Не работает сварочный инвертор после падения
Обновлено: 03.05.2024
Продолжение о ремонтах бытовой силовой техники.
На этот раз сварочный аппарат Ресанта САИ190К принёс сосед по даче с диагнозом — аппарат упал, хлопнул, потерял сознание, очнулся, не работает :)
Если Вас данная тема действительно интересует, пожалуйста, ознакомьтесь с предыдущими статьями по этому профилю.
mysku.club/blog/diy/78892.html
mysku.club/blog/aliexpress/74617.html
У меня самого в пользовании сварочный аппарат Ресанта САИ190К, но он и внешне и внутренне отличается от ремонтируемого. Новый аппарат гораздо компактнее, жертва маркетинга и экономики, заявленного тока 190А там очевидно и близко нет.
Из своего опыта ремонта отмечу, что Ресанта под одной и той же моделью умудряется выпускать сварочники разных модификаций с разными схемами, параметрами и габаритами.
Сравнение аппаратов
Данный сварочный аппарат 2017г и ранее не ремонтировался, что как правило упрощает ремонт.
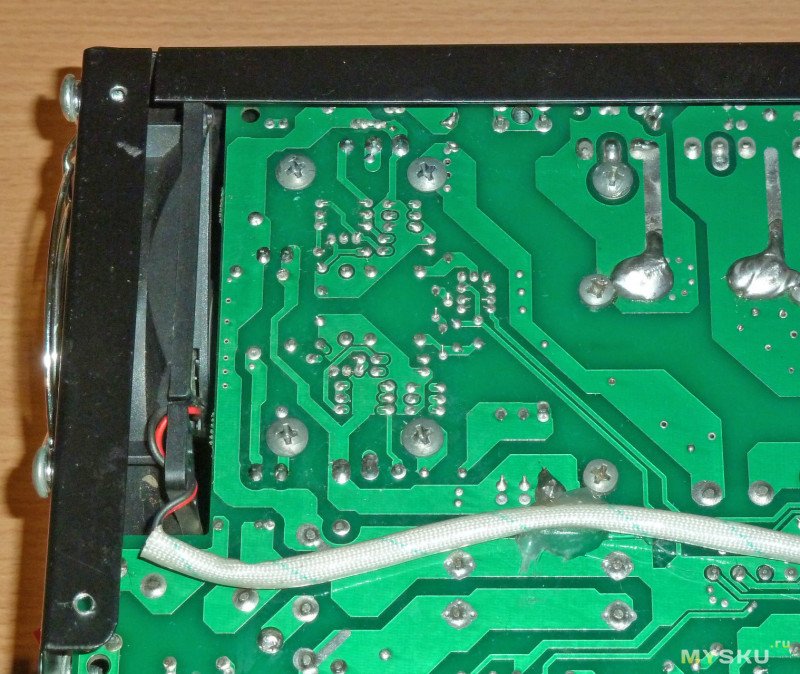
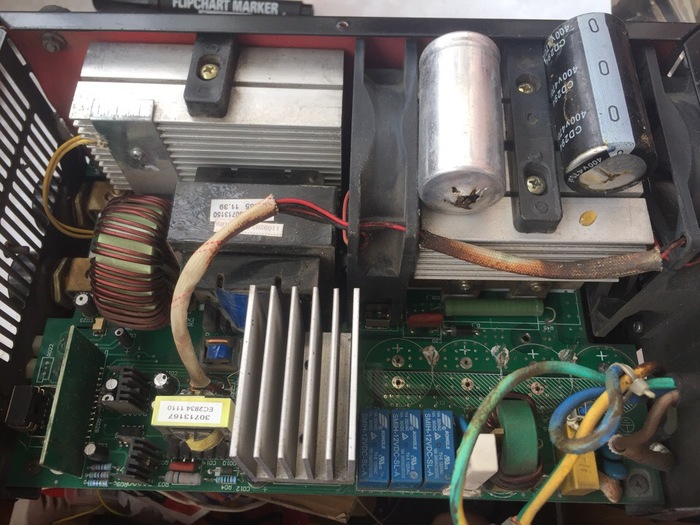
Вскрываем, изучаем…
Для сравнения, старая Ресанта 190К

Причина неисправности видна сразу
Производитель не поставил изоляционную планку между радиаторами силовых транзисторов и при ударе они нашли друг друга. Встреча была искренней, зажигательной и шумной :)
Самое обидное, что производитель эту планку не поставил специально, я уже видел такие аппараты без планок. Зачем так сделали, догадаться несложно…
Внутренности стоят от Ресанты САИ160, собрано на печатной плате SD-mini-140-1.3 SH112 на ток 140А :(
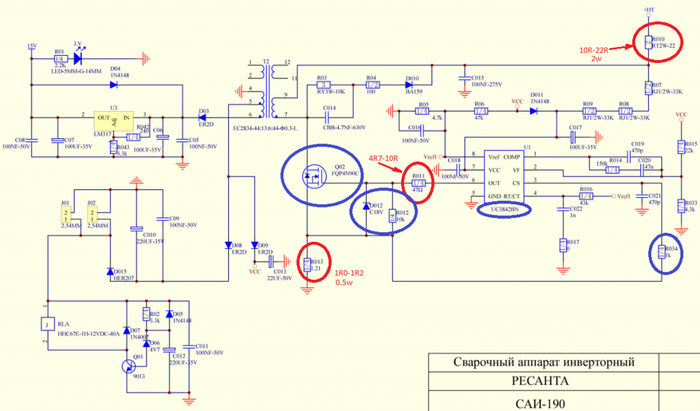
Похожая на 90% схема
Схемотехника отличается от стандартной Ресантовской:
— полностью отсутствует сетевой фильтр. Сетевые помехи гарантированы
— косой полумост всего на двух транзисторах (ранее ставили четыре).
— снижена суммарная ёмкость входных накопительных конденсаторов (2х560мкФ)
— диоды рекуперации не установлены на радиаторах
— отсутствует снижение рабочей частоты при залипании электрода
— более компактный и лёгкий корпус
Странно, что ради экономии забыли убрать выходной дроссель, в следующей модификации это обязательно поправят :)
Первичная диагностика показала, что по меньшей мере, вышли из строя силовые IGBT транзисторы, откручиваю радиаторы и выпаиваю транзисторы вместе с радиаторами.
Установлены подозрительные транзисторы Toshiba GT50JR22 — надпись читается очень плохо, шрифт на обоих транзисторах разный.
Ломаю один, а там мелкий кристалл и отсутствует кристалл обратного диода…
В принципе, косой полумост нормально работает и без обратных диодов.
Ради интереса, сломал новый транзистор, чтобы сравнить внутренности
Новый — справа
Внутри транзисторы абсолютно одинаковы, а различия надписей вызвано разным годом выпуска транзисторов.
Тошиба как-то умудряется встроить обратный диод в единый основной кристалл. Ранее, я такой фишки ни у кого не встречал, буду теперь иметь в виду :)
Транзисторы буду менять на такие-же, но не потому, что они такие хорошие (на самом деле нет), а потому, что они уже были в наличии.
Параметры оригинальных транзисторов 44А 115W (100ºC) 600V 1,55V (50A) 2700pF 330ns (Off)
Ну и конечно, сравнение старых и новых транзисторов (все оригинальные)
Дополнительно, обнаружен оборванный размагничивающий (рекуперационный) диод MURF860 в пластике (8A 600V 1,2V).
Кому интересны внутренности пластикового корпуса TO-220F — кристалл расположен на медной пластине для лучшего распределения тепла. Тут кристалл уже сошлифован.
Обычно в этой цепи ставят RHRP1560 или аналогичные, причём часто на радиаторах. Менять буду оба на одинаковые более мощные MUR1560G (15A 600V 1,2V).
Блок питания выполнен на базе SD6834 со встроенным ключом.
ШИМ — привычный 3845
Выходные диодные сборки 60F30 (60A 300V 1,05V 40ns) – 3шт
Сам ремонт:
К сожалению, технологическая перемычка, разделяющая питание силовой части и питание схемы отсутствует. Но ничего страшного в этом нет, если придерживаться нужной последовательности.
1. Подготавливаю и меняю рекуперационные диоды
Для изоляции фланца, использую термоусадку. Изоляция нужна для предотвращения касания диода и радиатора при ударе.
2. Проверяю элементы драйвера методом сравнения каналов и в соответствии со схемой. В данном случае повезло и драйвер в порядке

3. Через разделительный трансформатор, ЛАТР и лампу накаливания 150W, подключаю сварочник к сети. Регулятор тока устанавливается в среднее положение.
Для удобства и безопасности, сколотил стенд развязки, регулирования и токоограничения — очень удобно :)
4. Постепенно повышаю напряжение ЛАТРа, при этом лампа не должна загораться. Вентилятор начинает работать при сетевом напряжении около 55В, далее включается реле запуска.
5. Плавно повышаю напряжение до номинального и проверяю все питающие напряжения с блока питания.
6. Проверяю осциллографом импульсы на затворах обоих транзисторов относительно их эмиттеров
Частота 53кГц — в норме, странная форма импульсов из-за отсутствия нагрузки драйвера в виде затворных емкостей. Узкая ширина импульса из-за работающей защиты от залипания. На некоторых Ресантах с той-же целью снижают рабочую частоту преобразователя.
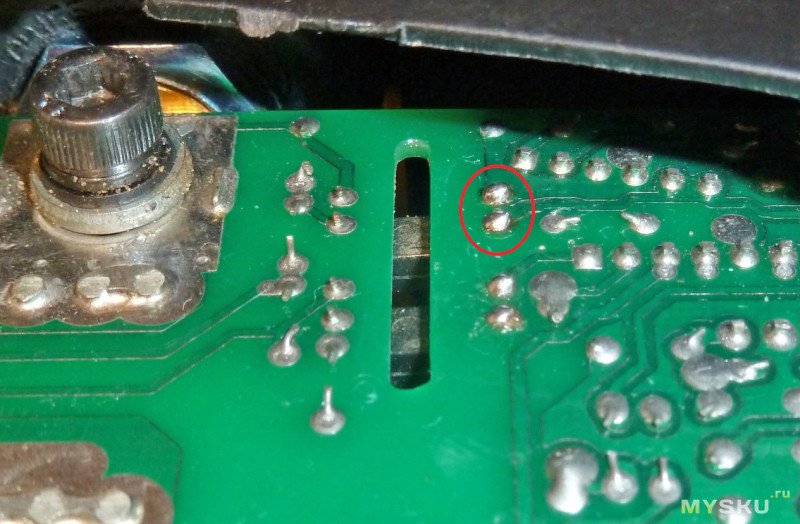
7. Замыкаю выход оптрона 3IS1 (обведён красным) для отключения защиты от залипания и проверяю расширение импульса до номинального значения, частота при этом не меняется.
8. Проверяю наличие импульсов во всём рабочем диапазоне сетевого напряжения — они появляются при напряжении от 140В и выше.
9. Устанавливаю транзисторы на радиаторы, не забывая про теплопроводную пасту (использовал GD900).

10. Прикручиваю радиаторы на место
И только потом припаиваю. Наоборот делать нельзя — поломаете транзисторы и печатную плату!
11. Из куска текстолита изготавливаю и устанавливаю планку, чтобы радиаторы больше не касались друг друга

12. Собираю аппарат и проверяю на стенде и затем на балласте.
Максимальный ток составил всего 136А, на дуге ток будет ещё меньше и это печально…
13. Проверяю на дуге. Троечкой варит уверенно, на четвёрке тока уже не хватает (на дуге ток около 120-125А). Обычно я сварку проверяю четвёркой — если на максимальном токе удаётся непрерывно сжечь один электрод, значит работать будет. Но тут четвёрка шла настолько медленно, что я пожалел аппарат и проверял троечкой.
В данном аппарате есть форсаж дуги, но работает он плохо. Дело в том, что порог его включения привязан к выходному напряжению, которое на холостом ходу привязано к сетевому напряжению. Вот и получается, что форсаж сильно зависит от сетевого напряжения. Лучше-бы его вообще не делали…
После тестирования, аппарат был возвращён хозяину и пока работает нормально.
Основные неисправности сварочных инверторов и методы их устранения

Оборудование
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту

Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Почему ломаются сварки?
В предыдущем посте меня попросили рассказать про типовые неисправности сварочных инверторов РЕСАНТА, но я решил что лучше все таки рассказать почему сварки вообще ломаются а потом уже дополнить пост типовыми неисправностями.
Для начала скажу что сварки в большинстве случаев ломает сам клиент. Не читает условия эксплуатации чем и в последствии гробит аппарат. Но есть несколько основных причин:

2. Причина. Слабое питание. Слабые удлинители, плохие розетки, низкое напряжение сети, работа от генератора. В общем все что вызывает просадку питающего напряжения. Из-за просадок растет ток в первичной цепи. Сварка то у нас ММА и что бы выдать к примеру 100А на выходе он при питающем 220В берет 15А, а вот когда у нас сеть просажена до 120в то из сети уже вместо 15А будет брать все 25А. Вся эта нагрузка возлагается на IGBT транзисторы что в свою очередь просто вышибает нафиг. Поэтому проверяйте просадку напряжения в сети во время работы сварочного инвертора.
3. Падения и удары. Особенно во время работы. Я так полагаю что это связано с SMD компонентами которые особо не могут деформироваться. Удары и падения просто ломают SMD резисторы и конденсаторы что в работе сварочного инвертора вызывает просто фатальные неисправности.
4. Болезни определенных моделей сварочных инверторов. У ресант это дежурка и конденсаторы, у фубаг, гусей подобных: стойки и вышибание выходного выпрямителя.
И так, расскажу про типовые неисправности сварочных инверторов РЕСАНТА.
1. Выбитые конденсаторы на входном выпрямителе. Вот у Ресант это самая частая поломка. Связано это с очень некачественными и неправильными конденсаторами. Ну и с охотой клиента поварить в морозы или попыткой отрезать металл на максимальном токе.
Вот подскажите мне, как узнать производителя конденсаторов? Где найти мне даташит от изготовителя? Никакой информации на эту тему. То есть конденсатор какого то подвального производства.
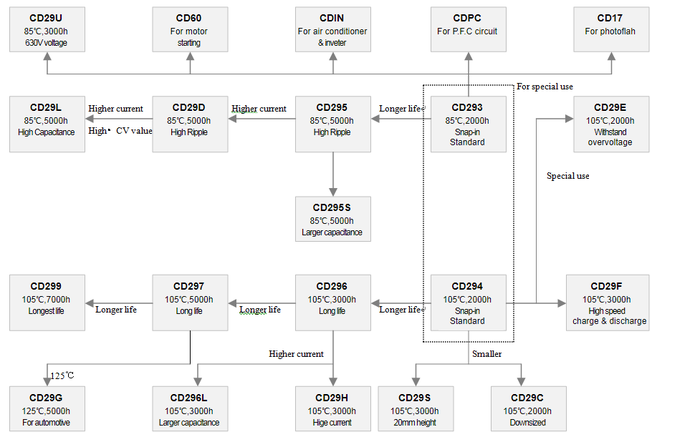
Как видно, серия CD293-294 относится к общей серии конденсаторов. А в сварке должны стоять конденсаторы серии CD29H под высокие токи, или EPCOS B43504, или NIPPON серии KMR, LXS.
Я не знаю какие в Ресанте сидят идиоты что бы ставить такие дерьмоконденсаторы, когда можно поставить EPCOS B43504. Эти конденсаторы как нельзя лучше подойдут в сварочный инвертор. Ну ладно, допустим нельзя купить EPCOS, но можно же хотя бы CD29H(105град high ripple), ну никак не CD293 (85градусные общего применения).
И вот что интересно, эти конденсаторы серии CD293 не только ресанта обожает, но и другие производители сварок.
Только у старых ресант идет именно такая болезнь с конденсаторами. В новых ресантах сейчас ставят конденсаторы какого то китайского производителя и они перестали так неожиданно взрываться но в новых ревизиях сварок ресанта начала очень сильно экономить на комплектующих.
Раньше в аппарате на 250А ставили два диодных моста типа KBPC5010 и к ним радиатор большой. Сейчас ставят два диодных моста по меньше и радиатор сильно похудел. На IGBT ключах радиаторы тоже сильно похудели. На выходном диодном выпрямителе раньше ставили STTH6003CW, теперь уже ставят STTH3003CW или вообще диоды неизвестной фирмы. Так что ресанта немножко обарзела.
2. Поломка дежурки. Резистор R010 и R013 вообще могут просто так сгореть. Довольно частое явление когда они сгорают, все остальное остается целым. Их меняешь и аппарат дальше работает.
3. Попадание пыли, влаги в пространство между платой и электролитами. По мне так это недоработка ресанты. Ибо этот дефект легко можно устранить промазав по краям электролита герметик. Вон в том посте рассказывал как опилки попали под конденсатор и вызвали пробой. Бывало и просто от пыли сгорало, или от снега.
На счет того какую сварку покупать я даже не знаю. Нету вот действительно добротных сварок, что бы и конденсаторы качественные, и сборка добротная и по цене норм.
Если денег много, то можно трехэтажку взять. (топология BRIMA ARC-200) До жути надежные аппараты.
Если имеется возможность купить Украинского производства то хороши НОВЫЕ Патоны, эдоны(те что по дороже).

6.5K постов 38K подписчика
Правила сообщества
ЕСЛИ НЕ ХОТИТЕ, ЧТОБЫ ВАС ЗАМИНУСИЛИ НЕ ПУБЛИКУЙТЕ В ЭТОМ СООБЩЕСТВЕ ПРОСЬБЫ О ПОМОЩИ В РЕМОНТЕ, ДЛЯ ЭТОГО ЕСТЬ ВТОРОЕ СООБЩЕСТВО:
К публикации допускаются только тематические статьи с тегом "Ремонт техники".
В сообществе строго запрещено и карается баном всего две вещи:
В остальном действуют базовые правила Пикабу.
Про переноски и прочие удлинители.
Масса людей абсолютно уверены, что раз это "инвертор", то он потребляет из сети как лампочка. Это же не трансформаторный.
Мои жалкие попытки сообщить, что если аппарату надо отдать 100А, то свои 20А из сети он заберет в любом случае и неважно, какой тип аппарата.
Потом эти люди берут 20м кабеля 0,75 сечением и пытаются варить.
Я не знаю какие в Ресанте сидят идиоты что бы ставить такие дерьмоконденсаторы, когда можно поставить EPCOS B43504.
так известно какие.

Кто такие «сварки»? Зачем так писать?
Деньги которые просит ресанта за свой аппарат отбиваются на Ура. Сломался? Да и хуй с ним - купил другой. как-то так.
Добавлю в этой же теме, для автора и других интересующихся. Довольно сложно ремонтировать 3ех фазные инверторы. Дело не в самом процессе ремонта а в деталях. Если для обычных инверторов IGBT транзисторы не являются проблемой то для 3 фазных это караул. Большинство того что предлагают на Али -перемаркер. Хорошие качественные транзисторы стоят ближе к 1000 руб за штуку. Кроме того на раскачку используются 5А транзисторы в корпусах SOT23 и SOT223 что тоже на каждом углу не продаются. Да ток я лично видел там на инверторе до 500А , наверное мосты можно резать или рельсы))))
Ребят. От пыли и всякой вредной хрени внутри несложно избавится соорудив фильтр из "нетканого текстиля", "Геоткани" или специально изготовляемых фильтровых материалов. Рамку можно сделать из стальной проволоки или реек. Важно лишь для минимального сопротивления потоку делать фильтр максимальной площади, хорошо бы во всю "морду" аппарата. Есть мысль использовать автомобильные воздушные фильтры, например от КамАза, сложить пару колец, заклеить одну сторону. Могут оказаться великоватыми по габаритам, тогда применить от других марок. Да. Лучший вариант всё же самодельный со специальным фильтроматериалом на каркасе, можно даже ткань. И периодически выбивать и продувать.
Автор, у меня вопрос: есть ли смысл покупать сварочный аппарат полуавтомат и дуговой в одном устройстве? И какая модель для начинающих подойдёт? Если раньше никогда не варил.
Вот что стало с ресантой 220.


Спасибо ЧЕЛОВЕЧЕЩЕ. Вдохновленный твоим постом и собрав волю в кулак, пойду в гараж реанимировать Ресанту, вдруг получиться .
Ресанты и свароги реальное говно Берут нонэйм китайцев и лепят свою марку Из годных фирм по моему только кемпики и фрониусы остались Даже миллеры скатились
"Я не знаю какие в Ресанте сидят идиоты что бы ставить такие дерьмоконденсаторы" - там не идиоты, там хитрожопы ну и большие числа рулят, по копейке сэкономил - заработал миллион. Плюс сервисам обеспечил заработок. Это как автомобили современные: по частям стоят в три раза дороже и сервис не простаивает. Ну это если правильный ресурс заложен.
Нету вот действительно добротных сварок, что бы и конденсаторы качественные, и сборка добротная и по цене норм
Так за копейки добротных быть и не может. Хочешь добротный - вот добротный.
Ценник, конечно, совершенно космический после 14 года.

Так то Ресанта дерьмовинькие аппараты
С трехэтажками согласен. Если Ресантоподобных я ремонтировал ну штук ..за 20 скажем, то трехэтажек только 2 штуки были в ремонте. Хотя может они просто менее распространены
Подскажите, есть ли смысл в "предупредительном" ремонте? Т.е. заранее поменять те же конденсаторы, увеличить радиаторы и т.п.? Или это экономически бессмысленно?
Всем привет. Кто нибудь пользуется инвертором Telwin ? Если кто в курсе , какие есть родовые болячки у итальянца?
Щас выбираю инвертор на дачу не подскажете какой модели лучше взять? Думаю пока ресанту или фубаг, в районе 8000 тыс.
не понял, что за сварки?
Подскажите пожалуйста, имеется кемпик минарк 150 у него большое напряжение холостого хода - низкий ток сварки. Как победить?
Пользую в хвост и в гриву Ресанту-190 с 2014 года. Поменял только заводской держак. Что со мной не так?
А мне ММА 200 в основном с дохлыми релюшками попадаются.
У меня есть один животрепещущий вопрос, вроде пост располагает. Интересна резка металла (не более 3мм) инвертором. Читал что режут простым сварочным электродов, но однажды я где-то мельком заметил комменты о резке инвертором металла при помощи вольфрамового электрода. Возможно ли это, как это скажется на инверторе. Гугл ничего стоящего не предлагает по этой теме. И хочется и боязно. Сварка Элитек. Выдержит ли.
Ребят, вопрос не по теме. У меня в сервисе один мастер по сварочникам, работаем 50/50. Работы столько, что нужен ещё спец, но не могу в Хабаровске найти человека. Может, кто подскажет, где искать вменяемых профессионалов?
Ещё не лишним будет проверить как транзисторы к радиатору притянуты, как оказалось могут и вообще не притянуты быть.
В ноябре купил Патон ВДИ200Е (с ручкой), насмотревшись роликов на ютубе от Стаса с канала "Измаил Инвертор".
Пока всем доволен, разве что из явных минусов - антистик на 2мм электроде не работает. И не только у меня судя по отзывам.
А так - и варит и режет. Использую от 2.5мм.кв. алюминиевых жил при сетевом напряжении 230-235.
А такие аппараты вам попадались?

"не знаю какие в Ресанте сидят идиоты что бы ставить такие дерьмоконденсаторы"
Я думаю руководствуются только одним условием - изделия должны проработать только свой гарантийный срок.
Главное- не покупать сварочное оборудование фирмы сэлма. Наплакался в свое время. Правда, тогда сэлму делали хохлы украинские братья и сестры, но думаю, в эпоху крымнаш ничего не поменялось.
Лично я предпочел продукцию трудолюбивых китайских товарищей, и не жалею.

Купил себе в 2010-м году сварку "Радуга - 190 А" в модном розовом цвете, со скидкой за 4, по-моему, 500 р. А сосед какую-то ресанту то ли за 7, то ли за 8 тыр. Моя до сих пор работает (тьфу-тьфу-тьфу), а вот дядя Ваня уже четвертую ресанту поменял.
Не "сварки", а сварочные аппараты! *крик птеродактиля*
А что скажете про два в одном? И сварка и плазморез
Купил QUATTRO ELEMENTI года 3 назад. Варить люблю много и долго. Разной самодельщиной занимаюсь. У сварки ни намека на выход из строя.
Ответ PolusZ в «Я сделал две дырочки в мыльнице»
Такая хрень очень часто в муниципальных организациях происходит. Лет 10 назад работал в трамвайном депо ремонтником (проработал год, потом ушёл из-за маразма руководства) работа заключалась в поддержании рабочего состояния вагонов, которым лет 40-50. Так вот что я скажу: что либо выпросить для работы это бюрократический ад. По первости намекнул что для улучшения работы можно купить инструмент получше: набор с трещотками, головками, удлиннителями, карданчиками и прочим. Показал мастеру какой набор будет оптимальным, стоил он 8.5к. Мастер сказал писать заявку. Ок, написал. Через 3 дня устроили дикую головомойку из-за того что девочка в отделе закупок нашла набор за 990р (хз какой) и написала докладную: такой-то такойтович заподозрен в попытке растраты бюджета предприятия, чуть ли не в сговоре с продавцами обвинили. Ну крч хрен мне а не инструмент, выговор. Советские рожковые ключи рулят. Даже за пачку пластиковых хомутов или моток изоленты приходилось расписывать талмуд на несколько страниц: почему нужно купить там, точно ли это самая низкая цена, зачем они тебе нужны, насколько они необходимы в работе, почему без них нельзя обойтись, насколько увеличится производительность труда и тд. Многие психовали и покупали за свои. А случай, послуживший поводом увольнения был таким: Перед новым годом дали задание украсить самый новый и красивый (86 года выпуска) гирляндами, ну хоть гирлянды дали, слава всему. Я прикидываю что это великолепие можно закрепить на двусторонний скотч, на весь вагон 5-6 рулонов. Подхожу к начальству, говорю: мол скотч нужен, цена вопроса 1000р, если буду писать через закупки, даже если одобрят, украшенный вагон нужно выпускать послезавтра, они не успеют. На что мне ответили "уклончиво" мол гирлянды дали, задание дали, делай, за невыполнение штраф, выговор и тд. Своей зарплаты в 15.500 а ещё и перед новым годом мне не хватало, поэтому вариант покупки за свои меня крайне не устраивал.
Ну хер с вами, кровельные саморезы отлично вошли в борта, проволока удерживала конструкцию, вагон больше напоминал мишень чем вагон, загляденье. После праздников забил отверстия чопиками, сверху жирный слой краски. В апреле краска начала трескаться, в вагоне становилось сыро, аккурат на отверстиях пошла ржавчина. Когда с администрации начали спрашивать что за безобразие, с должности на должность вела вереница указательных пальцев, которая закончилась на мне. Тогда я вылетел с треском, по статье. Бывшие коллеги рассказывали что мне очень повезло, что меня пожалели и не повесили на меня стоимость вагона.
Прошу простить за неграмотность, простой я колхозник, из лаптей недавно вылез
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности

Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.

При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.

К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.

Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.

Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Причины поломок сварочных инверторов и их устранение
Основы ремонта сварочных инверторов своими силами. Главные причины неисправностей и их проявления в работе. Порядок действий при возникновении проблем. Куда смотреть и как ремонтировать, об этом далее.
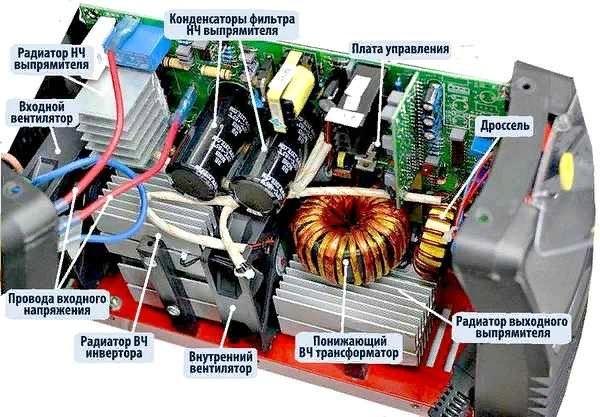
Для ремонта сварочного инвертора своими руками требуется совсем немного: некоторые познания в электротехнике, элементарные радиолюбительские навыки, обычный мультиметр и паяльник, пригодный для пайки печатных плат. Дополнительным стимулом к принятию решения о самостоятельном ремонте станет результат изучения прейскурантов сервисных предприятий, особенно если сварочный аппарат стоит меньше десяти тысяч рублей. Для того чтобы понять принцип работы и устройство сварочного инвертора, достаточно популярной литературы, которая в изобилии присутствует в интернете. Облегчает задачу и тот факт, что внутренняя компоновка и состав основных модулей у всех аппаратов бытового назначения практически одинаковы (см. рис. ниже).

Основные причины выхода из строя инверторов и их проявление
Главными причинами выхода из строя сварочных инверторов являются нарушения правил их эксплуатации. О рабочих режимах и особенностях технического обслуживания конкретного аппарата можно узнать из его паспорта, в целом приводится примерно одинаковый перечень мероприятий:
- ежедневный внешний осмотр основного блока и кабелей;
- периодическая внутренняя чистка аппарата сжатым воздухом;
- плановая проверка, зачистка, протяжка и ремонт соединений внутренних силовых контактов;
- измерение сопротивления изоляции и проверка цепей защитного заземления.
Основные факторы, воздействие которых становится причиной неисправности инвертора:
- Резкие изменения входного напряжения. Его падение ведет к нарушению стабильности и прекращению работы инвертора, то значительное превышение может вызвать выход из строя элементов входного выпрямителя.
- Минеральная пыль. Покрывает поверхности внутренних деталей аппарата и забивает ребристые поверхности радиаторов охлаждения диодов и транзисторов. Это приводит к нарушению теплового режима и может вызвать выход из строя отдельных элементов.
- Металлическая пыль и мелкая стружка. Попадает внутрь инвертора через входной вентилятор в том случае, если рядом с ним выполняются работы болгарками, шлифмашинками и пр. Может вызвать внутреннее короткое замыкание.
- Вода и повышенная влажность. Вызывает окисление проводов и контактов, может привести к короткому замыканию.
- Наружные механические повреждения. Иногда служат причиной выхода из строя органов управления и внутренних конструктивных элементов, на которых крепятся электронные компоненты.

Далее описаны основные нарушения в работе инверторов и их причины.
Нестабильность дуги, разбрызгивание металла
При значительных колебаниях входного напряжения или некорректной работе системы управления инвертора происходят скачкообразные изменения сварочного тока, что приводит к нестабильности дуги. В этом случае в первую очередь необходимо проверить напряжение сети. Если оно в норме, а колебания продолжаются, следует произвести внутреннюю диагностику инвертора.
Разбрызгивание металла при сварке, как правило, является следствием неправильного выбора тока сварки. Причиной этого может быть как человеческий фактор, так и неисправность регулятора тока или системы управления.
Инвертор не включается
У этого явления может быть несколько причин:
- плохой контакт зажима кабеля «массы»;
- слишком низкое входное напряжение;
- выключился входной автомат (причиной этого может быть внутреннее короткое замыкание);
- сработала тепловая защита.
В последнем случае необходимо дождаться остывания аппарата и попробовать включить его заново. Если защита срабатывает повторно, то инвертору требуется техобслуживание или ремонт.
Перегрев инвертора
Основной причиной перегрева инвертора является нарушение тепловых режимов из-за большого количества пыли во внутреннем пространстве аппарата. Пыль выступает в роли теплоизоляции, покрывая поверхности охлаждаемых потоком воздуха компонентов, и не позволяет нормально работать вентиляторам. При постоянном перегреве, прежде чем заводить речь о диагностике и ремонте, необходимо тщательно и очень аккуратно очистить все внутренние модули сжатым воздухом. Другой причиной перегрева инвертора является несоблюдение рекомендуемой величины параметра ПВ (продолжительность включения).

Повышенное энергопотребление
Повышенное энергопотребление на холостом ходу при нормативном значении входного напряжения сети, как правило, связано с коротким замыканием между витками одной из обмоток высокочастотного трансформатора. Внешне такая неисправность выглядит как подгорание изоляции вокруг его токоведущих частей и чаще всего сопровождается падением величины напряжения холостого хода (иногда в два-три раза). Самому снять, разобрать и осмотреть трансформатор несложно, а вот его ремонт лучше все-таки поручить тому, кто в этом хорошо разбирается.
Прикипание электрода к металлу
Если в процессе сварки электрод прикипает, скорее всего, это вызвано неправильным подбором технологических параметров и плохой подготовкой свариваемых поверхностей. Кроме того, для предупреждения такого явления все современные инверторы оснащены автоматической функцией Anti-Stick. Когда значение сварочного тока соответствует диаметру электрода и толщине свариваемого метала, а зона сварки разделана и зачищена надлежащим образом, причиной прикипания (залипания) может быть периодическое снижение напряжения как со стороны электросети, так и непосредственно в цепи сварки.
В первом случае необходимо стабилизировать сетевое питание или же использовать инвертор с возможностью работы при пониженном напряжении. Со стороны сварочной цепи должна производиться периодическая зачистка контактов и проверка их надежности. Кроме того, падение напряжение может быть вызвано применением кабелей, длина и сечение которых не соответствуют нормативным требованиям.
Невозможность регулировки тока
В первую очередь речь может идти о неисправности индикатора, отображающего величину тока. Также одна из самых распространенных причин — обрыв провода, поломка или внутренний износ потенциометра, которым задается значение сварочного тока. Если все это в порядке, то проблема может быть в неисправности системы управления инвертора. Разобраться в ней и выполнить такой ремонт может только опытный специалист.

Самопроизвольное отключение
Причинами внезапных отключений сварочного инвертора могут быть резкие скачки напряжения питающей электросети, неисправность входного автомата и срабатывание температурной защиты. В первом случае необходимо каким-либо образом стабилизировать входное напряжение или использовать аппарат, предназначенный для работы в таком диапазоне. При частом срабатывании температурной защиты необходимо произвести внутреннюю очистку от пыли и проверить соблюдение рекомендаций производителя по длительности непрерывной работы. Проверить исправность входного автомата можно без сложного ремонта, временно подключив вместо него заведомо исправное устройство.
Порядок действий при ремонте аппаратов
Выход и строя сварочного инвертора может произойти как вследствие серьезной поломки, так и по причине незначительной неисправности. Прежде чем обращаться в сервисный центр или к знакомому мастеру, имеет смысл рассмотреть вариант ремонта своими руками, особенно если у владельца есть профильное образование или радиолюбительские навыки. Инвертор следует разобрать, почистить и внимательно осмотреть изнутри, т. к. проблема может заключаться в избытке пыли или каком-либо отвалившемся проводке, и никакого серьезного ремонта на самом деле не нужно.
Если принято решение осуществить самостоятельный ремонт, то необходим следующий минимальный набор инструментов:
- Цифровой мультиметр. Самый обычный, функция «проверка диода» необязательна, т. к. все полупроводники можно проверять в режиме замера сопротивления.
- Паяльник с принадлежностями. Лучше паяльная станция, но можно обойтись паяльником с тонким жалом на 40–60 Вт.
- Отвертки, пассатижи, кусачки, пинцет.

Очень часто пишут, что для проверки состояния инверторного аппарата обязательно нужен осциллограф. Но это другой уровень знаний и навыков с другими рекомендациями по поиску неисправностей. Наши же действия по диагностике и ремонту инвертора ограничатся визуальным осмотром, прозвонкой, элементарными замерами состояния основных элементов электронной схемы инвертора и их заменой в случае неисправности. Если все это не принесет результата, то необходимо обратиться к профильным специалистам.
Порядок действий на первом этапе таков:
- Снять корпус и очистить инвертор от пыли сжатым воздухом. Давление подобрать так, чтобы не повредить печатные платы и электронные компоненты.
- Проверить состояние лопастей вентиляторов и легкость их вращения. При обнаружении проблем — заменить на новые. Проверить надежность подсоединения всех проводов и разъемов.
- Проверить подключение и состояние потенциометра регулировки сварочного тока. В случае неисправности — ремонт или замена.
- Осмотреть на предмет подгорания обмотки трансформаторов и дросселей. При наличии дефектов — демонтировать и отдать на проверку или сразу в перемотку.
- Проверить элементы силовой цепи (конденсаторы, зарядный резистор, диоды, транзисторы) на наличие повреждений внешнего корпуса. При обнаружении дефектов заменить такими же или аналогами.
- Произвести внешний осмотр печатной платы системы управления. Если есть поврежденные элементы, то аккуратно их выпаять и заменить на новые (если никогда не паяли печатные платы, то лучше этим не заниматься, а сразу обратиться к специалистам).
Если после внешнего осмотра и устранения обнаруженных неполадок инвертор не включается или работает некорректно, необходимо диагностировать отдельные цепи и силовые элементы (см. далее).
Диагностика инвертора
Проверка полупроводниковых электронных компонентов выполняется путем замера сопротивления на их выводах со сменой полярности мультиметра. В одном случае оно должно быть близко к нулю, во другом — бесконечно большим.
Перед тем как приступить к диагностике инвертора, необходимо включить последовательно с ним лампочку накаливания 100÷150 Вт, которая будет стабилизировать ток и послужит защитой от короткого замыкания. Кроме того, по свечению лампочки можно судить о рабочем состоянии конденсаторов и силовых транзисторов.
Диагностику инвертора проводим в следующей последовательности:
- Проверка силовых диодов выходного выпрямителя. Замеряем мультиметром сопротивление на выходных клеммах инвертора. В одну сторону должен быть ноль, в другую – бесконечность. Если это не так, то переходим к ремонту: определяем неисправный диод и заменяем его.
- Проверка силовых транзисторов ВЧ-преобразователя. Вначале необходимо определить тип расположения выводов транзисторов. Делаем замер на «пробой», меняя полярность между затвором и двумя другими выводами. Если в обе стороны ноль, то транзистор неисправен и подлежит замене.
- Проверка диодов НЧ-выпрямителя. Здесь диоды включены по мостовой схеме, поэтому вначале нужно определить четыре контактные точки. При нуле в обе стороны диод подлежит замене.
- При исправности всех силовых полупроводников приборов можно подсоединить инвертор к сети. При этом включенная последовательно с ним лампочка сначала вспыхнет на несколько секунд, а затем по мере заряда конденсаторов НЧ-выпрямителя начнет заметно тускнеть. Если хотя бы один из транзисторов ВЧ-преобразователя пробит, лампочка будет гореть полным накалом.
- Затем инвертор можно несколько раз включить и выключить клавишей на лицевой панели. После этого необходимо замерить напряжение холостого хода в нескольких положениях регулятора тока (оно будет несколько меньше номинального).

Перед тем как ремонтировать сварочный инвертор, его необходимо отключить от электросети. Схему с лампочкой можно использовать только на холостом ходу. Проверку аппарата под нагрузкой лучше всего производить с балластным реостатом.
Замена транзисторов
При ремонте сварочного инвертора, возможно, придется заменять транзисторы, стабилитроны, резисторы и другие электронные детали. Для этого необходимо обладать некоторыми навыками по пайке подобных изделий. При замене транзисторов (IGBT и MOSFET) необходимо помнить, что они могут выйти из строя под воздействием статического электричества. Работать с ними рекомендуется на антистатических поверхностях и в браслетах для защиты от статики. На самом деле мало кто полностью следует этим предписаниям, но знать о них все же необходимо.
Для того чтобы заменить силовой транзистор, необходимо выкрутить винт, которым он прижимается к радиатору, отделить его корпус от поверхности, а затем аккуратно выпаять. Установка нового транзистора производится в обратном порядке, перед тем как прижать его винтом к радиатору, нужно нанести на место контакта тонкий слой теплоотводящей пасты.
Ремонт выпрямителей
В составе инвертора присутствуют три выпрямителя: однополупериодный выходной и два мостовых: входной и внутреннего питания («дежурка»). Первый имеет в своем составе два диода и проверяется мультиметром через входные клеммы инвертора, а мостовые — по четырем точкам (на разъемах или плате). При ремонте выпрямителей чаще всего заменяются диоды, конденсаторы и балластные резисторы. Специальных мер предосторожности при пайке этих элементов нет, хотя при замене деталей внутреннего источника питания нужно быть предельно внимательным: они установлены на печатной плате. Диоды входного и выходного выпрямителей крепятся на радиаторы. При установке нового элемента перед фиксацией его прижимным винтом нужно обязательно воспользоваться теплоотводящей пастой.
Диагностика конденсаторов
Основные причины выхода из строя электролитических конденсаторов — это механические повреждения, значительные превышения номинального напряжения, нарушение внутренних контактов и старение. В первых двух случаях неисправности можно обнаружить визуально, при этом на торцы большинства моделей электролитических конденсаторов нанесены специальные насечки, которые приподнимаются или раскрываются при «взрыве» электролита (см. фото ниже).

Скрытые неисправности достаточно просто обнаруживаются прибором с функцией измерения емкости или же обычным мультиметром. В последнем случае предварительно разряженный конденсатор сначала показывает небольшое сопротивление, которое по мере его заряда от источника мультиметра возрастает вплоть до бесконечности. При замере на контактах неисправного конденсатора прибор показывает либо обрыв, либо какое-нибудь постоянное сопротивление.
Ремонт платы управления
Если простая диагностика мультиметром и последовавший за ней ремонт не дали нужного результата, то источником проблем, скорее всего, является плата управления. Без осциллографа здесь можно проверить только значения напряжений в обозначенных на схеме контактных точках платы, а также замерить питающие напряжения и прозвонить полупроводниковые приборы (которые, скорее всего, придется выпаивать). Кроме того, для ремонта платы управления необходимы хорошие знания радиоэлектроники и умение разбираться в схемах электронных приборов. Тому, кто не обладает такой квалификацией, остается один путь — в сервисный центр или к специалисту с хорошей репутацией.
Нам кажется, что в этой статье перечислены все возможные действия по диагностике неисправностей инвертора с использованием мультиметра. Если мы пропустили какие-то важные моменты, напишите об этом в комментариях и расскажите о своем опыте ремонта инверторного аппарата.
PS. Опытное и серийное изготовление печатных плат с гарантией, можно посмотреть по этой ссылке.
Читайте также:
- Сварочный аппарат торнадо 180 инструкция
- Восстановление целостности плети сваркой должно производиться при температуре закрепления плети сдо
- Единые нормы и расценки на сварочные работы
- На каком расстоянии от места производства сварочных работ оказывает действие световая радиация дуги
- Сварочный полуавтомат wester mig 180