Низкое напряжение холостого хода сварочного инвертора
Обновлено: 20.09.2024
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 - 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой - позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить - оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» - название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:

При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND - расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра - это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force, функция снижения напряжения VRD – они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
Вы можете посмотреть данную статью на видео:
Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.

Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.

Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.

Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм 2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
Как замерить напряжение холостого хода сварочного инвертора?
Добрый день. Подскажите, как замерить напряжение холостого хода сварочного инвертора? У меня GYSmi 161, по паспорту 75 вольт.. но что-то берут смутные сомнения. За ранее спасибо.
Осциллографом. Или приборами, измеряющими методом True RMS.
А это что такое? А осцилографом чё куда совать?
Да какие там ТруЭРМэЭсы, какие осциллографы? Тыкние обычный тестер китайский да померяйте постоянку. Делов то. Это ж не генератор СВЧ, а всего-навсего источник ПОСТОЯННОГО тока. А присутствующие на его выходе всплески и неравномерность выходного напряжения - следствие недостаточно полного сглаживания (фильтрации).
Правда, некоторые инверторы на холостом могут в целях безопасности понижать напряжение. Но это явно не Ваш случай.
moskow написал :
А осцилографом чё куда совать?moskow написал :
как замерить напряжение холостого хода сварочного инвертора?
Один щуп прибора на выходную клемму "+", второй, соответственно - на "-".
Константин М написал :
Тыкние обычный тестер китайский да померяйте постоянку.
А лучше несколько "обычных" (т.е. дешевых) китайских тестеров - все покажут разное напряжение.
Всем большое спасибо!
Константин М написал :
Тыкние обычный тестер китайский да померяйте
Только ничему не удивляйтесь!
avaks написал :
Только ничему не удивляйтесь!
Действителльно удивился, замерял китайским тестером показывает от 75 до 90, такие показатели у PICO 162, так он на порядок выше.
Ну вот, Moskow, Вы и узнали напряжение холостого хода своего инвертора.
А Вы думали - там строгая прямая?
А если бы Вы воспользовались осциллографом, то ещё больше бы удивились.
Ну увидели Вы там какую нибудь кривулину, и что дальше? Как трактовать?
И, что главное, ЗАЧЕМ?
Затем, штоб узнать, что в инверторной сварочной технике напряжение хх не такой важный параметр, как у трансформатора. Может быть его даже и почти нет хх, скажем какие- нибудь 10В дежурной напруги. а динамические свойства, продуманные законы управления, позволяют свободно жечь УОНю, а сварочнег с 80В нифига вапще не жгет этой УОНей.
Константин М ХХ в инвертерах основной показатель возможности использовать разные электроды в работе. При низком ХХ вы замучаетесь работать с УОНИ. На своем САИ я смотрел осцилографом. Чистейшая постоянка.
купил ARC 209B посмотрел осциллографом на выходных ключах,а там меандр и не меняется при регулировке тока правда на холостом ходу-так и должно быть?мб блокировка потоку нагрузки? варить пока не могу тк в гор квартире,
всезнайка написал:
купил ARC 209B посмотрел осциллографом на выходных ключах,а там меандр и не меняется при регулировке тока правда на холостом ходу-так и должно быть?мб блокировка потоку нагрузки? варить пока не могу тк в гор квартире,
всезнайка , Это наверное Сварог с бсн? Вот осцилограф и показывает бсн. Я измерял бытовым мультиметром, а накрузку делал из расствора чайной ложки соли в поллитровой баночке и двух металических пластин.
Низкое напряжение холостого хода сварочного инвертора


Часовой пояс: UTC + 3 часа
проблема со сварочным инвертором
Сварочный инвертор ISG-1000/1 Einhell имеет напряжение холостого хода ХХ= 88V. При сварке напряжение дуги резко падает до 0 и аппарат только искрит, но ээтого тока недостаточно для сварки даже 1мм стали.
В каком месте искать поломку?
И еще – аппарат поломался после длительной нагрузки электродом диаметром 4 мм, который был непредусмотре н для сварки этим аппаратом (завышенная нагрузка/завышенные токи).
Проверил выходной мост и силовые транзисторы – рабочие, КЗ нет и открываются при тестах. Может проблема с ОС?
Помогите решить проблему. Буду очень благодарен за схему.
Сила тока не зависит от электрода,(тоесть установив более толстый электрод ток не превысит максимальный) А вот процент включения превысить могли.
Ну. а как тестировали? Бывают случаи когда выходные диоды начинают "глючить" только под нагрузкой. и ШИМ уменьшает заполнение (у меня такое было на самодельном инверторе)
Мультиметром найти эту неисправность невозможно.
_________________
Раз reset, два reset - полyчи на диске bad !
Тpанзистоp p-n-p. Plug-n-Play ?
У кого что сбоит, тот о том и говорит.
Большое спасибо Вам за ответ. В этом инверторе обнаружил перегоревшие дорожки, но перегоревших транзисторов нет. Подскажите, что вообще делать в этой ситуации? Можно ли отремонтировать или, имеет смысл, просто купить новые диоды, или раскачивающие транзисторы?
Очень прошу помочь советом.
Очень благодарен.
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
Еще раз большое спасибо за ответ.Подскажите, пожалуйста, Вы имеете ввиду входной диодный мост, выпрямляющий сетевое напряжение до 300V, или же Вы говорите о диодах, выпрямляющих импульсное напряжение (ШИМ), выходящее с ферритного трансформатора? Если можете, укажите подробности. Может тут завязана проблема с высоковольтным драйвером L 6386? Потому что в моем опыте я сталкивался с тем, что одно плечо было просто заглушено (отсутствовали какие-либо импульсы).
Не считаете ли Вы, что фильтр конденсатора потерял емкость? Могу ли я сделать какую-либо нагрузку на выходной цепи инвертора без потерь для того, чтобы измерять напряжение под нагрузкой? То есть на выходе, к примеру, подключить спираль или кварцевую лампу, чтобы спокойно измерять напряжение? Боюсь дожечь аппарат.
БОльшое спасибо.
И буду очень благодарен если сбросите, или дадите ссылку на электрическую схему.
Еще раз сердечно благодарю.
Компэл стал дистрибьютором компании POWER FLASH, производящей широкий спектр популярных батареек. POWER FLASH производит солевые и щелочные (алкалиновые) цилиндрические батарейки, а также серию литий-диоксидмарганцевых батареек. POWER FLASH выступает OEM-производителем для крупных японских и европейских производителей батареек. Батарейки POWER FLASH предназначены для самого широкого спектра применений – от бытового до промышленного.
Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.
а как ты понял что при касании щупом он начал работать исправно ?
одна с отрицательным смещением а другая без.у тебя или осцик не настроен или неправильной формы сигнал.мне кажеться что проблема в задатчике.
Подскажите, пожалуйста, как и чем заменить микросхему L6386 с переделкой управления. У меня есть много поломанных блоков питания АТХ. Как вы думаете, можно ли целиком поставить туда их трансформаторы предраскачки (те, что идут на затворы)?
У меня поломался Einhell Invertor ISG 1000-1, но хочу обойти микросхемы любым способом.
Купил IR 2112, но она оказалась нерабочая, или сразу сгорела в панельке. Или может можно адаптировать какой-нибудь контроллер PWM для получения штыковой характеристики, т.е. для сварки штучным электродом. Ответ лучше обнародуйтв на сайте и дайте мне сноску.
И еще - при замыкании электрода на станину ( деталь), напряжение питания микросхем падает до 0, и слышно как у вентилятора падают обороты и что-то щелкает – видимо защита. Как вы думаете что вышло из строя?
Если это транзисторы, то имеет смысл меня все 6?(у меня их 6) Или только те, которые вышли из строя? И как проверить?
Устройство ограничения напряжения холостого хода сварочного трансформатора
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике.
Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Применение сварочных аппаратов с низким напряжением вторичной цепи приведёт к неустойчивому зажиганию сварочной дуги, длительность времени зажигания не менее 20 мсек - не ниже времени соприкосновения сварочного электрода с изделием. Практически все заводские сварочные трансформаторы имеют напряжение холостого хода в пределах 80 вольт и рабочее напряжение в 36-46 вольт переменного тока при максимальном токе сварочной дуги.
Использование стационарных устройств по снижению напряжения холостого хода сварочных аппаратов в переносном варианте невозможно по ряду причин : большие габариты и вес, обязательное вторичное заземление, сбои в работе от нечёткого включения при применении релейной коммутации.
Цели устройства:
Снизить вторичное напряжение сварочного аппарата возможно простыми методами:
1. Установить в первичную цепь резистор – реостат с плавной регулировкой сопротивления. Недостаток такого устройства – большие габариты и потери электроэнергии на нагрев сопротивления, невозможность автоматически поддерживать напряжение вторичной цепи в заданных приделах.
2. Избавиться от тепловых потерь можно вторым методом - питанием первичной обмотки через разделительный конденсатор, недостаток такого включения состоит в том, что при определённых условиях создаётся резонанс напряжений и их почти двукратный рост на конденсаторе и обмотках трансформатора.
Это может привести к выходу из строя этих элементов и даже возгоранию.
3.Третий способ снижения напряжения холостого хода прост по реализации, но требует дополнительных затрат на выполнение схемы ограничения холостого хода сварочного аппарата, позволяет поддерживать вторичное напряжение на безопасном уровне сколько угодно длительное время, автоматически, почти мгновенно, зажигает дугу при любом состоянии поверхности свариваемого металла.
Цели использования устройства:
1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях
2) снижение напряжения сварочной цепи до допустимых пределов
3) ограничение загрузки электросети токами холостого хода
4) понижение температуры сварочного трансформатора при работе
5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги
6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
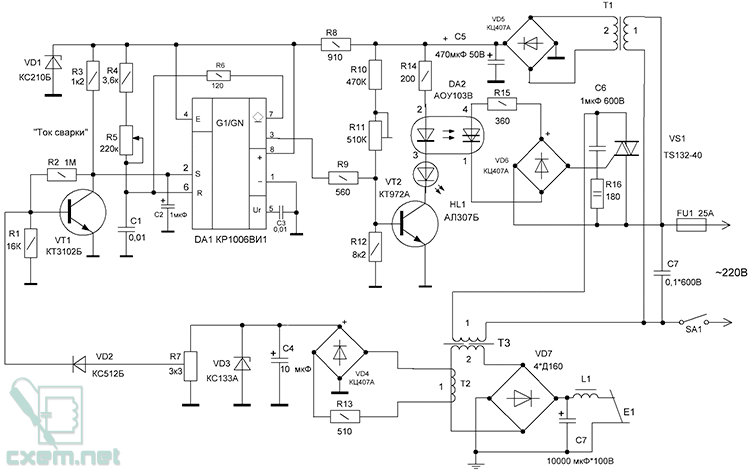
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7.
В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока.
Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3. Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень.
Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8.
Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Радиодетали в схеме установлены заводского исполнения: резисторы МЛТ -0,125 или С-29 -0,12, резистор R16 мощностью не менее двух ватт. Конденсаторы типа КМ и К50. Транзисторы обратной проводимости с коэффициентом усиления не менее В -100 типа КТ315 и КТ815Б соответственно со схемой. Вместо таймера DA1 можно установить аналог серии 555 или 7555.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации. Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература:
1.С.Замковой. Ограничитель напряжения сварочного трансформатора. "Радио" №8,1984 г. стр.55-56.
Читайте также: