Виды сварки и их обозначение
Обновлено: 15.05.2024
1. Ручная дуговая сварка соединений из сталей, а также сплавов на железоникелевой основе выполняется по ГОСТ 5264. Стандарт не устанавливает обозначения на этот способ сварки. Толщина свариваемого металла от 1 до 175 мм.
2. Дуговая сварка в защитных газах сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 14771.
В стандарте приняты следующие обозначения способов сварки:
ИН – в инертных газах неплавящимся электродом без присадочного материала (толщина металла от 0.5 до 6.0 мм),
ИНп- в инертных газах неплавящимся электродом с присадочным материалом (толщина металла от 0.8 до 20 мм),
ИП - в инертных газах и их смесях в углекислом газе и кислородом плавящимся электродом (толщина металла от 0.5 до 120 мм),
УП - в углекислом газе плавящимся электродом (толщина металла от 0.5 до 120 мм).
3. Дуговая сварка точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов выполняется по ГОСТ 14776 (нахлесточные соединения).
В стандарте приняты следующие обозначения способов сварки:
Ф – под флюсом (толщина верхнего листа – 0.8. 5.0 мм, толщина листа с круглым отверстием – 3.5. 14 мм),
УП – в углекислом газе плавящимся электродом (толщина верхнего листа – 0.8. 6.6 мм, толщина листа с круглым отверстием – 4.5. 30 мм),
УН – в углекислом газе неплавящимся электродом (толщина верхнего листа – 0.4. 3.3 мм, толщина листа с круглым отверстием – 4.5. 30 мм),
ИП – в инертных газах плавящимся электродом (толщина верхнего листа – 0.8. 6.6 мм, толщина листа с круглым отверстием – 4.5. 15 мм),
ИН – в инертных газах неплавящимся электродом (толщина верхнего листа – 0.4. 3.3 мм),
ПП – плавящимся покрытым электродом с принудительным несквозным проплавлением и формированием (толщина верхнего листа – 0.8. 12 мм без подготовки кромок).
4. Дуговая сварка под флюсом сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 8713.
В стандарте приняты следующие обозначения способов сварки:
АФ – автоматическая на флюсовой подушке (толщина металла - 2.0. 60 мм),
АФм - автоматическая на флюсомедной подкладке (толщина - 3.0. 30 мм),
АФо - автоматическая на остающейся подкладке (толщина - 2.0. 60.0 мм),
АФп - автоматическая на медном ползуне (толщина - 5.0. 20 мм),
МФ - механизированная на весу (толщина - 1.5. 30 мм).
5. Электрошлаковая сварка сварных соединений из сталей выполняется по ГОСТ 15164.
В стандарте приняты следующие обозначения способов сварки:
ШЭ – проволочным электродом (толщина металла - 30. 450 мм),
ШМ – плавящимся мундштуком (толщина более 30 мм),
ШП - электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства (зазора), толщина – 30. 800 мм.
6. Сварные соединения трубопроводов из сталей выполняются по ГОСТ 16037.
В стандарте приняты следующие обозначения способов сварки:
ЗП – дуговая сварка в защитном газе плавящимся электродом, ЗН – дуговая сварка в защитном газе неплавящимся электродом, Р – ручная дуговая сварка, Ф -дуговая сварка под флюсом, Г – газовая сварка.
Разбираемся в чертежах сварочных швов по ГОСТу

Виды сварки
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Виды сварочных швов

Виды сварных соединений.
Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам.
В составе этой системы есть несколько стандартов, которые нас интересуют:
- ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений».
- ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов.
- ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах».
Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже:

Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей:

Теперь эти же составные элементы по квадратам:
- Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.
- Квадрат 2 – стандарт, по которому приведены условные обозначения.
- Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.
- Квадрат 4 – способ сварки согласно стандарту.
- Квадрат 5 – тип и размеры конструктивных элементов по стандарту.
- Квадрат 6 – характеристика в виде длины непрерывного участка.
- Квадрат 7 – характеристика соединения, вспомогательный знак.
- Квадрат 8 – вспомогательный знак для описания соединения или его элементов.

А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры.
В квадрате №1 находится кружок — одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового.
Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение.
Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны.
А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой:

Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.

Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:

Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Квадрат №4, способы сварки

Как обозначаются различные виды швов.
Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них:
- A – автоматическая под флюсом без подушек и подкладок;
- Aф – автоматическая под флюсом на подушке;
- ИH – в инертном газе вольфрамовым электродом без присадки;
- ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;
- ИП – способ в инертном газе с плавящимся электродом;
- УП – то же самое, но в углекислом газе.
У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.

Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Основные виды сварки
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.

В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- (в отечественной классификации – ручная дуговая сварка, или РДС) (аргоно-дуговая) (полуавтоматическая, проволокой).
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
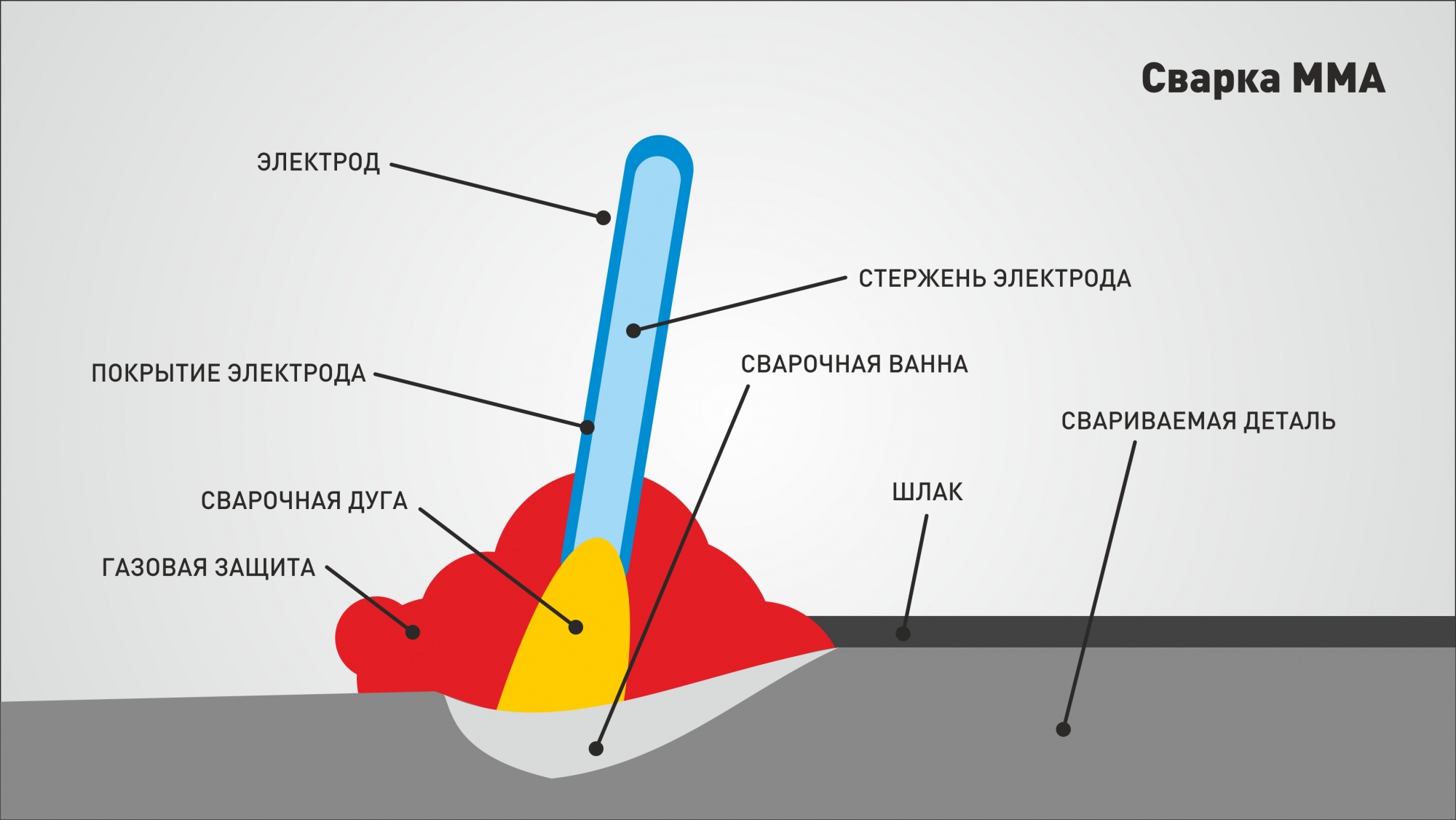
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:

Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
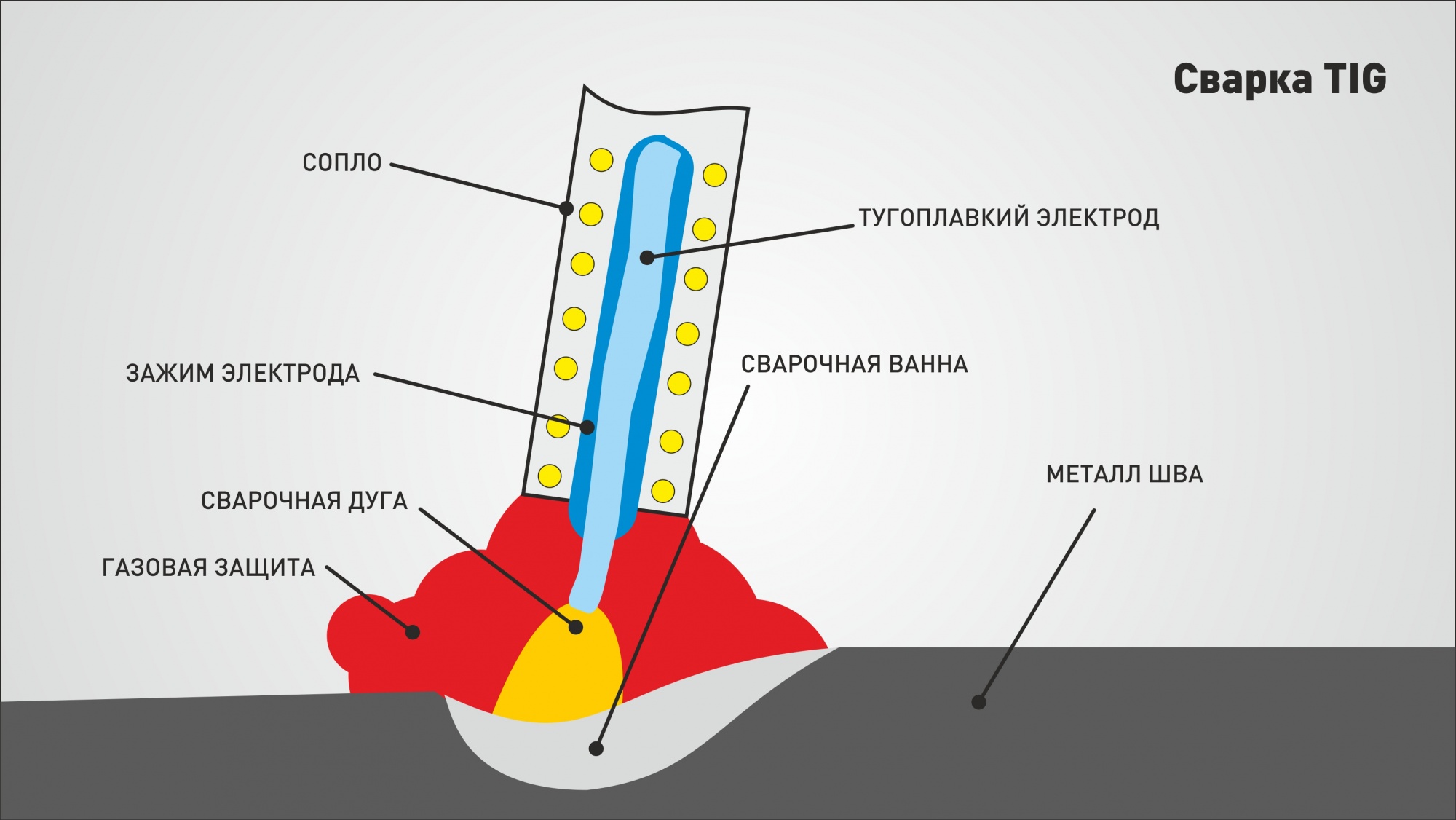
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.

Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
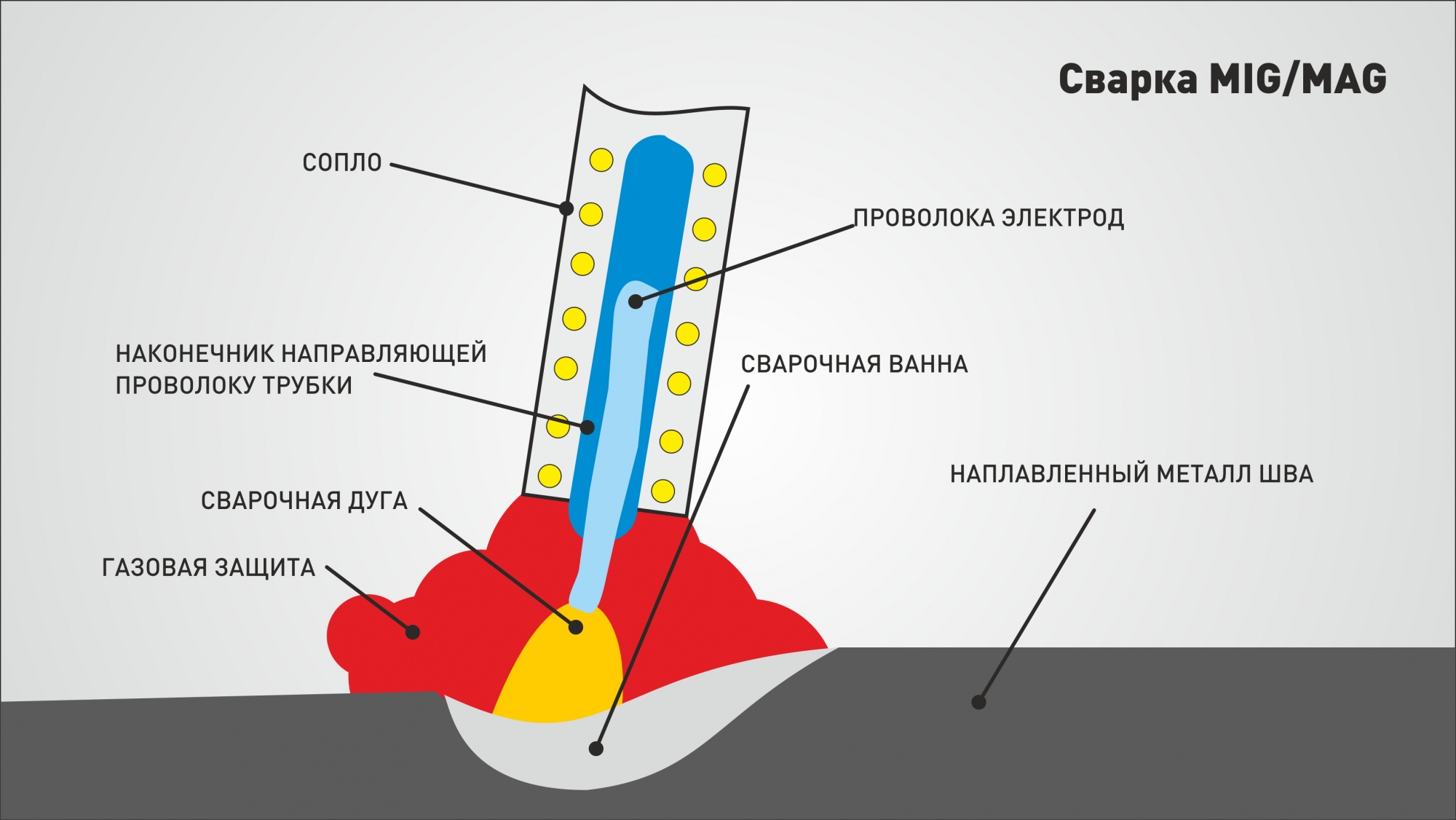
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.

Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Обозначение сварных швов на чертежах по ГОСТу

Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:
Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение;
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
Виды сварки
Сварка - высокопроизводительный, экономически выгодный технологический процесс стыковки металлов, применяемый практически во всех сферах жизнедеятельности. Сказать однозначно какая бывает сварка затруднительно поскольку на сегодняшний день насчитывается более 50 разных способов, каждому из которых характерны определенные особенности и отличия.
Классификация способов сваривания
С помощью сварки создают самые разные по сложности металлоконструкции посредством соединения однородных и разнородных металлических сплавов между собой, а также с некоторыми видами неметаллических материалов, например, графитом, керамикой, стеклом, пластмассой.
Сущность процесса сваривания состоит в том, что вследствие воздействия электрической дуги расплавляется электрод, образуя при этом сварочную ванну. Расплавленный металл электрода смешивается с основным материалом, при этом на поверхность всплывают шлаки, выступая в качестве защитной пленки. После затвердевания металла образуются сварные соединения.
Учитывая сколько видов сварки существует, очень важно правильно выбрать способ, поскольку от этого зависит не только аккуратность и качество сварного соединения, но также стоимость работы.
Все виды сварки разделяются на три больших класса: термический, термомеханический, механический. В каждый из классов входят разные типы сварки, проводимые с помощью разного оборудования и образующие надежные и прочные стыки.
Термический класс
Сварочные работы этого класса выполняются посредством плавления кромок свариваемых друг с другом элементов. Сперва в месте стыковки возникает сварочная ванна и после ее отвода выполняется шовное соединение.
Виды термической сварки разделяются на несколько подклассов: газовая, термитная, электронно-лучевая, лазерная, плазменная, электрическая дуговая стыковка материалов.
Последняя разновидность считается самой распространенной. Она не требует применения специальных приспособлений и инструментария.
Дуговая сварка
Принцип электродугового метода основан на воздействии тепловой энергии, образуемой электрической дугой. Прежде чем приступать к свариванию необходимо тщательно очистить стыкуемые кромки от пыли, следов масла, ржавчины и других загрязнений.

Дуговой технологический процесс считается наиболее простой и универсальной методикой. Она востребована при необходимости создать небольшие швы, а также при проведении монтажных работ, в том числе и в труднодоступных местах.
Существуют следующие виды сварки дуговым способом:
- ручная;
- электродная;
- в среде защитного газа;
- автоматическая под флюсом.
Для создания швов применяют плавящиеся и неплавящиеся электроды, переменный и постоянный ток. Для каждого металла технология подбирается индивидуально.
Газовая сварка
Это электродуговой способ, подразумевающий сваривание в защитной газовой активной или инертной среде. Различают две разновидности сварки: МИГ и МАГ, отличающиеся механическими характеристиками используемых материалов.
Свариванию материалов в газовой среде характерны следующие преимущества:
- отменное качество сварных соединений;
- возможность стыковки в разных пространственных положениях;
- легкость процесса за счет автоматизации и возможность наблюдать за образованием стыка.
В числе минусов отмечают необходимость использовать защитные меры, противостоящие тепловой и световой радиации дуги, а также вероятность нарушения газовой защиты в случаях сдувания струи.
Лучевой способ
Сварочный процесс происходит в вакууме, благодаря чему можно достичь безупречного качества соединительного шва. К заготовке передается мощный поток энергии, электроды вступают в реакцию с компонентами материала ускоряя процесс разогрева до температуры плавления.
Используются лучевые виды сварок в работе с микроэлементами, потому что здесь без осложнений можно отрегулировать луч до размеров микрона в диаметре.
Термитный способ
Уже из названия можно понять, что процесс сваривания осуществляется с применением термита - специального порошкообразного материала, основными составляющими которого являются соединения алюминия или магния, железной окалины.
Методика образует прочные швы и пользуется популярностью для стыковки рельсов, труб и для наплавки массивных деталей.
Электрошлаковая техника
В осуществлении сварочных работ относительно новый метод. Свариваемые элементы обволакиваются шлаком, предварительно разогретым до температуры, превышающей плавление проволоки и самого материала.
С помощью технологии в один проход можно заполнять большие разрывы. Образующаяся защитная ванна обеспечивает безупречное качество шва путем выдвигания на поверхность самых нестандартных металлических соединений.
Электрошлаковая методика подходит для выполнения самых сложных швов и создания крупногабаритных высокоточных деталей благодаря отсутствию трещин и пустот в соединениях.
Термомеханический класс сварки
Это комбинированные виды сварки металла, выполняемые с применением повышенной температуры и механических усилий. Как правило применяется способ для соединения малогабаритных деталей, которые стыковать обычными классическими методами невозможно.
Рабочий процесс выполняется с помощью электродов-губок, в которых одновременно крепится две части изделия. Основные виды сварки термомеханического класса - кузнечная, контактная и диффузионная.
Кузнечная техника
Выполняется с помощью ручных инструментов. Металл вначале раскаляется, потом дна на другую нахлестываются детали и сверху молотком наносятся удары.
Чтобы достичь максимально качественных соединений предварительно необходимо тщательно очистить заготовки от налетов и образовавшихся на поверхности окислений.

Данный способ подходит не для всех металлов. Весомым недостатком считается низкая производительность. Поэтому кузнечное дело активно вытесняют другие более современные и технологичные типы сварок.
Контактная сварка
Процесс сваривания выполняется следующим образом. Нагрев поверхности достигается за счет прилегания к изделию поверхности иглы. Металл подготавливается методом механического осадочного воздействия или сдавливания. Потом через инструмент с необходимым диаметром подается электрический ток.
Благодаря химическому воздействию атомов металла даже самые мелкие элементы можно сваривать с максимальной надежностью и прочностью.
Виды сварок металла контактной техникой разделяют на стыковые, роликовые и точечные. Такие способы активно применяются в машиностроении и других промышленных направлениях.
Диффузионный способ
Применяется для материалов с плохими контактирующими свойствами. Основан метод на процессе диффузии атомов при повышенном уровне вакуума. Верхний слой свариваемой поверхности нагревается до аналогичной плавлению температуры. Посредством усиленного механического воздействия осуществляется контакт и стыковка, при этом 20 Мпа должна составлять минимальная мощность сжатия.
Процесс стыковки происходит в специальной камере. Помещаемые в нее детали длительное время выдерживаются под воздействием электрического тока.
Механический класс
Классификация способов сварки включает еще одну разновидность - механическую состыковку материалов, выполняемую путем физического воздействия на них. В данном случае нет необходимости применять температуру плавления. Нагревание происходит при переходе механической энергии в кинетическую и при достижении момента плавления изделия соединяются прочными швами.
Механические классы сварки подразумевают применение нескольких эффективных технологий.
Способ трения
В большинстве случаев сваривание трением используется для стержневых конструкций и труб с небольшим диаметром. Процесс автоматизированный и происходит в специальных установках в шпиндель которых фиксируются рабочие заготовки. Движущуюся деталь машина перемещает к неподвижной, в результате элементы нагреваются и происходит оплавление.

Техника позволяет варить состоящие из разных сплавов металлы, быстро выполняет нужные задачи и отличается экономичностью.
Холодная сварка
Механическая сварка холодным видом востребована при необходимости состыковать трубы, проволоки или шины. Соединяются заготовки вследствие деформирования пластических материалов при воздействии давления от 1 до 3 Гпа. При этом температура может быть даже минусовой.
Свариваемые поверхности нужно хорошо очистить от загрязнений и ржавчины. Поскольку происходит стыковка на межатомном уровне, то соответственно поверхности элементов должны быть безупречно обработанными и идеально ровными.
Сварка взрывом
Соединение деталей этим способом происходит посредством пластической синхронной их деформации. К надежно закрепленной мишени параллельно прикладывается подвижная часть изделия. Далее выполняется максимально контролируемый взрыв.
Методика подходит для соединения разнородных металлов. В качестве взрывных веществ используются смеси аммонита, гранулотола и гексогена.
Ультразвуковая методика
Перечисляя входящие в механическую группу виды сварок металла следует также уделить внимание УЗ-технологии. В данном случае задействованы источники энергии, которые на выходе образуют ультразвуковые колебания.
Актуален способ при создании точечных и шовных соединений под механическим воздействием. Вследствие сухого трения оксидные пленки разрушаются, далее осуществляется сваривание в процессе чистого трения.

Важным плюсом здесь является то, что отпадает необходимость предварительно очищать поверхности, а это обеспечивает экономию временных затрат. К недостаткам относят высокую стоимость оборудования, а также мизерный диапазон толщины соединяемых материалов.
Особенности выбора подходящего вида и техники сварки
Классификация видов сварки настолько широка, что довольно часто специалисты (особенно начинающие) задаются вопросом - какие виды сварки существуют, с помощью которых даже непрофессионал смог бы осуществлять сваривание и получать при этом стыки безупречного качества.
Если перечислить все виды сварок не составит особых затруднений, то однозначно ответить какой из них самый лучший невозможно. Дело в том, что каждый среди тех какие виды сварки есть отличается техникой исполнения и используемым оборудованием. Также рассматривать необходимо и то, какими достоинствами и недостатками обладают конкретные виды сварок и их применение имеет четкое ограничение.
Аргоновая сварка
Сущность методики состоит в применении неплавящихся электродов. Преимуществами являются:
- идеальная фиксация тонких элементов;
- возможность контролировать глубину прогрева металла;
- намного меньше брызги от искр если сравнивать другие виды сварок, какие бывают и активно применяются;
- ровный, равномерный, красивый внешне шов, что особенно важно в случаях, где большое значение отводится эстетическим показателям готового изделия.

- при ручном сваривании весьма низкая производительность;
- автоматическое соединение противопоказано для стыков с разной направленностью или слишком коротких;
- дорогостоящее оборудование.
Применяется сваривание аргоном при изготовлении металлоконструкций из алюминия, меди, титана, нержавеющей и легированной стали, сплавов цветных металлов.
Достаточно распространенная классификация сварки, обладающая рядом положительных особенностей:
- возможность соединять детали в любых пространственных положениях;
- универсальность применения в местах с ограниченным доступом;
- рабочий процесс доступен на переменном и постоянном токе;
- невысокая стоимость.
Продолжением преимуществ выступают также и минусы:
- швы не отличаются желаемым качеством, на них присутствуют непровары и бугорки;
- весьма низкий КПД из-за высокого количества отходов;
- не подходит для состыковки тонких заготовок;
- низкие показатели производительности.
Применяют дуговую технику для изготовления лестниц, навесов, ограждений, стыковки труб, монтажа магистральных трубопроводов. Высокими эстетическими свойствами шов не отличается, но если выбирать какие виды сварки существуют для создания изделий из толстого металла, то одним из лучших способов считается дуговой.
Газопламенная техника
Сопоставляя современные виды сварки, которые подойдут для сваривания изготавливаемых из труб узлов и соединений, а также для монтажа трубопроводов среднего и малого диаметров, то здесь стоит отдать предпочтение газовому способу.
- полная независимость от электропитания;
- удобность транспортировки оборудования из одного места в другое;
- отсутствие перегрева и прожогов металла;
- возможность создавать внутренние швы в трубах маленького диаметра.
Но есть у методики и некоторые недостатки. Это повышенные требования к профессионализму сварщика, достаточно большая площадь нагрева, низкие коэффициенты производительности.
Сваривание полуавтоматом
Технология аналогична дуговой, но здесь подача электрода происходит автоматически. В числе плюсов следует отметить:
- легкость и безопасность рабочего процесса;
- экономичность;
- отменная точность и хорошая производительность;
- ровность швов;
- возможность соединять детали от 2 до 30 мм толщиной.
Отрицательные моменты полуавтоматического способа:
- невозможность скорректировать стык во время рабочего процесса, поскольку увидеть его нельзя;
- если ток больше 200А, то расплавленный металл сильно разбрызгивается и необходимо удалять все окалины;
- применять полуавтомат можно только внутри помещений.
Что касается применения, то данная техника подходит для создания и монтажа металлических ограждений, лестниц, ворот, гаражей и других конструкций.
Чтобы выбрать наиболее подходящий для конкретных целей способ состыковки элементов необходимо знать какие бывают виды сварки, проводить аналогию каждого из них и только после тщательного анализа отдавать предпочтение конкретной технологии.
Интересное видео
Читайте также: