Новые сварочные технологии и аппараты
Обновлено: 14.05.2024
И стория неразъемного соединения металлов путём их нагревания и динамического воздействия друг на друга, начинается с бронзового века. Такой процесс сейчас мы называем сваркой, которая стала обретать современные черты в конце XVIII века благодаря итальянцу А. Вольту, впервые получившему вольтов столб. Впоследствии он был усовершенствован русским физиком В.В.Петровым в электрическую дугу. Но только 80 лет спустя Н. Н. Бенардосу удалось воплотить их достижения в дуговую сварку угольным электродом. С этого момента начинается неразрывная череда изобретений новых методов.
В наше время сварку классифицируют по категориям: термическая (сварочная дуга, электродуговая, газопламенная, электрошлаковая, плазменная, электронно-лучевая, лазерная), термомеханическая (точечная, стыковая, рельефная, диффузионная, кузнечная, сварка высокочастотными токами, трением) и механическая (сварка взрывом и ультразвуком).
Качество швов при гибридной лазерной сварке конструкционных сталей объемных сотовых панелей в СО2 с параллельным использованием плавящего электрода несоизмеримо выше, чем в традиционных технологиях; существенной является и скорость сварки – 40. 450 м/ч при управляемом лазерном излучении от 1,5 до 4,0 квт. Безусловным преимуществом данного метода можно считать режим высокоскоростной сварки тонких листов стали, что представляет интерес для автомобильной промышленности.
Для высокопроизводительной сварки крупногабаритных конструкций из толстолистовой (d> 30мм) закаливающейся стали 30ХГСА был разработан метод двухдуговой сварки, который основан на совместном использовании двух высоколегированных сварочных проволок различного состава диаметром 5 мм. Сварка производится под керамическим флюсом марки АНК-51А. Как показали результаты испытаний, этот метод резко улучшает качество сварного соединения.
Еще одним стимулом разработки и внедрения новых методов сварки является сварочное соединение композиционных материалов, основанием которых служит металлическая матрица с волокнистым или дисперсным упрочнением. Но особую сложность представляет собой сварочное соединение последних со сталью или титаном. В этом плане интересен метод сварки-пайки, при котором на поверхность деталей наносят промежуточный сплав, а сварка производится сжатием под напряжением на точечных, рельефных или конденсаторных машинах. Для сварки тонколистовых композитов на алюминиевой подошве с волокнистым упрочнением или дисперсно-упрочненных частиц SiC, Аl2O3 и С используют аргоно-дуговую сварку с промежуточными вставками.
Прочность сварочных нахлесточных швов составляет 70% от прочности композита, но учитывая высокую прочность самого композита (до 1500 МПа) в сравнении с высокопрочными алюминиевыми сплавами (>700 МПа), следует отметить, что метод сварки-пайки позволяет создавать надежные и, что важно, легкие конструкции. Это делает его незаменимым в авиационной и аэрокосмической промышленности.
Достаточно сложным материалом для качественной и герметичной сварки является конструкционный чугун. Современные технологии его сварки базируются на применении специальной тонкой проволоки марки ПАHЧ-11из сплава на никелевой основе, главным достижением которых является низкое тепловыделение. Особенно это актуально для тонкостенных деталей, учитывая хрупкость чугуна, как материала. Поскольку сварочный шов, получаемый при этой технологии, представляет собой высокопластичный железоникелевый сплав, то разрушение конструкции, как правило, происходит по чугуну, а не по шву, что характерно для традиционной дуговой сварки. Подобный метод позволяет изготавливать чугунные конструкции ответственного назначения.
Другим металлом представляющим сложность при сварочных работах, безусловно, является титан, его альфа и альфа+бета сплавы. Очевидным прорывом в этой области стала разработка метода магнитоуправляемой электрошлаковой сварки (МЭС), позволяющего соединять крупногабаритные детали при изготовлении центропланов самолетов, кареток крыла, траверс шасси, шпангоутов и силовых переборок морских судов. Такая сварка осуществляется в шлаковых и металлических ваннах током до 12000А и напряжением на электродах до 36 В и обеспечивает высокое качество швов при толщине свариваемых кромок 30-600 мм, благодаря очистке метала шва от примесей и газовых пор. Это позволяет использовать технику, изготовленную с помощью метода МЭС, в условиях гигантских динамических и статических нагрузок.
Большое будущее инженеры сулят программированию сварки и, прежде всего, тепловложению. Этот метод базируется на электроннолучевом принципе, успешно применяется для соединения высокопрочных алюминиевых сплавов. Программирование тепловложения производится в контуре разверстки пучка, что позволяет контролировать и управлять проплавление, форму, исключить образование трещин и пор в металле шва. Очевидным преимуществом является гарантированный шов при соединении алюминиевых сплавов в ответственных высоконагруженных машинах и узлах, что особенно важно в самолётостроении.

Интересным представляются щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2. Шов получается более качественным в сравнении со сваркой в СО2, расход проволоки на 20 % экономичнее стандартных схем, переход к свариваемым деталям становится плавным, при этом резко снижается набрызгивание электродного металла.
Среди новых методов, получивших широкое практическое распространение, является метод двухкомпонентной сварки для бесстыкового железнодорожного пути, основанный на литьевом способе сварки, что позволяет решать достаточно противоречивые задачи, т.е. обеспечить заданную пластичность металла шва при необходимой износостойкости.
Подобная технология сложна, поскольку требует использования расплавленной стали, которая заливается в зазор рельсового стыка. Для обеспечения высокой вязкости используется низколегированная плавка, а вот для придания требуемой износостойкости применяют специальные керамические накладки, отделяющие легирующие добавки от основного металла. После заполнения стыка расплавленной сталью, керамические накладки разрушаются, и легирующие добавки расплавляются в верхней части стыка, придавая головке шва повышенную износостойкость.
Идея обуздать «короткое замыкание» и запрячь его для сварки не нова, однако только специалистам компанией «Линкольн Электрик» удалось ее реализовать на практике. Этот метод сварки корней шва получил название «Перенос силами Поверхностного Натяжения» (STT) и базируется на высокоскоростных инверторных источников тока и микропроцессорах. В процессе сварки переменным, но управляемым является и ток, и напряжение, что существенно расширяет возможности данного метода.
Современная наука является многогранной, позволяет использовать преимущества нанотехнологий, поэтому будущее сварки видится в совершенствовании схем компьютерного управления и внедрении новых сварочных материалов.
Новые технологии в сварке
Современная цивилизация многим обязана процессу сварки. Без сварочных элементов мы не получили бы транспорта, огромных строений, технологических конструкций, мобильных телефонов и пр. Несмотря на то, что этот физический процесс применяется много столетий, он не останавливает своего прогресса. Учёные многих стран продолжают исследовать и совершенствовать сварочные механизмы, применять новые приёмы и производить революционные открытия в этой сфере.

Новые технологии позволяют добиться более совершенного результата с использованием минимальных ресурсов. Разработки, появляющиеся ежегодно, делают возможным сварку тех материалов, которые раньше оставались за границами данной технологии.
Основные инновационные направления
Все разработки в данной области направлены на то, чтобы улучшить основные показатели процесса с наименьшими затратами:
- снижение коррозии и коробления металлов во время эксплуатации;
- повышение скорости выполнения сварочного процесса;
- облегчение зачистки мест соединения или обеспечение отсутствия такой необходимости;
- минимальный расход материалов;
- облегчённое и упрощенное управление процессом;
- способность соединения самых тонких листов металла различных марок.
Портативные аппараты
Такие типы сварочных аппаратов позволили вывести сварку на новый – бытовой — уровень. Если до изобретения портативных устройств подобные работы выполнялись преимущественно профессионалами с высокой квалификацией, то портативная техника позволила применять их и дома.

Современные сварочные аппараты
Во-первых, такие аппараты очень лёгкие по весу, в связи с чем их удобно транспортировать. Во-вторых, производители снабдили их полным готовым для использования комплектом, не забыв о системе подачи электродов (проволоки весом до 10 кг).
Главным усовершенствованием можно считать то, что в аппарат вмонтирована система цифрового управления. На дисплее каждый может указать основные параметры сварки: диаметр закладываемой проволоки, тип газа и т.д. На основании введённых данных портативный аппарат самостоятельно настраивается и выполняет сварку на достаточном для непроизводственных сварных швов уровне.
Усовершенствованные горелки
Самым примитивным звеном во время сварки считается газовая горелка, но даже небольшие изменения этого элемента позволили значительно улучшить качество выполняемой работы. Современные конструкции горелок производят не только из новых материалов, но имеют другой диаметр выходного отверстия, которое способно работать с нестандартными температурами и создавать необходимое давление.
Предлагаемые учёными газовые горелки стали безредукторными и высокодинамичными, при помощи их даже во время продолжительного процесса на самых высоких температурах можно получить идеально ровное пламя, в котором не будут появляться факелы, вспышки и хлопки. Из-за таких инноваций работа сварщика не требует частых остановок, что позволяет выполнить больший объём работ за то же самое время.

Разработаны агрегаты с многочисленными соплами, которые используются для соединения труб большого диаметра. Ширина пламени при использовании линейных горелок может достигать нескольких метров. Эта технология часто применяется для соединения деталей под водой или в воздухе, где существует острая необходимость в резком сокращении времени выполнения работ.
Гибридная лазерная технология
Такой способ был разработан для автомобилестроения, но нашёл применение и в других промышленных отраслях. Гибридный лазер используют для получения качественных швов при соединении тугоплавких сортов стали при совмещении с диоксидом углерода. Это позволяет получить идеальные сварные швы при точном управлении мощности лазерного излучения в пределах 1,5 – 4,0 кВт.

Ещё одной особенностью, присущей гибридной лазерной технологии, является высочайшая скорость плавящегося электрода и выполняемых работ – от 40 до 450 м/час. С такими же показателями можно обрабатывать тончайшие листы, изготовленные из автомобильной стали, что стало причиной финансовой поддержки и усовершенствования этой разработки ведущими автомобильными корпорациями.
Двухдуговая сварка
Такая методика была разработана для крупногабаритных конструкций, в изготовлении которых задействованы толстые листы закаливающейся стали таких марок как 30ХГСА. Способ основан на том, что при двухдуговом воздействии одномоментно применяются проволоки двух разных типов, имеющие в составе легирующие (сверхпрочные) компоненты. Диаметр таких электродов – 5 мм.
Для обеспечения устойчивого горения дуги при двухдуговой сварке необходим керамический флюс, созданный на основе керамики марки АНК-51А. Именно с керамическим флюсом данный способ показывает самый высокий результат и формирование идеальной сварной поверхности.
Щадящая методика
Для определённых работ была разработана новая щадящая технология, которая очень высокорезультативна, но отличается низкой себестоимостью. Во время процесса применяют специальные смеси защитных газов: диоксид углерода в соединении с аргоном или смесь аргона, диоксида углерода и кислорода. По сравнению с традиционным применением обособленного диоксида углерода, получаемый шов выходит более гладким и безупречным.

Ещё одним позитивным моментом является значительное удешевление сварочного процесса: на равный объём выполненных соединений расходуется меньшее количество проволочных электродов. Экономия составляет около 20%, что в промышленных масштабах представляет собой значительную сумму. Кроме того, во время сварочного процесса переход к деталям, поддающимся сварке, становится очень постепенным и плавным. Профессиональные сварщики, которые были задействованы в начальных тестах щадящей методики, подчеркнули, что разбрызгивание электродных металлов при многокомпонентной смеси газов значительно уменьшается.
Двухкомпонентная методика
Этот новый метод, который получил широкое распространение в развитых странах за короткий промежуток времени, обязан своим появлением запуску новых скоростных составов на железных дорогах. Двухкомпонентная технология является модифицированным вариантом литьевого способа. Она разрешила достичь результатов, которые раньше считались взаимоисключающими: обеспечить высочайшую пластичность шовного соединения, не ухудшив при этом износоустойчивость металла в месте сварного шва.

Технически двухкомпонентная методика выполняется сложно, поскольку требует особой подготовки: на месте проведения работ должна быть расплавленная сталь, которая аккуратно помещается в жидком виде в зазор между рельсами. Для того, чтобы придать соединению внушительную вязкость, применяется плавка с низколегированными компонентами. Износостойкость увеличивается посредством использования керамических флюсов, которые позволяют после заполнения сварного стыка вывести легирующие добавки из процесса. Керамика разрушается под действием высокой температуры, а добавки, укрепляющие соединение, застывают на поверхности, обеспечивая длительную эксплуатацию без трещин и деформаций.
Орбитальная аргонодуговая технология
Эта технология нашла применение в аэрокосмической отрасли, в автомобилестроении и полупроводниковой промышленности. Такая методика является высокоспецифичной и применяется для объектов со сложным конструктивным контуром. Впервые она была разработана 50 лет назад, но её значительно усовершенствовали, применив вольфрамовый электрод.

Главным преимуществом орбитальной аргонодуговой вольфрамовой сварки является то, что расход активирующего флюса при таком методе рекордно низкий: на 1 м сварного шва расходуется всего 1г флюса. Это делает возможным проводить процесс при пониженном токе, что уменьшает не только объём, но и вес сварочной ванны. При этом качество соединения регулируется в режиме реального времени посредством корректировки давления дуги.
Такой методикой успешно пользуются при необходимости соединить жаропрочные, высокопрочные сплавы, углеродистые стали, титан, медь и никель.
Технология СМТ
Эта методика основана на холодном переносе металлов. Когда говорят о холодном переносе, в виду не имеют реально низкую температуру, просто она значительно ниже, чем при классических вариантах.
Главное отличие заключается в том, что заготовки и зона будущего шва не прогреваются до максимальных значений, поэтому тепловложение в области обработки в разы уменьшается. Из-за того, что металл точечно не перегревается, не происходит сильная деформация. Работа электрода основана на контролируемом коротком замыкании, которое прекращается быстрым отодвиганием проволоки из зоны действия разряда и быстрого повторного его возвращения (до 70 раз в секунду).

Применение СМТ-сварки осуществляется через автоматизированные системы, которые дают очень однородные и качественные швы на местах соединения оцинкованных или стальных листов с алюминиевыми сплавами.
В данном случае сварка ведётся короткозамкнутой дугой с систематическими прерываниями. В результате такой системы шов атакуется горячими и холодными импульсами, что позволяет снизить давление в районе вхождения дуги. По такому же принципу снижается разбрызгивание при переносе металлов.
Таким образом, при помощи СМТ-сварки был достигнут стандарт, который ранее считался только теоретическим. Это стало возможным из-за контроля короткого замыкания и полного отсутствия разноса брызг, что резко снижает необходимость послесварочной механической обработки.
Плазменная сварка
Этот метод делает возможной сварку металлов разной толщины, начиная от самых тонких листов и заканчивая глубиной шва до 20 см. Плазменная технология позволяет одновременно с выполнением сварочных работ производить резку.
В основе плазменного метода находится ионизированный газ, который полностью заполняет пространство между двумя электродами. Именно через этот газ проходит электрическая дуга определённой мощности, обеспечивая очень сильный эффект.

Использование плазменного генератора представляет собой сложный процесс, требующий высокого профессионализма и профессиональных навыков, поэтому использовать его в бытовых целях не получится. Внутри генератора возникает многофункциональная сварочная система, которая может использоваться в узкоспециализированных сферах.
Технология компьютерного моделирования
Самое современное направление в сварочных технологиях по праву отводится компьютерному моделированию. Оно одинаково целесообразно для выполнения соединений самых мелких деталей со сложными контурами и для масштабных работ, где необходимо управление огромными площадями и множеством сварочных аппаратов.
Если раньше объёмные работы выполнялись при использовании многих аппаратов или целым сварочным комплексом, то компьютерное моделирование позволяет иметь одну функциональную единицу с разветвлённой периферией, оснащённой множеством горелок и насадок.
Полная автоматизация позволяет внедрять принципиально новые способы сварочных работ, которые недоступны для большинства сварщиков. Сами сварщики в таком случае функционально превращаются в операторов, задающих компьютеру все необходимые параметры, на основании которых программа задаёт оптимальные значения и контролирует процесс. Такой подход значительно повышает результат выполняемой работы.

Компьютерное моделирование сварочного процесса
Новые технологии вывели сварку на совершенно новый уровень, который позволяет выполнять сварочный процесс в рекордные сроки с минимальными трудозатратами и максимальным результатом. В то же время, прогресс не стоит на месте, поэтому вполне возможно, что в ближайшем будущем появятся системы, которые будут работать автономно, практически без участия людей. Разработки подобных проектов уже ведутся, и в том случае, если испытания увенчаются успехом, скоро человечество сможет получить новые масштабы и концепции сварочных производств.
Новые сварочные технологии и аппараты
В статье выделены показатели процесса сварки, на улучшение которых ориентированы новые сварочные технологии; рассмотрены новые технологии и способы сварки, применяемые в промышленности, выделены их преимущества и недостатки. Определены показатели, способствующие развитию сварочных технологий. Установлено, что новые технологии сварки способствуют повышению производительности процесса, сокращению затрат на производство изделий, повышению качества сварных соединений. Определены основные направления использования новых технологий, рассмотрены их особенности: K-TIG сварка для соединения металлов с низкой теплопроводностью; гибридная лазерная сварка для решения проблемы повышения прочности сварного шва при соединении тугоплавких сталей; двухдуговая сварка при изготовлении крупногабаритных конструкций из легированных сталей, магнитоуправляемый электрошлаковый метод для сварки крупногабаритных изделий из титана и его сплавов. Применение компьютерных технологий в сварочном производстве является наиболее современным направлением, которое обеспечивает разработку эффективных процессов сварки; способствует оптимальному использованию приспособлений; обеспечивает минимизацию образования деформаций в процессе сварки; позволяет получить информацию о зонах термического влияния, с целью оценки качества свойств сварных швов, что способствует получению сварных соединений высокого качества.

8. Донков Э.Д., Березовский Б.М. Способ сварки магнитоуправляемой дугой и устройство для его осуществления // Патент SU № SU 1 811 457 A3. Патентообладатель: Южно-Уральский государственный университет. 2011. Бюл. № 15.
11. Девятов С. Моделирование сварочных процессов с помощью программного обеспечения фирмы ESI Group // Машиностроение. 2011. № 21. С. 48–52.
Новые технологии в сварке ориентированы на улучшение показателей процесса и повышение качества сварного соединения, а именно: уменьшение деформации металла; увеличение производительности процесса сварки; экономию расходных материалов; облегчение и упрощение управлением процессом сварки, внедрение цифровизации, роботизации процессов сварки; расширение возможностей соединения тонколистового металла различных марок; внедрение разработанных диагностических методик, применяемых для контроля качества сварных соединений; использование нового оборудования [1].
Развитие проектов в нефтегазовой отрасли, в судостроении в районах с суровыми климатическими условиями (Арктический регион, Восточная Сибирь) выдвигает определенные требования к материалам, технологиям, оборудованию, которые должны сохранять конструкционную надежность, обладать коррозионностойкостью и быть способными выдерживать циклические нагрузки. При изготовлении сварных конструкций в конечной себестоимости стоимость сварочных материалов составляет не более 1–2 %, при этом надежность и конечное качество металлоконструкций на 70–75 % определяется именно качеством сварных соединений [2]. Поэтому особое внимание уделяется вопросу повышения качества сварных соединений в условиях низких температур, что обусловлено рядом особенностей: снижением прочности сварных соединений, замедлением диффузионных процессов, изменением условий горения сварочной дуги. Формирование закалочных структур, а соответственно, повышение хрупкости металла в зоне их образования обусловлено увеличением скорости остывания металла сварочной ванны.
Материалы и методы исследования
Сравнительный анализ наиболее частого использования различных технологий сварки при производстве металлоконструкций показал, что технология ручной дуговой сварки (РДС) покрытыми электродами наиболее часто применяется в России и Китае, в то время как в США, Японии, Европе наибольшее распространение получили механизированные способы сварки порошковыми или сплошными проволоками [2], обеспечивающими высокое качество сварных соединений, высокую скорость сварки, хорошие механические свойства металла шва [3].
Применение новых материалов для изготовления конструкций, использование новых сварочных материалов, повышенные требования к качеству сварного шва, определяемые условиями проведения сварочных работ, обуславливают необходимость рассмотрения новейших сварочных технологий и инноваций в сварочном производстве [4].
Методы: теоретические (изучение, анализ и синтез литературы по рассматриваемой проблеме; анализ предмета исследования; сравнительный анализ данных, обобщение результатов исследования); эмпирические (изучение нормативных документов, анализ документации, анализ результатов механических испытаний; сравнение данных; экспериментальные (механические испытания сварных соединений).
Результаты исследования и их обсуждение
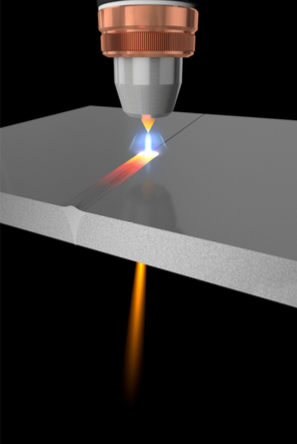
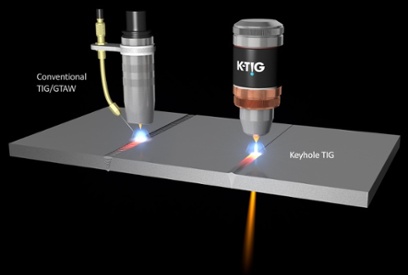
Одной из новых технологий является технология К-TIG (Keyhole TIG), представляющая собой высокотехнологичный процесс дуговой сварки неплавящимся электродом в инертном газе TIG (Tungsten Inert Gas). В качестве неплавящегося электрода применяются вольфрамовые электроды. Слово keyhole переводится с английского как «замочная скважина», что дало название методу. Патент на технологию К-TIG получила Австралийская организация по научным и промышленным исследованиям (CSIRO). Данный метод используется в европейских странах, США, Австралии, Китае и других промышленно развитых странах при изготовлении резервуаров, цистерн, газовых турбин, в нефтегазовой отрасли при сварке трубопроводов.
Посредством K-TIG возможно выполнять сварку металлов с низкой теплопроводностью (никелевые и титановые сплавы, нержавеющие стали, коррозионностойкие материалы, другие материалы). Скорость процесса сварки до 100 раз выше в сравнении с обычной сваркой неплавящимся электродом в инертном газе, при этом качество сварных соединений соответствует стандарту качества. Например, при сварке аустенитной нержавеющей стали толщиной 12 мм средняя скорость сварки составляет 250 мм/мин. Применение технологии K-TIG способствует уменьшению на 95 % потребления энергии и газа; на 90 % снижается потребление проволоки; уменьшается расход сварочного газа. Процесс сварки способствует обеспечению безопасной среды с низким уровнем задымления. При выполнении сварки не требуется обработка сварных кромок. Процесс сварки производится в широком диапазоне сварочных токов [5].
При сварке K-TIG используются эффекты, возникающие при самоиндукции, способствующие созданию плазменной струи. В процессе сварки до момента расширения кратера на дне сварочной ванны преднамеренно увеличивается дуговое давление. Через корень шва прорывается дно кратера и образуется небольшое отверстие – «замочная скважина», через которую удаляются дуговые газы. Отверстие закрепляется на жидкой поверхности сварочной ванны. Формируется спокойная и прочная сварочная ванна за счет минимизации поверхностной энергии, что непосредственно связано с образованием «замочной скважины» и беспрепятственного выхода газов. Сварочная ванна удерживается на поверхности корня шва за счет силы поверхностного натяжения.
В процессе сварки на расплавленной поверхности сварочной ванны закрепляются отверстия лицевой и корневой поверхностей шва. Образуется широкая зона слияния на лицевой поверхности, что обусловлено независимостью от высокой плотности энергии. Формированию спокойной и прочной сварочной ванны способствуют: уменьшение поверхностной энергии, зависящей от геометрии «замочной скважины»; относительно свободный выход газов; удерживание расплавленного металла сварочной ванны на поверхности корня шва за счет сил поверхностного натяжения [5]. Таким образом, технология K-TIG способствует повышению производительности сварки, сокращению затрат на производство изделий, повышению качества сварных соединений.
Одной из современных разработок является технология гибридной лазерной сварки, позволяющая решить проблему, когда прочность сварного шва не уступает прочности цельного металла. В тонкостенных конструкциях колебания, возникающие под действием нагрузок, отрицательно воздействуют на сварной шов. Применение гибридной сварки, при которой на шов одновременно воздействуют луч лазера и электрическая дуга, дает возможность для решения проблемы прочности сварного шва, которая соизмерима с прочностью цельного металла.
Данный способ применяют для соединения стали тугоплавких сортов, тонколистовой стали. Для этого совмещают гибридный лазер с диоксидом углерода, что обеспечивает при мощности лазерного излучения в пределах 1,5–4,0 кВт получение качественного сварного соединения. Процесс сварки начинается с подачи лазерного луча, под действием которого нагревается до температуры испарения поверхность свариваемого металла и формируется узкий, глубокий провар. Следующая за лазерным лучом дуга способствует образованию широкого кратера горения. Металл электрода смешивается с расплавленным основным металлом в сварочной ванне, на поверхность всплывает расплавленный шлак, что способствует образованию защитной плёнки. Преимущества гибридной лазерной сварки: способ является высокопроизводительным, скорость сварки составляет от 40 до 450 м/час; высокое качество сварных соединений; повышение прочности сварного шва; стабильность процесса сварки; минимальные деформации заготовок в процессе сварки [6].
Способ двухдуговой сварки разработан специально для изготовления крупногабаритных конструкций из легированных сталей. Особенностью технологии является одновременное применение двух разных типов проволоки. В состав проволоки входят легирующие (сверхпрочные) компоненты. В процессе сварки устойчивое горение дуги поддерживается за счет применения керамического флюса, кроме того, флюс защищает зону сварки от вредного воздействия окружающей среды, способствуя формированию идеальной сварной поверхности [7]. Каждый электрод присоединяют к источникам тока. Электроды расположены на малом расстоянии друг от друга перпендикулярно или наклонно к свариваемой поверхности. По одному из них протекает постоянный ток, а по другому – переменный ток. В образующемся газовом пузыре горят одновременно образовавшиеся две дуги. Применяют две сварочные головки: головную, расположенную перпендикулярно, в результате и проволока подается перпендикулярно, и заднюю, которая наклоняется, в результате чего проволока подается в хвостовую часть сварочной ванны под наклоном. Это способствует увеличению толщины шва, повышению качества сварного соединения, увеличению скорости сварки. Большим недостатком, тормозящим широкое применение данного способа, является ограниченность оборудования, недостаточные возможности предлагаемых источников тока, систем управления.
Метод магнитоуправляемой электрошлаковой сварки (МЭС) разработан для сварки крупногабаритных изделий из титана и его сплавов – альфа, альфа+бета. Процесс сварки ведется в шлаковых и металлических ваннах, сила тока достигает 12000 А при напряжении до 36 В. Процесс сварки производится в защитных газах неплавящимся электродом. Переменный ток, проходя по обмоткам электромагнита, которые сдвинуты на 90 ° относительно друг друга по фазе, создает управляющее вращающееся магнитное поле, которое воздействует на сварочную дугу. Перпендикулярно оси электрода вращается вектор магнитной индукции, в результате магнитное поле, перемещающее дугу по круговой траектории, образуется при равенстве токов, питающих обмотки, по эллиптической траектории – если токи имеют различные значения. В случае, когда на одной из обмоток ток равен нулю, возникают соответственно продольные либо поперечные колебания дуги. Для сварки используется устройство с магнитопроводом с четырьмя диаметрально противоположно расположенными полюсами (четвертый дополнительный), что обеспечивает расширение технологических возможностей за счет увеличения пределов регулирования параметров магнитного поля [8].
Метод МЭС позволяет обеспечить очистку метала шва от примесей и газовых пор, что гарантирует высокое качество сварных соединений при толщине металла 30–600 мм, сварные швы выдерживают большие напряжения, что позволяет использовать изделия, сваренные методом МЭС, в условиях действия высоких динамических и статических нагрузок [9].
В основу технологии СМТ положена методика «холодного» переноса металла, то есть температура значительно ниже, чем при классическом процессе сварки. В процессе СМТ сварки тепловложение в зону сварки значительно уменьшается, что способствует отсутствию точечного перегрева металла, а следовательно, и отсутствию деформаций. Данный метод позволяет соединять разнородные металлы (например, сталь и алюминий, что объясняется небольшими затратами тепла в процессе сварки, также производится сварка цветных металлов (алюминий, магний), пайка листового металла с покрытием [10].
Сварка холодным переносом предусматривает движение проволоки в возвратно-поступательном режиме с высокой скоростью. Сварка производится короткозамкнутой дугой с систематическими прерываниями. В процессе сварки электрод постоянно совершает движения, первоначально подается вперед на короткое время, возникает короткое замыкание. Контролируемое короткое замыкание прекращается за счет быстрого отодвигания проволоки из зоны сварки, после чего оно быстро повторно возвращается. В секунду электродом может совершаться до 70 движений в возвратно-поступательном режиме. Подобные перемещения электрода способствуют оптимизации условий, при которых происходит отделение капли расплавленного электродного металла, что в свою очередь исключает разбрызгивание, шов получается равномерный по плотности.
В процессе сварки уменьшается давление в сварочной дуге за счет попеременного действия («атаки») шва горячими и холодными импульсами. Минимальное разбрызгивание практически исключает необходимость механической обработки шва после сварки, это уменьшает трудоемкость промежуточных операций. Процесс СМТ сварки производится автоматизированными системами с компьютерным управлением процессом.
Наиболее современным направлением в развитии сварочных технологий являются технологии компьютерного моделирования процессов. Компьютерное моделирование обеспечивает разработку эффективных процессов сварки; способствует оптимальному использованию приспособлений; обеспечивает минимизацию образования деформаций в процессе сварки; позволяет получить информацию о зонах термического влияния с целью оценки качества свойств сварных швов. Моделирование процесса сварки производится на основе теплового расчета посредством калибровки виртуальных источников тепла вдоль сварного шва. Компьютерное моделирование сварочных процессов позволяет реализовать технологии, способы сварки, недоступные для выполнения сварщиком. При этом сварщик выступает в качестве оператора процесса, он задает параметры сварки, а программа выбирает оптимальные значения и осуществляет контроль качества сварного соединения [11].
Компьютерное управление процессом сварки позволяет регулировать его параметры. Для этого используются универсальные аппараты, оснащенные программным управлением и периферийными устройствами. Одним из подобных аппаратов является портативный сварочный аппарат (созданный компанией Lincoln Electric). Устройство позволяет осуществлять восемь методов компьютерного управления, предусматривает восемьдесят вариантов применения этих методов для осуществления процесса сварки: управление электрической дугой, подбор оптимальных параметров режима сварки, а также управление роботизированными устройствами для выполнения сварочных работ [12]. Процесс идет с применением пульсирующей дуги. Производится сварка сталей, цветных металлов (алюминий, никель и др.). Рассмотрим некоторые из методов.
В процессе горения пульсирующей дуги MIG/MAG-Puls выделяются три этапа: возрастание силы тока до максимального значения; кратковременная выдержка при этом значении, в результате металл прогревается на значительную глубину, в результате чего на электроде происходит формирование капли расплавленного металла. В дальнейшем происходит снижение до стандартного значения величины силы тока, при этом значении происходит процесс сварки, то есть поддерживается устойчивое горение электрической дуги. Конус дуги сужается за счет увеличения частоты сварочного тока (при уменьшении частоты происходит расширение конуса). С целью заострения конца электрода осуществляется последний импульс, что способствует упрощению запуска дуги для очередного шва.
В методе Puls-on-puls предусмотрено применение комбинации импульсов разных энергий. Импульс высокой энергии способствует очистке и плавке материала. Импульс низкой энергии предназначен для охлаждения расплавленного материала, что способствует формированию волнистого шва, характеризующегося значительной плотностью.
RapidArc. Метод основан на применении четырех этапов регулировки импульса: увеличение до максимальных значений силы тока и напряжения, в результате формируются капли расплавленного металла; резкое уменьшение тока, при этом напряжение уменьшается частично, что способствует созданию плазменного эффекта; резкое уменьшение напряжения, при неизменно низкой силе тока, это приводит к разрыву сварочной дуги, при этом капли стекают в сварочную ванну; после чего происходит пауза и подача нового импульса с высоким током и напряжением. Пауза, затем подача нового импульса с высоким напряжением и током. Данный метод позволяет осуществлять охлаждение расплавленного металла за счет отделения электрода от расплавленного металла сварочной ванны. Периодический обрыв дуги при снижении напряжения и уменьшении передачи тепла способствуют минимальному обгоранию металла, минимальному разбрызгиванию, при этом скорость сварки увеличивается на 30 % (при сварке углеродистой стали в обычном режиме средняя скорость до 45 см/мин, а метод RapidArc позволяет производить сварку со скоростью 60–65 см/мин) [12].
Процесс программирования сварки является наиболее перспективным. Разработки ведутся на основе применения электронно-лучевого принципа, используемого для соединения высокопрочных сплавов цветных металлов. Осуществляется процесс программирования вложений теплоты в контур разверстки пучка. Это обеспечивает возможность осуществления контроля и управления процессом проплавления металла, избегать вероятности образования дефектов [8]. В процессе сварки формируется шов с гарантированными свойствами.
Компьютерные технологии, применяемые в сварочном производстве, позволяют: производить расчет и оптимизацию режимов сварки посредством специализированных математических пакетов; выполнять чертежи деталей, конструкций, подлежащих сварке, производить оформление документации; моделировать различные процессы с целью управления распространением тепловых полей и деформаций, а также задавать параметры процесса сварки и работы сварочного оборудования; моделировать системы автоматизации сварки, системы программного управления процессом, создавать универсальные аппараты источники питания сварочной дуги.
Заключение
Таким образом, в современном мире развития техники и технологий необходимость соединения новых материалов с уникальными свойствами требует разработки новых технологий и методов сварки, которые ориентированы на повышение качества сварных соединений в условиях увеличения производительности процесса сварки. Применение компьютерных технологий позволяет добиться оптимального качества сварных соединений при минимальных затратах труда, ресурсов и является востребованным процессом в современных условиях.
K-TIG (Keyhole TIG) - это высокотехнологичная версия сварки TIG / GTAW. Слово Keyhole в переводе с английского означает «замочная скважина». Такое название метод получил благодаря технологическим особенностям, о которых мы расскажем чуть позже.
Этот новый процесс сварки был разработан и запатентован несколько лет назад Австралийской правительственной организацией по научным и промышленным исследованиям (CSIRO). K-TIG в настоящее время используется в производстве в Австралии, США, Великобритании, Норвегии, Швеции, Дании, Тайване, Индии, Малайзии, Аргентине, Китае и ряде других стран.
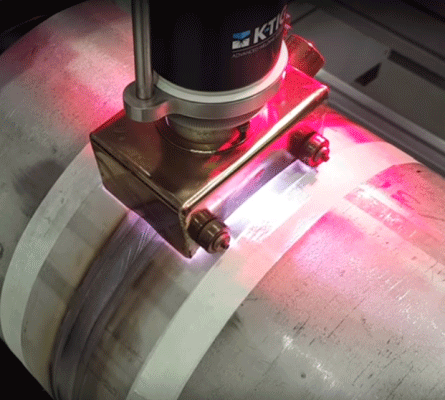
Эта технология уже широко используется в судостроении и производстве цистерн, криогенной технике, нефтегазовой отрасли, производстве электроэнергии, очистке воды, возобновляемых источниках энергии, ядерной и оборонной продукции, трубопроводах. В целом же, спектр применяя обширен. Например, GE (General Electric) развернула технологию в нескольких местах и использует её при изготовлении самых больших и самых современных газовых турбин в мире.
Отличия K-TIG от привычных видов сварки действительно впечатляют:
Однопроходные швы
K-TIG выполняет очень быстрые, однопроходные, полностью проникающие сварные швы диаметром до 16 мм в титане, 13 мм в нержавеющей стали и 9 мм в сплавах.
Широкий спектр материалов сварки
Процесс K-TIG хорошо подходит для материалов с низкой теплопроводностью, таких как нержавеющие стали, никелевые сплавы, титановые сплавы и действительно большинство коррозионно-стойких и экзотических материалов, включая нержавеющую сталь серии 300, дуплекс, супердуплекс, хастеллой, инконель, нимоник, цирконий и другие материалы.
Большая скорость сварки
Сварные швы выполняются со скоростью до 100 раз быстрее по сравнению с обычной сваркой TIG / GTAW и в соответствии со стандартом качества, который отвечает самым строгим требованиям ядерной, аэрокосмической и оборонной промышленности.
Типовые примеры скорости К-TIG сварки:
12 мм аустенитная нержавеющая сталь - скорость 250 мм / мин
8 мм сталь C-Mn - скорость 400 мм / мин
3 мм ферритная нержавеющая сталь - скорость 1000 мм / мин
Все в одном полном прохождении, при этом указаны средние скорости процесса K-TIG сварки, которые могут быть увеличены (в некоторых случаях значительно), если целью является оптимизация скорости.
А также технология K-TIG:
- снижает потребление энергии и газа до 95%;
- потребление проволоки снижается более чем на 90% или полностью исключается;
- не требует обработки кромок;
- используется только один сварочный газ и его расход экономичен;
- работает в очень широком диапазоне сварочных токов;
- обеспечивает для сотрудников безопасную и чистую среду с низким уровнем задымления.
Такой перечень технологических особенностей обусловлен решением главных задач – существенного сокращения затрат на производство и повышение производительности.
Как работает K-TIG сварка?
Технология K-TIG обеспечивает преимущества, доступные ранее только дорогостоящим лазерным, или электронно-лучевым установкам.
Этот простой процесс обеспечивает автоматическую, высококачественную глубокую сварку, доступную для любого мелкого и среднего размера.
Запатентованная технология основана на обширном научном исследовании процесса газово-вольфрамовой дуги и является результатом многих нововведений, связанных с характеристиками дуги, стабилизацией сварочной ванны, снижением теплообмена и эффективностью процесса сварки.

По сути, вариант K-TIG является решением проблем с неустойчивостью сварного шва, которые характерны для GTAW. В данном случае используется самоиндуцированные эффекты для создания плазменной струи. Там нет отверстия, что делает процесс намного проще, чем плазменная дуговая сварка.
Фундаментальной характеристикой процесса является преднамеренное увеличение дугового давления до того момента, когда происходит расширение кратера на дне сварочной ванны. В этот момент дно кратера прорывается через корневую поверхность сварного шва, образуя так называемую «замочную скважину» и позволяя дуговым газам уходить. Самое главное, чтобы отверстия на лицевой и корневой поверхностях сварного шва закрепились на жидкой поверхности сварочной ванны. Помогая понять, как это выглядит, можно визуализировать упругие свойства пленки мыльного пузыря, как показано на изображении справа.
Минимизация поверхностной энергии, связанная с геометрией «замочной скважины» и относительно беспрепятственный выход газов, создают в совокупности очень прочную и спокойную сварочную ванну. Кроме того, поверхностное натяжение не дает расплавленному металлу в сварочной ванне выпадать с поверхности корня шва.
Способ сварки K-TIG уникален, потому что он не зависит от очень высокой плотности энергии как при использовании, например, лазера и плазмы, что приводит к более широкой зоне слияния на лицевой поверхности.
О компании
Компания «НТ-Сварка», основанная в 2011 году, является крупным поставщиком профессионального и бюджетного оборудования для сварочных работ, резки металла на самые крупные предприятия России, Беларуси, Казахстана. Имеем собственное производство сварочных масок, промышленной мебели, оборудования для рабочего места сварщика.
ООО «НТ-Сварка» создает эффективные проекты комплектации масок с принудительной подачей воздуха. Опираясь на многолетний опыт, была создана гибкая система подбора и переоборудования сварочных масок, различных по цене и уровню защиты.
НТ-Сварка – крупный поставщик средств индивидуальной защиты, оборудования для сварки и плазменной резки, систем промышленной вентиляции. Работаем как с юридическими, так и с физическими лицами.
Почему нас выбрало уже более 1000 клиентов?

Качество товара
Мы работаем в сварочном сегменте уже достаточно давно, поэтому мы знаем всех хороших и добросовестных производителей «в лицо». Мы поставляем только качественную и зарекомендовавшую себя продукцию, на которую имеются сертификаты соответствия, а производители предоставляют гарантии. Поэтому если Вы вдруг обнаружите дефект в приобретенной продукции, то мы обязательно заменим ее на новую, либо возвратим Вам деньги.

Консультации с техническим специалистом
В нашем коллективе не работают менеджеры по продажам, вместо них - инженеры с высшим образованием в области сварки, имеющие большой опыт работы на производстве. Поэтому обращаясь в компанию «НТ-Сварка», Вы можете быть уверенными, что Вы получите грамотную консультацию специалиста. А поскольку наша компания работает в различных направлениях, то сотрудники могут предложить Вам комплексный подход для решения производственных задач.

Продуманная логистика
Наши заказчики не ломают голову над доставкой. Мы подбираем им наиболее удобные и оптимальные по цене варианты доставки в короткие сроки. Как правило, небольшие коробки (до 10 кг) доставляет курьерская служба EMS Почта России. Огромный плюс их логистики – они могут доставить посылку в любую точку России, где есть отделение Почты России. Также мы работаем с транспортной компанией «Деловые линии» - доставку до терминала отправления в г. Санкт-Петербург в отличие от наших конкурентов мы осуществляем бесплатно.

Портрет нашего заказчика
Мы работаем как с крупными промышленными предприятиями, так и с дядей Ваней из соседнего дома. У нас есть положительный опыт реализации наших проектов на крупнейшие российские предприятия, такие как ОАО «РУСАЛ», ОАО «Мечел», ОАО «Адмиралтейские верфи». Те заказчики, кто обрел в нашем лице постоянного поставщика либо бизнес-партнера, получают от нас скидки и бонусы.

Участие в выставках и конференциях
Мы хотим понять, что заботит Вас – нашего заказчика, хотим предложить Вам самые совершенные новые технологии, поэтому мы регулярно принимаем участие в международных выставках. Кроме того, мы считаем важным организацию практических конференций. На базе СПБГПУ Института машиностроения "ЛМЗ-ВТУЗ" мы организуем конференции для студентов, куда приглашаем представителей российских и иностранных производителей.

Бухгалтерские документы
Вам будет предоставлен полный пакет документов, который в соответствии с российским законодательством требуется для отражения в бухгалтерском учете.

Работаем с НДС
Если Ваша организация работает с НДС, то Вы сможете сэкономить с нами 20% от стоимости товара.
Читайте также: