Низколегированные теплоустойчивые стали сварка
Обновлено: 04.10.2024
Легированная сталь содержит специальные легированные элементы, служащие для обеспечения материалу заданных свойств, и до 0.5% углерода. В зависимости от процентного состава легированных компонентов легированные стали делятся на виды:
- от 10% — высоколегированные;
- 2.5-10% — среднелегированные;
- до 2.5% — низколегированные.
Маркируют стали буквами (название легирующего элемента) и цифрами (среднее процентное содержание). Цифра за буквой не ставится, если содержание компонента менее 1%.
Виды низколегированной стали
Конструкционные низколегированные стали классифицируются:
- низкоуглеродистые (до 0.25% углерода);
- среднеуглеродистые (0.2-0.45%);
- теплоустойчивые.
Типы низкоуглеродистых сталей представлены в таблице.
| Наименование | Примеры маркировки |
| Хромокремненикельмедистые | 10ХСНД, 15ХСНД |
| Хромокремнемарганцовистые | 14ХГС |
| Марганцовоазотнованадиевые | 14Г2АФ |
| Кремнемарганцовистые | 14ГС, 10Г2С1, 09Г2С |
| Марганцовистые | 14Г2, 14Г |
Среднеуглеродистые марки (35ХМ, 18Г2АФ, 17ГС) содержат более 0.25% углерода и применяются после проведения термообработки.
Теплоустойчивые металлы при работе в районе высоких температур имеют повышенную прочность. Находят применение в изготовлении металлических элементов энергетических устройств.
Ввиду более высокой прочности низколегированных сталей (по сравнению с углеродистыми конструкционными) их применение при производстве сварных конструкций снижает вес и экономит металл.
Благодаря этим свойствам, материалы применяют в вагоно- и судостроении, строительстве и других областях промышленности.
Особенности процесса
Низколегированная сталь – материал, относящийся к группе удовлетворительно свариваемых металлов, которые соединяются почти всеми видами сварки.
Сварка низколегированной стали выполняется труднее низкоуглеродистой конструкционной. Она более чувствительна к тепловым воздействиям. Следует учитывать, что содержание в материале более 0.25% углерода может привести к формированию закалочных структур и трещин в шве, а выгорание углерода — к образованию пор.
Во избежание формирования закалочных мартенситных структур деталь подогревают, применяют многослойную сварку с соблюдением между наложением слоев металла в шов минимального интервала времени. Материал покрытых электродов выбирается с низким содержанием фосфора, углерода и серы. Это способствует увеличению стойкости шва против кристаллизационных трещин.
Соединение хромокремнемарганцовистых сталей
При проведении газовой сварки хром и кремний частично выгорают, что приводит к формированию оксидов, шлаков и непроваров в соединении. Чтобы избежать окисления легирующих добавок, работа выполняется нормальным пламенем, мощность которого подбирается из соотношения 75-100 дм 3 /ч ацетилена на 1 мм толщины свариваемого материала. Марки присадочной проволоки:
- низкоуглеродистая Св-08 или Св-08А – для неответственных конструкций;
- легированная Св-19ХМА, Св-13ХМА, Св-10ХГС, Св-18ХГСА – для соединения ответственных объектов.
Рабочий процесс ведется в один слой без перерывов. Пламя горелки на одном месте не задерживается во избежание перегрева металла сварочной ванны. Чтобы свести к минимуму коробление, шов формируется от середины к краям и обратно. Во избежание трещин свариваемый элемент охлаждают медленно.
Ответственные детали закаляют при температуре 500-650°С, с выдержкой и последующим нагревом до 880°С. Охлаждают в масле. Затем отпускают с нагревом до 400-600° и охлаждением в горячей воде.
Сварка конструкционных низколегированных сталей
Механические свойства этих металлов выше, чем низкоуглеродистых. Содержание кремния в пределах 1-1.1% способствует улучшению прочности и упругости материала. При его повышении в сварном шве увеличивается количество неметаллических включений, что затрудняет сварочный процесс. Марганец от 1.6 до 1.8%, усиливает способность материала к закалке, но технологически усложняет процесс работы. Повышенное содержание молибдена, хрома, ванадия негативно влияет на свариваемость.
Стали, склонные к закалке, сваривают:
- на мягком режиме без термообработки (или в печи);
- на жестком режиме с термообработкой в точечной машине.
Сила тока при работе с низколегированными материалами рекомендуется на 10-15% ниже, чем при сварке малоуглеродистой стали. Давление на электроды – выше на 10-50%.
Сварка производится теми же методами, что и низкоуглеродистой стали – дуговым, газовым и контактным. Ручная сварка выполняется электродами типа Э-50А, которые обеспечат шов с механическими свойствами, аналогичными основному металлу.
Соединение сталей 09Г2С, 10Г2С1, 10Г2С1Д
Отличительным качеством марок низколегированных низкоуглеродистых сталей 09Г2С и 10Г2С1 является отсутствие склонности к перегреву и образованию закалочных структур. Работа проводится при любом тепловом режиме с соблюдением технологии процесса для низкоуглеродистых сталей. Обеспечение равнопрочности сварного шва достигается электродами Э50А, Э46А. Прочность и твердость околошовной зоны такая же, как у основного металла.
Марка 10Г2С1Д является низколегированной конструкционной сталью для сварных изделий. При сварке без ограничений процесс выполняется без подогрева и термообработки. Ограниченная свариваемость стали требует подогрева до 100-120° и термообработки. Трудносвариваемый материал требует дополнительных действий: подогрева при сварке до 200-300° и отжига после сварки.
Лучший способ сварки низколегированной стали
Наиболее приемлемым способом сварки низколегированной стали является ручная дуговая сварка. Методика процесса подобна сварке низкоуглеродистых сталей. Эти материалы содержат не более 0.25% углерода, обладают хорошей свариваемостью при любой толщине соединяемых деталей и температуре воздуха.
- универсальность;
- простота;
- возможность сварки в любом положении в пространстве и труднодоступном месте.
Технология
Ручная дуговая сварка – наиболее распространенный метод соединения материалов сварочных конструкций, при котором вручную:
Работа проводится покрытыми электродами. Способ заключается в горении сварочной дуги с электрода на свариваемый предмет. Кромки изделия оплавляются, металл электродного стержня и покрытие электрода расплавляются. Основной металл и материал электрода кристаллизуются, образуя сварной шов.

Схема ручной дуговой сварки покрытыми электродами
Используемые электроды и оборудование
Марка и тип выбираются с учетом:
Типы электродов металлических покрытых для ручной дуговой сварки низколегированных сталей прописаны в ГОСТ 9467-75.
Информация об электродах для сварки низколегированных конструкционных сталей представлена в таблице.
| Марки электродов | Дополнительные сведения о сталях |
| Э50, Э46, Э42, Э38 | Временное сопротивление разрыву – до 50 кгс/мм |
| Э50А, Э46А, Э42А | Повышенные требования по ударной вязкости и пластичности |
| Э60, Э55 | Временное сопротивление разрыву от 50-60 кгс/мм |
Требования к электродам:
- обеспечение их равнопрочности с основным материалом;
- отсутствие дефектов в сварных соединениях;
- обеспечение стойкости швов в разных условиях эксплуатации;
- получение требуемого химического состава металла шва.
Процесс сварки
- Зажигание сварочной дуги (создание короткого замыкания цепи способом прикосновения кончика электрода к изделию).
- Образование ванны расплавленного металла, смешивание присадочного и основного материалов до формирования однородного сплава.
- Поддержка нужной длины дуги.
- Заварка кратера.
- Формирование сварного шва с помощью угла наклона электрода и изделия.
Особенности сварки и наплавки углеродистых и легированных сталей
Сварка и наплавка среднеуглеродистых и низколегированных сталей
Содержание углерода выше 0,2% приводит к возрастанию закаливающих свойств стали, а также к возникновению закалочных трещин и остаточных напряжений. Чтобы избежать этих дефектов, сварку выполняют не допуская появления пор, подрезов, с плавными переходами от изделия к поверхности наплавленного слоя. Нельзя применять прихватки, которые потом полностью не завариваются, а также подваривать дефекты короткими швами менее 100 мм. Многослойную сварку или наплавку ведут так, чтобы при наложении последующего слоя предыдущий не успевал охладиться до температуры ниже 200 °C. Сталь, легко подающуюся закалке, перед сваркой подогревают до температуры 200—250 °C, то же выполняют при сварке на морозе. Углеродистые и низколегированные стали сваривают и наплавляют преимущественно электродами типов Э-42 и Э-46 с рутиловым покрытием. При сварке конструкционных сталей наилучшее качество сварки дают электроды типа Э-42А с фтористокальциевыми покрытиями УОНИ-13, ОЗС-2.
Для наплавки быстроизнашивающихся поверхностей, работающих в абразивной среде, а также там, где требуется повышенная твердость, лучше применять электроды типа Т-590, Т-620 и др. Без термической обработки они позволяют получать менее пластичный металл шва, но с твердостью HRC 56-62.
Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей могут быть выбраны по графику (рис. 1) в зависимости от диаметра электрода и толщины свариваемого металла. При выполнении потолочных и вертикальных швов применяют электроды диаметром не более 4 мм и силу сварочного тока уменьшают на 10—20%.
Детали, имеющие цементированные поверхности с высокой твердостью (кулачки распределительных валов, тарелки толкателей и др.), наплавляют электродами ОЗН-400 и ЦП-4. При этом твердость слоя достигает 45-55 HRC без термической обработки. Перед наплавкой с кулачков распределительных валов снимают наждачным кругом верхний, имеющий наклеп, слой металла толщиной 1—2 мм. При наплавке вал частично погружают в воду, чтобы уменьшить коробление и избежать нарушения термической обработки участков, расположенных близко к зоне сварки. Так же наплавляют тарелки толкателей клапанов.
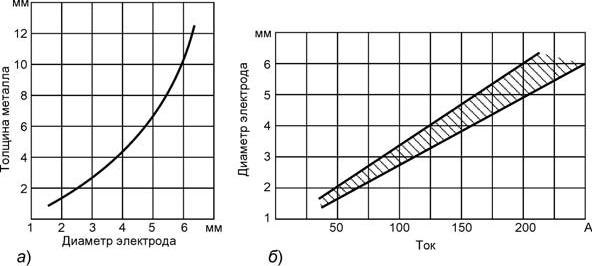
Рис. 1. Графики выбора режима сварки и наплавки: а — график выбора диаметра электродов; б — график выбора силы сварочного тока
Сварка среднелегированных сталей
Среднелегированные стали (ГОСТ 4543—71) обладают высоким значением временного сопротивления разрыву (600—2000 МПа) и высокой стойкостью против перехода в хрупкое состояние. Поэтому их применяют для конструкций, работающих при низких или высоких температурах, при ударных или знакопеременных нагрузках, в агрессивных средах и для других тяжелых условий.
Среднелегированные стали (20ХГСА, 25ХГСА, 30ХГСНА, 30ХН2МФА), чувствительны к нагреву, при сварке они могут закаливаться; перегреваясь, образовывать холодные трещины, что затрудняет их сварку.
Чем выше содержание углерода и легирующих примесей и чем толще металл, тем хуже свариваемость этих сталей.
Такие стали свариваются покрытыми электродами с основным покрытием на постоянном токе с обратной полярностью, швы выполняются многослойными каскадным и блочным способами.
Технология должна предусматривать низкие скорости сварки и охлаждение металла шва. Существенно способствует предупреждению трещин в металле повышение его температуры выше 150 °C. Длина ступени каскадной сварки должна выбираться из расчета указанного разогрева металла предыдущего слоя шва. Обычно длина ступени сварки составляет 150—200 мм.
Сварка легированных теплоустойчивых сталей
Теплоустойчивые стали по микроконструкции подразделяются на стали перлитного класса (12МХ, 12XIMIФ, 20XIMIФITP и др.) и стали мартенситного класса.
Все теплоустойчивые легированные стали поставляются потребителю после термической обработки (закалка, термический отпуск, отжиг). Если рабочая температура изделий из сталей (трубы паронагревателей, детали газовых турбин, трубы печей нефтезаводов и др.) не превышает 600 °C, то они изготовляются из высоколегированных жаростойких и жаропрочных сталей.
Технологией сварки легированных теплоустойчивых сталей любой марки предусматривается предварительный или сопутствующий местный или общий подогрев свариваемого изделия, который обеспечивает структурную однородность метала шва с основным металлом и термическую обработку сварного изделия.
Химическая однородность металла шва с основным металлом нужна для исключения диффузионных явлений, которые могут произойти при высоких температурах во время эксплуатации сварных изделий, так как перемещения химических элементов в процессе диффузии приводят к снижению длительности эксплуатации изделий.
С помощью термической обработки удается улучшить во всем сварном изделии микроструктуру металла. Но для повышения длительности работы изделий нужно правильно выбрать и осуществить режим термической обработки. Лучшая термическая обработка сварных изделий из легированной стали — закалка и высокий отпуск. На практике применяют только высокий отпуск или отжиг с нагревом до температуры около 780 °C.
Необходимый нагрев свариваемого изделия, а также термическая обработка производятся, как правило индукционным методом, током промышленной или повышенной частоты. Время выдержки при отпуске берется из расчета 4—5 мин/мм толщины стенки. Охлаждение сварного изделия до температуры предварительного подогрева (200—450 °C) должно быть медленным.
Сварку теплоустойчивых легированных сталей покрытыми электродами производят на тех же режимах, что и сварку низколегированных конструкционных. Сварку корневого шва выполняют электродами диаметром 2—3 мм.
Техника сварки теплоустойчивых сталей аналогична технике сварки низкоуглеродистых сталей. Многослойную сварку выполняют каскадным способом без охлаждения каждого выполненного слоя шва.
Сварка термически упрочненных сталей
Термической обработкой повышают механические свойства как легированных конструкционных, так и теплоустойчивых, жаропрочных и других сталей, например, 10Г2С1, 09Г2С, 14Г2, 15ХСНД, 12Г2СМФ, 15XГ2СФР, 15Г2CФ, 15Г2АФ, 15ХГСА и др.
При содержании углерода более 0,12% термоупрочненные стали в процессе сварки образуют закалочные микроструктуры в зоне термического влияния, а также разупрочнение металла, если сварное соединение не подвергается после сварки термической обработке. Изменение твердости сварного соединения термически упрочненной стали показано в виде графика на рис. 2
Из рис. 2 видно, что зона термического влияния при сварке упрочненной стали, склонной при сварке к закалке, разделяется на следующие части:
- неполного расплавления (микроучасток интенсивной диффузии и химической неоднородности части оплавленных зерен основного металла);
- закалки и перегрева с температурой нагрева 920—950 °C;
- неполной закалки с температурой нагрева 720—920 °C;
- участок разупрочнения с температурой нагрева ниже 720 °C.
На участке закалки твердость металла будет максимальной, на участке неполной закалки твердость снижена. Самая низкая твердость по сравнения с другими участками, а также с основным металлом будет на участке разупрочнения.
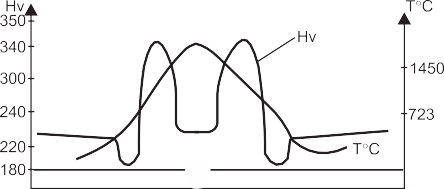
Рис. 2. Характер распределения твердости термически упрочненных сталей после выполнения сварки: О.М. — основной металл; М.Ш. — металл сварочного шва; 1 — участок неполного расплавления; 2 — микроучасток неоднородности; 3 — участок закалки, неполной закалки, отпуска; 4 — участок разупрочнения
Участок разупрочнения — самое слабое место сварного соединения при работе его на статическую нагрузку. Ширина участка разупрочнения влияет на работоспособность сварного соединения, она будет тем выше, чем меньше ширина этого участка. Ширина участка разупрочнения зависит от скорости охлаждения.
Для снижения ширины разупрочненного металла, как и всей зоны термического влияния, следует применять режимы сварки с низкой погонной тепловой энергией.
Сварка высокомарганцовистых сталей
Сталь марки Г-13 содержит около 1,5% углерода и 13% марганца, имеет высокую твердость и стойкость против истирания. Из этой стали изготавливают звенья гусениц тракторов, зубья ковшей экскаваторов и другие детали, работающие в условиях интенсивного абразивного износа. В стали, нагретой до температуры выше 1200 °C, при медленном охлаждении выделяются карбиды марганца, отчего она становится хрупкой и в ней образуются трещины.
При сварке этой стали необходимо создавать как можно меньшую зону нагрева и быстро охлаждать шов. Сварку и наплавку этих сталей следует выполнять уширенными валиками и короткими участками, каждый валик охлаждать водой.
Механизированная сварка низкоуглеродистых и низколегированных сталей в среде защитных газов и самозащитной проволокой
Благодаря таким преимуществам, как высокая производительность, легкость транспортирования защитной среды в плавильное пространство, отсутствие шлаковой корки, снижение ширины зоны термического влияния и сварочных деформаций, возможность сварки во всех пространственных положениях, наблюдения за дугой и управления ею, полуавтоматическая сварка в среде защитных газов полностью вытеснила полуавтоматическую сварку под флюсом и стала доминирующим процессом среди механизированных процессов сварки при изготовлении металлоконструкций ответственного и особо ответственного назначения.
Сварка в среде защитных газов плавящимся электродом, как и самозащитной проволокой, выполняется на постоянном токе обратной полярности, так как этот параметр обеспечивает наибольшую стабильность горения дуги.
Наибольшее распространение для защиты плавильного пространства благодаря своей дешевизне получил углекислый газ; параметры режима сварки в среде СО2 приведены в табл. 11—18.
Таблица 11. Рекомендуемые соотношения между диаметром электрода, током и напряжением дуги и вылетом электрода
Таблица 12. Параметры режима сварки тонкостенного металла
Примечание. При использовании сварочной проволоки диаметром 0,5 мм параметры режима уменьшить на 25 %.
Таблица 13. Параметры режима механизированной сварки в СО2 стыковых соединений без скоса кромок
Таблица 14. Параметры режима механизированной сварки сталей в углекислом газе стыковых соединений (двухсторонние швы)
Примечание. 1. Сварка выполняется проволокой диаметром 2 мм.
2. В числителе — режимы для первого прохода и подварочного шва
Таблица 15. Параметры режима автоматической и полуавтоматической сварки в углекислом газе сплошной проволокой угловых соединений
Таблица 16. Параметры режима механизированной сварки сталей в углекислом газе тавровых соединений без скоса кромок (двухсторонние и односторонние швы)
Таблица 17. Параметры режима сварки электрозаклепками в углекислом газе с проплавлением верхнего элемента
Таблица 18. Параметры режима сварки в СО2 стыковых соединений с принудительным формированием сварного шва
Примечание. 1. Положение шва — вертикальное.
2. Расход СО2 18…20 л/мин.
Однако эта технология имеет один существенный недостаток — повышенное разбрызгивание, вследствие чего возрастают трудозатраты на очищение шва и околошовной зоны.
Поскольку получить струйный перенос металла при сварке в СО2 невозможно, с разбрызгиванием борются несколькими способами: сварку ведут стандартными проволоками в газовой смеси СО2 + О2; при этом достигается получение мелкокапельного переноса металла, и разбрызгивание уменьшается (параметры режима приведены в табл. 19—22).
Таблица 19. Параметры режима механизированной сварки стыковых соединений в СО2, СО2+ О2, Ar + 25 % CO2 проволокой Св-08Г2С в нижнем положении
Таблица 20. Параметры режима сварки стыковых и угловых швов проволокой Св-08Г2С в смеси 70%Ar+25%CO2+5%O2 в нижнем положении
Низколегированные теплоустойчивые стали сварка
ТЕХНОЛОГИЯ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
СВАРКА ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ
Теплоустойчивыми называют стали, длительно работающие при температуре до 600 °С. К ним относятся перлитные низколегированные хромомолибденовые стали 12МХ, 12ХМ, 15ХМ, 20ХМЛ, работающие при температуре 450. 550 °С и хромомолибденованадиевые стали 12Х1МФ, 15Х1М1Ф, 20МФЛ, работающие при температуре 550. 600 °С в течение 100 000 ч (10 лет). Они дешевы и технологичны, из них делают отливки, прокат, поковки для изготовления сварных конструкций: турбин, паропроводов, котлов и т.п.
Теплоустойчивость сварных соединений оценивают отношением длительной прочности металла соединения и основного металла - коэффициентом теплоустойчивости.
Чтобы работать при высоких температурах, стали должны обладать жаростойкостью, длительной прочностью, стабильностью свойств во времени и сопротивлением ползучести: их пластическая деформация при постоянной нагрузке с течением времени должна возрастать незначительно. Все это достигается введением в состав сталей 0,5. 2,0% хрома, 0,2. 1,0 % молибдена, 0,1 . 0,3 % ванадия и — иногда — небольших добавок редкоземельных элементов. Хорошее сочетание механических свойств изделий из теплоустойчивых сталей достигается термообработкой: нормализацией или закалкой с последующим высокотемпературным отпуском. Это обеспечивает мелкозернистую структуру, состоящую из дисперсной ферритокарбидной смеси. После 100000 ч работы обработанная таким образом сталь 15ХМ имеет прочность 260 МПа (26,5 кгс/мм2) при температуре 450 °С и 62 МПа (6,3 кгс/мм2) при температуре 550 °С, а сталь 12X1МФ - 154 МПа (15,7 кгс/мм2) при температуре 500 °С и 58 МПа (5,9 кгс/мм2) при температуре 580 °С.
Физическая свариваемость теплоустойчивых сталей, определяемая отношением металла к плавлению, металлургической обработке и к последующей кристаллизации шва не вызывает затруднений. Современные сварочные материалы и технология сварки обеспечивают требуемые свойства и стойкость металла шва против горячих трещин. Однако сварные соединения склонны к холодным трещинам и к разупрочнению металла в ЗТВ - зоне термического влияния. Поэтому нужно применять сопутствующий сварке местный или предварительный общий подогрев изделия. Это уменьшает разницу температур в
зоне сварки и на периферийных участках, что снижает напряжения в металле. Уменьшается скорость охлаждения металла после сварки больше аустенита превращается в мартенсит при высокой температуре, когда металл пластичен. Напряжения, возникающие из-за разницы объемов этих фаз, будут меньше, вероятность образования холодных трещин снизится. Применяя подогрев, нужно учитывать, что излишне высокая температура приводит к образованию грубой ферритно-перлитной структуры, не обеспечивающей необходимую длительную прочность и ударную вязкость сварных соединений. Уменьшить опасность возникновения холодных трещин можно, производя отпуск деталей, выдерживая их при температуре 150. 200 °С сразу после сварки в течение нескольких часов. За это время завершится превращение остаточного аустенита в мартенсит и удалится из металла большая часть растворенного в нем водорода.
Разупрочнение теплоустойчивых сталей в ЗТВ зависит также от параметров режима сварки. Повышение погонной энергии сварки увеличивает мягкую разупрочняющую прослойку в ЗТВ, которая может быть причиной разрушения жестких сварных соединений при эксплуатации, особенно при изгибающих нагрузках. Основные способы сварки конструкций из теплоустойчивых сталей - это дуговая и контактная стыковая. Последнюю используют для сварки стыковых соединений труб нагревательных котлов в условиях завода.
Дуговую сварку производят электродами с покрытием, в защитных газах и под флюсом. Подготовку кромок деталей при всех способах дуговой сварки производят механической обработкой. Допускается применение кислородной или плазменной резки с последующим удалением слоя поврежденного металла толщиной не менее 2 мм.
Дуговую сварку производят при температуре окружающего воздуха не ниже 0 °С с предварительным и сопутствующим сварке местным или общим подогревом. Температура подогрева зависит от марки стали и толщины свариваемых кромок. Хромомолибденовые стали при толщине кромок до 10 мм, а хромомолибденованадиевые - до 6 мм можно сваривать без подогрева. Сталь 15ХМ, например, толщиной 10. 30 мм надо подогревать до температуры 150. 200 °С, а больше 30 мм - до температуры 200. 250 °С. До 250. 300 °С подогревают сталь 12Х1МФ толщиной 6. 30 мм, а свыше 30 мм требуется ее подогрев до температуры 300. 350 °С. При многопроходной автоматической сварке под флюсом минимальную температуру подогрева можно снижать на 50 °С. Аргонодуговую сварку корневого шва стыков труб выполняют без подогрева.
После сварки производят местный отпуск сварных соединений или общий отпуск всей сварной конструкции. Хромомолибденовые стали нагревают при отпуске до температуры 670. 700 °С с выдержкой при этой температуре 1 . 3 ч в зависимости от толщины сваренных кромок,
хромомолибденованадиевые - до температуры 740. 760 °С с выдержкой 2. 10 ч. Чем больше в стали хрома, молибдена, ванадия, тем больше должны быть температура и время отпуска. Отпуск стабилизирует структуру и механические свойства соединений, снижает остаточные напряжения, однако он не позволяет полностью выровнять структуру и устранить разупрочненную прослойку в ЗТВ.
Ручную дуговую сварку теплоустойчивых сталей ведут электродами из малоуглеродистой сварочной проволоки с основным (фтористо-кальциевым) покрытием, через которое вводят в шов легирующие элементы. Этот тип покрытия хорошо раскисляет металл шва, обеспечивает малое содержание в нем водорода и неметаллических включений, надежно защищает от азота воздуха. Это позволяет получать высокую прочность и пластичность шва. Однако для электродов с таким покрытием характерна повышенная склонность к образованию пор при удлинении дуги, наличии ржавчины на поверхности свариваемых кромок и при небольшом увлажнении покрытия. Поэтому нужно сваривать предельно короткой дугой, тщательно очищать кромки и сушить электроды перед их применением при температуре 80. 100 °С. Хромомолибденовые стали сваривают электродами типа Э-09Х1М (ГОСТ 9467-75) марки ЦУ-2ХМ диаметром 3 мм и более, а также ЦЛ-38 диаметром 2,5 мм, хромомолибденованадиевые - электродами типа Э-09Х1МФ марок ЦЛ-39 диаметром 2,5 мм, ЦЛ-20, ЦЛ-45 диаметром 3 мм и более. Сварку ведут на постоянном токе обратной полярности узкими валиками без поперечных колебаний электрода с тщательной заваркой кратера перед обрывом дуги. Когда подогрев свариваемых изделий и их термообработка после сварки невозможны или если необходимо сваривать перлитные теплоустойчивые стали с аустенитными, допускается использование электродов на никелевой основе марки ЦТ 36 или проволоки Св 08Н60Г8М7Т при аргонодуговой сварке.
Теплоустойчивые стали сваривают дуговой сваркой плавящимся электродом в углекислом газе и вольфрамовым электродом в аргоне. Сварку в С02 из-за опасности шлаковых включений между слоями используют обычно для однопроходных швов и для заварки дефектов литья. Сварку ведут на постоянном токе обратной полярности с присадочной проволокой (ГОСТ 2246-70) Св 08ХГСМА для хромомолибденовых сталей или Св 08ХГСМФА для хромомолибденованадиевых сталей. Для проволоки диаметром 1,6 мм сила сварочного тока 140. 200 А при напряжении дуги 20. 22 В, а диаметром 2 мм 280. 340 А при 26. 28 В.
Ручная аргонодуговая сварка используется для выполнения корневого шва при многопроходной сварке стыков труб. Автоматической сваркой в аргоне сваривают неповоротные стыки паропроводов в условиях монтажа. При аргонодуговой сварке хромомолибденовых сталей.
Автоматическую дуговую сварку под флюсом используют на поворотных стыках трубопроводов, коллекторов котлов, корпусов аппаратов химической промышленности и других изделиях с толщиной стенки 20 мм и более. Применяют низкоактивные по кремнию и марганцу флюсы ФУ-11, ФУ-16, ФУ-22. Этим достигается стабильность содержания Si и Мп в многослойных швах и низкое содержание в них оксидных включений - продуктов процесса восстановления марганца. Сварку под флюсом ведут со скоростью 40. 50 м/ч на постоянном токе обратной полярности силой 350. 400 А при напряжении дуги 30. 32 В. Высокая скорость сварки уменьшает погонную энергию, что снижает разупрочнение хромомолибденованадиевых сталей в околошовной зоне. Применяют проволоку диаметром 3 мм Св 08МХ и Св 08ХМ для хромомолибденовых сталей и Св 08ХМФА для хромомолибденованадиевых сталей. Можно применять проволоку диаметром 4 и 5 мм, увеличив соответственно силу тока до 520. 600 А и 620. 650 А при напряжении дуги 30. 34 В.
Читайте также: