Новый вид сварочного аппарата
Обновлено: 13.05.2024
Применение сварочного оборудования нового поколения позволяет повысить качество сварки металлоконструкций и значительно упрощает работу как сварщиков-профессионалов, так и мастеров, работающих дома.
В сравнении с классическим сварочным оборудованием полуавтоматы инверторного типа имеют массу преимуществ. Основные из них:
- Компактные размеры и небольшой вес существенно упрощают транспортировку и хранение сварки, делают инверторы удобными в использовании.
- Возможно применение электродов постоянного и переменного тока, что позволяет получать качественные швы при работе с изделиями из чугуна, алюминия, нержавейки, жаростойких марок стали.
- Большой диапазон регулирования величины входного тока позволяет применять для дуговой сварки под газовой защитой неплавящиеся электроды.
- Наличие дополнительных функций. «Hot start» обеспечивает подачу тока оптимальной величины, необходимой для поджига электрода. «Anti-Sticking» снижает подачу тока до минимума при возникновении короткого замыкания. «Arc Force» в момент отрыва капли увеличивает величину тока, предотвращая залипание.
Выбирая сварку для дома или работы в мастерской нужно ориентироваться на время непрерывной работы оборудования. Профессиональные сварочные инверторы могут работать до 8 часов без перерыва. Оборудованию бытового уровня после получаса работы потребуется от 30 до 60 минут, чтобы остыть.
Технические характеристики инверторов:
- Мощность. В техпаспорте на оборудование производитель указывает номинальную величину тока, при которой аппарат не будет перегреваться.
- Аббревиатурой ПН обозначается продолжительность нагрузки, временной режим использования аппарата.
- Сокращением ДПН обозначают диапазон питающего напряжения. Он особенно важен для выполнения сварочных работ в условиях нестабильного напряжения. Скачки напряжения в сети до 20%-30% чаще всего бывают в садовых товариществах, дачных кооперативах.
- Диаметр электрода. От этого показателя зависит толщина металла, а также возможность сваривать уголки или швеллер. При толщине стали от 1,5 до 13 мм рекомендуется использовать электроды диаметром от 1,6 до 5 мм.
Технологии и типы сварочных аппаратов-инверторов
- Hot Start — горячий старт: облегчает зажигание дуги. А защита от прилипания электрода упрощает использование сварочного аппарата.
- Arc Force — форсированная укороченная дуга более стабильна, лучше плавит материал, обеспечивает хорошее качество сварного шва, ускоряет процесс работы.
Выбор сварочного аппарата
Для того чтобы сварить арматуру под бетон, соорудить металлическую ограду или починить лопнувшую трубу непременно понадобится электросварочный аппарат. Какую сварку выбрать для домашних нужд?
Главные свойства домашнего сварочного аппарата
Сварочный аппарат для дома должен быть удобным в использовании и безопасным. Современное сварочное оборудование обладает небольшими габаритами и массой относительно советских моделей. Сварочные аппараты легко переносить на место, где необходимо произвести сварку.
Перед покупкой следует определиться, в каких целях будет использоваться сварочное оборудование. Если аппарат нужен для сварки пластиковых труб, то нет смысла тратиться на оборудование, предназначенное для сварки или резки металла.
Для работы со сварочным оборудованием необходимо постоянное стабильное напряжение. Однако некоторые модели позволяют работать с напряжением, отклоняющимся от нормы на 15 %.
Полезная информация
Инверторные сварочные аппараты широко используются в быту и на производстве. Сварка поможет на даче сварить ворота или мангал, а на стройке скрепить водопроводные трубы или арматуру.
Инверторы популярны, потому что обладают множеством достоинств. Небольшие размеры и вес конструкции. Можно легко обучиться работе. Возможность регулировать силу сварочного тока от десятков до сотен ампер. Большой модельный ряд позволяет без проблем подобрать бытовые инверторы питанием от сети 220 В с диаметром электрода от 1,5 до 4 мм или профессиональные сварочные трансформаторы на 380 В и электродом от 2 до 6 мм.
Основные параметры
- Напряжение питания на 220 или 380 вольт, а также с возможностью работать в допустимом диапазоне. Например, 160-240 Вольт при нестабильном напряжении.
- Мощность инвертора влияет на максимальную толщину металла которую можно варить и расход электроэнергии. Не вся проводка выдерживает такую мощность и надо учесть стартовые токи.
- Сварочный ток зависит от толщины свариваемых деталей и диаметра электрода. Выбирается по максимальному значению.
- Процент нагрузки ПН в процентах показывает интервалы времени между работой и отдыхом при максимальном токе. Чем выше значение, тем дольше можно варить без перерыва.
- Режимы работы MMA и TIG. Чаще всего бытовые аппараты постоянного тока работают по методу MMA — ручная дуговая сварка электродом. Варят большинство видов металлов. Некоторые инверторы варят ещё и в TIG режиме — ручная аргонодуговая сварка вольфрамовыми электродами. Используют при сварке цветных металлов.
Характеристики и описания
- Сварочный ток и диаметр электрода — определяют возможности сварочного аппарата по работе с металлом разной ширины. При максимальной силе тока 200 А можно работать с материалом толщиной не более 5 мм.
- Напряжение питания — инверторы подразделяются на работающие в однофазной или трехфазной сети.
- Вес аппарата — при одинаковых характеристиках сварочный инвертор от одного производителя может быть легче, чем от другого.
- Мощность сварочного аппарата следует выбирать с запасом на будущее, так как в дальнейшем вам может понадобиться варить металл большей толщины.
Специальные функции, помогающие в сварке
- Форсаж дуги Arc Force автоматически увеличивает силу тока и уменьшает вероятность прилипания при резком приближении электрода к поверхности металла.
- Горячий старт Hot Start даёт лёгкий розжиг дуги, что упрощает сварку плохими электродами или соединяемыми деталями.
- Антиприлипание Antistick срабатывает при касании электрода с деталью. Автоматически снижает силу тока и не даёт электроду прилипнуть. Если разорвать прилипание то ток снова подаётся.
Самые популярные модели:
- AURORA PRO OVERMAN 180 Mosfet
- WESTER MMA-VRD 200
- РЕСАНТА САИ 220
Сварочный аппарат Eurolux IWM-160

- Компактность
- Есть ремень для облегчения переноски
- Противоударный корпус
- Не требует специальных навыков для работы
- Горячий старт — автоматически повышает силу сварочного тока в начале работы, что упрощает розжиг дуги
- Форсаж дуги – предотвращает залипание электрода, уменьшает разбрызгивание металла, а при необходимости позволяет получить глубокое проплавление сварочного шва
- Антизалипание – аппарат автоматически снижает силу сварочного тока при залипании электрода, благодаря чему его проще высвободить
- Быстрое подключение
- Эффективное охлаждение во время работы
- Низкая цена
- Короткие провода в комплекте
- Отсутствует дисплей

Сварочный инвертор FUBAG IQ 160

- Компактность
- Небольшой вес (2,7 кг)
- Плавная регулировка сварочного тока
- Не требует специальных навыков для работы
- Горячий старт
- Форсаж дуги
- Антизалипание
- Быстрое подключение
- Улучшенная система охлаждения
- Низкая цена

Инвертор сварочный инверторный РЕСАНТА САИ 140

- Компактность
- Небольшой вес (4,3 кг)
- Есть ремень для облегчения переноски
- Стабильная работа даже при высоком значении тока
- Горячий старт
- Форсаж дуги
- Быстрое подключение
- Дребезжит защитный кожух
- Провода из комплекта короткие

Сварочный инвертор FUBAG IN 176

- Компактность
- Многофункциональность
- Цифровой дисплей и сенсорное управление позволяют моментально настраивать аппарат и контролировать параметры сварки не отвлекаясь от работы.
- Таблица подбора электродов нанесена верхнюю панель.
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Форсаж дуги (только для MMA режима)

Сварочный инвертор BlueWeld Prestige 186 PRO

- Небольшие габариты
- Стабильная работа при любом напряжении
- Горячий старт
- Антизалипание
- Сравнительно недорогой.
- Низкая мощность
- Удобная ручка для переноски
- Требуется опыт работы с аппаратами типа TIG
- Не подходит для сварки алюминия.
- Нет аргоновой горелки.

Инвертор сварочный Energolux WMI-200

- Компактность
- Есть ремень для облегчения переноски
- Плавная регулировка сварочного тока
- Горячий старт
- Форсаж дуги
- Антизалипание

Стоимость сварочного оборудования
Цены на сварочные аппараты разбросаны в широком диапазоне. Стоимость оборудования зависит от страны-производителя, функциональности аппарата и наличия комплектующих к нему. Дешевле купить сварочный аппарат китайского производства. Японская сварка обойдется дороже, но может оказаться, что все детали произведены в Китае, а непосредственно в Японии осуществлялась только сборка.
Цена увеличивается, если сварка обладает встроенным корректором коэффициента мощности. Такой аппарат необходим, когда диапазон напряжения слишком широк: 90–240 Вольт.
Цены на сварочные аппараты
Название сварочного аппарата/ Цена
| Wert MIG 200 | от 16 395 р. |
| Resanta SAI-190K 65/36 | от 4 825 р. |
| Aurora PRO Overman 180 | от 27 625 р. |
| Solaris MULTIMIG-227 | от 24 000 р. |
| FUBAG IR 160 31401 | от 5 090 р. |
Сварочные аппараты разделяются на несколько типов со своей спецификой: сварочный трансформатор, выпрямитель, газовый полуавтомат, инвертор.
Трансформаторы являются наиболее простым и недорогим видом сварочных аппаратов, к тому же они надёжны и неприхотливы в работе. В то же время качество шва относительно невысоко, а работа с трансформатором требует определённых навыков. Да и подходят такие устройства исключительно для чёрных металлов. А потому лучше всего сварочный трансформатор подойдёт для несложных работ (в т.ч. и в быту) и для тех, у кого уже имеется опыт работы со сваркой.
Выпрямители отличаются от трансформаторов тем, что работают не с переменным, а с постоянным током. Это улучшает качество шва и позволяет варить и чёрные, и цветные металлы. В то же время выпрямители сложнее и потребляют значительно больше энергии, чем трансформаторы, что требует соответствующего качества электросетей. Потому они в большей степени рассчитаны на профессиональную электросварку.
Газовые полуавтоматы предназначены для сварки в среде специального газа. Они надёжны, удобны в работе и обеспечивают высокое качество шва, особенно при сварке цветных металлов — газ защищает шов от влаги и окисления. Недостатками полуавтоматов являются дороговизна и некоторые сложности в использовании (например, кроме электродов, требуются ещё и газовые смеси для сварки). Этот тип считается оптимальным для автомастерских, также может пригодиться и в бытовых целях.
Инверторы считаются наиболее современным типом сварочных аппаратов. Они обеспечивают хорошее качество шва при высокой производительности, устойчивы к пониженному напряжению, могут варить как чёрные, так и цветные металлы, при этом имеют небольшие габариты и вес. Недостатками их является относительно высокая стоимость, а также чувствительность к скачкам напряжения.
Независимо от типа при выборе стоит учитывать напряжение, на которое рассчитан аппарат. Для бытового применения стоит брать устройства на 220 В, а для мастерских и производства, где требуется высокая мощность, выпускаются модели на 380 В. Основное же деление на бытовые и профессиональные сварочные аппараты идёт по силе тока: устройства до 200 А относятся к первому типу, более 200 А — ко второму.
Также выбирать аппарат по силе тока стоит в зависимости от толщины металла, с которым придётся работать. Чем толще металл — тем выше должен быть ток; существуют специальные таблицы, позволяющие точно подобрать устройство под конкретные нужды.
Какие сварочные аппараты самые дешевые?
Топ-3 недорогих товаров из категории Сварочные аппараты:
- ✔ Сварочный аппарат инверторный Ресанта IWM160 Eurolux
- ✔ Сварочный аппарат инверторный Победа АС 200, 200 A
- ✔ Сварочный аппарат инверторный Ресанта IWM190 Eurolux
Какие сварочные аппараты самые популярные в этом году?
Топ-3 самых продаваемых товара из категории Сварочные аппараты в 2021 году:
Новые технологии в сварке
Современная цивилизация многим обязана процессу сварки. Без сварочных элементов мы не получили бы транспорта, огромных строений, технологических конструкций, мобильных телефонов и пр. Несмотря на то, что этот физический процесс применяется много столетий, он не останавливает своего прогресса. Учёные многих стран продолжают исследовать и совершенствовать сварочные механизмы, применять новые приёмы и производить революционные открытия в этой сфере.

Новые технологии позволяют добиться более совершенного результата с использованием минимальных ресурсов. Разработки, появляющиеся ежегодно, делают возможным сварку тех материалов, которые раньше оставались за границами данной технологии.
Основные инновационные направления
Все разработки в данной области направлены на то, чтобы улучшить основные показатели процесса с наименьшими затратами:
- снижение коррозии и коробления металлов во время эксплуатации;
- повышение скорости выполнения сварочного процесса;
- облегчение зачистки мест соединения или обеспечение отсутствия такой необходимости;
- минимальный расход материалов;
- облегчённое и упрощенное управление процессом;
- способность соединения самых тонких листов металла различных марок.
Портативные аппараты
Такие типы сварочных аппаратов позволили вывести сварку на новый – бытовой — уровень. Если до изобретения портативных устройств подобные работы выполнялись преимущественно профессионалами с высокой квалификацией, то портативная техника позволила применять их и дома.

Современные сварочные аппараты
Во-первых, такие аппараты очень лёгкие по весу, в связи с чем их удобно транспортировать. Во-вторых, производители снабдили их полным готовым для использования комплектом, не забыв о системе подачи электродов (проволоки весом до 10 кг).
Главным усовершенствованием можно считать то, что в аппарат вмонтирована система цифрового управления. На дисплее каждый может указать основные параметры сварки: диаметр закладываемой проволоки, тип газа и т.д. На основании введённых данных портативный аппарат самостоятельно настраивается и выполняет сварку на достаточном для непроизводственных сварных швов уровне.
Усовершенствованные горелки
Самым примитивным звеном во время сварки считается газовая горелка, но даже небольшие изменения этого элемента позволили значительно улучшить качество выполняемой работы. Современные конструкции горелок производят не только из новых материалов, но имеют другой диаметр выходного отверстия, которое способно работать с нестандартными температурами и создавать необходимое давление.
Предлагаемые учёными газовые горелки стали безредукторными и высокодинамичными, при помощи их даже во время продолжительного процесса на самых высоких температурах можно получить идеально ровное пламя, в котором не будут появляться факелы, вспышки и хлопки. Из-за таких инноваций работа сварщика не требует частых остановок, что позволяет выполнить больший объём работ за то же самое время.

Разработаны агрегаты с многочисленными соплами, которые используются для соединения труб большого диаметра. Ширина пламени при использовании линейных горелок может достигать нескольких метров. Эта технология часто применяется для соединения деталей под водой или в воздухе, где существует острая необходимость в резком сокращении времени выполнения работ.
Гибридная лазерная технология
Такой способ был разработан для автомобилестроения, но нашёл применение и в других промышленных отраслях. Гибридный лазер используют для получения качественных швов при соединении тугоплавких сортов стали при совмещении с диоксидом углерода. Это позволяет получить идеальные сварные швы при точном управлении мощности лазерного излучения в пределах 1,5 – 4,0 кВт.

Ещё одной особенностью, присущей гибридной лазерной технологии, является высочайшая скорость плавящегося электрода и выполняемых работ – от 40 до 450 м/час. С такими же показателями можно обрабатывать тончайшие листы, изготовленные из автомобильной стали, что стало причиной финансовой поддержки и усовершенствования этой разработки ведущими автомобильными корпорациями.
Двухдуговая сварка
Такая методика была разработана для крупногабаритных конструкций, в изготовлении которых задействованы толстые листы закаливающейся стали таких марок как 30ХГСА. Способ основан на том, что при двухдуговом воздействии одномоментно применяются проволоки двух разных типов, имеющие в составе легирующие (сверхпрочные) компоненты. Диаметр таких электродов – 5 мм.
Для обеспечения устойчивого горения дуги при двухдуговой сварке необходим керамический флюс, созданный на основе керамики марки АНК-51А. Именно с керамическим флюсом данный способ показывает самый высокий результат и формирование идеальной сварной поверхности.
Щадящая методика
Для определённых работ была разработана новая щадящая технология, которая очень высокорезультативна, но отличается низкой себестоимостью. Во время процесса применяют специальные смеси защитных газов: диоксид углерода в соединении с аргоном или смесь аргона, диоксида углерода и кислорода. По сравнению с традиционным применением обособленного диоксида углерода, получаемый шов выходит более гладким и безупречным.

Ещё одним позитивным моментом является значительное удешевление сварочного процесса: на равный объём выполненных соединений расходуется меньшее количество проволочных электродов. Экономия составляет около 20%, что в промышленных масштабах представляет собой значительную сумму. Кроме того, во время сварочного процесса переход к деталям, поддающимся сварке, становится очень постепенным и плавным. Профессиональные сварщики, которые были задействованы в начальных тестах щадящей методики, подчеркнули, что разбрызгивание электродных металлов при многокомпонентной смеси газов значительно уменьшается.
Двухкомпонентная методика
Этот новый метод, который получил широкое распространение в развитых странах за короткий промежуток времени, обязан своим появлением запуску новых скоростных составов на железных дорогах. Двухкомпонентная технология является модифицированным вариантом литьевого способа. Она разрешила достичь результатов, которые раньше считались взаимоисключающими: обеспечить высочайшую пластичность шовного соединения, не ухудшив при этом износоустойчивость металла в месте сварного шва.

Технически двухкомпонентная методика выполняется сложно, поскольку требует особой подготовки: на месте проведения работ должна быть расплавленная сталь, которая аккуратно помещается в жидком виде в зазор между рельсами. Для того, чтобы придать соединению внушительную вязкость, применяется плавка с низколегированными компонентами. Износостойкость увеличивается посредством использования керамических флюсов, которые позволяют после заполнения сварного стыка вывести легирующие добавки из процесса. Керамика разрушается под действием высокой температуры, а добавки, укрепляющие соединение, застывают на поверхности, обеспечивая длительную эксплуатацию без трещин и деформаций.
Орбитальная аргонодуговая технология
Эта технология нашла применение в аэрокосмической отрасли, в автомобилестроении и полупроводниковой промышленности. Такая методика является высокоспецифичной и применяется для объектов со сложным конструктивным контуром. Впервые она была разработана 50 лет назад, но её значительно усовершенствовали, применив вольфрамовый электрод.

Главным преимуществом орбитальной аргонодуговой вольфрамовой сварки является то, что расход активирующего флюса при таком методе рекордно низкий: на 1 м сварного шва расходуется всего 1г флюса. Это делает возможным проводить процесс при пониженном токе, что уменьшает не только объём, но и вес сварочной ванны. При этом качество соединения регулируется в режиме реального времени посредством корректировки давления дуги.
Такой методикой успешно пользуются при необходимости соединить жаропрочные, высокопрочные сплавы, углеродистые стали, титан, медь и никель.
Технология СМТ
Эта методика основана на холодном переносе металлов. Когда говорят о холодном переносе, в виду не имеют реально низкую температуру, просто она значительно ниже, чем при классических вариантах.
Главное отличие заключается в том, что заготовки и зона будущего шва не прогреваются до максимальных значений, поэтому тепловложение в области обработки в разы уменьшается. Из-за того, что металл точечно не перегревается, не происходит сильная деформация. Работа электрода основана на контролируемом коротком замыкании, которое прекращается быстрым отодвиганием проволоки из зоны действия разряда и быстрого повторного его возвращения (до 70 раз в секунду).

Применение СМТ-сварки осуществляется через автоматизированные системы, которые дают очень однородные и качественные швы на местах соединения оцинкованных или стальных листов с алюминиевыми сплавами.
В данном случае сварка ведётся короткозамкнутой дугой с систематическими прерываниями. В результате такой системы шов атакуется горячими и холодными импульсами, что позволяет снизить давление в районе вхождения дуги. По такому же принципу снижается разбрызгивание при переносе металлов.
Таким образом, при помощи СМТ-сварки был достигнут стандарт, который ранее считался только теоретическим. Это стало возможным из-за контроля короткого замыкания и полного отсутствия разноса брызг, что резко снижает необходимость послесварочной механической обработки.
Плазменная сварка
Этот метод делает возможной сварку металлов разной толщины, начиная от самых тонких листов и заканчивая глубиной шва до 20 см. Плазменная технология позволяет одновременно с выполнением сварочных работ производить резку.
В основе плазменного метода находится ионизированный газ, который полностью заполняет пространство между двумя электродами. Именно через этот газ проходит электрическая дуга определённой мощности, обеспечивая очень сильный эффект.

Использование плазменного генератора представляет собой сложный процесс, требующий высокого профессионализма и профессиональных навыков, поэтому использовать его в бытовых целях не получится. Внутри генератора возникает многофункциональная сварочная система, которая может использоваться в узкоспециализированных сферах.
Технология компьютерного моделирования
Самое современное направление в сварочных технологиях по праву отводится компьютерному моделированию. Оно одинаково целесообразно для выполнения соединений самых мелких деталей со сложными контурами и для масштабных работ, где необходимо управление огромными площадями и множеством сварочных аппаратов.
Если раньше объёмные работы выполнялись при использовании многих аппаратов или целым сварочным комплексом, то компьютерное моделирование позволяет иметь одну функциональную единицу с разветвлённой периферией, оснащённой множеством горелок и насадок.
Полная автоматизация позволяет внедрять принципиально новые способы сварочных работ, которые недоступны для большинства сварщиков. Сами сварщики в таком случае функционально превращаются в операторов, задающих компьютеру все необходимые параметры, на основании которых программа задаёт оптимальные значения и контролирует процесс. Такой подход значительно повышает результат выполняемой работы.

Компьютерное моделирование сварочного процесса
Новые технологии вывели сварку на совершенно новый уровень, который позволяет выполнять сварочный процесс в рекордные сроки с минимальными трудозатратами и максимальным результатом. В то же время, прогресс не стоит на месте, поэтому вполне возможно, что в ближайшем будущем появятся системы, которые будут работать автономно, практически без участия людей. Разработки подобных проектов уже ведутся, и в том случае, если испытания увенчаются успехом, скоро человечество сможет получить новые масштабы и концепции сварочных производств.
Виды сварочных аппаратов

Сварка, как вид соединения металлических элементов, получила массовое распространение чуть больше века назад. Однако сегодня применяется во многих сферах деятельности, от производства электроники до строительства гигантских конструкций. Поскольку состав используемых при этом металлов бывает весьма разнообразным, для получения надёжных сварочных швов было придумано и реализовано множество видов оборудования. Наиболее популярными среди них являются сварочные аппараты. Рассмотрим, какие бывают сварочные аппараты, виды, плюсы и минусы каждого.
Трансформаторы
Трансформатор является наиболее традиционным видом электрического сварочного аппарата. Одновременно он один из самых простых по конструкции. Основным элементом конструкции этого типа сварочников служит понижающий трансформатор, преобразующий напряжение электросети до значения, необходимого для сварки. Сила тока при этом изменяется с помощью разных методик, наиболее известный — смещение одной обмотки относительно второй. По мере изменения промежутка между обмотками меняется ток.
Особенностью сварочных трансформаторов считается переменный ток на выходе, что приводит к заметному разбрызгиванию металла и ухудшению качества швов. Чтобы проводить сварку цветных металлов, повысить качество горения дуги, в структуру аппарата нужно добавлять достаточно массивные и громоздкие компоненты. Основной элемент — трансформатор — также не отличается компактностью и малым весом. При использовании аппарата для производства серьёзных работ необходимы специфические (для переменного тока) электроды и немалый опыт сварщика.
КПД прибора достаточно высокий, достигает 90%, однако часть энергии тратится на нагрев. Охлаждение осуществляется при помощи вентиляторов разной мощности, поскольку требуется охлаждать агрегат весом в несколько десятков, а иногда и сотен килограммов. Применение этого вида сварочных аппаратов сегодня сокращается, но они всё же пользуются спросом, из-за низкой стоимости, надёжности и долговечности. Используются трансформаторы для сварки низколегированных типов стали.

Выпрямители
Сварочные выпрямители можно считать усовершенствованием аппаратов-трансформаторов. В сварочных швах, полученных при помощи выпрямителей, практически исключены те изъяны, что обусловлены применением переменного тока. Устройства, кроме понижающего трансформатора, имеют в конструкции диодный блок (выпрямитель), элементы регулирования, запуска и защиты. Переменный ток не только меняет напряжение, но и преобразуется в постоянный. Это даёт возможность получить ровную, устойчивую дугу. Соответственно, снижается разбрызгивание металла, шов получается более качественным. Работать можно любыми электродами.
Расширяется также сфера использования сварочника — можно соединять не только низколегированные «чёрные» стали, но и цветные металлы, нержавейку, чугун (применяя соответствующие электроды). Поскольку постоянный ток обладает полярностью, не следует об этом забывать — при подключении электродов этом параметр следует учесть. Некоторые сварочные работы целенаправленно выполняются на обратной полярности (сварка алюминия).
Многие производители сегодня снижают изготовление этого вида бытовых аппаратов. Если же говорить о профессиональном использовании, они до сих пор используются довольно широко. Недостатками можно считать большой вес, необходимость работы квалифицированного сварщика, серьёзную «просадку» напряжения в электросети в процессе сварки. Достоинства — невысокая цена, надёжность и неплохое качество шва.

Полуавтоматы
Полуавтоматические сварочные аппараты в среде инертных или активных газов, или просто полуавтоматы — устройства более сложные, нежели трансформаторы или выпрямители. Однако в использовании более удобны. Часто применяются при кузовном ремонте автомобилей, достаточно широко используются в быту, частном домохозяйстве.
Конструкция состоит из следующих компонентов:
- трансформатора;
- выпрямителя;
- привода, подающего проволоку;
- газового баллона;
- рукава с горелкой.
Сваривание деталей осуществляется плавящейся в электрической дуге проволокой, которая в процессе расположена в среде защитного газа. Регулировка тока осуществляется чаще всего ступенчато, подвержена изменению также скорость подачи проволоки. Соотношением этих параметров устанавливается необходимый режим работ.

Различные модели полуавтоматов работают:
- только с газом;
- с газом или без газа (переключается);
- только без газа.
Если работа производится без газа, применяется специальная проволока (флюсовая). Отличается от обычной флюсовая проволока тем, что в её состав, кроме металла, включается флюс. При горении составляющих флюса образуется облако защитного газа, который предотвращает окисление сварной ванны воздухом. Кроме того, активные элементы состава флюса придают металлу нужные параметры, дуга становится более стабильной. При этом не нужен газовый баллон, что удобно, однако сама проволока существенно дороже.
При работе с различными металлами используют разный газ — углекислый при сварке железа, смесь аргона и углекислоты, если работают со сталью, при сварке алюминия — аргон. Газовые баллоны следует применять промышленные либо фирменные.
Полуавтоматы отличаются высокой производительностью, дают прекрасный качественный шов на различных металлах. Недостатками можно отметить разбрызгивание металла и большой расход материалов на угар.

Инверторы
Аппараты этого типа называют также импульсными. Сегодня сварочные инверторы считаются одними из самых распространённых аппаратов из-за своего небольшого веса и общедоступности. И если ещё лет 10 назад инверторы были дороги и не очень надёжны, то сейчас эти недостатки устранены. Использование инверторной методики даёт сегодня уменьшение размеров трансформатора, повышение качественных свойств дуги, оптимизации КПД, снижение разбрызгивания металла при сварке.
Сварочный инвертор состоит из силового трансформатора, назначением которого является снижение сетевого напряжения до нужной величины, блока электросхем и дросселя-стабилизатора, нужного для минимизации пульсаций тока.
Напряжение питающей сети подаётся в инверторе на выпрямитель, на выходе которого блок схем трансформирует постоянный ток в переменный, обладающий высокой частотой. Этот, полученный на выходе силового блока, переменный ток подаётся на сварочный трансформатор высокой частоты, более компактный и лёгкий, чем обычный сетевой преобразователь. Напряжение на выходе сварочного трансформатора снова выпрямляется и подаётся на дугу.

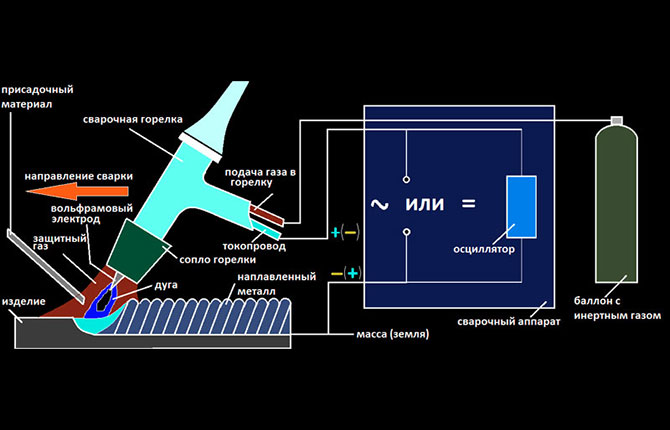
Аргонодуговой сварочный аппарат
Этот вид оборудования для сварки использует специальные неплавящиеся электроды из вольфрама, газом для защиты служит гелий или аргон.
Аргонодуговой аппарат с использованием вольфрамового электрода содержит следующие компоненты:
- источник, обеспечивающий получение постоянного или переменного сварочного тока;
- приспособление регуляции для работы с током;
- комплект горелок для применения с различными напряжениями;
- управляющая схема, обеспечивающая координацию цикла сварки и защиту;
- стабилизирующее устройство для возбуждения, а также выравнивания дуги.
Агрегаты этого вида применяют, если есть необходимость в качественной сварке цветных металлов.

Аппарат для точечной сварки
Сварка точечным способом является одним из видов контактных сварок термомеханического класса. Сам процесс состоит из нескольких моментов. Для начала детали, сложенные необходимым образом, помещаются между электродами и сжимаются друг с другом, после чего нагреваются до момента достижения пластичности и совместно деформируются. Скорость сварки в условиях завода — до 10 точек в секунду.
Детали разогреваются при помощи мгновенного (0,01–0,1 сек.) импульса тока сварки. Этот быстрый импульс даёт возможность достичь разогрева металла до расплавления, что приводит к возникновению объединённой для обеих деталей жидкой зоны. После прекращения действия тока детали по-прежнему совмещены, прижаты друг к другу до снижения температуры и отвердевания расплавленной точки. Сжатие деталей прекращается с задержкой по времени, для создания условий лучшей кристаллизации металла.
Достоинствами точечной сварки можно выделить экономичность, надёжность и прочность шва, несложность достижения автоматизации. К сожалению, подобного вида сварочный шов не обладает герметичностью, что ограничивает сферу его использования.

Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение.

Плазменная сварка
Плазменная сварка (резка) металлов — операция, в ходе которой происходит расплавление металла потоком плазмы. Плазма — это газ, в составе которого содержатся заряженные частицы, проводящие электрический ток. Газ ионизируется путём нагрева дугой, выходящей из плазмотрона. Чем более высокую температуру будет иметь газ, тем выше ионизация. Температура дуги в аппаратах плазменной сварки достигает десятков тысяч градусов.
Технология такая: к горелке в быстром темпе подаётся газ и электрический ток для формирования дуги. Резка происходит не только из-за расплавления металла, но и за счёт того, что скоростной ионизированный поток вымывает металл из зоны действия плазмы.

Кроме знания того, какие бывают сварочные аппараты, при выборе следует учитывать потребности пользователя. И если в автомастерской или на производстве может понадобиться профессиональный аппарат, то для бытовых нужд достаточно недорогого прибора.
Виды сварочных аппаратов – тонкости выбора и особенности применения
Выбрать добротный и недорогой агрегат не так просто, как может показаться. Рынок переполнен предложениями, и не все виды сварочных аппаратов равноценны между собой. У каждого есть особенности, преимущества и недостатки. Не стоит поддаваться уговорам менеджеров-продавцов – лучше самостоятельно разобраться в устройстве и параметрах сварочников, тогда сделать выбор будет проще.
Виды, различия, плюсы и минусы
Еще недавно спрос на компактные бестрансформаторные сварочники был огромным. Отдельные виды ручных сварочных аппаратов создавали кустарно, покупали конверсионные модели, выпускаемые предприятиями оборонки.

Сегодня рынок перенасыщен предложениями. Конструкции сварочных аппаратов стали более разнообразными. Но это сделало модели более совершенными. В основе всех современных сварочников используются все те же старые схемы, но на новой элементной базе.
По видам аппараты можно разделить на несколько базовых моделей:
- трансформаторные конструкции;
- инверторные схемы;
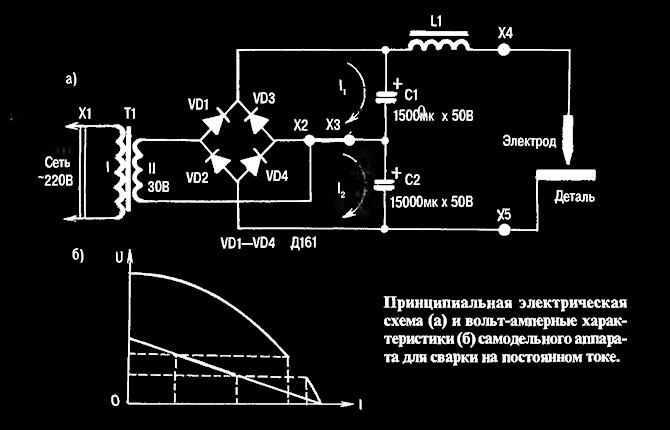
- сварочные аппараты для сварки постоянным током;
- конструкции для сварки в защитной газовой среде;
- устройства для точечной сварки;
- газосварочные агрегаты.
Все перечисленное касается только аппаратов, схема и конструкция которых допускает подключение к бытовой электросети в 220 В. Это базовое ограничение для всех бытовых моделей.
Выбирая вид сварочного аппарата (кроме газосварки), необходимо реально оценивать возможности электросети. Современные модели на полупроводниковой базе могут работать на даче или в гараже, где напряжение в сети может быть в пределах 150-240В. Более старые аппараты с трансформаторным преобразованием напряжения приходится переделывать.
Трансформаторы
Наиболее древний вид сварочника. Активно используется более сотни лет. Основа аппарата – тяжелый (до 20 кг) и мощный (до 5 кВт) трансформатор, преобразующий сетевое напряжение в 220 В на входе в рабочее переменное 50-60 В.
Для качественного сваривания металла трансформатор должен иметь определенный вид вольт-амперной характеристики, чаще круто падающей. Обычный силовой трансформатор, снятый с промышленного оборудования, для сварки не подойдет.

Сварочный трансформатор перед началом работ настраивают на определенные характеристики – ток и интенсивность горения дуги. Перемещая руками балластный резистор или реактор, удается добиться крутопадающей характеристики напряжение-ток. Это значит, что с момента зажигания дуги напряжение будет сильно снижаться с увеличением тока, количество энергии выделяется равномерно, поэтому прожогов или непроваров не будет.
- простая конструкция, несложный ремонт;
- доступная цена;
- большой сварочный ток – до 250А;
- надежность.
Срок службы сварочного трансформатора, намотанного из качественного медного провода, – 20-25 лет. На практике при аккуратном обращении срок службы ограничен лишь надежностью изоляции. Провод в фирменной резиновой изоляции способен обеспечить 30-40 лет безаварийной эксплуатации.
- большой вес;
- сложность настройки;
- ограниченное использование;
- сильные помехи, создаваемые трансформатором в сети.
Выполнять работы с использованием трансформаторного сварочника рядом с многоэтажками не рекомендуется во избежание конфликтов с жильцами.
Выпрямители
Определенные виды материалов, такие как нержавейка или чугун, сваривают с использованием постоянного тока. Для этого нужен выпрямитель. По сути, это тот же сварочный трансформатор, дополнительно оборудованный регулирующими системами, блоком полупроводниковых вентилей, преобразующих ток из переменного в постоянный. Все виды регуляторов с трансформатором собираются в компактном, но тяжелом корпусе (10-12 кг).

В качестве регулятора режима используется управляющая плата на тиристорах. С ее помощью можно настроить величину тока. Блок выпрямляющих кремниевых диодов – нерегулируемый. Вид сварочного тока – постоянный.
Работать можно только постоянным током, потому могут возникнуть сложности при сварке толстостенного профиля, отдельных видов проката.
Для определенных видов сварочных работ, предполагающих длительную непрерывную нагрузку, вместо тиристорного регулятора используется магнитный шунт, устанавливаемый на вторичной обмотке. Размыкание или смыкание его выполняется с помощью ручки на передней панели аппарата.
Агрегат считается надежным в работе, но данный вид сварочников не пользуется популярностью у любителей из-за сложного подбора режима работы.
Инверторы
Этот вид сварочного оборудования собран на электронных компонентах. В конструкции аппарата преобразование напряжения обеспечивается электронным генератором на основе управляемых ключей. Есть трансформатор, но этот вид преобразователя работает с высокочастотным напряжением. Поэтому вес и габариты устройства небольшие. Вес инвертора редко превышает 5 кг.

Инверторные сварочники собираются на элементной базе двух типов – на транзисторах MOSFET и более новых элементах IGBT. Первый тип полупроводников выпускается уже более 50 лет, отличаются надежностью и невысокой ценой. В одном инверторе их около 20 шт. Быстро перегреваются, уже при 60 ℃ часто срабатывает защита.
Новые IGBT выдерживают нагрев до 90 ℃, для инвертора их требуется до 10 штук. Такие элементы дороже и допускают не все виды ремонта. Размер корпуса полупроводника маленький, выпаивать его с платы сложно.
Все виды инверторных сварочных аппаратов работают по одной схеме:
- поступающий из сети переменный ток, напряжением 220 В, выпрямляется на блоке мощных диодов;
- на втором этапе фильтр устраняет помехи. Заодно этот вид защиты блокирует попадание наводок обратно в сеть, поэтому инвертором можно варить даже в квартире;
- после фильтра генератор преобразует постоянный ток в переменный с частотой около 100 кГц. Это дает возможность использовать небольшие компактные детали и элементы;
- сигнал с генератора подается на высокочастотный трансформатор, где понижается до напряжения 50-60 Вт, после чего выпрямляется на высокочастотных вентилях.
Кроме небольших размеров сварочный аппарат интересен возможностью точной регулировки величины ток в электрической дуге.
- малый вес;
- возможность сваривать тонкостенные детали;
- простая настройка;
- отсутствие помех в сети.
Большинство инверторов имеют дополнительные опции, улучшающие качество сварки неподготовленными работниками. Например, включение Anti Stick препятствует прилипанию электрода в момент зажигания дуги. Система Hot Start повышает ток и напряжение в момент загорания дуги, что облегчает начало работы.
Отрицательные моменты заключаются в том, что инвертор требует аккуратного обращения. При неправильной эксплуатации высокочастотный генератор легко выходит из строя. Большинство видов ремонта сварочника требуют квалификации специалиста-электронщика.
Полуавтоматы
Принципиально новый вид сварочного аппарата, десятки лет широко использовался в промышленном производстве и при проведении ремонтных работ в специализированных мастерских. Сварочные полуавтоматы стали доступны с появлением компактных инверторов.
Аппарат может иметь один или два корпуса. В первом блоке находится электрический преобразователь, аналогичный инвертору или выпрямителю. Во втором – катушечная система подачи омедненной сварочной проволоки через гибкий резиновый рукав к точке сварки. Внутри располагается токоподводящий кабель.
Если это мобильный переносной вид аппарата, то все элементы, кроме рукава, собраны в одном блоке. Кроме того, в рукав подается газ СО2 от баллона с газовым редуктором.

На конце рукава установлена горелка-пистолет с клавишей включения подачи газа и проволоки. При работе вылет проволочного электрода составляет всего 4-5 мм, поэтому зона сваривания оказывается полностью погруженной в поток защитного газа.
Преимущество полуавтомата в высоком качестве шва. Можно сваривать все виды тонколистовой стали.
Несмотря на то, что по статистике 60% любительских сварочных работ выполняется полуавтоматом, у аппарата имеется немало отрицательных сторон:
- расходники – проволока и газ хорошего качества, стоят недешево;
- большой вес сварочной системы;
- быстрое заполнение рабочего места углекислым или угарным газом;
- периодически нужно регулировать работу газового клапана и катушки подачи проволоки.
Из всех видов сварочных работ полуавтомат оправдывает себя для кузовного ремонта автомобилей, изготовления металлических баков большого объема, мелкого ремонта металлической мебели.
Аргонодуговой сварочный аппарат
Сварка аргоном отличается от остальных видов тем, что для работы используется горелка с соплом подачи аргона и неплавящийся вольфрамовый электрод. Остальные элементы выполнены так же, как и у полуавтомата, но без омедненной проволоки.
Суть работы аргонодугового аппарата заключается в создании мягкой стабильной дуги над сварочной ванночкой из расплавленного металла. Зона расплавления – всего несколько миллиметров. Поэтому, в отличие от других видов сварки, шов получается тонким и равномерным, с небольшой, едва заметной волной. Чтобы компенсировать «проваливания» шва, в ванну добавляется присадочный материал в виде прутка с легирующими добавками.
Недостатки использования аргона:
- стоимость аргона на порядок больше углекислого газа;
- нужны профессиональные навыки обращения с аргоном;
- распыленный в воздухе аргон может вызвать удушье или стать причиной поражения легких.
Обычно агрегат причисляют к одному из видов сварочных аппаратов без электродов, но это не совсем так. Вольфрамовый пруток, диаметром 2-3 мм, сгорает медленно, но его тоже нужно периодически менять.
Из-за выступающих из корпуса клещей он не похож на традиционный сварочник. Сварочный аппарат используется для выполнения одной операции – сваривания двух тонких листов стали в одной точке.
Принцип действия прост:
- заготовки складываются пакетом и фиксируются струбциной с прокладками;
- выбирается место для сварочной точки;
- подводят клещи к точке, усилием рук прижимают так, чтобы между электродами и сталью был обеспечен надежный электрический контакт;
- разогретая током сталь переходит в пластичное состояние и сваривается.

Клещи должны оставаться в сжатом состоянии. Аппарат работает от обычной сети 220 В и не требует специальной защитной одежды, маски или присадочных. Скорость сварки достигает 10 точек/мин.
Читайте также: