Напряжение холостого хода вторичной обмотки сварочного трансформатора
Обновлено: 18.05.2024
Сварочный трансформатор – трансформатор, получивший широкое применение в производственной сфере и в быту для электродуговой сварки. Рассмотрим особенности конструкции сварочных трансформаторов, принцип их работы и разновидности данного оборудования.
Особенности конструкции сварочного трансформатора
Данный агрегат комплектуется следующими элементами и узлами:
Параметры силы электротока не зависят от конструкции сердечника. Но данный узел необходим для возбуждения магнитного потока и комплектуется из пакета пластин, изготовленных из трансформаторной стали.
Изготовление сердечника в виде цельного элемента нецелесообразно по причине большого количества потерь в величине магнитного поля за счёт образования вихревых токов, снижающих индукцию.
Чтобы агрегат работал тихо, важно плотно стянуть пакет пластин, исключив вибрацию между ними в процессе эксплуатации трансформатора.
Различные аппараты могут конструктивно различаться, исходя из предназначения и рабочих характеристик, на которые рассчитан трансформатор.
На чём основан принцип работы
Функционирование агрегата происходит следующим образом:
- на катушку входа подаётся электроток, создаётся магнитное поле и электродвижущая сила, замыкаемая на сердечнике;
- в результате на вторичной обмотке наводится свой магнитный поток и электрический ток;
- различие в количестве витков обмоток изменяет параметры тока, позволяя достигнуть характеристик, обеспечивающих расплавление металла.
Для сварочных работ применяется трансформатор понижающего типа, у которого на входной катушке(первичной обмотке) количество витков превышает выходную(вторичную обмотку).
Принцип работы трансформатора
Сила выходного электротока может регулироваться за счёт подвижной конструкции устройства – путём увеличения или уменьшения зазора между катушками входа и выхода. При раздвижении катушки ток снижается, приближение вызывает увеличение указанной характеристики. Регулирование выполняется вращением рукоятки.
Величина тока подбирается, исходя из толщины и марки свариваемого металла, расположения сварочного шва. Чем толще свариваемые листы металла, тем больше потребуется создать величину тока на выходной катушке аппарата.

Соотношение величины тока с диаметром электрода и толщиной свариваемого металла
Холостой режим
Агрегат может функционировать в двух режимах:

В процессе сварки создаётся сварочная дуга, соединяющая посредством электрода обмотку на выходе со свариваемым металлом. Мощный сварочный электроток расплавляет свариваемый металл и создаёт неразъёмное соединение. После окончания сварки происходит вторичная цепь размыкается, и трансформатор переходит на холостой ход.
Во входной катушке возникают электродвижущие силы двойного происхождения:
- благодаря созданию магнитного поля при работе устройства;
- посредством рассеивания – часть из них отделяется от ЭДС на сердечнике и образуют электроток холостого хода.
Конструкция агрегата выполняется таким образом, чтобы величина напряжения на холостом ходу не представляла опасности для здоровья человека, выполняющего работы с помощью трансформатора.
Значение напряжения на холостом ходу ограничивается 48 В, в некоторых случаях допускается величина до 70 В. В целях безопасности устанавливается ограничивающее устройство, снижающее величину напряжения при превышении указанного значения, работающее в автоматическом режиме.
Дополнительная защита обеспечивается за счёт выполнения заземления аппарата.
Особенности схемы и модификации аппарата
Кроме стандартных устройств, в сварочном трансформаторе могут применяться дополнительные элементы, совершенствующие конструкцию агрегата. Схема может выполняться с использованием:
- нескольких катушек на выходе;
- конденсаторов;
- импульсных стабилизаторов;
- тиристорных преобразователей.

Схема может дополняться резисторами, регулирующими силу тока, если изменение расстояния между катушками не позволяет добиться необходимых характеристик. Эти элементы могут потребоваться, если предполагается сварка тонкого металла, или мощность оборудования чрезмерно велика.
Особенности расчёта трансформаторов для сварки
Понижение характеристик тока обеспечивается расчётом количества витков на первичной и вторичной обмотках. Параметры напряжения на выходе понижаются относительно входного на величину от 10 до 100 раз.
Чтобы обеспечить необходимые характеристики, число витков на обмотках должно быть тщательным образом рассчитано. Величина погрешности допускается в пределах 3 %.
Каждый аппарат характеризуется собственной величиной коэффициента трансформации, определяемом как частное величины силы тока на входе и выходе. Учитывая расчётные данные, создаётся оборудование с характеристиками, в зависимости от предполагаемых режимов работы и параметров сварочных соединений.
Расчёт выполняется с учётом следующих характеристик и нюансов:
- эксплуатационных показателей – типа подключённой электросети, регулировочного диапазона, фактической мощности, продолжительности непрерывной работы;
- диаметра электрода, на который рассчитан аппарат;
- условий эксплуатации;
- коэффициента полезного действия агрегата.
Отдельные характеристики из указанных взаимосвязаны между собой.
Разновидности сварочных трансформаторов
Данное оборудование выпускается различных типов, исходя из условий эксплуатации и назначения. Аппараты могут различаться следующими характеристиками:
- массой и габаритными размерами – от компактных моделей, переносимых на наплечном ремне, до промышленных агрегатов, перемещаемых на колёсах или грузоподъёмными механизмами;
- величиной напряжения на холостом ходу – в диапазоне от 48 до 70 В;
- силой тока в пределах от 50 до 400 А. На масштабных производствах могут использоваться модели с величиной данной характеристики до 1000 А;
- количества фаз электрической сети – модели с одной и тремя фазами;
- подачей электротока – непрерывно или импульсно;
- диаметром электродов, на использование которых рассчитан аппарат – от 2 до 6 мм.
Современная промышленность выпускает множество разновидностей сварочных трансформаторов. Бытовой потребитель может подобрать изделие, исходя из особенностей предполагаемой эксплуатации и учитывая ценовую политику производителя.
Цены на бытовые модели сварочных трансформаторов колеблются в пределах от 4 до 20 тысяч рублей, в зависимости от характеристик и изготовителя. Выбор потребителя зависит от его финансовых возможностей и назначения устройства.
Сварочные трансформаторы – оборудование, незаменимое в быту и промышленной сфере. С помощью данных агрегатов можно получать надёжное и неразъёмное соединение, без особенных усилий и сложностей. Ценовая доступность позволяет бытовому пользователю приобрести аппарат для использования в домашних условиях, а в устройстве и принципе работы разобраться не составит особенного труда.
Возможные неисправности

Как выбрать сварочный трансформатор
При выборе оборудования, необходимо учитывать поставленные задачи и, исходя из этого, приобретать модель. Производятся приборы следующих классов:
- бытовые – для незначительных по объему работ в домашних условиях. Предполагает эксплуатацию в течение до 10 мин., после чего требуется перерыв. Величина сварочного тока не превышает 200 А;
- профессиональные – применяется при выполнении ремонтов конструкций и рассчитан на продолжительную работу. Показатели сварочного тока – от 200 до 300 А;
- промышленные – используются на производстве. Предполагают возможность непрерывной эксплуатации в течение суток с незначительными паузами. Производятся со сварочным током от 250 до 500 А.
Кроме класса и величины тока при выборе аппарата следует учитывать номинальное напряжение, на которое он рассчитан. Бытовые сети предполагают величину напряжения 220 В, с возможностью отклонения в ту или иную сторону до 15 процентов.
Еще один важный фактор – стоимость. Каждый должен выбирать, исходя из цены, зависящей от перечисленных ранее критериев и политики изготовителя.
Сварочные трансформаторы – оборудование, незаменимое в быту и промышленной сфере. С помощью данных агрегатов можно получать надежное и неразъемное соединение, без особенных усилий и сложностей. Ценовая доступность позволяет бытовому пользователю приобрести аппарат для использования в домашних условиях, а в устройстве и принципе работы разобраться не составит особенного труда.
Как сделать сварочный трансформатор своими руками
Режим холостого хода трансформатора
Одно из наиболее используемых электротехнических устройств – трансформатор. Данное оборудование используется для изменения величины электрического напряжения. Рассмотрим особенности режима холостого хода трансформатора, с учётом правил определения характеристик для различных видов устройств.
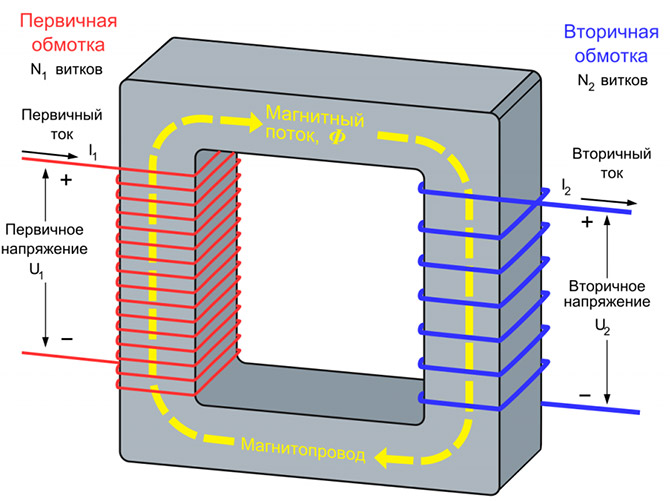
Трансформатор состоит из первичной и вторичной обмоток, расположенных на сердечнике. При подаче напряжения на входную катушку, образуется магнитное поле, индуцирующее ток на выходной обмотке. Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
Принцип работы трансформатора
Что такое режим холостого хода
Под режимом холостого хода понимают состояние устройства, при котором во время подачи переменного электротока на входную катушку выходная находится в разомкнутом состоянии. Данная ситуация характерна для агрегата, подключённого к электросети, при условии, что нагрузку к выходному контуру ещё не включили.
Режим короткого замыкания
В процессе эксперимента можно найти:
- электроток холостого хода (замеряется амперметром) – обычно его значение невелико, не больше 0,1 от номинального показателя тока первой обмотки;
- мощность, теряемую в магнитопроводе прибора(или другими словами потери в стали);
- показатель трансформации напряжения – примерно равен значению в первичной цепи, деленному на таковое для вторичной (оба значения – данные вольтметров);
- по результатам замеров силы тока, мощности и напряжения первичной электроцепи можно высчитать коэффициент мощности: мощность делят на произведение двух других величин.
Как проводится опыт холостого хода
При проведении опыта холостого хода появляется возможность определить следующие характеристики агрегата:
- коэффициент трансформации;
- мощность потерь в стали;
- параметры намагничивающей ветви в замещающей схеме.
Для опыта на устройство подаётся номинальная нагрузка.
При проведении опыта холостого хода и расчёте характеристик на основе данной методики необходимо учитывать разновидность устройства.
В данном состоянии трансформатор обладает нулевой полезной мощностью по причине отсутствия на выходной катушке электротока. Поданная нагрузка преобразуется в потери тепла на входной катушке I02×r1 и магнитные потери сердечника Pm. По причине незначительности значения потерь тепла на входе, их в большинстве случае в расчёт не принимают. Поэтому общее значение потерь при холостом ходе определяется магнитной составляющей.
Далее приведены особенности расчёта характеристик для различных видов трансформаторов.
Для однофазного трансформатора
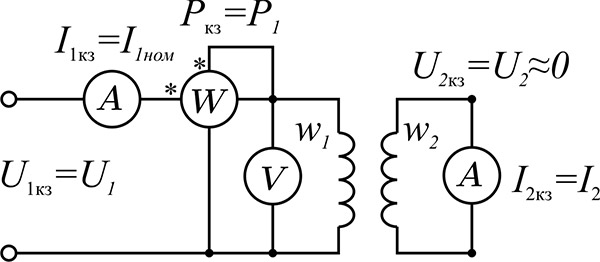
Опыт холостого хода для однофазного трансформатора проводится с подключением:
- вольтметров на первичной и вторичной катушках;
- ваттметра на первичной обмотке;
- амперметра на входе.
Приборы подключаются по следующей схеме:

Для определения электротока холостого хода Iо используют показания амперметра. Его сравнивают со значением электротока по номинальным характеристикам с использованием следующей формулы, получая итог в процентах:
Iо% = I0×100/I10.
Чтобы определить коэффициент трансформации k, определяют величину номинального напряжения U1н по показаниям вольтметра V1, подключённого на входе. Затем по вольтметру V2 на выходе снимают значение номинального напряжения U2О.
Коэффициент рассчитывается по формуле:
K = w1/w2 = U1н/ U2О.
Величина потерь составляет сумму из электрической и магнитной составляющих:
P0 = I02×r1 + I02×r0.
Но, если пренебречь электрическими потерями, первую часть суммы можно из формулы исключить. Однако незначительная величина электрических потерь характерна только для оборудования небольшой мощности. Поэтому при расчёте характеристик мощных агрегатов данную часть формулы следует учитывать.

Потери холостого хода для трансформаторов мощностью 30-2500 кВА
Для трёхфазного трансформатора
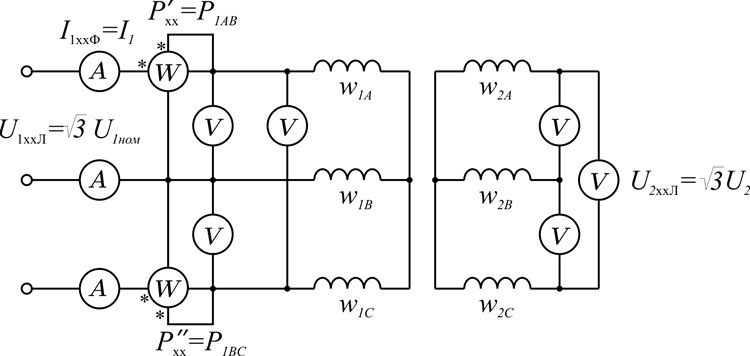
Трёхфазные агрегаты испытываются по аналогичной схеме. Но напряжение подаётся отдельно по каждой фазе, с соответствующей установкой вольтметров. Их потребуется 6 единиц. Можно провести опыт с одним прибором, подключая его в необходимые точки поочерёдно.
При номинальном напряжении электротока обмотки более 6 кВ, для испытания подаётся 380 В. Высоковольтный режим для проведения опыта не позволит добиться необходимой точности для определения показателей. Кроме точности, низковольтный режим позволяет обеспечить безопасность.
Применяется следующая схема:
Работа аппарата в режиме холостого хода определяется его магнитной системой. Если речь идёт о типе прибора, сходного с однофазным трансформатором или бронестержневой системе, замыкание третьей гармонической составляющей по каждой из фаз будет происходить отдельно, с набором величины до 20 процентов активного магнитного потока.
В результате возникает дополнительная ЭДС с достаточно высоким показателем – до 60 процентов от главной. Создаётся опасность повреждения изолирующего слоя покрытия с вероятностью выхода из строя аппарата.
Предпочтительнее использовать трехстержневую систему, когда одна из составляющих будет проходить не по сердечнику, с замыканием по воздуху или другой среде (к примеру, масляной), с низкой магнитной проницаемостью. В такой ситуации не произойдёт развитие большой дополнительной ЭДС, приводящей к серьёзным искажениям.
Для сварочного трансформатора
Для сварочных трансформаторов холостой ход – один из режимов их постоянного использования в работе. В процессе выполнения сварки при рабочем режиме происходит замыкание второй обмотки между электродом и металлом детали. В результате расплавляются кромки и образуется неразъёмное соединение.
После окончания работы электроцепь разрывается, и агрегат переходит в режим холостого хода. Если вторичная цепь разомкнута, величина напряжения в ней соответствует значению ЭДС. Эта составляющая силового потока отделяется от главного и замыкается по воздушной среде.
Чтобы избежать опасности для человека при нахождении аппарата на холостом ходу, значение напряжения не должно превышать 46 В. Учитывая, что у отдельных моделей значение данных характеристик превышает указанное, достигая 70 В, сварочный агрегат выполняют со встроенным ограничителем характеристик для режима холостого хода.
Блокировка срабатывает за время, не превышающее 1 секунду с момента прерывания рабочего режима. Дополнительная защитная мера – устройство заземления корпуса сварочного агрегата.
Видео: измерение тока холостого хода
Меры по снижению тока холостого хода
Ток при нахождении трансформатора в режиме холостого хода возникает, благодаря конструктивным особенностям сердечника. Для ферромагнитного материала, попавшего в электрическое поле переменного тока, характерно наведение вихревых индуктивных токов Фуко, вызывающих нагревание данного элемента.
Чтобы снизить вихревые токи, сердечник изготавливают не в виде цельной детали, а набирают из пакета пластин небольшой толщины. Между собой пластины изолируются. Дополнительная мера – изменение свойств самого материала, позволяющее увеличить порог магнитного насыщения.
Чтобы не допустить разрыва магнитного потока с возникновением поля рассеивания, пластины тщательно подгоняют в процессе набора. Отдельные элементы шлифуют, с получением гладкой, идеально прилегающей поверхности.
Также потери снижаются за счёт более полного заполнения окна магнитопровода. Это позволяет обеспечить оптимальные показатели массы и габаритов агрегата.
Холостой ход трансформатора – режим, при котором можно рассчитать важные характеристики. Это проводится для оборудования, находящегося в эксплуатации и на стадии проектирования.
Сварочный трансформатор: устройство и принцип действия
![]()
Сварочный трансформатор является, пожалуй, самым распространенным видом промышленного оборудования. Его основу составляют несколько ключевых узлов, которые, взаимодействуя, генерируют сварочную дугу. Ее мощности достаточно для того, чтобы соединить две металлические заготовки или разрезать цельный кусок металла. В зависимости от конструктива, функционала и силы генерируемого напряжения оборудование делится на несколько видов. Каков принцип действия сварочного трансформатора, какие происходят при этом процессы, отличительные особенности моделей – это неполный список вопросов, которые рассмотрены ниже.
Устройство сварочного трансформатора
Для плавки металла необходимо настроить в нужных значениях параметры потребляемого сетевого тока. В сварочном оборудовании изменяются основные его значения: понижается напряжение и возрастает сила тока. Сварка металлических заготовок была бы невозможна без основных комплектующих, которые входят в состав даже самого простого сварочного трансформатора:
- первичная обмотка (выполняется из изолированного провода);
- вторичная обмотка (очень часто для лучшей теплоотдачи выполняется неизолированной);
- магнитопровод;
- вертикальный винт крепления;
- крепление к обмотке и гайка винта;
- зажимы для фиксации проводов;
- рукоятку зажима винта;
- металлический корпус.
Помимо основного в сварочных трансформаторах используется дополнительное оборудование, улучшающее их работу и расширяющие функционал.
Для любого сварочного аппарата необходим магнитопровод. Он никак не влияет на параметры тока, но без сердечника невозможно образовать магнитное поле. Он состоит из набора металлических пластин своеобразной формы. Поверхность пластин покрыта оксидом, а в некоторых случаях защищена лаком. Изоляция необходима по техническим соображениям. Если бы сердечники делались из металла и не изолировались, то из-за действий магнитного поля генерировались бы токи Фуко. Они снижают индукцию поля.
Для снижения шумов, которые генерируются при работе трансформатора, важно максимально туго стянуть пластины. При ослаблении соединения усиливается вибрация, причиной возникновения которой является проходящий ток. Следует учесть, что избавиться от шума полностью не удастся. И его наличие в умеренной степени даже в новом оборудовании является нормой.
Принцип работы сварочного трансформатора
Итак, настало время рассмотреть детальнее, что такое сварочный трансформатор и как он функционирует. Алгоритм работы оборудования включает несколько основных этапов:
- Из сети энергоснабжения ток подается на первичную обмотку. В результате этого генерируется магнитный поток, замыкающийся на сердечнике устройства;
- Далее напряжение поступает на вторичную обмотку.
- Изготовленный из ферромагнитных материалов сердечник, на котором располагаются обе обмотки – первичная и вторичная, генерирует магнитное поле.
- По количеству витков катушки, точнее их разницы, изменяются напряжение и сила тока. По данным параметрам и рассчитывается трансформатор.
Есть прямая зависимость между количеством витков вторичной обмотки и выходным напряжением. Если нужно повысить напряжение на выходе, то следует прибавить количество витков вторичной катушки, и наоборот. Сварочный трансформатор является понижающим устройством. По этой причине количество витков на вторичной обмотке у него меньше, чем на первичной.
Помимо этого, устройство и узлы сварочного аппарата позволяют регулировать и силу тока. Для этого необходимо изменять расстояние между вторичной и первичной обмотками. Здесь наблюдается обратная зависимость: чем меньше расстояние, тем сильнее сила тока, и наоборот – чем больше расстояние, тем меньше значение. Данные регулировки дают возможность сварщику работать с материалами, которые отличаются и по составу, и по толщине.
Холостой ход
Любые представленные на потребительском рынке сварки оснащены двумя режимами работы: под нагрузкой и холостой. Во время сварочного процесса между изделием и электродом замыкается вторичная обмотка. Образуется ток большой мощности, которой хватает для того, чтобы плавить металл. По окончании работ вторичная цепь размыкается. Дается старт работе оборудования в режиме холостого хода.
В первично катушке генерируемые электрическим током силы имеют двойное происхождение. Первые из них образуются магнитным потоком, а другие – рассеиванием. Электродвижущие силы создаются в магнитопроводе, и между витками обмоток замыкаются по воздуху (между пластинами есть изоляция). Они формируют величину холостого хода.
Важно, чтобы сила тока холостого тока не представляла угрозы здоровью и жизни сварщика. Она ограничена величиной 48V. И только некоторые модели имеют этот показатель 60-70В. В случаях, когда электродвижущие силы, которые образуются от потока рассеивания, имеют большее значение, то дополнительно устанавливается автоматический ограничитель. Его нормативное срабатывание составляет меньше 1 секунды после окончания сварочного процесса. Корпус варочного аппарата всегда необходимо заземлять. В случае нарушения изоляции первичной обмотки напряжение пойдет путем наименьшего сопротивления и уйдет в землю, миную человеческий организм.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Сварочный трансформатор: схемы и модификации
Как уже упоминалось, помимо стандартного набора узлов сварочный аппарат может содержать и дополнительные компоненты, призванные улучшить его функционал и качество работы. Схемы дополняются:
- конденсаторами;
- тиристорными фазорегуляторами;
- дополнительными вторичными обмотками;
- импульсными стабилизаторами.
Помимо этого, нередко схема оборудования комплектуется дополнительным сопротивлением. Оно позволяет продолжить регулировку силы тока в тех случаях, когда разведение обмоток не может принести нужного результата. Это характерно для очень мощных моделей оборудования или в случаях работы с особо тонкими заготовками. Дополнительное сопротивление может представлять собой отдельный блок, оснащенный коннекторами для подключения к цепи или обычной пружиной, изготовленной из высокоуглеродистой стали. В любом случае через сопротивление следует пропустить ток, который идет от вторичной обмотки.
Расчет трансформатора для сварки
Для разных видов сварочных работ необходима различная мощность оборудования. Основной расчет показатели выполняется на основании разницы в количестве витков между катушками первичной и вторичной обмоток. Важно понять основной принцип действия сварочного трансформатора. Для понижающих устройств выработано правило, которое выражает зависимость между коэффициентом понижения и количеством витков.
Так, если выходное напряжение нужно понизить в 100 раз по сравнению со входящим, то количество витков вторичной катушки должно быть в 100 раз меньше сравнительно с количеством витков на первичной катушке. Точно такое же правило работает и в обратном направлении. Погрешность вычислений не превышает 3%.
Каждое устройство характеризуется так называемым коэффициентом трансформации. Данный показатель обозначает величину масштабирования при переходе от первичного (i1) значения до вторичного (i2). Формула для расчета выражается в таком виде: n = i1/i2. Вооружившись формулой, несложно определить значения для изготовления оборудования под конкретный вид сварки.
Классификация сварочных трансформаторов
Классифицировать сварочные трансформаторы принято по их назначению. Они отличаются по таким показателям:
- Габаритами и весом. На рынке представлены как небольшие модели, которые комплектуются наплечным ремнем для переноски; так и большие агрегаты, для перемещения которых потребуется тельфер или тележка.
- Напряжение холостого хода. Оно варьируется в широком диапазоне значений: от 48 до 70V.
- Сила тока. На большинстве серийного оборудования данный параметр колеблется в диапазоне от 50 до 400А. Встречаются крупные промышленные образцы, генерирующих ток силой в 1000А.
- Количество фаз и потребляемый ток. Одно и трехфазные сварочные трансформаторы под линии энергоснабжения 220 и 380В.
- Подача тока. Может быть непрерывной или импульсной.
- Используемые в работе электроды. Расходники различаются по составу и диаметру (2-6 мм).
Получить надежное соединение двух металлических элементов проще всего с помощью электрической сварки. Она отлично подойдет для выполнения разных видов работ на производстве, дома или в любом ином месте. Сварочные аппараты отличаются простотой использования, надежностью и эффективностью. Сварные швы намертво соединяют заготовки и служат на протяжении многих десятилетий.
Как проверить напряжение холостого хода сварочного инвертора
![]()
Принцип работы трансформатора
Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.



Этапы пусконаладочных испытаний ↑
Первичные тестирования на работоспособность проводятся сразу по нескольким направлениям. К обязательным относятся:
- Замеры данных по потерям холостого хода.
- Замеры омического сопротивления всех имеющихся обмоток.
- Определение коэффициента трансформации.
- Тестирование группы соединения обмоток.
- Проверка изоляции.
В данном случае важную роль играет последовательность произведения всех видов вышеназванных испытаний.
Инженерный имеет все необходимые инструменты для качественного проведения диагностики трансформаторов, слаженный коллектив профессионалов и лицензии, которые дают право осуществлять все необходимые испытания и замеры. Оставив выбор на электролаборатории «ПрофЭнергия» вы выбираете надежную и качествунную работу своего оборудования!
Если хотите заказать диагностику трансформаторов или задать вопрос, звоните по телефону .
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.




Таблица потерь
Когда цепочка второй катушки разомкнута, она не использует какой-либо рабочей мощности. У той мощности, что потребляет первая, есть некоторый активный процент (он и представляет собой потери прибора), но доминирует реактивный, отвечающий за намагничивание и отдаваемый генератору. Что касается потерянной мощности, то большая ее часть затрачивается на процессы перемагничивания и генерацию вихрей токов магнитопровода. Из-за этого последний начинает перегреваться. Так как поток рассеяния не зависит от нагрузочного электротока, то мощностные потери имеются не только на холостом ходу, но и при подаче нагрузок. Еще некоторая часть потерь (очень небольшая) затрачивается на нагревание катушечного провода. Ее малое значение обусловлено показателями сопротивления проводка и тока холостого хода.
При напряжении 10/0,4 кВ величина потерь будет возрастать по мере увеличения мощности. Для номинального показателя мощности в 250 кВА потери будут равны 730 Вт, для 400 кВА – 1000 Вт, для 2500 кВА – 4200 Вт. По прошествии лет эксплуатации в магнитопроводе происходят процессы, увеличивающие объем потерь: изнашивается изоляция, изменяются структурные характеристики металла. Из-за этого теряться может до 50% мощности.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Схема замещения в режиме трансформатора
Прямой электрический расчет трансформатора сложен по той причине, что он представляет собой две электрических цепи, связанных между собой магнитной цепью.
Для упрощения расчетов удобнее пользоваться упрощенной эквивалентной схемой. В схеме замещения вместо обмоток используются комплексные сопротивления:
- для первичной обмотки комплексное сопротивление включается последовательно в цепь;
- для вторичной обмотки параллельно нагрузке.
Каждое комплексное сопротивление состоит из последовательно соединенного активного сопротивления и индуктивности.
Активное сопротивление – это сопротивление проводов обмотки.

Поднимаем неисправный сварочный инвертор
Пришел ко мне на ремонт очередной трупик, Blueweld prestige 164. Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР. И так. Приступим к ремонту. Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.
Для начала надо бы разобраться с симптомами. Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание. Подцепили, нажимаем кнопку. И видим что наш сварочник полностью коротит все сетевое напряжение. Ладно, вскрываем, смотрим. Первым делом надо ликвидировать КЗ. И поэтому мы отпаиваем IGBT. Отпаяли, проверили транзисторы, и их оказывается тоже пробило. Вывода звонятся накоротко. Чтож. Надеемся что КЗ ушло и подцепляем к розетке. И опять, лампочка горит в полный накал. КЗ не ушло. Снова вызваниваем всю силовую цепь. И находим пробитый диодный МОСТ. Отпаиваем. И вуаля, КЗ ушла. Проверка сопротивления силовых линии после моста не выявила КЗ. И так. Банальное КЗ устранили. Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом. Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Сигнал искажен, и у сварочника полетели IGBT. А сигнал искажен по причине неисправности ТГР. Мотаем новый Трансформатор Гальванической Развязки. Я мотал на кольце из фильтра синфазных помех. Мотал витков 20. И смотрим что стало с сигналом.
Вот он. Нормальный меандр. Насчет всплесков не волнуйтесь. Емкостная нагрузка на затворах нету. IGBT то неисправные, впаял было резисторы на 220ом вот и всплески не поглощаются. Запаиваем IGBT транзисторы, меняем сгоревший мост на новый. И подаем сетевое напряжение. Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим. а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
Ждем сутки и начинаем очищать плату от клея и формочки.
Дальше уже сборка в корпус и тест на электроде. IGBT были если честно сомнительного качества. Брал с али. Но как оказалось сварка и на таких IGBT транзисторах работает исправно. Спалили пару электродов при 100А. Все нормально работает. P.S. У этих сварочных инверторов как я уже говорил идет повальный брак ТГР. У некоторых со временем портится сердечник ТГР у других из-за жестких условий эксплуатации(тупо перегрели). А все почему? Потому то материал сердечника дерьмо. Чуть что не так так сразу падает индуктивность и сварка испускает белый дым. Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
На что рассчитывать
Основная масса инверторов рассчитывается на работу от сети, допускающей колебания до 15%. Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
При Uх.х. менее 80 В приходится тщательнее выбирать марку применяемых электродов. Есть группа профессиональных электродов (УОНИИ, ЦЛ, ТМУ), которые для поджига дуги требуют не менее 80 В.
Содержание:
- 1. Сила тока
- 2. Продолжительность включения (ПВ)
- 3. Дополнительные показатели
Выбираете сварочный аппарат и не знаете, что значат все его описанные характеристики, и каково их влияние на показатели работы той или иной модели? В этой статье мы постараемся в доступной форме объяснить смысл различных параметров, и чем они могут быть для вас полезны.
Существуют технические характеристики, которые при выборе модели следует учитывать в первую очередь. Это сила тока и продолжительность включения.
Продолжительность включения (ПВ)
Данный показатель характеризует отрезок времени непрерывной работы в 10-минутном периоде при определенной силе тока и температуре внешней среды. Например, показатель ПВ при t=20 С — 80 (45%). Это значит, что данный аппарат, при t=20 С и силе тока в 80 Ампер, способен непрерывно работать без перегрева в течении 4,5 минут и должен иметь перерыв в работе 6,5 минут. Рабочий период необязательно должен быть непрерывным, а может набираться по совокупности в течение 10-минутного интервала.
Практика показывает, что в сварочном процессе 80% рабочего времени занято подготовкой (передвижение детали, смена электродов, зачистка, откол шлака, перемещение самого сварщика относительно детали и т.д.) и только 20% приходится непосредственно на сварку.
Кроме основных характеристик существуют дополнительные показатели, которые помогут сделать выбор между моделями, на первый взгляд, схожими.
Сила тока
Показатель, характеризующий мощность аппарата. Измеряется в амперах. Чем она больше, тем большим диаметром электродов можно будет варить. А чем больше диаметр используемого электрода, тем выше производительность. Это показывает прямую зависимость между величиной силы тока и работоспособностью аппарата.
Для бытовых нужд, когда предполагаются небольшие объемы периодических сварочных работ вполне достаточно аппарата с силой тока 130-200 Ампер, но приобретая модель для стационарного поста в цеху или мастерской, следите, чтоб этот показатель был не менее 200 Ампер.
Можно примерно рассчитать нужную силу тока, исходя из предполагаемого диаметра электрода, которым вы будете пользоваться. Учитывая тот факт, что на 1 мм сечения электрода необходима сила тока примерно в 40 Ампер, то для сварки 4 мм электродом необходим аппарат с мощностью 160 Ампер.
Не рекомендуется применять электроды максимально возможных диаметров, так как это уменьшает глубину провара шва и снижает его качество. Например, с аппаратом мощностью 160 Ампер, можно работать электродом диаметром до 4 мм, но при этом мощность дуги падает и возрастает вероятность непровара шва. В свою очередь, модель в 260 Ампер, может использовать электроды диаметром до 6,5 мм и потому с таким аппаратом с легкостью применяются 4-миллиметровые электроды без угрозы неполного формирования шва.
Кроме того, сварка разного металла электродом одного диаметра требует различной силы тока. Например, использование электрода диаметром 4 мм для сварки малоуглеродистой стали требует силы тока в 150 Ампер, а для соединения деталей из «нержавейки» — 170 Ампер.
Так же рекомендуется выбирать аппарат с запасом силы тока на 1/3 от предполагаемой величины использования для исключения его работы на максимальной мощности и продления срока амортизации.
ТЕСТ Оборудование и оснастка для выполнения сварочных работ тест на тему
![]()
Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.

![]()
![]()

Преимущества и недостатки трансформатора перед инвертором
При сравнении сварочного аппарата трансформаторного типа с инвертором к достоинствам относят:
- цена в 2 — 3 раза меньше;
- конструкция проще, так как нет электронных компонентов;
- ремонт обходится дешевле;
- легкость сборки своими руками.
- вес и габариты, при равных характеристиках, больше;
- большее потребление электроэнергии при работе с одинаковыми электродами;
- нестабильность дуги при колебаниях сетевого напряжения;
- отсутствие дополнительных функций, которые есть даже у бюджетных инверторов.
Несмотря на недостатки трансформаторов не нужно забывать, что качество швов зависит не от сложности аппарата, а от мастерства сварщика.


Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.









Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
![]()

![]()
![]()
Схемы модификаций
В конструкцию стандартного аппарата нередко вносят изменения, помогающие улучшить эксплуатационные характеристики.
С шунтом
Рассеиванию магнитного поля способствует смена пространственного положения компонентов магнитопровода.
При смещении стальных элементов повышается сопротивление потока, идущего по воздуху.
При полном введении шунта параметр начинает зависеть от расстояния между деталью и компонентами магнитопровода. Аппараты, имеющие такой принцип действия, предназначены для использования в промышленных условиях.

С обмоткой по секциям
Такая схема сварочного аппарата считается устаревшей. Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.

Тиристорные аппараты
Для изменения напряжения и силы тока применяется фазовый сдвиг тиристоров. При сборке однофазного аппарата используют 2 детали, устанавливаемые друг напротив друга. Тиристоры настраивают симметрично и синхронно.
В полупроводниковых трансформаторах эти элементы размещают на первичной обмотке, что объясняется следующими причинами:
- Сила вторичного тока в таких устройствах выше, чем в тиристорах.
- При установке последних на первичной катушке повышается КПД. Это объясняется снижением потерь напряжения.

Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Как самому смонтировать аппарат
Главная часть самодельного агрегата – сердечник. Его изготавливают из трансформаторной стали, купить которую достаточно сложно. Полученная конструкция имеет вид прямоугольника с сечением более 55 см². При формировании первичной и вторичной катушек устанавливают регулирующий винт. С его помощью перемещают подвижную обмотку.
Сечение провода первой катушки должно составлять более 5 мм². Для сборки трансформатора используют кабели с жаропрочной изоляцией.
Вторичная обмотка формируется из медного проводника сечением 30 мм². На последнем этапе собирают текстолитовый корпус, который служит защитой сварщика от поражения током.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
Сварочные выпрямители
Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ. На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
![]()
В эти способы входят: Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
Достоинства и недостатки сварочных выпрямителей
Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг.
По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования. Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам.
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Читайте также: