Оборудование для электроконтактной сварки
Обновлено: 16.05.2024
Особенности конденсаторной сварки. Конденсаторная сварка является одной из разновидностей сварки запасенной энергией. К ним относятся:
- конденсаторная сварка;
- электромагнитная сварка;
- инерционная сварка;
- аккумуляторная сварка.
Накопление энергии происходит в батарее конденсаторов, в магнитном поле специального сварочного трансформатора, во вращающихся частях генератора или в аккумуляторной батарее соответственно
Наиболее широкое промышленное применение получила конденсаторная сварка — технологический процесс, при котором неразъемное соединение металлических заготовок осуществляется за счет выделения теплоты в месте контакта от протекающего тока при разряде конденсаторов и сопутствующем сжатии зоны сварного соединения. Из зоны сварки с помощью сжимающего усилия удаляются оксидные пленки, грязь, различные включения, устраняются неровности, после чего возникают межатомные связи между свариваемыми чистыми поверхностями
Существует два вида конденсаторной сварки:
1. Бестрансформаторная сварка (рис. 1, а). Конденсатор подключен непосредственно к свариваемым заготовкам . Разряд конденсатора происходит в момент удара заготовки 3 по заготовке 4 и оплавляет торцы заготовок, которые свариваются под действием усилия осадки. В данном случае могут действовать две схемы зарядки конденсаторов:
- конденсаторы емкостью до 1000 мкФ заряжаются на напряжение до 1000 В с помощью повышающего трансформатора, сварочный ток от 10 до 100 А, время сварки менее 0,005 с. Сварка ударно-стыковая выполняется на специальных автоматах без участия человека из-за опасного высокого напряжения;
- конденсаторы емкостью от 40 000 до 400 000 мкФ заряжаются на низкое напряжение до 60 В с помощью понижающего трансформатора, сварочный ток от 1000 до 2000 А, время сварки от 0,1 до 0,6 с .
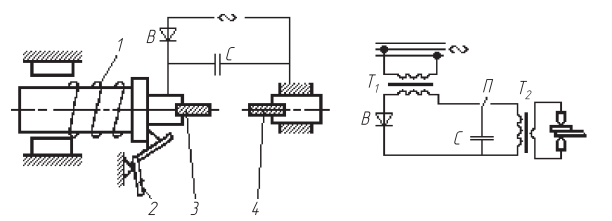
Рис. 1. Схемы конденсаторной сварки: а — бестрансформаторная с разрядом на изделие; б — с разрядом на первичную обмотку трансформатора; 1 — пружина; 2 — защелка; 3 и 4 — заготовки; С — конденсатор; В — выпрямитель; Т — трансформатор
2. Трансформаторная сварка (рис . 1, б). Конденсаторы разрежаются на первичную обмотку сварочного трансформатора, во вторичной цепи которого находятся предварительно сжатые между электродами заготовки . При левом положении переключателя П конденсатор заряжается . В правом положении переключателя происходит разряд конденсаторов на первичную обмотку сварочного трансформатора Во вторичной обмотке трансформатора индуцируется ЭДС, которая определяет значение тока в сварочной цепи. Усилие сжатия заготовок составляет 20. . .200 Н и выбирается в соответствии со свойствами материала и толщиной свариваемых заготовок
Сварочный процесс полностью автоматизирован Для работы с аппаратами конденсаторной сварки не требуется специальной квалификации
Бестрансформаторная сварка используется в основном для стыковой сварки, трансформаторная — для точечной и шовной. Конденсаторная сварка позволяет приваривать крепежные элементы к тонколистовому металлу толщиной от 0,5 мм без видимых повреждений с обратной стороны листа без защитного газа или защитных керамических колец, применяемых при дуговой сварке Конденсаторная сварка особенно эффективна при соединении деталей из однородных металлов: сталей различных классов, листовых заготовок из латуней, бронзы, тугоплавких металлов, никеля, титановых, алюминиевых сплавов толщиной от 0,001 до 2 мм и стержневых заготовок сечением до 20 мм, а также для приваривания тонких пластин к более толстым, сварки разнородных металлов, например константана и низкоуглеродистой стали, константана и нержавеющей стали, латуни и нихрома, бронзы и серебра и др
Трансформаторная микросварка характеризуется следующими параметрами: емкость конденсаторов — до 1000 мкФ, напряжение зарядки — до 1000 В, сварочный ток — до 6000 А, время сварки — до 0,001 с . При трансформаторной сварке относительно крупных заготовок емкость конденсаторов — до 100 000 мкФ, напряжение зарядки — до 450 В, сварочный ток — 60 000 А, время сварки — до 0,01 с .
Бестрансформаторный способ применяется для стыковой сварки нитей накала, спиралей (диаметром менее 1 мм), для соединения термопар, в часовой промышленности и для сварки перьев авторучек (приварка шариков из твердого сплава к остову из нержавеющей стали).
Трансформаторную конденсаторную сварку применяют при изготовлении сильфонов, мембран, реле, металлических игрушек, для сварки серебряных контактов, микросхем в радиопромышленности, многослойных пакетов из медной фольги, внутренней арматуры миниатюрных приемно-усилительных ламп, спиралей с ножками низковольтных ламп накаливания, катодов приемно-усилительных ламп и т . д. Основные области применения — обработка листового металла, электронная промышленность, изготовление коммуникационных шкафов, лабораторного и медицинского оборудования, оборудования для пищевой промышленности, торговых и игровых автоматов, строительство зданий, прокладка инженерных коммуникаций и прочие промышленные технологии
Сварочные машины для конденсаторной сварки
Сварочные машины Power-KES (рис . 2) работают по принципу преобразованного разряда конденсатора. Во время остановки процесса сварки электронное зарядное устройство заряжает специальные конденсаторы до необходимого для сварочного процесса напряжения Во время сварки конденсаторы разрежаются с помощью трансформаторов . Поскольку во время этого процесса энергия из сети не поступает, то подключенная нагрузка очень мала (примерно в 20 раз меньше по сравнению с аналогичными машинами контактной сварки), а нагрузка сети симметрична. Большие машины Power-KES рассчитаны на потребление из сети 32 А.

Рис. 2. Машина портального типа Power-KES для конденсаторной сварки
Сварочная машина обеспечивает высокую точность сварки без искажений и отжигов, сварку различных материалов (сталь и медь, латунь и сталь) и деталей различной формы с разными поверхностями . Можно сваривать высокопрочные и жаростойкие стали и стали с содержанием углерода больше 0,2 %.
С помощью пульта управления Qualy-KES можно вводить и регулировать параметры сварочного процесса: мощность сварки, сварочный ток, усилие сжатия электродов и время сварки. В Qualy-KES встроен программируемый логический контроллер Все значения параметров, а также результаты работы отображаются на дисплее ПК.
Конденсаторная сварка легко механизируется и автоматизируется.
Аппараты для конденсаторной сварки
NOMARK 66 D — сварочный аппарат конденсаторного типа (Capacitor Discharge) с непрерывным циклом работы, предназначен для приварки различных типов крепежных элементов из омедненной и нержавеющей стали, латуни, алюминия к металлическому листу без повреждения металла с обратной стороны в месте сварки Минимальная толщина листа 0,6 мм, максимальная толщина не ограничена
Силовой блок сварочного аппарата NOMARK 66 D (рис. 3) конденсаторного типа (производитель: Thomas Welding Systems, Бельгия). Источником сварочной энергии служит батарея мощных электролитических конденсаторов большой емкости. Зарядный ток формируется источником питания трансформаторного типа, который выполнен на современной интегральной элементной базе по технологии IGBT, имеет очень высокие КПД и надежность.

Рис. 3. Силовой блок сварочного аппарата NOMARK 66 D со сварочным пистолетом, цанговым держателем для привариваемых метизов и кабелем заземления
Цифровая схема управления контролирует все параметры работы аппарата, а также обеспечивает стабильность сварочных параметров при различных режимах работы и колебаниях питающего напряжения. Сварочный аппарат имеет электрическую и термозащиту. Основные элементы индикации режимов и индикатор цифрового вольтметра выведены на переднюю панель
Пистолет для приварки шпилек HBS имеет небольшую массу (0,7 кг), сделан из ударопрочного пластика. С помощью резьбы присоединяется цанговый зажим . Есть автоматическая настройка на длину метиза, регулируется усилие пружины ударного механизма головки . Диапазон длин привариваемых метизов от 6 до 55 мм . Скорость сварки от 8 до 20 метизов в минуту Из-за того что время сварки незначительно, а пауза между циклами довольно велика, сварка выполняется при воздушном охлаждении электродов Пистолеты для ударной сварки имеют устройство для подъема метиза. Высота подъема цанги для закрепления привариваемого изделия регулируется с точностью ±0,25 мм. Высокая точность движения сварочного плунжера пистолета обеспечивается шариковой направляющей
Универсальная конденсаторная сварочная машина типа МТК- 6301 (рис . 4) имеет короткий импульс тока, довольно высокую мощность и возможность приложения ковочного усилия, она позволяет соединять стали и алюминиевые сплавы. Жесткость корпуса машин данной серии (МТК-6301, МТК-5001) увеличена за счет бокового расположения трансформатора.
Рис. 4. Конденсаторная точечная машина МТК-6301
Основные технические характеристики аналогичных машин приведены в табл . 1
Технические характеристики универсальных конденсаторных машин
Что такое контактная сварка
Контактная (или электроконтактная) сварка – один из распространенных типов сварки, чаще всего применяемый для скрепления тонких металлических листов или небольших однотипных деталей. При этом способе происходит кратковременный нагрев соединяемых поверхностей током высокого напряжения, и одновременное придавливание их друг к другу в зоне контакта, в результате чего образуется сварной шов. Благодаря своей простоте, высокой производительности и малым затратам на расходные материалы такой метод часто используется на производстве.
Принцип работы аппаратов контактной сварки
Сущность метода контактной сварки состоит в том, что скрепляемые поверхности одновременно нагреваются до пластичного состояния и подвергаются механической деформации. Поэтому основных блоков в сварочном аппарате два:
1. Механический, включающий в себя:
- сами электроды (в машинах точечной сварки они выполняются в виде зажимных клещей, в машинах шовной сварки – в виде роликов);
- привод сжатия;
- привод вращения (для роликовых электродов);
- привод зажатия и осадки (для стыковой сварки).
2. Электрический. Данный блок состоит из:
- сварочного силового трансформатора;
- регулятора выходного напряжения, который переключает число витков в первичной обмотке трансформатора;
- вторичного контура, через который ток подводится к деталям;
- прерывателя первичной цепи для включения и выключения тока;
- регулятора цикла – устройства, задающего последовательность сварочных операций, их длительность, и регулирующего другие необходимые параметры.
- Пневмогидравлический – содержит фильтры, устройства для смазки движущихся частей, систему, подводящую воздух к приводу сжатия (штуцера, воздушные клапаны, вентили) и систему регулировки давления;
- Блок водяного охлаждения аппарата.
Принцип работы заключается в том, что область контактной сварки сжимается или прокатывается между двумя медными электродами, к которым подведен ток малого напряжения и большой силы. В некоторых аппаратах сила тока может достигать десятков тысяч ампер. Напряжение во вторичной обмотке низкое, и составляет менее 15 В. Сила сжатия между электродами варьируется от сотой доли ньютона до 100 килоньютонов.
Основными преимуществами этого метода являются:
- быстрота – обработка одного точечного или стыкового соединения занимает доли секунды;
- экономичность – не требуется кислород, защитный газ, присадка, почти не расходуются вода и воздух, медленно изнашиваются электроды;
- простота – возможность получить прочный и надежный шов при малом числе контролируемых параметров, что под силу даже неопытным сварщикам;
- безопасность – воздух не загрязняется вредным дымом, риск возгорания сведен к минимуму;
- возможность легко автоматизировать процесс и поставить его на поток.
К недостаткам способа относят:
- дорогостоящее оборудование;
- необходимость применения тока большой силы (свыше 1000 А);
- сложную технологию многоточечной сварки или сварки нескольких швов одновременно.
Кроме того, этот метод не всегда подходит для соединения поверхностей из разных металлов или сплавов, а также для металлов с малым переходным сопротивлением (таких, как медь).
Виды контактной сварки
Существует несколько видов контактной сварки – точечная, рельефная, шовная и стыковая, каждый из которых имеет свою область применения.
Точечная сварка
Точечная контактная сварка – наиболее популярный метод, который применяется как на производстве, так и в домашних условиях, для соединения небольших деталей или металлических листов толщиной менее 4-5 мм. При этом методе скрепляемые поверхности располагают немного внахлест, зажав их между двумя конусообразными медными электродами. Металл размягчается лишь непосредственно в месте соприкосновения с электродами, образуя сварную точку, диаметр которой составляет несколько миллиметров.

Точечная сварка бывает одно- и двусторонней, причем прочность соединения у одностороннего способа ниже, однако он дает возможность создавать сразу несколько сварных точек. По такому принципу работают многоточечные аппараты.
Есть два режима для обработки металла таким способом: мягкий и жесткий. Мягкий режим удобен для соединения изделий из закаленной стали. При нем через обрабатываемые детали пропускается электрический импульс относительно малой силы тока и большой продолжительности (от 0,5 секунды до нескольких секунд). Нагрев при этом более плавный, а мощность – ниже. Такой аппарат удобно использовать на дому.
При обработке в жестком режиме сила тока, как и сила сжатия сварочных клещей – больше, чем в предыдущем случае, длительность импульса составляет десятые или сотые доли секунд (в зависимости от толщины соединяемых поверхностей). Подобный режим чаще применяется на производстве, ввиду высокой производительности (затраты времени на обработку одной сварочной точки очень малы). С его помощью соединяют заготовки из сплавов с цветными металлами (медью, алюминием), из высоколегированной стали, а также металлические листы разной толщины.
Рельефная сварка
Рельефной контактной сваркой называют разновидность точечного метода, при которой на соединяемых деталях предварительно штампуют выступы, или рельефы. Форма рельефов может быть различной, и от нее зависит как размер, так и прочность сварочной точки.
Способ заключается в том, что детали зажимают между двумя плоскими электродами, на которые затем подают ток. Металл нагревается только в местах соприкосновения заготовок, а именно – на выступах. Так как рельефы можно подготовить заранее, это обеспечит высокую производительность: за короткое время будет обработано большое количество сварных точек.
Другое достоинство метода – долгий срок службы электродов, которые медленно изнашиваются благодаря своей форме, имеющей большую контактную поверхность. Основной недостаток – то, что для рельефной контактной сварки требуются аппараты большой мощности.
Шовная сварка
Шовная контактная сварка, называемая также роликовой – метод, при котором соединяемые металлические листы прокатываются между двумя электродами, имеющими форму диска. В результате образуется шов, состоящий из множества отдельных сварных точек. Такой шов может быть как непрерывным, так и прерывистым. Все зависит от того, как именно подается ток на электроды – постоянно или короткими импульсами.
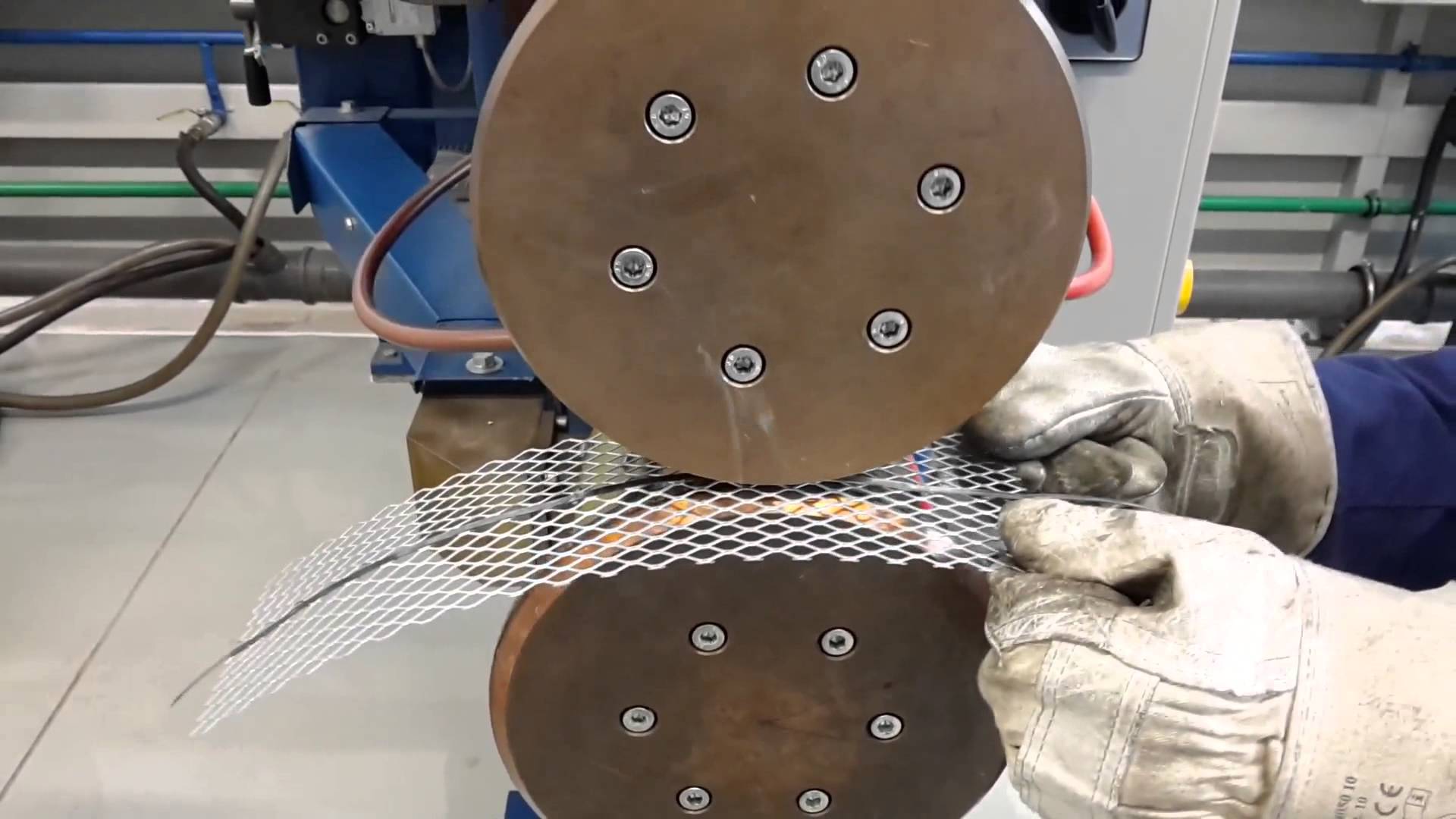
Шовная контактная сварка, называемая также роликовой – метод, при котором соединяемые металлические листы прокатываются между двумя электродами, имеющими форму диска
При непрерывной шовной сварке ролики быстро изнашиваются, так как подача тока на них идет без перерыва. Заготовки могут перегреваться в месте соединения. Если поверхности плохо зачищены, имеют неодинаковую толщину или изготовлены из разных сплавов, шов получится непрочным. Такой метод сварки используется только для изделий из малоуглеродистой стали, толщиной до миллиметра.
Отличие прерывистой шовной сварки от предыдущего способа в том, что на ролики подаются электрические импульсы, создающие отдельные сварные точки. Как и при непрерывной сварке, заготовки прокатываются плавно, давление в области шва – постоянно, что обеспечивает меньший износ электродов.
Для сплавов с алюминием применяют третий способ – пошаговую шовную сварку, которая сочетает импульсную подачу тока с прерывистым перемещением заготовок. Ток на электроды подается только тогда, когда они останавливаются.
Среди всех способов соединения заготовок именно роликовая сварка дает наиболее герметичный шов. Ввиду этого ее применяют для изготовления различных труб, резервуаров или баков.
Стыковая сварка
В отличие от точечной, стыковая контактная сварка – способ, при котором нагревается вся область соприкосновения деталей, зажатая между электродами. Существуют две разновидности этого способа – сварка сопротивлением и сварка оплавлением.

Стыковая контактная сварка – способ, при котором нагревается вся область соприкосновения деталей, зажатая между электродами
При сварке сопротивлением детали сначала плотно прижимают друг к другу, а затем через место их контакта пропускают ток. Когда область шва нагревается до размягчения, ток выключают и продолжают сжимать заготовки, осуществляя таким образом их осадку. Обработка прекращается тогда, когда шов затвердеет. Свариваемые поверхности должны быть идеально подогнаны и зачищены, не иметь неровностей, зазоров – это сделает шов непрочным, и трудно будет обеспечить его высокое качество. Сварку сопротивлением применяют для изделий из медных и алюминиевых сплавов, а также из низкоуглеродистой стали.
При сварке оплавлением область стыковки деталей разогревают электрическим током, после чего медленно сближают заготовки до полного их соединения и производят осадку. Такой метод хорош, если необходима сварка металлических листов из разных сплавов. Его плюс – быстрота и высокая производительность, минус – потери металла, который может частично разбрызгиваться или сгорать, будучи расплавленным.
Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
Конкретный вид машины выбирается в зависимости от выполняемой задачи.
Расходные материалы
Наибольшему износу в сварочных аппаратах подвергаются электроды, которые постоянно испытывают механические и термические нагрузки. Изготавливаются они из чистой меди, либо из медных сплавов с алюминием, цинком, кадмием и другими металлами, повышающими прочность и упругость изделия. Подобные сплавы делятся на несколько типов:
- Для работы при высокой температуре (около 500 градусов по Цельсию) и непрерывной подаче тока – такие электроды изготавливают из бронзы с добавлением никеля, кремния, циркония или хрома;
- Для работы при температуре до 300 градусов, сварки цветных сплавов, низколегированных сталей применяются сплавы МС (легированные серебром) и МК;
- Для работы при малых (до 200 градусов по Цельсию) температурах подходят сплавы бронзы с хромом и кадмием.
Быстрее всего изнашиваются электроды конической и цилиндрической формы, медленнее всего – плоские и широкие, применяемые в машинах для рельефной сварки.
Технология контактной сварки
Технология контактной сварки включает в себя нагрев стыковочной кромки деталей в сочетании с механическим давлением. Для нагрева на электроды подается ток – непрерывно или импульсами.
Меры предосторожности
При работе с контактными сварочными аппаратами опасность представляет как раскаленный металл в области шва, так и движущиеся части, соприкосновение с которыми – прямая дорога к травмам. Опасно и напряжение, подаваемое на первичную обмотку трансформатора – оно составляет 220 или 380 В. Поэтому нельзя работать на машинах, у которых не заземлен корпус, плохо изолированы провода, или неисправна система жидкостного охлаждения. Категорически запрещено переключать ступени первичной обмотки, если аппарат не отключен от сети.
Все сварочные работы необходимо производить в защитных очках, во избежание попадания в глаза капель раскаленного металла. Для защиты от ожогов нужно носить спецодежду, брезентовые рукавицы и головной убор.
При контактной сварке обрабатываемая поверхность выделяет ядовитые пары – особенно, если детали имеют свинцовое или иное антикоррозионное покрытие. Требования техники безопасности предписывают, чтобы рабочее место было оборудовано вытяжкой – это предотвратит попадание паров металла, масел, угарного газа в дыхательные пути.
Подготовка поверхностей
Перед сваркой необходимо подготовить соединяемые поверхности. Подготовка заключается прежде всего в их зачистке от коррозии, грязи, машинного масла и других нежелательных наслоений. Для этого подойдет напильник, или насадка на дрель в виде щетки. Если места сваривания имеют неровности, их нужно выровнять и подогнать друг к другу. Особенно это важно для стыковой контактной сварки, где любой зазор может испортить шов, сделав его непрочным. При подгонке отрезков трубы для их выравнивания применяется фреза.
Дефекты сварки и контроль качества
Дефекты, возникающие в процессе контактной сварки, бывают двух типов:
- Бракованные сварные узлы. Причин тому может быть несколько: чрезмерный нагрев стыковочной области, избыточное механическое давление, сбои в работе самого аппарата. Размеры сварной точки контролируют с помощью специальных шаблонов и измерительных приборов;
- Брак сварного шва. Такое случается, если область стыковки деталей слишком узкая, или наоборот – широкая, если она содержит неровности, заусенцы, зазоры. Подобные дефекты можно определить путем визуального осмотра – невооруженным глазом, через лупу, с помощью проверки щупом или пробником. В случае необходимости шов просвечивают рентгеном.
Профилактика брака – грамотная работа не только во время сварки, но и перед ней, что включает выравнивание и зачистку контактной кромки.
Обозначение контактной сварки на чертеже
Обозначение на чертеже видимого сварного шва, вне зависимости от способа сварки, выполняется сплошной основной линией, невидимого – штриховой линией. Видимая сварная точка отмечается знаком «+», выполненным сплошными основными линиями, невидимая – не отмечается никак. От изображения шва или точки, если они видимы, проводят выносную линию, которая заканчивается односторонней стрелкой.
Оборудование для конденсаторной сварки
Все об аппаратах точечной сварки
Сварочные работы очень часто требуется проводить не только в промышленности, но и в бытовых условиях. В последнем случае наиболее распространенным типом сварки будет точечная или контактная. Она позволяет довольно быстро создавать надежное соединение различных металлических деталей. Причем какими-то серьезными навыками сварщика и не требуется обладать.
Важным преимуществом здесь будет и применяемое оборудование – аппарат точечной сварки. Учитывая его высокую стоимость, его можно создать даже собственноручно. В данной статье рассмотрим все об аппаратах точечной сварки.



Особенности
Если говорить о сути работы рассматриваемого приспособления, то он заключается в нагреве поверхностей из металла до температуры его плавления благодаря пропуску через него высокоточного импульса в течение короткого периода времени. Длительность подобного токового импульса обычно составляет от 1 сотой до 1 десятой секунды. Такой разброс по времени обусловлен характеристиками металла, с которым требуется работать. Под воздействием тока происходит нагревание и последующее расплавление поверхностей, а между ними происходит формирование жидкого ядра.
Пока не произойдет его застывание, поверхности требуется удерживать под давлением. Когда ядро кристаллизируется, происходит сцепление 2 поверхностей. А если говорить непосредственно о работе подобного приспособления, то она основана на том, что цепь конденсаторов заряжается небольшим зарядом тока, потом происходит их разрядка. Импульсной силы хватает для обеспечения требуемого рабочего режима.



Сферы применения
Если говорить о сферах применения точечной сварки, то в первую очередь ее используют для изготовления конструкций из разных сплавов, а также металлов. Например, создают различные конструкции из арматуры. Такая технология отличается крепостью соединения, что получается, скоростью и экологичностью. Она крайне востребована в автопромышленности. Ее часто применяют для работ с автокузовом и при выравнивании вмятин. Кроме того, она широко применяется в судо- и самолетостроении.
Высока ее востребованность и в создании радиоэлектронных устройств. Ее также используют для производства различного рода аккумуляторов. Например, ни одна модель литиевых батарей, что устанавливается в ноутбуках, не обходится без применения контактной сварки одностороннего типа. Подобный вариант сварки еще используют при создании разных ювелирных украшений. Не менее он востребован и в производстве различных товаров.
Например, очень часто с его помощью производятся изделия из нержавейки, различных вариаций стали и иных металлов.



Обзор видов
Если говорить о типах рассматриваемых устройств, то следует сказать, что различные устройства могут выдавать ток различной частоты и разнообразный по своей природе.



Обычно технику для сварки разделяют на 4 категории:
- на токе переменного характера;
- сваривание при помощи постоянного тока;
- применение моделей конденсаторного типа;
- сварка при низкой частоте.



Есть немало многоточечных устройств для сваривания сеток в производственных условиях. Особенностью такой техники будет проведение сварки одномоментно в ряде мест. То есть, как можно увидеть, существует немало видов устройств. Но наиболее популярными являются модели, что работают на токе переменного типа. Они обычно являют собой трансформаторы, обладающие парой электродов в обмотке вторичного типа. Материалом для них обычно выступает медь. Изделия размещаются между ними, что при помощи специального приспособления прижимают одна к другой.
В обмотке первичного типа располагается модуль тиристорного типа, через который напряжение в 220 либо 380 вольт идет на обмотку. Подавая электричество на тиристорную модель управляющего типа, можно получить требуемую длительность тока.
По мере изменения угла открытия тиристора, можно настроить форму сигнала, что идет на обмотку вторичного характера.


А также популярны модели, что работают на конденсаторах. Обычно они состоят из следующих элементов:
- связка конденсаторных зарядов;
- большая батарея емкостей;
- устройство управления;
- электроды с прижимом для заготовок; если говорить проще, то это модель с клещами.
Тут основой работы устройства будет достаточно долгое накопление электрического заряда на конденсаторных обкладках и резкое его выбрасывание при создании короткого замыкания искусственного характера через контактную точку. Такой аккумуляторный прибор позволяет применять оборудование с меньшей мощностью по сравнению со сварочными аппаратами иных типов. Поскольку емкость батареи является постоянной, получается номинированное энерговыделение на 1 импульс сварочного типа, что предоставляет возможность получения стабильного результата вне зависимости от того, как меняется сетевое напряжение и иные параметры сети.
Подобная сварка проводится в течение миллисекунд, что сопровождается большим выделением энергии в маленькой контактной области.
Популярные модели
Теперь скажем несколько слов о наиболее популярных моделях для точечной сварки, которые давно уже показали себя с лучшей стороны.
- Fubag TS 2600. Эта модель является представителем категории споттеров, ее используют для осуществления односторонних прихваток на металле, сечение которого не превышает полутора миллиметров. Наибольшая сила тока здесь – 2800 ампер. Потребление энергии у Fubag TS 2600 составляет 5,4 киловатта при подсоединении к обычной сети, а значит, его можно применять везде. Устройство имеет 4 рабочих режима, а также переключатель для сварки электродами из меди и угля. Устройство комплектуется пистолетом и штангой с молотом обратного типа. Правда, данная модель весит целых 14 килограммов и имеет довольно высокую стоимость. Но она замечательно подходит для серьезных работ, например, для кузовного ремонта машин.
- Elitech АТС 5. Она имеет отличные безопасностные характеристики, отличается простотой в применении и высокой эффективностью. Она имеет массу 3,8 килограмма, относится к категории бытовых моделей и предназначается для кузовного ремонта машин. Номинальная мощность рассматриваемого устройства составляет 2 кВт. Оно может выдавать ток до 15 ампер и рассчитано на подключение к обычной однофазной сети. Данная модель завоевала популярность благодаря небольшим габаритам и малому весу, а также возможности применения в различных сферах.


- DX-808 80A. Этот аппарат относится к категории ручных. Он также подключается к обычной однофазной электрической сети 220 вольт. Устройство отличается серьезной надежностью и простотой применения. Оно может выдавать максимальный ток до 80 ампер. Данная модель предназначается для быстрой сварки поверхностей из платины, золота, серебра, стали и иных металлов.
DX-808 80A завоевал симпатии пользователей благодаря не очень большим габаритам и массе, а также наличию качественных комплектующих и возможности применения в разных режимах.


Нюансы выбора
Чтобы выбрать хороший аппарат для сваривания рассматриваемого типа, следует обратить внимание на 7 факторов, которые будут важны. Хотя существуют и иные характеристики, которые в определенных эксплуатационных условиях, могут сыграть серьезную роль. Итак, рассмотрим основные факторы.
- Тип устройства. По данному критерию они могут быть переносными и стационарными. Переносной или ручной прибор обычно имеет небольшие габариты и массу до 16 килограммов. А стационарные модели применяются на производствах для создания изделий, что могут удерживаться в руках оператором. Такие устройства имеют большие габариты, а их масса может достигать 100 килограммов.
- Режим воздействия. По этому критерию они бывают с односторонней и двухсторонней сваркой. Первый характерен для устройств, которые еще называют споттерами. Они обычно имеют специальный пистолет со штангой и обратным молотком, на кончике которого присутствует электрод в виде звезды треугольного типа, выполненный из меди. Такой режим применяется для больших вещей или при необходимости воздействия сварки на большой участок материала. А двухсторонний тип используется для сварки металла листового типа внахлест. Отличительной чертой таких моделей является наличие клещей.
- Режим работы. Он может быть мягким и жестким, что зависит от электрического тока. При первом режиме плотность тока невелика, а продолжительность сварочного цикла будет составлять до 5 секунд. Во втором, ток имеет большую плотность, а длительность цикла составляет не более полутора секунды.
- Максимальная величина сварочного тока. От данного аспекта зависят возможности, которые будет иметь сварочное оборудование. Ток в 3000 ампер дает возможность соединять вещи с сечением до 3 мм. Модели с 6000 ампер позволяют проводить соединение материалов до 4–5 миллиметров, а промышленные устройства на 10000–16000 ампер позволяют производить соединение заготовок до 9 миллиметров.
- Максимальная толщина листов, что могут быть сварены. Этот параметр характеризует, какое наибольшее сечение может сварить устройство. При игнорировании этого показателя падает качество соединения. Параметр могут отображать на устройстве как общий, так и делать на 2 части. Если используется промышленная техника, то некоторые модели могут варить сразу 3 листа стали, в таком случае параметр может делиться на 3 части.
- Напряжение для подключения. Чтобы подключить рассматриваемую категорию устройств к электрической сети, требуется либо 1-фазное напряжение 220 Вольт, либо 3-фазное – 380 Вольт. Обычно данная информация отражена в инструкции к конкретной модели аппарата. Ее наличие позволяет понять, где устройство можно использовать и можно ли включать его в простую бытовую сеть.
- Метод управления. Наиболее дешевые модели, что представлены на рынке, имеют ручной режим управления. Обычно в таких моделях даже нельзя уменьшить силу тока. Устройства с управлением микропроцессорного типа проводят работу практически без вмешательства человека. Оператору только требуется указать тип соединения, что выполняется, а также толщину изделия. Остальное аппарат сделает самостоятельно.
Если говорить о дополнительных характеристиках, то при необходимости применять аппарат продолжительное время, следует посмотреть на вид его охлаждения.
Тут лучше будет отдать предпочтение моделям с водяным механизмом и радиатором. Они осуществляют ускоренный отвод тепла и обладают более длительным ресурсом работы.


Как сделать своими руками?
Как упоминалось, устройство подобного типа стоит дорого. И часто многие люди просто предпочитают использовать самодельный прибор такого типа. Существует масса возможностей сделать его самостоятельно. Наиболее распространенные варианты – переделка из инверторного сварочного аппарата, а также его создание из обычной СВЧ-печи. Рассмотрим один из способов создания такого устройства собственноручно.
Инструменты и материалы
Если говорить, что для этого нужно, то потребуется иметь под рукой следующие инструменты и материалы:
- трансформатор переменного тока с напряжением вторичной обмотки от 15 до 25 вольт;
- 4 конденсатора, например, 2200 мкФ; их модель может варьироваться, ведь все будет зависеть от мощности, что потребуется получить;
- кнопка;
- кабели и провода;
- проволока из меди;
- диодная сборка для выпрямления; при желании можно использовать 1 диод для полуволнового выпрямления;
- паяльник.
Потребуется еще схема предполагаемого устройства. Его работа будет проста – при нажатии на клавишу, что будет смонтирована на сварочной вилке, будет запускаться конденсаторная зарядка до 30 вольт. Потом на сварочной вилке формируется потенциал, ведь конденсаторы подключены параллельно вилке. Чтобы произвести сварку металлов, следует соединить их и прижать вилкой. Когда контакты замыкаются, формируется короткое замыкание, благодаря чему появляются искры и происходит сваривание металлов.


Изготовление
Сначала следует спаять конденсаторы, после чего потребуется сделать сварочную вилку. Тут следует взять 2 куска медной проволоки потолще. Теперь припаиваем их к проводам, а места пайки следует хорошо заизолировать при помощи изоленты. Для корпуса вилки можно взять трубку из алюминия с пластиковой заглушкой, откуда будут выходить сварочные выводы. Чтобы они не проваливались, потребуется посадить их на клеевой состав.
На клей следует посадить заглушку. Теперь потребуется припаять провода к клавише и приложить ее к вилке. Теперь все требуется обмотать изолентой. То есть, получается, что к сварочной вилке у нас будут идти 4 кабеля, из которых 2 будут предназначены для сварочных электродов, а еще 2 – для клавиши.



Теперь остается собрать устройство, осуществить припаивание вилки и клавиши включения. После того как этого было сделано, остается проверить работоспособность полученного устройства. Для этого следует включить его и нажать на клавишу зарядки, после чего должно начаться заряжание конденсаторов. Теперь требуется измерить напряжение на них. Оно должно быть где-то около 30 вольт. Пробуем произвести сварку металлов. Если все прошло хорошо, то на этом аппарат точечной сварки будет готов.
В следующем видео вас ждет подробный обзор аппарата точечной сварки FUBAG TS 3800.
Читайте также: