Настройка полуавтомата для сварки ресанта саипа 200
Обновлено: 05.07.2024

Один из важнейших аппаратов для работы в гараже это сварочный полуавтомат!
Необходим как для кузовных так и для механических работах иногда помогает даже ремонте ДВС, выкрутить обломаную шпильку и тд.
Очень интересно посмотреть какими аппаратами работают профессионалы, какие у вас приспособления, лайвхаки, тележки для полуавтоматов, каким газом варите, может ктото варит смесью, какие цены у вас на газ и на проволку, пишите в коменты или в личку, интересно мнение опытных людей.



Метки: сварка полуавтоматом
Комментарии 64
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

М-да. Только с одним аппаратом познакомился — сразу обучающее видео… Вся суть видеоблоггеров…

И это при том, что на Ютубе есть намного более качественные обучающие видео.
Конечно. Тот же "сварщик в городе"
По поводу него я лучше воздержусь от комментариев
Не идеал, конечно, но…)

Для обучения с нуля именно полуавтоматической сварке лучшего видео, чем вот это, не попадалось
Аналогичные фильмы этого человека есть и про другие виды сварки.
Всё остальное на их фоне — полная дилетантская туфта

Ага, каждая жаба свое болото хвалит. Для обучения с нуля есть специализированная учебная литература. Все остальные видео на её фоне — дилетантская туфта.
А разве топикстартер презентовал тут какую-то книгу?
Ну в таком аспекте я этот момент даже не рассматривал :)) Я уже привык к ситуации из старого анекдота, когда человек не может посетить четвертое занятие по обучению игры на гитаре потому что ему некогда из-за гастролей :))
А даже если бы и книга обговаривалась. Сколько их я просматривал — ни одна не содержит информацию о практических азах сварки. Теория — да, имеется. Но она больше касается физико-химических процессов.
Причем, почти все книжки на процентов восемдесят дублируют друг-другу, начиная с 1960-какого-то года.
Учиться сварке по книжке — это всё-равно, что учится ездить на велосипеде по самоучителю. Типа, прочитал, вернее — выучил наизусть, сел, и сразу поехал.



До недавнего времени использовали WESTER mig 110i, недорогой аппарат. Пару дней назад перестал включаться, т.е. проволоку подает, газ идет, а даже искры нет. С электроснабжением все нормально, проверяли.
Видимо, отслужил свое — так то ему около года, но работал много. Хотя хз, может починю еще. В любом случае — не для коммерческого использования.
Кстати, если кто сталкивался с подобным, подскажите что искать.

Смотрите транзисторы силовые. Их там аж 4 штуки

Удачи в начинаниях, небольшой совет — или одень настоящие сварочные перчатки или вообще вари без них, но только не в этих хб ;)) в них отлично застревают капли металла поджаривая твою кожу пока ты с матами их пытаешься содрать

в моей небольшой деревушке был выбор либо ресанта, либо QUATTRO ELEMENTI (лень писать мелкими буквами, скопировал у лешиинск)), еще был выбор через днс заказать аврору. был печальный опыт покупки зарядника акб "за дофига денег" от кватры…им сразу крест поставил. вот к ресантам долго присматривался, в трех крупных магазинах они были (хоть и с небольшим выбором моделей). пока приценивался забрали интересующий меня вариант ресанты(( почитал еще про них и про аврору, и решил брать уже нормальный аппарат…аврору оверман 185про. газ 20 литровый баллон со2, ждал месяц когда отвезут-привезут мой баллон за 120км на заправку (40-ки меняют, 20-к нету). за газ отдал 800р, за 5ти кг катушку обмедненной проволки не помню точно сколько отдал, 800р(возможно). редуктор за 2рубля с ротаметром. на сварке есть выход 36 вольт для обогревателя редуктора (на всякий пожарный).

У меня DGM DUOMIG 220P. Вполне себе аппарат. Как полуавтомат, так и инвертор. Можно варить сварочной смесью. Тока берет немного. Только что пружина на курке туговата. Брал 2 года назад за сумму около 150 USD.
Открою тайну — со сварочной смесью может варить любой полуавтомат.
Я это подозревал)))
Так же как и с аргоном — все зависит от условий.

Приветствую, у меня такой же аппарат, только не 200, а 220. Работает хорошо. Но иногда мне кажется, что у него странно работают крутилки настроек силы тока и подачи проволоки, может это от перепадов напряжения зависит.Хз короче. но справляется с работой отлично. ГАЗель 2705…переварил полностью, ВАЗ 2115, ВАЗ 2112. Тупо даже глушители могу им починить. Меня устраивает.
У них нет настройки силы тока.
В полуавтомате и не должна настраиваться сила тока.
С какого перепуга?
С такого, что сила тока меняется в зависимости от напряжения и скорости подачи проволоки. Чем быстрее подаётся проволока, тем сильнее она стремится замкнуть цепь, тем меньше сопротивление, тем выше ток. Это как бы если на пальцах пояснять.
А если по-научному, по посмотрите графики вольт-амперных характеристик сварочной дуги в различных видах сварки.
Сила тока в примитивных сварочниках настраивается параллельно со скоростью подачи проволоки одним реостатом. Отдельной регулировки тока на таких аппаратах нет, есть только регулировка напряжения. Это "на пальцах". А по научному графики характеристик ничего не скажут, так как у каждого аппарата они свои.
Внимательнее ещё раз посмотрите, о каких характеристиках я говорил, а о каких пишете Вы. Это не одно и то же. Неужели, прежде чем говорить ерунду, трудно в Гугле задать поиск по словам "вольт-амперная характеристика сварочной дуги" и хотя бы поверхностно ознакомиться с этой информацией? Это во-вторых.
А во-первых, опять на пальцах скажу, что при сварке ММА или ТИГ регулируется ток, а напряжение "плавает" в зависимости от дугового промежутка. При сварке полуавтоматом наоборот — регулируется напряжение, а ток "плавает".
Вы это в брошюре к полуавтомату вычитали или услышали в фильме из ютубного ролика? :))
Не угадали ни разу))). В ИЭС Патона. Когда проходил там обучение.
Но эта информация и в интернете доступна, если не полениться её найти.
К примеру, вот тут очень доходчиво изложено:
"Вести сварку возможно как на падающей, так и жесткой ВАХ (если соответствующим образом настроить оборудование). Однако при использовании «неподходящего» для соответствующего процесса типа тока дуга будет очень нестабильной. В большинстве случаев это сделает сварку непрактичной.
Разберемся, почему. При ручной сварке (режимы РДС и TIG) Вы контролируете все переменные вручную (именно поэтому эти процессы считаются самыми сложными в освоении). Нужно, чтобы электрод плавился с равномерной скоростью, поэтому его нужно очень равномерно погружать в сварочную ванну. Чтобы расплавление электрода было постоянным, сила сварочного тока также должна быть постоянной (т. е. иметь падающую ВАХ). Напряжение при этом может варьироваться. В режиме ручной сварки очень сложно поддерживать постоянную длину дуги, потому что Вам приходится самостоятельно погружать электрод в соединение. В результате колебаний длины дуги также меняется сварочное напряжение. На падающей ВАХ сила тока является постоянной, контрольной величиной, а напряжение при этом может свободно изменяться.
Если попробовать использовать для ручной дуговой сварки аппарат на жесткой ВАХ, сила тока и производительность расплавления электрода будут слишком сильно варьироваться. По мере перемещения вдоль соединения (при том, что сварщику также нужно будет соблюдать все остальные параметры сварки) электрод будет плавиться то быстрее, то медленнее. Вам придется постоянно менять скорость погружения электрода в соединение, что очень неудобно.
В режимах MIG и FCAW ситуация полностью другая. Хотя сварщику все еще приходится контролировать много параметров вручную, скорость подачи проволоки регулируется автоматически (и имеет строго заданное значение). Теперь Вам нужно обеспечить постоянную длину дуги. Для этого требуется постоянное сварочное напряжение (т. е. жесткая ВАХ). Сила тока при этом может свободно варьироваться в зависимости от скорости подачи проволоки. При увеличении скорости подачи проволоки возрастает сила тока, и наоборот При сварке на жесткой ВАХ напряжение и скорость подачи проволоки являются контрольными значениями, а сила тока может меняться.
Если попробовать вести MIG или FCAW-сварку на падающей ВАХ, напряжение и длина дуги будут слишком сильно варьироваться. При падении напряжения дуга станет слишком короткой и электрод залипнет в основном металле. При увеличении напряжения длина дуги слишком вырастет и тогда произойдет переход дуги с проволоки на токоподводящий мундштук. Постоянные залипания и переходы дуги сделают сварку на падающей ВАХ непрактичной"
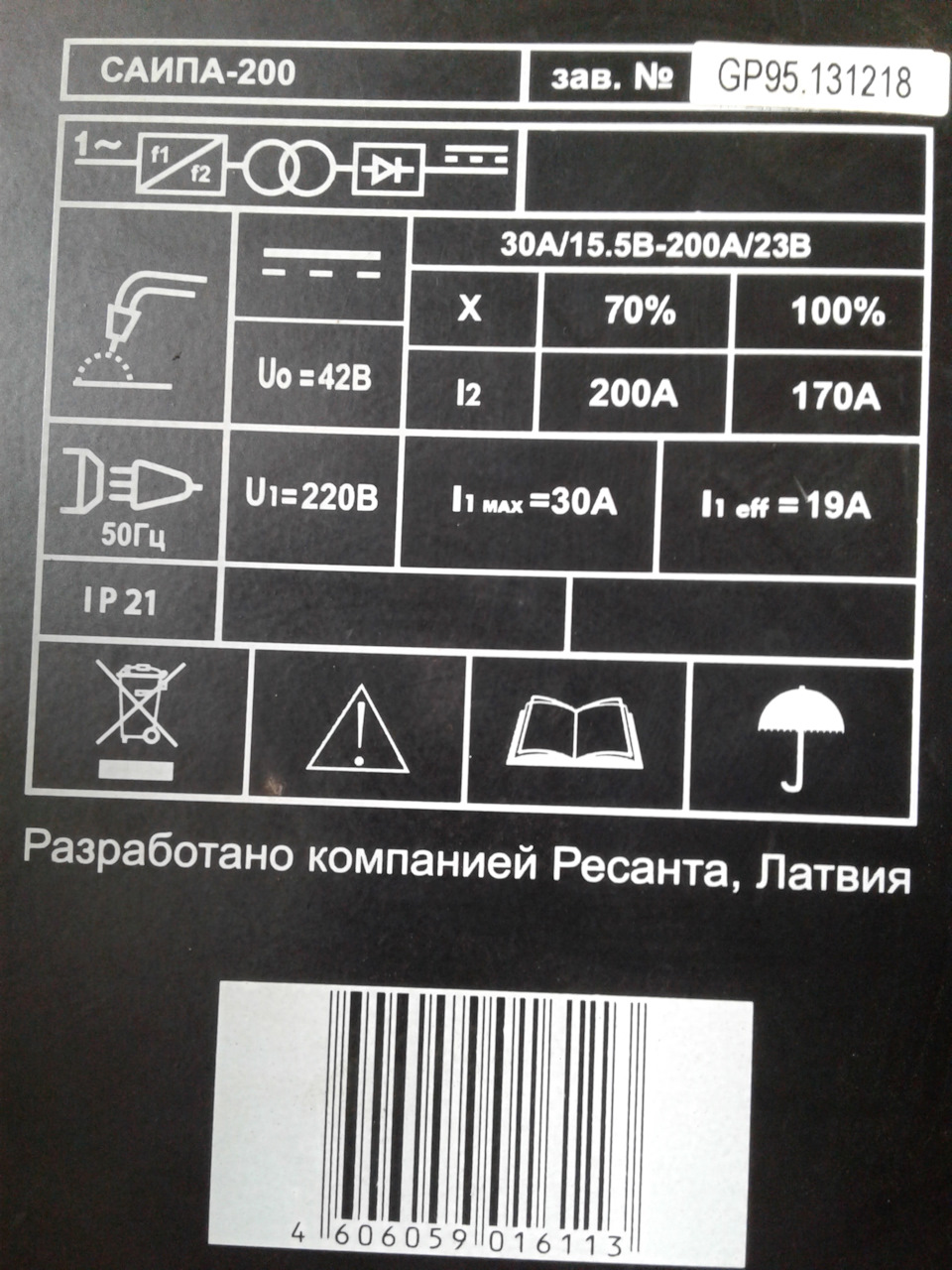
Сварочный аппарат Ресанта САИПА-200C

Сварочный аппарат инверторный полуавтоматический Ресанта САИПА-200С с функцией ММА предназначен для ручной электродуговой сварки постоянным током проволокой в среде защитного газа - углекислого, аргона или их смеси. Применяется для высококачественной сварки низкоуглеродистых сталей, низколегированных и нержавеющих сталей, чугуна и других металлов в строительстве, монтажных и ремонтных работах различной степени сложности. Встроенная защита от перегрева защищает агрегат от поломки. Можно регулировать скорость подачи проволоки и сварочный ток, что позволяет добиться высокого качества сварного соединения.
Среди сварочных аппаратов практичными, удобными и многофункциональными являются сварочные полуавтоматы марки Ресанта. Их положительной особенностью признана возможность без усиления дополнительными элементами качественно выполнять сварку как цветного, так и черного металлов. Считается, что полуавтоматическое оборудование весьма просто освоить даже новичку.
Особенности и преимущества:
- Дополнительно оборудована функция сварки ММА (помимо MIG/MAG). Таким образом полуавтомат подходит большему количеству покупателей, сомневающихся в выборе сварочного оборудования. Таким образом покупатель за вполне доступную цену получает аппарат обладающий двумя режимами работы.
- Класс защиты IP 21, то есть «от крупных частиц и отвесных дождевых капель».
- Защита от перегрева и пониженного напряжения сети, что позволяет уберечь аппарат от поломки.
- Горелка несъемная.
Основное преимущество полуавтомата - это то, что аппарат автоматически подает расходные материалы, а точнее электродную проволоку, с помощью которой осуществляется зажигание дуги и сваривание металлоизделия. Данный агрегат получил название полуавтомата, так как позволяет лишь частично механизировать процесс сварки. В отличие от автоматической сварки, которая полностью выполняется запрограммированным оборудованием, в полуавтоматической сварке механизирован только процесс подачи проволоки. Тем не менее, такая механизация позволила значительно увеличить производительность: сварщику нет необходимости прерываться, чтобы заменить электрод, дуга горит более стабильно. Кроме того, сварочные полуавтоматы, в отличие от автоматов, позволяют непосредственно контролировать процесс образования шва. А значит, такие соединения получаются более качественными и требуют меньших доработок.
Существуют как универсальные полуавтоматы, так и обычные. Объединяет их то, что все они оснащены механизмом подачи электродной проволоки. Однако, универсальные сварочные полуавтоматы отличаются тем, что имеют более широкое применение, чем обычные устройства. Универсальные полуавтоматы могут применяться как для сварки в среде защитных газов в режимах MIG/MAG, так и для сварки самозащитной проволокой и пр. Режим MIG применяется для сваривания в среде инертных газов, например, аргон или гелий. MAG-сварка проводится в среде активных газов. Кроме этого, некоторые модели имеют режим MMA. Этот режим можно использовать при работе как с черными, так и с цветными металлами. В данном случае полуавтомат используется для осуществления ручной дуговой сварки, которая производится штучными электродами. Данный вид работ проводится при постоянном токе, электронная начинка сама управляет сварочным током, в результате чего швы получаются ровными и аккуратными.
Принцип работы
Источником питания служит инвертор на основе IGBT транзисторов. Принцип работы инвертора заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Сварка происходит плавящимся электродом в среде защитного газа. Электродом служит металлическая проволока, намотанная на катушку, подающаяся в зону сварки регулируемым механизмом протяжки. Защитный газ подается в зону сварки из присоединяемого баллона через электромагнитный клапан. Аппарат имеет встроенную защиту от перегрева и оснащен регулировками величины тока и скорости подачи сварочной проволоки в зависимости от материала и толщины свариваемой заготовки.
Устройство САИПА-200C
Изделие выполнено в металлическом корпусе с открывающейся боковой крышкой, на передней панели которого расположено:
- Кнопка переключения режимов MIG/MAG и ММА.
- Регулятор напряжения дуги для режима MIG/MAG (данная регулировка только для режима MIG/MAG).
- Регулятор величины сварочного тока и подачи сварочной проволоки для режима MIG/MAG и регулятор величины сварочного тока для режима ММА.
- Регулятор форсажа дуги.
- Принудительная протяжка сварочной проволоки.
- Силовые разъемы для подключения сварочных кабелей.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Сила сварочного тока
С увеличением силы сварочного тока повышается глубина провара, что приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Силу сварочного тока устанавливают в зависимости от выбранного диаметра электрода.
Скорость подачи проволоки
Связана с силой сварочного тока и регулируется одновременно с ним. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги.
Напряжение дуги
С увеличением напряжение дуги глубина провара уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранной силы сварочного тока.
Вылет электрода
С увеличением вылета электрода ухудшается устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла горелки. Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
| Диаметр электродов | Ток |
| 1,6 мм | 25-50 А |
| 2 мм | 50-70 А |
| 2,5 мм | 60-90 А |
| 3,2 мм | 90-140 А |
| 4 мм | 130-190 А |
| 5 мм | 160-220 А |
| 6 мм | 200-315 А |
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Ресанта САИПА 200. ОНА ВСЕ ТАКИ ВАРИТ!

Решил выложить запись немного не по теме но думаю многим будет интересно. Летом предстояли сварочные работы по кузову и полуавтомат должен был быть в полной боевой готовности. НО С ЭТИМ ПРОБЛЕМА.
Имею в распоряжении САИПА 200. Покупал еще в 2013 году уже тогда за 23000 р.

Покупал для себя попробовал пару раз варить. Полная ерунда ! И забросил я его надолго. Шли годы набирался во всех сферах опыта.
в 2019 я его достал опять . Сварка электродом уже меня не устраивала.
Пробую варить результат на слабенькую троечку. Это никуда не годится. Кое как приспособившись варил так года 2 изредка.
Получить качественный шов очень тяжело на ней. В итоге смотришь форумы . Да, народ пишет, и я полностью с этим соглашаюсь, что сварка ОЦТОЙ.
Решил аппарат поставить на ноги.
Разобрал его . Комплектующие — более или менее, сильно придраться то и не к чему. Конденсаторы достаточно внушительных размеров. все на месте и функционирует. А аппарат не варит.
Значит, как говорится "дьявол кроется в мелочах"!

Итак, первое что мне не понравилось это вечно откручивающаяся масса. То есть быстроразъем массы мне не нужен. И он почти всегда был ослаблен, хотя это было не заметно.
Ок, делаем массу на мертво.



Вид изнутри. Меняем схему закрепления массы. Сверлим гнездо массы насквозь 6,5 мм под М8 . И обычным болтом М8Х40 притягиваем массу изнутри к гнезду.

Вид снаружи. Болт выходит наружу . Слегка подтачиваем бортик пластиковый чтобы наконечник влез нормально. . Теперь мы можем затянуть массу как положено — безкомпромисно.
Так же покупаем новые нормальные клещи и наращиваем Массу до 5-7 метров. 3 х метровая масса это ужас как неудобно.
Все, с массой разобрались.
Разбираемся с системой управления и замена "крутилок"
Вытащил плату управления.
Вот первый серьезный косяк . При проверке мультиметром работы обоих крутилок . Крутилка А (амперметры типа) работала с провалом. Ну то есть сопротивление возрастало, а потом раз и провалилось потом опять норма. я уже не говорю, когда я начал дергать ручку в стороны ситуация усугубилась. …
Тут надо сказать, что сделано это очень не правильно.
Крутилки, ладно давайте их называть правильно, потенциометры. Были полностью пластиковые. И имеют очень длинную ручку . В процессе сварки. ее неоднократно задеваешь. Как итог с крутилками все плохо.

На форумах начитался еще информации, что на производствах путали местами номиналы крутилок . И вроде кто то их менял местами и все было хорошо. НУ НЕТ .
Потенциометр на (А) 1 Ком, А на (В) вольтаж дуги. 10 Ком. Да я попробовал их перепаять местами — получилось порно. Потратил в итоге пол дня что бы понять, что стоят они на своем месте.
А вот переделывать их однозначно нужно.
Нужно сьездить в магазин и купить нормальные КРУПНЫЕ Сварочные потенциометры. И установить их на переднюю лицевую панель рядом с платой управления, сбоку. Все распаять проводом. Это был бы самый надежный вариант.

Я не нашел таких по наличию, поэтому пришлось взять просто металлические и поставить их на Штатные места. Получилось тоже отлично. Дело в том что плата стоит приподнято и крутилки встали на место и не помешали установке платы управления обратно.


Теперь все отлично работает.
Потенциометры точно выдают сопротивление.
Все собрано . Пробуем варить. Получше, но теперь это только тройка с плюсом.
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ ПО НАСТРОЙКЕ РЕЗКИ . ВАЖНО!
Влез во все уголки интернета. Что бы понять ну как же настроить этот аппарат на сварку.
И о как . Все что я раньше знал о полуавтомате, и на основе чего старался настроиться оказалось ложным.

Левая крутилка это не настройка Ампер. (на что указывает надпись с низу) КИТАЙЦЫ ОБЛАЖАЛИСЬ! Левая настройка это всего лишь настройка скорости подачи проволоки И БОЛЬШЕ НИЧЕГО. Это доказано. Можно просто отключить ее соввем и подавать проволоку хоть в ручную полуавтомат будет варить.
Для меня это явилось открытием. Как говорится век живи — век учись.
И так настройка полуавтомата теперь выглядит совсем иначе. Морально попрощались с амперами.
Теперь эта крутилка отвечает за скорость подачи проволоки!
Вся настройка мощности дуги идет на правой крутилке.
Мы управляем Вольтажем. А не амперами.
Количество Ампер является тем самым автоматически настраиваемым параметром.
Проясняю .
Формула Из школы R=U/I
и вот оно и сила тока и вольтаж не могут настраиваться одновременно. Так как сопротивление само по себе величина физическая и от электрики она не зависит! значит у нас есть (хоть и непостоянное) но конкретное сопротивление и на правой крутилке Вольтаж. А Сила тока как раз это то что получается в итоге.
I=U/R
Дело в том, что сопротивление это то как мы тыкаем проволоку в заготовку на каком расстоянии держим горелку. Насколько растянутая дуга. Тоесть сопротивление от нас больше зависит.
Вот тут надо как раз задуматься над заменой рукава. Тот что стоит сейчас плохой и если качество сварки сильно зависит и от сопротивления, то рукав лучше поменять тоже.
Вот такая интересная правда жизни.
Отлично перебрав аппарат и выучив всю теорию начинаю варить. Уже легче я не вытсавляю теперь амперы. теперь я использую правую крутилку а левая гдето на нихких значениях .и теперь меня это не напрягает.
Но сварка все равно не идет должным образом.
Все равно что то не так.
Осталось последнее Интуитивно лезу в заводские настройки.

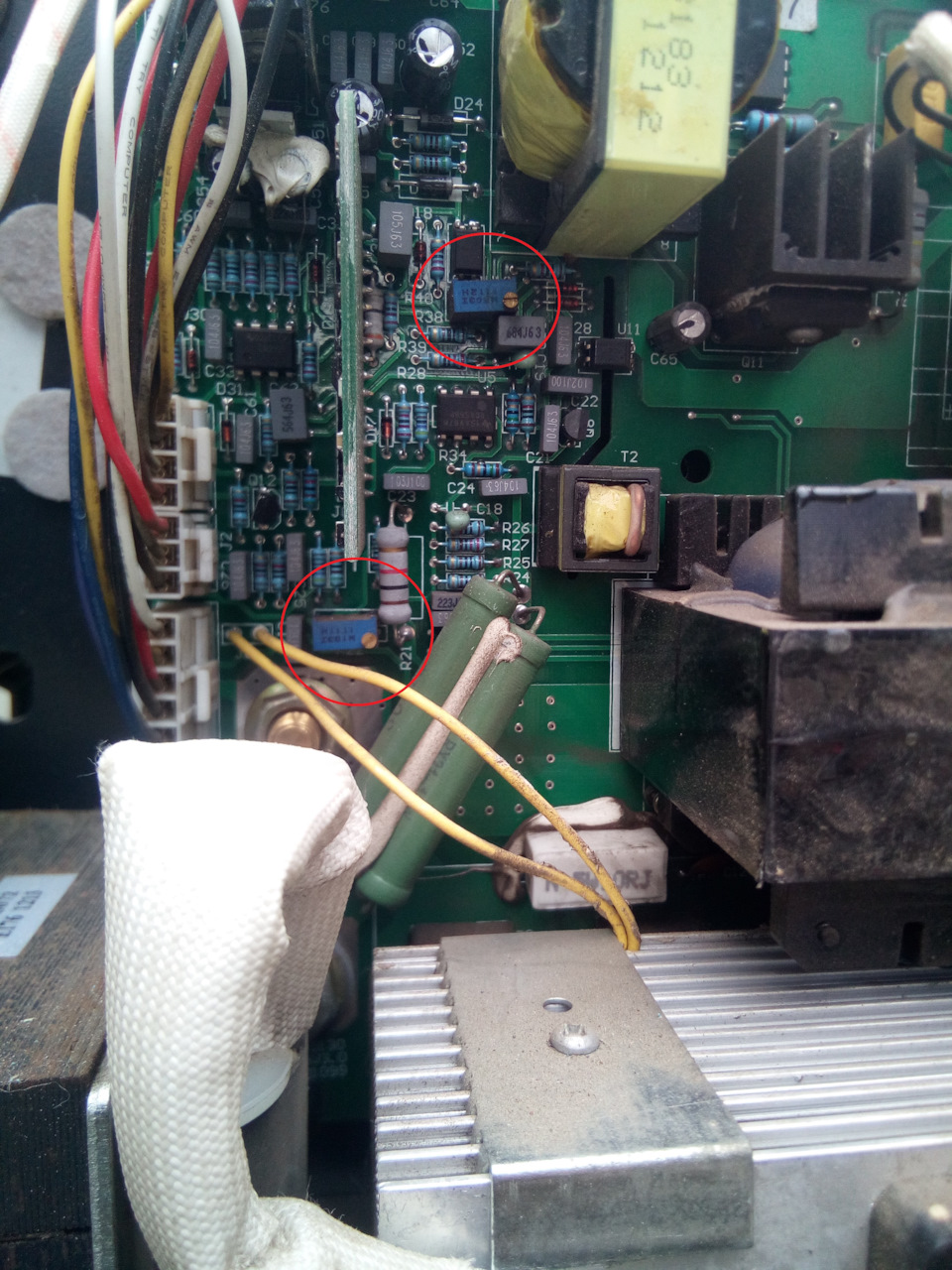
Внимательно смотрим на плату управления. Что еще тут есть такого настраиваемого. И ух ты ж, что то вижу… На фото видны 2 потенциометра для точной поднастройки.
Терять нам нечего, это дерьмо пока все равно не варит, та как я хотел бы.
Подключаю все навесное беру металлолом и погнали…
Начинаем с верхнего.
Если винт точной настройки начать вращать по часовой стрелке то после 10-20 оборотов я начал замечать
Что дуга сильно слабеет. не знаю как это обьяснить, и за что этот поднастроечный резистор отвечает, но дукак стала очень слабенькая. вроде держится а тусклая и больная но стабильная.
АГА. ОК отверткой начинаю ее крутить в обратную сторону против часовой стрелки. Сначала до того момена как было изначально (кстати очень советую считать точно сколько и куда вы оборотов сделали, я в итоге сбился))),
Потом начал набирать оброты против часовой стрелки.
Ох тыж на глазах моя чудохрень начала выдавать все более мощную и стабильную искру. Мне это все больше нравилось .В итоге повернул на 25 оборотов против часовой стрелки. За то теперь ДУга превратилась в ДУГИЩУ ! Сварка наконец заработала. ! Вот оно где оказыватся. Китайская сборка не предусматривает видимо настройку аппарата как впаяли подстроечник так он как бог на душу и работает!
ОТЛИЧНО ПЕРЕХОДИМ НА НИЖНИЙ ПОДСТРОЕЧНЫЙ РЕЗИСТОР!
А вот тут крутить много нельзя. 1 оборот уже очень сильно влияет на форму и качество сварки. Насколько я понял, это как раз та самая 3 тья крутилка, которую выносят на профессиональных аппаратах на лицевую. панель.
Эта крутилка, даже не понимаю, что меняет но разница разительна. Видимо ее надо менять на тонких и толстых металлах. или еще чего то . В общем ее я бы поставил на лицевую панель и функционал расширился бы точно. В итоге я вывел на ней среднее значение пока и оставил.
На каком то форуме я вычитал, что этот подстроечник нужен для того что бы установить количество % на которое идет усиление дуги, при старте. Тоесть если выставлена некая мощность дуги, то при старте дуга выдается мощнее на Нное количество %. (парни я могу ошибаться тут, точно не помню уже дело летом было)
Вот мы и получили правильный аппарат. Честно говоря я когда начал варить я писал кипятком. и радовался как ребенок.
Даже не думал, что я смогу из него что то выжать полезного.
Про полуавтомат Ресанта саипа 200
Читайте также: