание дуги при сварке плавящимся электродом начинается с короткого замыкания электрода с основным металлом. Из-за шероховатости поверхности электродов касание при коротком замыкании происходит отдельными выступающими участками, которые мгновенно расплавляются под действием выделяющейся теплоты, образуя жидкую перемычку между основным металлом и электродом. При отводе электрода жидкая перемычка растягивается, сечение ее уменьшается, электрическое сопротивление и температура возрастают. Когда расплавленный металл перемычки достигает температуры кипения, пары металла легко ионизируются и возникает дуга. Возникновение дуги длится доли секунды.
Дуга, горящая между электродом и изделием на воздухе, называется свободной. Свободная дуга (рис. 13) состоит из трех зон: катодной с катодным пятном, служащим для эмиссии (выхода) электронов; анодной с анодным пятном, бомбардирующимся электронным потоком, и столба дуги, который занимает промежуточное положение между катодной и анодной зонами.

Рис. 13. Схема строения свободной дуги: 1 – электрод; 2-катодная зона; 3-столб дуги; 4-анодная зона; 5 – изделие; /д – длина дуги (расстояние между торцом электрода и поверхностью сварочной ванны)
Температура в зоне столба дуги при сварке достигает 6 000-7 000 °С в зависимости от плотности сварочного тока. Сварочные дуги классифицируются:
по применяемым электродам – дуга с плавящимся электродом и с неплавящимся электродом;
по степени сжатия дуги – свободная и сжатая дуга;
по схеме подвода сварочного тока – дуга прямого и косвенного действия;
по роду тока – дуга переменного тока (однофазная и трехфазная) и дуга постоянного тока;
по полярности постоянного тока – дуга на прямой полярности и дуга на обратной полярности;
по виду статической вольтамперной характеристики – дуга с падающей, жесткой и возрастающей характеристикой (рис. 14).
Дугу называют "короткой", если длина ее составляет 2-4 мм. Длина "нормальной" дуги 4-6 мм. Дугу длиной более 6 мм называют "длинной".
Рис. 14. Статическая вольт-амперная характеристика дуги в общем виде
Контрольные вопросы:
1. Назовите три основных состояния вещества и в чем их различие.
2. Почему газы в обычных условиях не проводят электрический ток?
3. Что называют сварочной дугой?
4. Чем переносятся электрические заряды в сварочной дуге?
5. Расскажите о зажигании дуги.
6. Расскажите о строении свободной дуги.
7. Расскажите о классификации сварочных дуг.
8. Какие дуги называются "короткими", "нормальными" и "длинными"?
2. Условия зажигания и устойчивого горения дуги
Сварочная дуга должна иметь определенные технологические условия, обеспечивающие ее быстрое зажигание, устойчивое горение, малую чувствительность к изменениям ее длины в определенных пределах, быстрое повторное зажигание (возбуждение) после обрыва, необходимое проплавление основного металла.
Условия зажигания и устойчивого горения дуги зависят от таких факторов, как состав обмазки при сварке штучными электродами, род тока (постоянный или переменный), прямая или обратная полярность при сварке на постоянном токе, диаметр электрода, температура окружающей среды.
Для зажигания дуги требуется напряжение большее по величине, чем напряжение для горения дуги. Напряжение, подводимое от источника питания к электродам при разомкнутой сварочной цепи, является напряжением холостого хода. При сварке на постоянном токе напряжение холостого хода не превышает 90 В, а на переменном токе – 80 В. В момент горения дуги напряжение, подаваемое от источника питания, значительно снижается и достигает величины, необходимой для устойчивого горения дуги. В процессе горения дуги ток и напряжение находятся в определенной зависимости.
Зависимость напряжения дуги от тока в сварочной цепи, при условии постоянной длины дуги, называют статической вольтамперной характеристикой дуги, которая графически представлена на рис. 14.
В области 1 (до 100 А) с увеличением тока напряжение значительно уменьшается, так как при повышении силы тока увеличивается поперечное сечение столба дуги и его проводимость. Вольт-амперная характеристика будет падающей и дуга горит неустойчиво. В области 2 (100-1 000 А) при увеличении тока напряжение сохраняет постоянную величину, так как поперечное сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Вольт-амперная характеристика будет жесткой, дуга горит устойчиво, и обеспечивается нормальный процесс сварки. В области 3 (свыше 1 000 А) увеличение тока вызывает возрастание напряжения, так как увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна из-за ограниченного поперечного сечения электрода, при этом вольт-амперная характеристика будет возрастающей. Дуга с возрастающей вольт-амперной характеристикой используется при сварке под флюсом и в защитных газах.

Рис. 15. Вольт-амперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали: кривые (а, б); при автоматической сварке под флюсом: кривые (в, г); кривая (д): вольт-амперная характеристика источника питания; точка 1 – точка устойчивого горения дуги
Для примера на рис. 15 приведена вольт-амперная характеристика дуги при ручной дуговой сварке штучным электродом низкоуглеродистой стали и автоматической сварке под флюсом при высоких плотностях тока.
Таким образом, первым условием зажигания и горения дуги является наличие электрического источника питания дуги достаточной мощности, позволяющего быстро нагревать катод до высокой температуры при возбуждении дуги.
Более полная стабилизация горения дуги достигается также при достаточной степени ионизации столба дуги, поэтому вторым условием для зажигания и горения дуги является наличие ионизации столба дуги за счет введения в состав покрытия штучных электродов или в состав флюсов таких элементов, как калий, натрий, барий, литий, алюминий, кальций и др. Эти элементы обладают низким потенциалом ионизации и в момент зажигания дуги способствуют быстрому ее возникновению.
Третьим условием устойчивости горения дуги при сварке на переменном токе является наличие в сварочной цепи дросселя (повышенной индуктивности). Это объясняется тем, что в сварочной цепи переменного тока, имеющей только омическое сопротивление, в процессе горения дуги образуются обрывы (100 обрывов дуги в секунду при промышленной частоте переменного тока 50 Гц). При включении дросселя в сварочную цепь переменного тока происходит сдвиг фаз между напряжением источника питания и током, горение дуги относительно стабилизируется.
При сварке на постоянном токе зажигание и горение дуги протекают несколько лучше, чем при сварке на переменном токе.
В сварочную цепь постоянного тока также включают дроссели для улучшения стабильности горения дуги.
Однако полная стабилизация горения дуги достигается в точке пересечения вольт-амперных характеристик дуги и источника питания. Эта точка будет определять устойчивое горение дуги (см. рис. 15).
Для улучшения возбуждения дуги применяют специальные высокочастотные устройства – осцилляторы, а для обеспечения надежного повторного возбуждения дуги применяют специальные генераторы импульсов высокого напряжения (стабилизаторы).
Зажигание и устойчивое горение дуги при любом роде тока зависит от динамической характеристики источника питания дуги. Источник питания должен поддерживать горение дуги при наличии возмущений в виде изменения напряжения в сети и обеспечивать регулирование сварочного процесса в зависимости от состояния поверхности свариваемого изделия и скорости подачи сварочной проволоки.
Технические особенности горения дуги на постоянном или переменном токе выражаются в том, что дуга, как гибкий газовый проводник, может отклоняться от нормального положения под воздействием магнитных полей, создаваемых вокруг дуги и в свариваемом изделии. Магнитные поля воздействуют на движущиеся заряженные частицы столба дуги и тем самым воздействуют на всю дугу. Такое явление принято называть магнитным дутьем. Магнитные поля оказывают отклоняющее воздействие на дугу при неравномерном и несимметричном расположении поля относительно дуги, особенно при сварке на постоянном токе. На рис. 16 показано влияние места подвода тока к свариваемой детали и наклона электрода на отклонение дуги.
Читайте также: