Настройка станка контактной сварки
Обновлено: 28.04.2024
Мы знаем и поможем!
Но на что следует обратить внимание при выборе?
Выбор машины контактной сварки следует начать с перечисления задач, которые предстоит на этой единице техники решать.
Многие производители при описании характеристик пишут, что их машина контактной сварки обладает универсальными возможностями. При этом они особо не распространяются, в чем их универсальность состоит. Да, действительно, практически все машины ( и радиального типа, и линейного ) могут сваривать как материалы круглого или квадратного сечения, так и листовой прокат. Но как быстро их можно перенастроить, потребуются ли дополнительные вложения, -все это нужно выяснять заранее.
В техническом задании необходимо указать марку материала ( ст3пс, 08кп, 08Х18Н10Т, AISI 304 и др), его вид (лист, арматура, проволока), толщину или диаметр.
Далее необходимо детально определить, что в результате сварки должно получиться.
Вот примерный перечень задач, которые решают с помощью контактной сварки:
- производство кладочной, дорожной сетки
- производство плоских армокаркасов
- производство объемных армокаркасов
- удлинение проволоки и арматуры
- сварка коробов и ящиков
- сварка различных деталей как снаружи, так и внутри.
- приварка гаек под контактную сварку
- приварка шпилек под контактную сварку
Одним из самых важных вопросов, который некоторые недобросовестные поставщики замалчивают, является потребление энергии. Да, машина сможет выполнить поставленную задачу, да, цена устраивает. Но хватит ли мощности сети, чтобы обеспечить энергетическую потребность. Расчет энергии основывается на законах физики. Т.к. не все физику любили учить в школе, то дать ввести себя в заблуждение очень легко. Напрямую от мощности машины и сети зависят качество, производительность и перечень решаемых задач. Решить задачу можно, если настройка машины контактной сварки произведена правильно.
В условиях пониженных температур, особенно в весенне-осенний период, в цехах и помещениях очень сильно скачет влажность. Повышенная влажность влияет на работоспособность пневмооборудования, требуя дополнительного осушения воздуха. На рынке существуют машины с механическим ( ножным) приводом, а также с электромагнитным. Эти типы приводов иногда являются единственными, когда можно применить контактную сварку при производстве.
Вообще, подытожив, хочется сказать следующее:
- выбор машины контактной сварки – дело ответственное и будет лучше, если вы его будете решать с профессионалом;
- составьте детальное ТЗ или пришлите чертеж;
- убедитесь, что ваша сеть выдержит нагрузку.
В условиях пониженных температур, особенно в весенне-осенний период, в цехах и помещениях очень сильно скачет влажность. Повышенная влажность влияет на работоспособность пневмооборудования, требуя дополнительного осушения воздуха. На рынке существуют машины с механическим ( ножным) приводом, а также с электромагнитным. Эти типы приводов иногда являются единственными, когда можно применить контактную сварку при производстве.
Как уже Вы читали выше, что подобрать машину контактной сварки можно в процессе профессиональной консультации, а также самостоятельно, воспользовавшись фильтром. А посетив наш технологический центр, можно и произвести сварку на ваших материалах и изделиях.
Режимы точечной сварки

Качество точечной сварки зависит в основном от силы сварочного тока, времени прохождения тока и давления на электрод.
При большой величине сварочного тока получаются глубокие вмятины в местах сварки, выплески между деталями, прожоги. При недостаточном токе уменьшается литое ядро точки и возможен непровар.
Увеличение времени протекания тока также дает глубокую вмятину, выплески и прожоги. Получить провар при увеличении времени протекания тока можно не всегда, так как при недостаточной мощности машины могут быть случаи, когда выделяемое при прохождении тока тепло окажется равным теплоотдаче при температуре, значительно меньшей температуры сварки.
Тонкости точечной сварки
При недостаточном времени прохождения тока диаметр ядра точки уменьшается и возникает опасность получения непровара. Качество сварки резко снижается, если поверхности деталей неровны и плохо прилегают друг к другу, из-за чего а отдельных местах при сборке получаются зазоры.
На ликвидацию зазора нужно затратить дополнительное усилие, но так как давление «а электроды машины устанавливается постоянным, то на долю контакта приходится меньшее, чем необходимо, давление.
Кроме того, на ликвидацию зазора затрачивается некоторое время, которое снижает время прохождения тока, что также ведет к некачественной сварке.
В этих случаях три -подборе режима необходимо увеличивать давление на электрод и одновременно силу сварочного то¬ка. Рекомендуемые режимы точечной сварки приведены в табл. 5—8.

Настройка режимов
При подборе режима сварки тонких, но жестких деталей, например при сварке по отбортовке штампованных детален, особенно, когда отбортовка невелика, а сопряжение ее происходит в разных плоскостях, следует учитывать эту жесткость и соответственно увеличивать давление.

При слишком большом давлении На электродах сопротивление контакта уменьшается, что ведет за собой уменьшение количества тепла, выделяющегося при прохождении тока, снижение диаметра ядра точки и уменьшение ее прочности. При пониженном давлении появляются прожоги, выплески и глубокие вмятины, а слишком низкое давление ведет к подгоранию электродов.
Значение сварочного тока:
При точечной сварке назначение величины сварочного тока ведется с учетом его шунтирования, заключающегося в том, что при сварке второй точки часть сварочного тока будет проходить через уже сваренную первую точку, и поэтому доля тока, участвующая в образовании сварной точки, уменьшится. Прочность второй и последующих точек будет меньше.
С уменьшением шага точек разность между прочностью первой и последующей точек усиливается. При малом шаге точек следует работать на режиме, подобранном для второй точки.
При сварке деталей разной толщины для компенсации теплоотвода в деталь большей толщины необходимо несколько повысить силу тока (-на 15—20% выше, чем это требуется для более тонкой детали). Вполне удовлетворительная сварка получается при отношении толщин не более 1:3.
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
5. Установка, регулировка и проверка
Установка машины контактной сварки выполняется легко и удобно. Просто установите машину на ровный пол без анкерного болта.
При поставке контактная сварка точно отрегулирована. Все важные детали, особенно индуктивные переключатели, находятся в надлежащем состоянии. Поэтому пользователь может не выполнять регулировку перед началом работы, регулировка потребуется в случае неисправности, вызванной неправильной работой.
2.2 Пользователь должен ознакомиться с процедурой регулировки важных деталей и выполнять регулировку в процессе работы.
2.3 Регулировка нижнего электрода
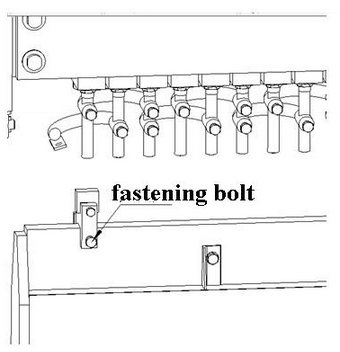
2.3.1 Крепления нижнего электрода находятся на токопроводящей пластине. Токопроводящая пластина нижнего электрода состоит из верхней токопроводящей медной пластины в трансформаторе, изоляционной планки и нижней токопроводящей медной пластины в трансформаторе. Чтобы снять крепления нижнего электрода, ослабьте крепёжные винты.
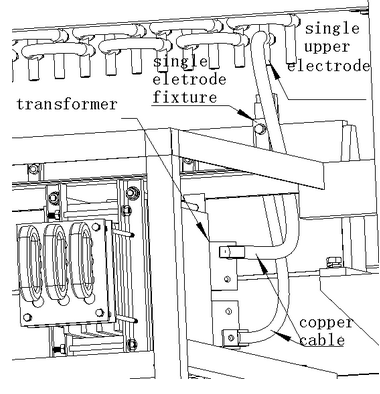
2.3.2 Все контактные поверхности медных деталей должны быть чистыми и обладать высокой электропроводностью. Передние и задние токопроводящие медные пластины являются выходной клеммой для мощности сварки. Для генерации тока крепление одного нижнего электрода, свариваемая перекрестная точка проволоки, два верхних электрода и медная проволока, соединяющая верхние электроды, должны образовать закрытый контур. Нижние электроды парные. Иногда нижние электроды могут быть не в паре в связи с отношением между шириной сетки и свариваемым пространством продольной проволоки. В этом случае подключите один конец медной проволоки к верхнему электроду, совмещая с нижним электродом, а другой конец с противоположной стороны к токопроводящей пластине нижнего электрода, что сформирует закрытый контур.
крепление одного электрода
один верхний электрод
2.4 Регулировка шага продольной проволоки
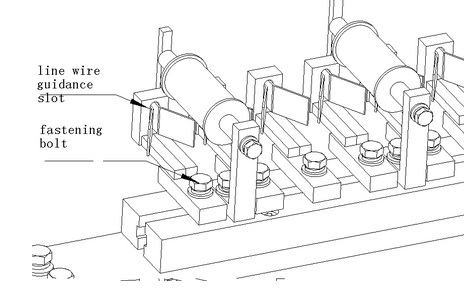
Ослабьте крепежные болты на направляющей трубке и отрегулируйте её положение в соответствии с требуемым шагом продольной проволоки. Направляющая трубка продольной проволоки влияет на точность размера ячейки сетки. При неправильной регулировке трубки, шаг продольной проволоки будет неравномерным.
направляющее отверстие продольной проволоки
2.5 Регулировка верхнего электрода
2.5.1 Регулировка шага контактов верхнего электрода
Ослабьте крепёжные винты на контактах верхних электродов и приведите их в подходящее положение в соответствии с требуемым шагом продольной проволоки и положением контактов нижнего электрода.
Затяните винты и проверьте свободность хода верхнего электрода вверх-вниз.
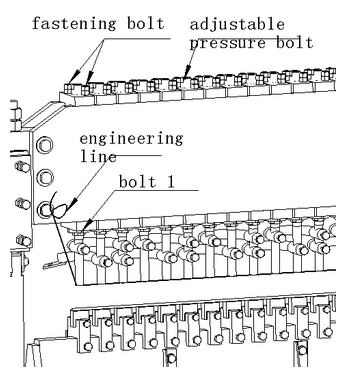
2.5.2 Отрегулируйте равномерность и положение по горизонтали контактов верхних электродов, т.е. выровняйте выступающие части верхних электродов с обоих концов верхней балки. Отрегулируйте давление верхних электродов в соответствии с размером проволоки. Затяните крепёжные винты. При вращении по часовой стрелке давление повышается, при вращении против часовой стрелки – снижается.
болт регулировки давления
2.6 Регулировка юстировочного магнита
Выровняйте поверхности арматуры по линейке или прямой нити накала. Если поверхности не выровнены, сетка вогнётся в центре или на периферии.
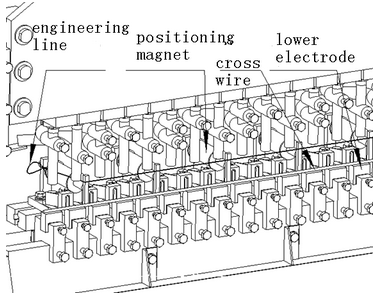
Поместите выровненную поперечную проволоку на поверхность арматуры так, чтобы проволока была в центре контактов нижнего электрода. При наличии отклонений, поправьте положение проволоки.
2.7 Регулировка вытягивающего устройства сетки
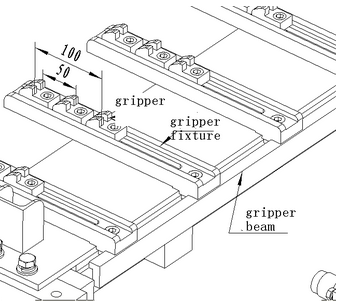
2.7.1 Вручную включите основной двигатель в нормальном направлении (главная ось должна вращаться по часовой стрелке с точки зрения оператора, стоящего у кнопки управления) так, чтобы вытягивающая поперечная балка дошла до самой дальней точки от позиционной арматуры, и затем сместите первый ряд вытягивающих захватов к позиционной арматуре, выровняв захваты по линейке или бечёвке. Расстояние между первым рядом вытягивающих захватов и арматурой должно составлять значение кратное размеру ячейки сетки плюс 5 мм. Расстояние между первым и вторым рядом вытягивающих захватов должно соответствовать шагу продольной проволоки. Расстояние между третьим и первым рядом вытягивающих захватов должно быть в два раза больше шага продольной проволоки. Например, если шаг продольной проволоки составляет 50 мм, то расстояние между первым и вторым рядом вытягивающих захватов должно составлять 50 мм, а третий ряд захватов должен находиться на расстоянии 100 мм от первого ряда.
балка с захватами
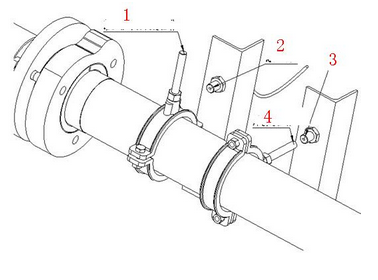
2.7.2 Регулировка длины вытягивания проволочной сетки представляет собой регулировку шага поперечной проволоки.
2.7.2.1 Приведите оба винтовых ограничителя в предельное положение.
2.7.2.2 Запустите контактную сварку на малой скорости и измерьте фактическую длину вытягивания сетки. Если она не совпадает с требуемым шагом поперечной сетки, ослабьте крепёжный болт, соединяющий стяжной стержень и регулируемую рукоятку, и поверните регулируемые винтовые ограничители. При повороте по часовой стрелке длина вытягивания увеличивается, при повороте против часовой стрелки – уменьшается.
Измерьте длину хода вытягивающей балки и задайте относительный эксцентриситет рукояток по обеим сторонам балки, чтобы установить длину хода соответствующих сторон балки. Длина хода должна на 10 мм превосходить размер ячейки сетки. Убедитесь в правильности измерений и затяните винтовые гайки. Если стороны не выровнены, свариваемая сетка будет скошена.
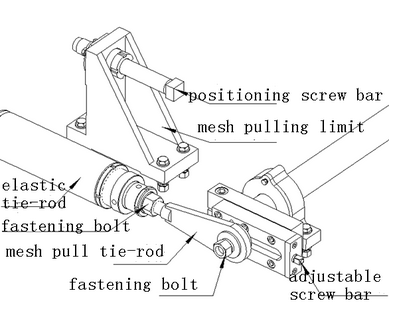
2.7.2.3 Запустите аппарат контактной сварки на малой скорости так, чтобы длина вытягивания сетки дошла до нижней мёртвой точки, т.е. приведите регулируемую ручку в самое дальнее положение относительно электродов, и выключите машину. Отрегулируйте оба ограничителя вытягивания сетки и уприте их в балке крепления захватов вытягивания, а затем сдвиньте на 5 мм в направлении электродов. При необходимости выполните тонкую регулировку длины вытягивания. При повороте винтовых ограничителей по часовой стрелке длина вытягивания уменьшается, при повороте против часовой стрелки – увеличивается.
эластичный стяжной стержень
стяжной стержень вытягивания сетки
регулируемый винтовой ограничитель
юстировочный винтовой ограничитель
2.7.3 Регулировка времени вытягивания сетки
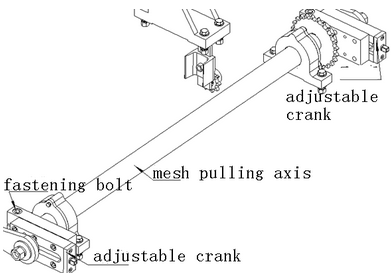
Рукоятка вытягивания сетки и основная часть машины двигаются относительно друг друга. Вручную сместит сварочную машину так, чтобы верхний электрод находился на двойном расстоянии проволоки от нижнего электрода. Рукоятка должна находиться в мёртвой нижней центральной точке вытягивания сетки. Если это не так, снимите цепь, соединённую с валом вытягивающего устройства, приведите вал в указанное выше положение и закрепите цепью.
ось вытягивания сетки
2.7.4 Регулировка положения устройства вытягивания проволочной сетки
Вручную приведите аппарат контактной сварки в положение нижней мёртвой точки (макс. расстояние между электродом и станиной), измерьте расстояние между фиксирующей арматурой и первым рядом захватов. Расстояние должно составлять значение кратное размеру ячейки плюс 5 мм (5 мм является коэффициентом сжатия растянутого стержня). Учитывайте, что при смещении захвата в верхнюю мёртвую точку в направлении электрода он не должен прийти в соприкосновение с электродом, станиной или другими деталями. Необходимо обеспечить достаточное пространство для работы машины.
2.8 Регулировка времени подачи поперечной проволоки
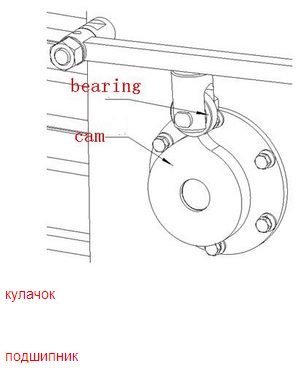
2.8.1 Вручную включите главный двигатель на малой скорости и поднимите верхний электрод на расстояние около 50 мм от нижних электродов. Затем ослабьте крепежи кулачка на одной стороне главной оси, выровняйте выступ кулачка с подшипником на продольной балке и затяните крепежи кулачка
2.8.2 Включите главный двигатель сварочного аппарата на малой скорости и поднимите верхний электрод в положение верхней мёртвой точки. Затем ослабьте винт на индукторе концевого выключателя подачи поперечной проволоки и выровняйте индуктор и соответствующий концевой выключатель. Расстояние между индуктором и соответствующим концевым выключателем должно быть в пределах 2 мм.
Прим.: Индуктор не должен касаться концевого выключателя (см. рис. ниже).
Индуктор концевого выключателя подачи поперечной проволоки
Концевой выключатель подачи поперечной проволоки
Концевой выключатель сварки
Индуктор концевого выключателя сварки
2.9 Регулировка времени сварки
2.9.1 Опустите верхний электрод в положение нижней мёртвой точки, ослабьте винт на индукторе выключателя сигнала сварки и выровняйте индуктор и концевой выключатель сигнала сварки. Затяните винт так, чтобы расстояние между концевым выключателем и индуктором было в пределах 2 мм.
Прим.: Убедитесь, что индуктор не касается концевого выключателя.
2.9.2 Время сварки является ключевым параметром, однако о её регулировке часто забывают. Слишком раннее или слишком позднее время сварки ухудшает эффективность сварки и вызывает чрезмерное искрение, что может затруднить сварку или препятствовать ей.
2.10 Регулировка времени наложения поперечной проволоки
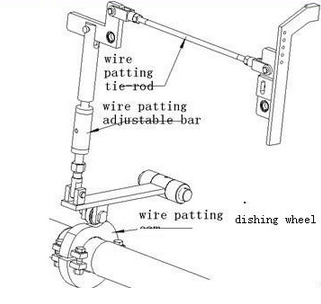
2.10.1 Вручную включите главный двигатель контактной сварки на малой скорости и опустите верхний электрод в положение на расстоянии около 10 мм от верха пластины наложения поперечной проволоки. Затем ослабьте вогнутое колесо на главной оси и выровняйте вогнутое отверстие и продольную балку. Затяните крепежи.
2.10.2 Отрегулируйте длину продольной балки, т.е. расстояние между пластиной наложения поперечной проволоки и центром первой продольной проволоки.
Не допускайте преждевременного наложения поперечной проволоки. В этом случае поперечная проволока может попасть на сваренную прежде поперечную проволоку. Если положение предыдущей проволоки нарушено, может нарушиться и положение следующей проволоки. Если наложение происходит слишком поздно, пластина наложения может быть прижата верхним электродом, что может привести к её разрушению.
Лабораторная работа № 4. Настройка шовных контактных машин на технологический режим
ЦЕЛЬ РАБОТЫ: Научиться выбирать по справочным материалам параметры режима шовной сварки; приобрести опыт работы по настройке шовных машинна оптимальный режим; изучить влияние отдельных параметров режима на геометрию сварного шва.
4.1. Общие сведения
4.1.1. Общие положения
Настройка контактных машин заключается в подготовке машины к работе, выборе режима сварки и настройке машины на этот режим, поддержании режима путем сохранения постоянных величин параметров сварки.
Режим сварки обычно устанавливают по таблицам ориентировочных режимов, которые в настоящее время достаточно хорошо разработаны для основных групп металлов, встречающихся на практике. Если необходимо сваривать новый металл, то, зная его основные свойства (электро- и теплопроводность, температуру плавления, жаропрочность) всегда можно найти группу металлов с близкими свойствами, для которой известен ориентировочный режим сварки.
Данные таблиц и номограмм, которые имеются в литературе по контактной сварке, часто значительно отличаются друг от друга. Это объясняется широким диапазоном параметров сварки, при которых можно получить требуемое качество сварного соединения некоторых металлов, а также большим разнообразием условий сварки. Чем лучше сваривается металл, тем шире диапазон параметров сварки.
При освоении производственного процесса в первую очередь необходимо добиться получения требуемого качества продукции, что особенно важно при подборе режима контактной сварки. Вторым критерием правильно установленного режима является устойчивая работа оборудования. Это условие значительно легче соблюдать при средних значениях параметров настройки для данной машины, т.е. по возможности нужно устанавливать среднюю ступень трансформатора, среднее усилие сжатия, среднее время сварки и т.д.
Настройку на рекомендованный режим легко выполнить при условии предварительно проведенной паспортизации машины или применяя приборы для замера отдельных параметров режима сварки.
Режим сварки настраивают на технологических образцах, идентичных свариваемым деталям по марке, состоянию и толщине металла, форме и подготовке поверхности. Ввиду большого разнообразия контактных машин процесс наладки может иметь некоторые особенности для каждого типа машины и тем более для каждого вида сварки.
4.1.2. Наладка шовных машин
Наладка шовной машины аналогична наладке точечных машин. Отличие заключается в проверке работы педали. При шовной сварке используются двух- и трехходовые педали. В первом случае при нажатии на педаль верхний электрод-ролик должен опускаться до соприкосновения с нижним электродом. При отпускании педали включается сварочный ток и начинают вращаться ролики. При повторном нажатии педали выключается сварочный ток, вращение роликов прекращается, после чего верхний электрод поднимается. Во втором случае включение сварочного тока и начало вращения роликов происходит после второго нажатия на педаль, а выключение сварочного тока, остановка вращения роликов и подъем верхнего электрода происходят после третьего нажатия на педаль. В любом случае нарушение последовательности включения и выключения устройств машины не допускается.
Шовную сварку можно рассматривать как точечную с близким расположением точек друг от друга. Величина сварочного тока, длительность сварочного импульса и усилие сжатия электродов также влияют на механическую прочность сварного соединения, как и при точечной сварке. Для надежности и устойчивости работы машины устанавливают среднее усилие сжатия электродов, самую низкую ступень сварочного трансформатора, средний нагрев и длительность импульса сварки в 3 периода (0,06 с). Время перерывов между импульсами первоначально устанавливается максимальное. Скорость сварки берегся 2 м/мин.
На таком режиме сваривается одна точка на образцах и машина быстро выключается. Определяется прочность сварного соединения в разрывной машине или разрушением сварной точки в тисках при помощи зубила и молотка. Если прочность точки недостаточна(нет вырыва основного металла), то режим постепенно увеличивают: повышают ступень трансформатора, увеличивают длительность импульса до 4-6 периодов, поворачивают ручку регулятора «Нагрев» до положения, соответствующего 75% среднего тока на данной ступени. Если при сварке точек заметны признаки большого количества тепла (выплески, прожоги), то следующие точки свариваются на ослабленном режиме: снижается степень нагрева, уменьшается длительность импульса тока и т.д. После получения удовлетворительного по механической прочности соединения в одной точке переходят к сварке сплошного шва.
Для получения сплошного шва точки должны перекрывать одна другую не менее чем на 1/3 своего диаметра. Это условие достигается при определенном соотношении длительности сварочного импульса, длительности перерывов между импульсами и скорости сварки. От длительности импульса зависит диаметр точки, а от длительности перерывов и скорости сварки - расстояние между центрами точек. Практикой установлено, что плотный шов можно получить при соотношении величин длительности импульса и паузы, равном для сталей 1:1, а для алюминиевых сплавов 1:2 при скорости сварки, равной, соответственно, 1¸2 м/мин и 0,5¸1м/мин.
Исходя из этих данных и результатов подбора режима точечной сварки, устанавливают пробный режим шовной сварки. Обычно при переходе от сварки точки к сварке сплошного шва необходимо включить трансформатор на более высокую ступень или повернуть ручку регулятора «Нагрев» в сторону увеличения. Корректировка пробного режима шовной сварки производится до получения соединения требуемой прочности. Кроме прочности проверяется внешний вид сварного шва, его ширина и глубина отпечатка ролика на поверхности детали (вмятины).
Правильно установленный режим сварки гарантирует хорошее качество шва. При нарушении режима сварки могут образоваться такиедефекты, как пережог, непровар, выплески, глубокие вмятины и т.д.
Пережог образуется в результате слишком большой выдержки под током, малого давления, малой скорости сварки и плохого контакта свариваемых деталей. Пережог характеризуется окисленной поверхностью и большим ореолом цветов побежалости вокруг отдельных точек.
Причинами непровара являются малый ток, недостаточное время выдержки под током, малое давление и слишком высокая скорость сварки. При сварке металла с загрязненной поверхностью могут образоваться пережог и непровар. Очень часто при этом наблюдаются выплески металла.
Глубокие вмятины образуются при малой ширине рабочей поверхности роликов и слишком большом давлении. Глубина опечатка ролика не должна превышать 10% толщины свариваемых листов.
4.1.3. Контроль герметичности швов
Неплотность шва связана с большим шагом между точками, нарушением режима (по току, давлению, длительности импульсов, скорости, а также по диаметру и ширине роликов), с плохой сборкой деталей, большой разницей диаметров верхнего и нижнего роликов и т.д.
Герметичность швов может проверяться гелием и фреоном с использованием специальных течеискателей, керосино-меловой пробой и проведением пневматических испытаний.
Для проведения керосино-меловой пробы сваривают «карманы», Это две пластины, обваренные по дуге. После сварки с помощью зубила пластины отгибают и в место разъема наливается несколько граммов керосина. Для выявления дефектных мест внешнюю часть «кармана» предварительно покрывают водным раствором мела или каолина и просушивают. Неплотности шва обнаруживают по появлению жирных ржавых точек на меловом или каолиновом покрытии. Появление отдельных точек указывает на наличие неплотностей (например, местных прожогов), а появление полосок свидетельствует о значительных непроварах.
При пневматических испытаниях в одной из двух свариваемых пластин сверлят отверстие диаметром 5-10 мм и приваривают трубку. Сварка образцов производится по замкнутому кругу. Технологический образец испытывают сжатым воздухом на сетевое давление (4-5 кг/см 2 ). Для этого на приваренный к образцу штуцер надевают дюритовый шланг и образец погружают в водяную ванну. Под давлением сжатого воздуха образец деформируется и принимает форму подшки. Если воздух не выходит через шов, т.е. пузырьки в воде не обнаружены, то качество образца по плотности удовлетворительно.
4.2. Оборудование и материалы
4.2.1.Шовная машина типа МШ1001.
4.2.2. Амперметр сварочного тока типа АСУ-1М.
4.2.3. Заготовки образцов из листовой холоднокатаной низкоуглеродистой стали, низко- и высоколегированных сплавов толщиной 0,5¸1,5 мм ( по указанию преподавателя).
4.2.5. Раствор мела и керосин.
4.2.6. Кисточка и слесарный инструмент.
4.3. Порядок выполнения работы
4.3.1. По справочным материалам (см. ПРИЛОЖЕНИЕ) подобрать режим для сварки данных листовых заготовок.
4.3.2. Подготовить к работе контактную машину. Проверить работу в режиме холостого хода.
4.3.3. Установить на машине подобранный режим. Произвести сварку.
4.3.4. Оценить геометрические параметры полученного сварного шва.
4.3.5. Внести необходимые поправки в первоначально выбранный режим. Повторить сварку заготовок, определяя при этом сварочный ток, усилие сжатия и скорость сварки.
4.3.6. Сварить девять швов, изменяя при этом в одну и другую сторону один из параметров режима:
- сварочный ток (при помощи переключателя ступеней мощности и фазовой регулировки);
- усилие сжатия (изменяя давление сжатого воздуха редуктором);
4.3.7. Определить качество сварных соединений по внешнему виду и после разрушения образцов.
4.4. Содержание отчета
Цель и задачи работы;
сведения о материале и толщине заготовок, подлежащих сварке, о его свариваемости;
таблица результатов измерений, вычислений и испытаний (табл. 4.1);
эскизы сварных швов, выполненных на разных режимах;
выводы по результатам анализа влияния отдельных параметров режима шовной сварки на геометрию сварного шва.
Результаты измерений, вычислений и испытаний
| Характеристика режима | Ступень мощности | «Нагрев» | Время, период | Усилие сжатия, даН | Скорость сварки, м/мин | Сварочный ток, кА | Результаты измерений параметров шва |
| Импульс | Пауза | ||||||
| Из таблиц ориентировочных режимов Оптимальный (после корректировки) С уменьшением одного из параметров С увеличением одного из параметров |
4.5. Контрольные вопросы
1. Что входит в понятие «режим шовной сварки»? Как его выбирают?
2. Почему литературные данные ориентировочных режимов часто отличаются друг от друга?
3. Какие требования предъявляются к технологическим образцам, используемым для настройки режима?
4. Назовите особенности настройки на режим шовных машин.
5. Назовите основные критерии правильно установленного режима.
6. Каковы причины образования дефектов шовной сварки: пережога, непровара, выплесков, глубоких вмятин и др.?
7. Методы контроля шовной сварки на герметичность (плотность)?
8. Какие бывают методы испытания соединений, выполненных шовной сваркой?
9. Каково влияние основных параметров режима шовной сварки на геометрические размеры сварного шва?

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Читайте также: