Насадки для контактной сварки
Обновлено: 15.05.2024
Сварочный наконечник M8×30 E-CU прямой предназначен для подвода сварочного тока к проволоке.
Медный контактный наконечник, длина 34мм, посадочный диаметр M8, диаметр отверстия 1,4мм, допуск +0,05/-0,05мм.
Наконечник – расходная часть MIG/MAG горелки, которая обеспечивает токосъём в процессе сварки, поэтому наконечники, так же называют контактными.
Тип наконечника: Стандартный Резьба: М8 Длина, мм: 30 Диаметр проволоки, мм: 1,0
Медный контактный наконечник, длина 34мм, посадочный диаметр M8, диаметр отверстия 1,2мм, допуск +0,05/-0,03мм.
Контактный наконечник из износоустойчивой бронзы (CuCrZr, БрХ1Цр), длина 34мм, посадочный диаметр M8, диаметр отверстия 1,4мм, допуск +0,05/-0,05мм.
Наконечник - расходная часть MIG/MAG горелки, которая обеспечивает токосъём в процессе сварки, поэтому наконечники, так же называют контактными.
Медный контактный наконечник, длина 34мм, посадочный диаметр M8, диаметр отверстия 0,9мм, допуск +0,1/-0,0мм.
Медный токопроводящий прямой наконечник E-CU М6 d1,2мм LED6510-12 для сварочной проволоки.
Тип наконечника: Прямой Резьба: М6 Длина, мм: 25 Диаметр проволоки, мм: 0,8
Тип наконечника: Стандартный Резьба: М6 Длина, мм: 28 Диаметр проволоки, мм: 1,2
Наконечник сварочный Мастер E-CU М8 d1,0мм FCK6700-10. Резьба М8, стандартный тип наконечника.
Медный контактный наконечник, длина 34мм, посадочный диаметр M8, диаметр отверстия 1,8мм, допуск +0,1/-0,0мм.
Контактный наконечник из низкопробного серебра (Cu-60%, Ag-40%), длина 34мм, посадочный диаметр M8, диаметр отверстия 1,15мм, допуск +0,05/-0,02мм.
Наконечник -расходная часть MIG/MAG горелки, которая обеспечивает токосъём в процессе сварки, поэтому наконечники, так же называют контактными.
Тип наконечника: Стандартный Резьба: М6 Длина, мм: 28 Диаметр проволоки, мм: 0,8
Тип наконечника: Стандартный Резьба: М8 Длина, мм: 30 Диаметр проволоки, мм: 1,2
Тип наконечника: Стандартный Резьба: М8 Длина, мм: 30 Диаметр проволоки, мм: 2,0
Наконечник гор. п/а M8, d.1,0 мм L30 (тело 10) AL (20 шт.)
Наконечник сварочный прямой Мастер E-CU М6 d1,2мм FCK6600-12. Резьба М6, прямой тип наконечника.
Тип наконечника: Стандартный Резьба: М8 Длина, мм: 30 Диаметр проволоки, мм: 1,6
Наконечник сварочный E-CU-AL М8 d1,6мм LED8810-16
Контактный наконечник из износоустойчивой бронзы (CuCrZr, БрХ1Цр), длина 34мм, посадочный диаметр M8, диаметр отверстия 1,15мм, допуск +0,05/-0,02мм.
Держак для электродов точечной сварки, чертеж ручки для сварки аккумуляторов + обзор альтернативных вариантов

Продолжаем тему контактной сварки. Решил попробовать ручку для электродов. Две медные полосы, две отдельные пружины на полосы, фиксированное расстояние между электродами, микрик для автоматической сработки в конце нажатия. В целом ручка годная, можно брать. Хотя, как всегда, есть варианты дешевле — хуже и дороже — лучше.
Я заказывал у другого продавца, на 5$ дороже, по этому информация о доставке наверное не актуальна.
В комплекте всех этих ручек идет два шестигранных ключа, 4 болта под внутренний шестигранник, шайбы и провод для разъема микрика. Не понятно, зачем идет 4 болта — вполне достаточно двух, может быть запасные, если один сорвется. Но вряд ли кто-то, кроме меня, будет снимать и ставить ручку по 10 раз за день.
Корпус ручки видимо фрезерован из какого то пластика, на странице этого продавца (видимо производитель) есть интересное видео создания более дорогой ручки.
Корпус состоит из двух половин, в нем фрезерованы пазы под пружины, провода, микрик и т. д.
Внутри есть один микрик — он срабатывает при нажатии ручки до конца. В комплекте идет провод, с 2-контактным разъемом 3.5мм, длина провода 1 метр. Время срабатывания микрика не регулируется, но можно регулировать жесткость пружин, тогда микрик будет срабатывать на разном давлении на ленту.
Две пружины лежат в пазах, их поджимают две квадратные гайки. Для регулировки в комплекте идет шестигранный ключ, регулировка возможна даже когда ручка установлена для сварки. Винты немного мешают, но регулировать можно.
Интересно, что некоторые мелкие гайки и винты сделаны с нержавейки. Гайки крепления электродов, винты и гайки, скрепляющие половинки, винты с гайкой, для поджатия пружин магнитятся очень слабо.
Этим же шестигранником разбирается крепление электродов. Мне понравилась эта версия ручки потому, что я могу ставить электроды от 1мм до 4мм, Держатель электродов — просто две медные пластины, скрученные вместе и прикрученные к основным токонесущим полосам.Просто отверстия насквозь, болты и гайки. В меди нет резьбы — можно просто поменять гайки с винтами, если что. Между этими пластинами фрезерованы отверстия 1мм и 3мм, в комплекте стоят электроды 1.5мм и я ставил 3.5мм без проблем.
Сами основные пластины 4мм Х 15мм, то есть сечение 60мм, я думаю этого вполне достаточно для сварки аккумов. Вверху пластин отверстия D8, то есть соединение с сваркой надежное. Никаких винтов сбоку, как в ручке ZBU (ее обзор). Но Геннадий тоже перешел на нормальное болтовое крепление на новых версиях.
В общем пластины ходят внутри пластиковой ручки, жесткость пружин можно менять, микрик срабатывает по одной пластине. При большом желании можно поставить и второй микрик, подсоединить их последовательно. Но я думаю, что если ставить ручку не косо, то будет работать и с одним. Но в более дорогой ручке стоит два микрика.
И в дорогой версии ручки для сварки есть светодиод, который светит в место сварки. В плате таймера на педаль/микрик идет 5 в, в эту ручку тоже можно встроить светодиод, запитать его от микрика и рассчитать на 5В, я думаю что будет работать.
В общем я попробовал варить.
Была проблема, что у меня провода выходили параллельно и мне не было удобно подключать эту ручку. У меня наконечники проводов выглядели I I а на ручке — -- и мне пришлось загнуть наконечники буквой Г. Тогда все подсоединилось. Но, опять же, я не смог использовать гайки, которые шли в комплекте, по этому я ставил мои гайки барашками. Болты под шестигранник как раз в тему, обычны болты с большой шляпкой мешали бы разъему. И так разъем встает вплотную. Ну и маленькие головки болтов позволяют регулировать жесткость пружин.
Пробовал варить стандартными электродами, сразу прожег дырку в ленте — слабый прижим. Это есть в видео на 10.40 Потом отрегулировал-прижал пружины и стало варить нормально. Электроды немного липнут. Поменял один электрод на кусок провода ВВГ2.5 — ничего не поменялось, так что похоже стандартные электроды это просто куски меди.
Дальше я взял медную моножилу, зажал ее в дремель и довел до заточки карандаша на шкурке.
Получилось два электрода диаметром 3.5мм. Они варили и сильно прилипали, пока я не затупил наконечник электрода, тогда они перестали прилипать.
Минутное видео сварки разными электродами.
Для тех, кому лень читать, все это и еще кое что есть в видео:
Чертеж, размеры, внутрянка
Лучшие компоненты для создания точечной сварки своими руками с Алиэкспресс (для сварки аккумуляторов)
несколько вариантов сварки, трансформатор для свч, щупы-электроды, никилиевые пластины, корпуса батареек, квинбатерриез.
Для начала список рабочих купонов для Алиэкспресс
Aliexpress — купон $8 при покупке от $80 (начнет работать с 6 мая). Выбираем Saudi Arabia и кликаем сюда.
Акция — зажигаем фонарики. Дают купоны $20 при покупке от $120 (за 3 зажженных фонарика), $25/$120 (за 6 фонариков). Раз в день по фонарику, заходим и кликаем по LIGHT UP.
Купоны можно будет использовать с 6-го мая 10:00 МСК до 13 мая 09:59.
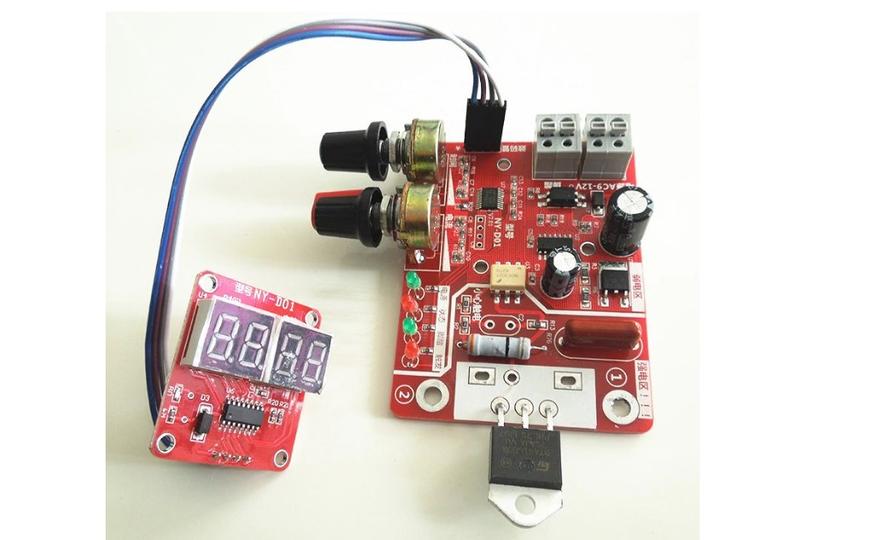
Самый простой вариант контактной сварки для создания недорогого варианта — на базе трансформатора от микроволновки и недорогих компонентов с Али.
На фото список необходимых деталей и схематичное соединение.
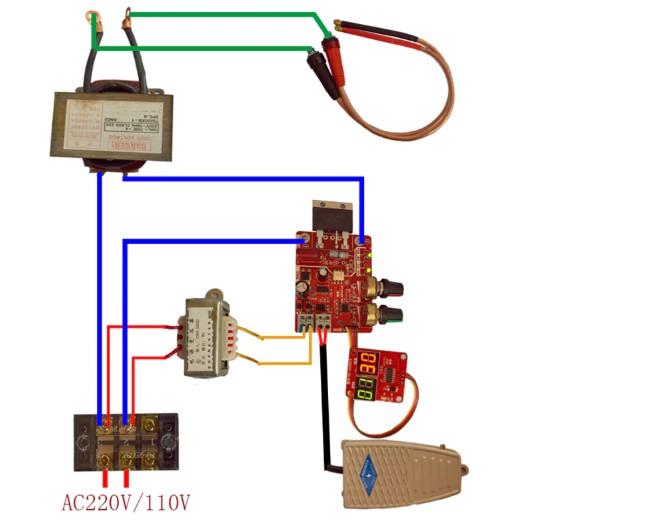
В лоте есть все необходимое плюс информация по сборке. Понадобится трансформатор от старой микроволновки.
Плата управления позволяет выставить мощность импульса сварки и его длительность. Тиристор в комплекте на 100А.
Цена от 500 рублей за плату. Есть полностью собранные варианты.
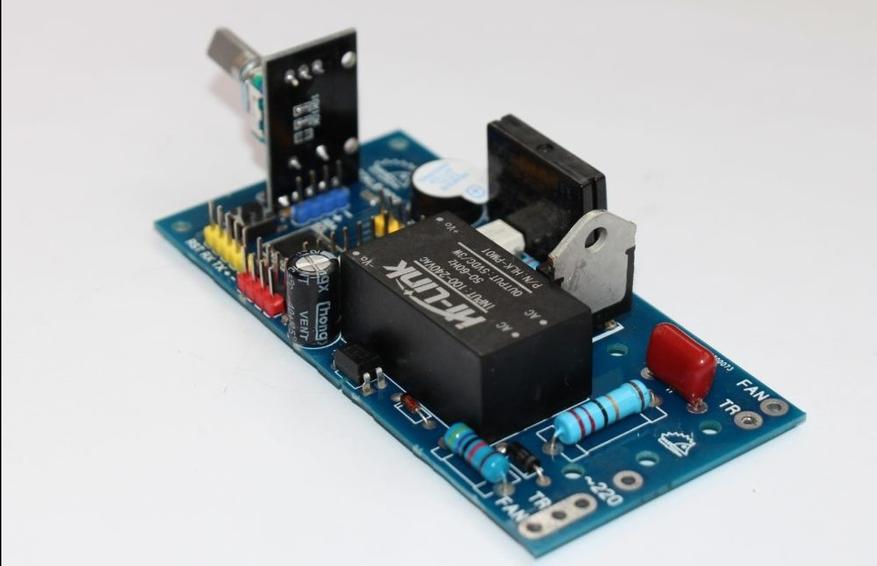
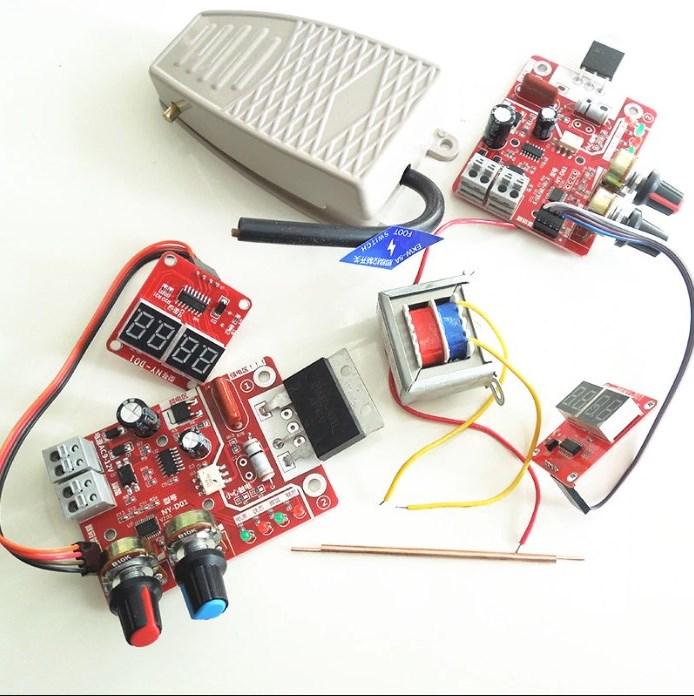
Компоновка чуть другая, этот будет проще разместить в корпусе. Существует готовая панелька под эту плату.
Это усовершенствованный вариант на STM8, дисплей подключается отдельно, дисплей сразу в корпусе под монтаж.

Подходит не только для машинок SUNKKO, но и для DIY вариантов. Расстояние контактов регулируется от 1 до 4 мм, ток до 500А.

Это недорогой вариант держателей, один из самых бюджетных на Али.
В основании цанговый зажим, очень удобно менять стержни для сварки. Это расходный материал.

В лоте 10 шт. Это медные заточенные стержни, которые зажимаются в рабочую часть аппарата для точечной сварки. По мере износа меняются.

Это специальная лента для соединения сборок аккумуляторов. В зависимости от толщины (0.1. 0.2 мм) и ширины от 5мм и шире предназначены для пропускания определенного тока. Чем толще и шире — тем мощнее сборка. Существуют простые ленты, ленты для соединения аккумуляторов в несколько рядов или под углом, а также уже нарубленные пластины для готовых сборок. Обратите внимание на держатели аккумуляторов 18650.

Ну и последний ингредиент — это силовой трансформатор. Беглый поиск по Али дал несколько вариантов, но дешевле брать по месту. Ищите с исправной первичной обмоткой — вторичная повышающая не нужна. Доматываете вторичную своим толстым проводом (20-30 квадратов и выше). Чем толще провод, тем лучше. 2-3 витка достаточно. Трансформатор должен обеспечивать 2-3 вольта на выходе и ток до 100А.

Готовые машинки для точечной сварки. Чтоб не заморачиваться.
Это полный комплект в корпусе, с щупами для сварки, регулировкой. Цена не сильно высокая.

Собственно говоря, для чего это нужно.
Для батарей самостоятельного изготовления можно приобрести готовые наборы: корпус, фурнитура, плата управления, контакты. Изготовление не составит труда. Как говорится, просто добавь элементы 18650.

Лучшие аккумуляторы формфактора 18650 для переделки шуруповертов, для питания мощных устройств и электронных сигарет. Подходят для ремонта электроскутеров, самокатов и велосипедов. Честная емкость 3000мАч, долговременный ток разряда до 30А. Низкий саморазряд, низкое внутреннее сопротивление. Официальный магазин Queenbattery
Насадки для контактной сварки

Контактные наконечники
Контактный наконечник, является самой маленькой, но наиболее важной изнашиваемой деталью горелки MIG / MAG.
Что вам нужно знать об использовании контактных наконечников, контактных насадок, контактных трубок и т. д.
Контактный наконечник, также известный как сварочный наконечник или токовая контактная трубка, является самой маленькой, но наиболее важной изнашиваемой деталью горелки MIG / MAG , независимо от того, ручная это горелка, автоматическая горелка или сварочная горелка-робота (робогорелка). Контактный наконечник очень сильно влияет на качество процесса сварки MIG / MAG, а также на срок службы и доступность оборудования в процессе сварочного производства.
Вряд ли какая-либо изнашивающаяся деталь подвержена такому уровню износа и настолько близка к процессу сварки, как контактный наконечник.
Задача контактного наконечника
Контактный наконечник предназначен для передачи сварочного тока на сварочную проволоку являющуюся по сути проволочным электродом и обеспечения стабильной направленной дуги. Для этого сварочная проволока протягивается через него. В течение рабочего дня через наконечник, проволокопровод шланг-пакета и шейки горелки проходит несколько километров проволоки При этом проволока должна преодолевать сопротивление трения, которое влияет на стабильность ее подачи в зону сварки.
Какие проблемы могут возникнуть с контактным наконечником?
В зависимости от проволоки, материала спирали и конструкции шейки горелки во время подачи проволоки происходит истирание с образованием частиц износа. Эти частицы попадая в контактный наконечник вызывают его засорение. Особенно это заметно в случае применения жестких сварочных проволок, при этом проволока может застрять в наконечнике. Иногда возможен обратный эффект, когда проволока проходит сквозь изношенный наконечник и заземляется на свариваемую деталь без возбуждения сварочной дуги. Эти явления усугубляются технологическим теплом, часть которого рассеивается через контактный наконечник. А именно, контактный наконечник теряет твердость выше определенной температуры и, таким образом, легче изнашивается.
В частности, с прямыми шейками горелки - часто используемыми в механических или роботизированных комплексах - возникают проблемы с контактом в контактном наконечнике, поскольку контактная поверхность и время контакта слишком короткие. Это приводит к так называемым микро-дугам на контактном наконечнике, которые также вызывают более быстрый износ. В результате контактный наконечник - в зависимости от процесса и качества проволоки и материала контактного наконечника - теряет свои важные для процесса сварки свойства и должен быть как можно быстрее заменен на новый, прежде чем процесс сварки станет нестабильным.
При нестабильных процессах проволока может буквально сгореть до контактного наконечника, что приведет к немедленному выходу его из строя.
Какие бывают типы контактных сопел (контактных насадок, контактных наконечников)?
В зависимости от типа горелки производители сварочных горелок рекомендуют выбор подходящих контактных сопел для оптимального сварочного процесса, адаптированных к горелке. Так же с ними можно ознакомится в каталоге или другой документации. Основными характеристиками здесь являются общая геометрия, включая резьбовое соединение (стандарт: M6, M8, M10 или больше), центральное отверстие для соответствующего диаметра проволоки и используемый материал. В основном, как и в сварочной технике в целом, размер контактного наконечника увеличивается с увеличением мощности сварки. Таким образом, вы все еще можете хорошо сваривать с относительно короткой геометрией и резьбой M6 примерно до 180 ампер, а более длинная версия с резьбой M8 или M10 должна использоваться при сварке на токах более 400 ампер. Поскольку на высоких токах происходит выделение большого количества тепла, то для правильной передачи энергии вам просто необходимы большие размеры контактных сопел. Больший объем материала из которого выполнено контактное сопло обеспечивает более высокую термостойкость и износостойкость.
В чем разница между дешевыми и дорогими контактными форсунками (наконечниками)?
Если вы сравните разных поставщиков контактных форсунок, вы иногда заметите относительно высокую разницу в ценах по сравнению с брендовыми поставщиками. У более дешевых контактных форсунок как правило используется более дешевая переработанная медь, что может привести к повышенному износу из-за более низкой твердости и пониженной теплопроводности и электропроводности. Только брендовые производители (поставщики) имеют сертифицированный производственный процесс с внутренним контролем качества, который позволяет обрабатывать только высококачественные материалы. Одним из таких поставщиков является ABICOR BINZEL , который всегда обеспечивает неизменно высокое качество благодаря соответствующим производственным процессам, таким как высокоскоростной процесс глубокого сверления, и внутренним стандартам компании.
Чем отличаются материалы контактных наконечников?
Существует три основных материала контактных наконечников для сварки: E-Cu, CuCrZr и HDS. Каждый из них имеет свои индивидуальные характеристики, свойства и преимущества, которые мы сейчас подробно покажем здесь.
Контактный наконечник E-Cu
Этот контактный наконечник изготовлен из очень чистой электролитической меди (E-Cu). Твердость этого контактного наконечника по Виккерсу составляет примерно от 110 до 115 HV. Чистота меди обеспечивает очень хорошую передачу энергии и хорошую тепло- и электропроводность. Например у наконечника 140.0242 температура размягчения составляет около 260 ° C, и поэтому они больше подходят для мало-амперного диапазона и не очень долгого срока службы. Для более твердой версии с более высокой температурой размягчения рекомендуется контактный наконечник из CuCrZr.
Вывод : Этот контактный наконечник с очень хорошими технологическими характеристиками, но менее износостойкий.
Контактный наконечник CuCrZr
Компонент этого контактного наконечника - медь-хром-цирконий (CuCrZr). Легирующие элементы хром и цирконий очень твердые и обеспечивают высокую термическую нагрузочную способность. Например наконечник 140.0245 чуть хуже передает энергию и отводит тепло, чем наконечник из E-Cu, но для большинства процессов это практически не заметно. Но благодаря более высокой твердости по Виккерсу около 168 HV и термостойкости около 500 ° C этот тип материала контактных наконечников является более востребованным при сварке и практически стал стандартным оснащением сварочных MIG/MAG горелок. Высокая твердость в сочетании с высокой тепловой нагрузочной способностью означает низкую степень износа и, соответственно, более высокую технологическую нагрузку.
Если сварка импульсной дугой или в области дуги со струйным переносом является высокоамперной, контактный наконечник настолько нагружен, что тепловая нагрузка контактного наконечника из E-Cu быстро достигает своего пика и может превысить его. О том, что время пришло, свидетельствует иссиня-черная потускнение медного материала. Если сварка продолжается с чрезмерным термическим напряжением, медный материал размягчается, проволока разрушается в отверстии, что также называется размывом овала, и может сгореть. В таком случае может помочь только замена контактного наконечника. Что касается материала CuCrZr, то достижение пиковых значений достигается только при экстремальных технологических нагрузках.
Помимо химического состава, особенно для контактных сопел из CuCrZr - но это также относится к контактным соплам HDS - требуется хорошее соответствие диаметра отверстия и диаметра проволоки. Если диаметр отверстия контактного наконечника слишком мал, засорение происходит быстрее. С другой стороны, если диаметр отверстия слишком большой, это приведет к прилипанию. Такие качественные производители, как ABICOR BINZEL, благодаря специальным производственным процессам, могут гарантировать допуски диаметра отверстия в наконечнике в несколько сотых миллиметра .
Вывод : современные сопла из материала CuCrZr очень хорошо подходят для сварочных процессов в диапазоне от среднего до высокого тока. Они обладают хорошими технологическими характеристиками при низком износе.
Контактное сопло HDS / для тяжелых условий эксплуатации с серебряным наконечником
Для процессов, подверженных экстремальным тепловым нагрузкам с высоким износом или даже выходом из строя контактных наконечников из материала CuCrZr, специальный вариант может рассматриваться как средство решения проблемы: контактный наконечник HDS.
Внутренний сердечник вокруг отверстия состоит из дисперсно-упрочненной (дисперсионная твердость - это особая форма дисперсионного твердения в процессе производства) меди с минеральным компонентом. В результате внутреннее ядро становится чрезвычайно твердым и в то же время чрезвычайно термостойким. То, что этот контактный наконечник теряет в электропроводности, как бы компенсирует его серебряное покрытие.
В частности, в сварочных процессах с высоким рабочим циклом и одновременно высоким энергопотреблением вариант HDS может использовать свои резервы мощности по сравнению с контактным наконечником из CuCrZr и является хорошим средством решения проблем с точки зрения срока службы и износа. Это также причина, по которой его часто используют для сварочных горелок с воздушным охлаждением, с предельными рабочими циклами и высоким сварочным током. Контактные наконечники HDS доступны во всех распространенных стандартных геометрических формах и могут использоваться практически во всех системах горелок от ABICOR BINZEL.
Вывод : контактный наконечник HDS является хорошей альтернативой, особенно при высоких сварочных токах и / или высоких рабочих циклах в процессе сварки, когда тип CuCrZr достигает своих пределов. Частые области применения - это горелки с воздушным охлаждением со сравнительно длительным рабочим циклом и большой амперной нагрузкой.
Области применения контактного наконечника HDS:
- Автоматическая сварка MIG / MAG, особенно в условиях высокого тока с воздушным охлаждением
- Сварка порошковой проволокой
- Наплавка и наплавка
- Строительство судов и контейнеров
- Землеройная техника
В роботизированной и автоматизированной сварочной технике производственные процессы постоянно оптимизируются. Поэтому здесь тем более важно использовать контактный наконечник, отвечающий этим требованиям. HDS от ABICOR BINZEL, например, идеально подходит для этого.
Какой контактный наконечник для какой проволоки можно использовать?
Можно ли вообще на это ответить в таком общем виде? Может, есть список, который показывает, какой контактный наконечник к какой проволоке подходит?
В принципе, все три современных типа сопел CuCrZr, E-Cu и HDS могут «питаться» любой проволокой. С помощью токоведущих сопел из E-Cu вы можете лучше сваривать алюминий, что связано с передачей энергии: например, алюминиевая проволока не такая проводящая, как, например, проволока с медным покрытием. В то же время, однако, алюминий также можно хорошо сваривать с помощью сопел CuCrZr. Однако при сварке алюминия следует использовать контактные сопла с адаптированным внутренним отверстием (немного большего размера) из-за повышенного теплового расширения алюминия.
Сварочные проволоки из углеродистой стали с медным и не медным покрытием, из нержавеющей стали, из алюминия, из медных припоев (AlSi, CuSi и др.) и порошковой проволоки в зависимости от свойств поверхности и чистоты поверхности бывают по-разному абразивными. Например, порошковая проволока из-за своего контура и некоторые проволоки без покрытия (со следами волочильного мыла) из-за шероховатой поверхности являются очень абразивными. Здесь подходят более твердые материалы для контактного наконечника, такие как CuCrZr.
Читайте также: