Оборудование для полуавтоматической сварки в углекислом газе
Обновлено: 05.07.2024
В инверторном аппарате Сварог REAL MIG 200 N24002N для полуавтоматической МИГ/МАГ сварки реализована функция «Смена полярности», доступны режим «Дожиг проволоки» и сварка FCAW.
MIG/MAG-инвертор серии Aurora PRO OVERMAN 200 – современное устройство для высококачественной сварки в среде защитных газов с применением присадочного материала диаметром от 0,6 до 1 мм. Регулировка величины тока, напряжения и индуктивности позволяет максимально точно настроить работу аппарата под конкретную задачу и марку металла.
Модернизированная модель сварочного инвертора MIG 250 Y(J04-M) + ММА применяется для промышленной MIG/MAG сварки с автоматической подачей присадочного материала. Аппарат позволяет использовать все типы сварочных проволок, в том числе и порошковую для FCAW сварки.
В инверторном аппарате Сварог REAL MIG 200 N24002 Black для полуавтоматической МИГ/МАГ сварки реализована функция «Смена полярности», доступны режим «Дожиг проволоки» и сварка FCAW.
Аппарат SPEEDWAY 200 SYNERGIC - продолжение линейки профессиональных инверторных полуавтоматов AuroraPRO. Главная особенность полуавтоматов серии SYNERGIC заключается в специальном режиме ROOT, который позволяет добиться снижения числа и энергии сварочных брызг в сравнении с обычными полуавтоматами.
Аппараты легендарной серии OVERMAN, с расширенным функционалом, соответствующим современным требованиям рынка. Новые инверторы сохранили лучшие особенности серии: MOSFET технология, надёжность конструкции, высокие динамические свойства дуги, низкий уровень брызг металла.
Аппарат предназначен для механизированной сварки плавящимся электродом или стальной проволокой. Благодаря инверторным блокам обеспечивает высокую стабильность дуги, отличную работу в условиях перепадов напряжения. Можно применять устройство для сварки углеродистой стали, нержавейки, алюминия и меди, а также разнообразных сплавов.
Малогабаритный универсальный сварочный полуавтомат TRITON ALUMIG 200 SPULSE SYNERGIC позволяет выполнять сварку в режиме MIG/MAG, TIG и MMA. Инвертор поддерживает импульсный режим сварки в режиме MIG/MAG, что позволяет сваривать алюминий (чистый и сплавы), сталь, нержавеющую сталь, медь, чугун, никель с более высоким качеством соединения, по сравнению с классической полуавтоматической сваркой. Возможность регулировать индуктивность дуги, управлять предварительной и финишной продувкой газа, режим Burn-back и 2Т/4Т позволяют добиться полного контроля над сварочным соединением и высокого качества шва. А запрограммированный Job List сокращает время настройки инвертора и определяет его как профессиональный источник для работ высокой сложности.
Динамика 2000 – инверторный полуавтомат АВРОРА, с возможностью MIG-MAG сварки в среде инертного и активного защитных газов, сварки порошковой проволокой NO GAS, а также ММА режимом
Компания Aurora выпустила модель сварочного аппарата PRO OVERMAN 160, предназначенного для высококачественной сварки изделий из алюминия, чугуна, конструкционных сталей, нержавеющих сталей и сплавов. Доступная цена, отличная функциональность и практичность позволяют применять инвертор для ремонтных цехов, в мастерских, в автосервисах, на небольших производственных участках, на стройке и в гараже.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе.
Инверторный сварочный аппарат, позволяющий варить в режиме полуавтоматической MIG/MAG/FLUX и в режиме ручной дуговой (ММА) сварки. Аппарат оснащен евроразъемом для горелки, возможностью смены полярности для сварки проволокой без газа (FLUX).
Аппарат SPEEDWAY 180 SYNERGIC - универсальный аппарат для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для полуавтоматической сварки порошковой самозащитной проволокой NO GAS, для полноценной ручной дуговой сварки штучным электродом MMA, а так же для аргонно-дуговой сварки на постоянном токе TIG DC.
Многофункциональный полуавтомат AURORA PRO SPEEDWAY 175 предназначен для выполнения высококачественной сварки в режиме MIG/MAG с максимальным током 175А. Кроме этого, аппарат позволяет работать с TIG и ручной сваркой MMA покрытым электродом.
Aurora PRO SPEEDWAY 200 - современный многофункциональный сварочный аппарат для полуавтоматической и ручной сварки широкого спектра металлов. В аппарате реализован выносной механизм подачи проволоки, позволяющий установить катушку весом до 15 кг.
Устройство оснащается всеми современными функциями для полуавтоматической сварки, обеспечивает комфортную эксплуатацию, простую настройку всех возможных параметров. Рабочее напряжение и сварочный ток выводится на цифровой дисплей для контроля в режиме реального времени.
Аппарат SPEEDWAY 160 SYNERGIC - универсальный аппарат для полуавтоматической сварки в среде инертного/активного защитного газа MIG-MAG, для полуавтоматической сварки порошковой самозащитной проволокой NO GAS, для полноценной ручной дуговой сварки штучным электродом MMA, а так же для аргонно-дуговой сварки на постоянном токе TIG DC.
Обновленный инверторный полуавтомат WEGA 200 miniMIG START PRO SERIES – это новый уменьшенный корпус, новые характеристики сварочной дуги и более легкое управление. Новая модель предназначена для полуавтоматической сварки в среде защитного газа MIG-MAG, для ручной дуговой сварки штучными электродами MMA.
Многофункциональны синергетический сварочный полуавтомат (MIG\TIG\MMA) имеет наглядный цветной LCD дисплей, которым легко можно выставить необходимые вам режимы сварки. В случае если вы затрудняетесь с выбором параметров то аппарат вам поможет их настроить сам!
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC PRO предназначен для использования в широком диапазоне сварочных видов работ.
Сварочный полуавтомат ANDELI MIG-250 mini – малогабаритная модель весом всего 5 кг работает от электрической сети питания 220В, в диапазоне сварочного тока от 50 до 120А
START ALUWELD 200 MIG PULSE это инверторный сварочный аппарат нового поколения с импульсным режимом и синергетическим управлением
SKYWAY 330 – 3-х фазный синергетический инвертор для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA
Профессиональный многофункциональный сварочный полуавтомат VIKING MIG 200 DOUBLE PULSE SYNERGIC предназначен для использования в широком диапазоне сварочных видов работ.
Полуавтомат с двойным пульсом и синергетическими настройками управления. Наличие слотов памяти и предустановленных программ для сварки алюминия и стали в среде углекислого газа и в сварочной смеси. Дополнительная функция TIG и MMA сварки. Гарантия 2 года.
Сварочный полуавтомат ANDELI MIG-270TPL – это многофункциональное устройство, применяемое для сварки в режимах MIG, TIG (hf), Pulse, MMA, а также, для холодной сварки (COLD)
Многофункциональный инверторный сварочный аппарат Solaris MULTIMIG-227, позволяющий варить в трех режимах
Динамика 1600 – инверторный полуавтомат АВРОРА. Универсальный источник сочетает в себе два типа сварки: MIG-MAG сварка в инертном/активном защитном газе, полуавтоматическая сварка NO GAS с использованием порошковой самозащитной проволоки и сварка ММА покрытым электродом.
Компактный многофункциональный сварочный аппарат с синергетическим управлением и LCD дисплеем. Оптимально подходит для полуавтоматической сварки сплошной проволокой углеродистых, низколегированных и нержавеющих сталей. Сварочные процессы MIG/MAG, MIG SPOT, FCAW, MMA, Lift TIG.
Сварочный полуавтомат UNO MIG 207 LCD – это однофазный аппарат с 4 режимами сварки: MIG/MAG, FLUX, TIG LIFT и MMA с настройкой в ручном или синергетическом режиме, весом 11 кг, который идеально подойдет для строительства; монтажа металлоконструкций; гаражных, дачных и мастерских работ
Устройство может успешно применяться для механизированной сварки в среде защитных активных или инертных газов. Имеется функция автокомпенсации напряжения в пределах 15 процентов. Мощные инверторные модули обеспечивают высокий коэффициент полезного действия в любых условиях эксплуатации.
Серия ULTIMATE - это максимально производительные инверторные источники для полуавтоматической сварки MIG/MAG, а также для полноценной сварки MMA во всем диапазоне. Исполнение "декомпакт" с 4-х роликовым выносным подающим механизмом.
Предназначен для сварки низкоуглеродистых и нержавеющих сталей, алюминия и его сплавов проволокой сплошного сечения в среде защитных газов, сварки металлов медной проволокой CuSi, низкоуглеродистых сталей порошковой проволокой без использования защитного газа, сварки покрытыми электродами в режиме ММА различных металлов, в зависимости от типа электрода и сварки в режиме TIG на постоянном токе
SKYWAY 250 – однофазный инвертор для полуавтоматической сварки стальной проволокой в среде инертного/активного защитного газа MIG-MAG, а также для ручной дуговой сварки штучным электродом MMA.
Сварочный аппарат АЛМАЗ MIG 160 SYNERGY – это инверторный источник питания с полностью цифровым управлением, позволяют производить сварку, используя инверторную технологию преобразования и управления сварочным током
Многофункциональный инверторный сварочный аппарат, позволяющий варить в трех режимах
Мультифункциональный инверторный сварочный аппарат c микропроцессорным управлением позволяет производить сварочные работы в 3 режимах
Инверторный сварочный полуавтомат START MigLine X190 - с синергетическим управлением
Полуавтоматы ENERGY MIG/MAG/MMA - это удобный и надёжный инструмент для сварочных работ. Инверторы осуществляют качественную сварку любых сталей
Режим СИНЕРГЕТИЧЕСКОЕ управление – выставление всех значений параметров сварки минимальным количеством настроек. Аппарат оснащен различными функциями
Универсальный сварочный аппарат с микропроцессорным управлением. Оснащен многофункциональным LCD-дисплеем, позволяющим контролировать сварочные параметры.
КЕДР AlphaMIG-200S оснащён функцией цифрового синергетического управления, что освобождает сварщика от необходимости ручного подбора пары ток-напряжение: специалисту достаточно выбрать материал, сечение проволоки и величину сварочного тока.
Компактный многофункциональный сварочный аппарат. Оптимально подходит для полуавтоматической сварки сплошной проволокой углеродистых, низколегированных и нержавеющих сталей. Сварочные процессы MIG/MAG, MIG SPOT, FCAW, MMA, Lift TIG.
Удобный переносной сварочный аппарат, который подходит как для полуавтоматической, так и для ручной дуговой сварки. Имеется возможность отрегулировать под свои потребности скорость подачи проволоки, рабочее напряжение и сварочный ток. Предусмотрена ручка для комфортного перемещения устройства.
Полуавтомат с дополнительной функцией аргонодуговой сварки (TIG) и ручной дуговой (MMA). Гарантия 5 лет.
Компактный инверторный сварочный аппарат, позволяющий варить в режиме полуавтоматической (MIG/MAG/FLUX), а также в режиме ручной дуговой (ММА) сварки
Полуавтоматическая сварка в среде углекислого газа
Полуавтоматическая сварка в среде углекислого газа является уникальным методом, который позволяет быстро соединить металлические элементы огромных конструкций. При помощи данной технологии можно получить качественный шов, который сохраняет структуру на протяжении длительного времени.
Это связано с тем, что во время проведения сварочного процесс свариваемая поверхность находится под максимальной защитой, в нее не проникают оксиды кислорода из окружающей среды, которые могут снизить прочность сварных слоев шва. Но все же перед тем как приступать к работе стоит рассмотреть основные особенности и нюансы.
Особенности технологии
Технология полуавтоматической сварки в среде углекислого газа сопровождается сложными химическими реакциями. Принцип процесса состоит в следующем - в область сварной ванны из баллона подается углекислый газ, который разделяется на угарный газ и кислород. Данный процесс осуществляется под влияние повышенной температуры, которая исходит от электрической дуги.
Важно! Угарный газ отлично подходит для защиты металлических поверхностей от окисления, но смесь из углекислого газа и кислорода вызывает выгорание легированных добавок и углерода из свариваемых элементов. Это в итоге может привести к ухудшению качества шва, образованию большого количества пор.
По этой причине для нейтрализации углекислоты применяется присадочная проволока. В среде газов обычно применяется присадочный материал из кремния и марганца.

По сравнению с другими методами сваривания сварка ТИГ углекислым газом обладает следующими характерными особенностями:
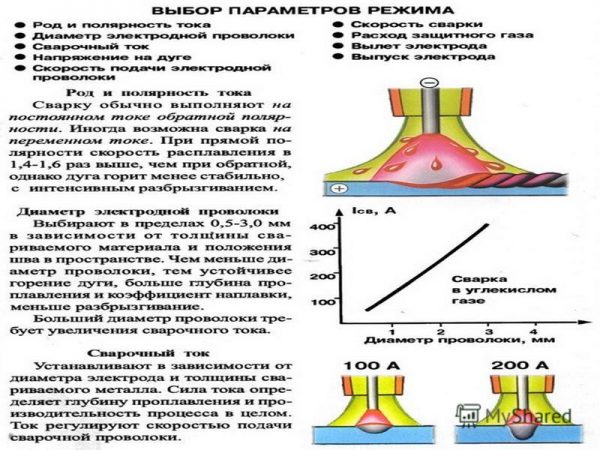
- Данная разновидность сваривания элементов из металла производится на токах с обратной полярностью. Это позволяет получить более стабильную дугу, предотвращает деформирования.
- Благодаря тому, что во время сварочного процесса применяется специальный электрод, происходит снижение эффекта разбрызгивания расходного материала. За счет этого снижаются непроизводительные затраты.
- Во время наплавки металла можно применять прямую полярность тока. Это повышает производительность и эффективность полуавтоматического сварочного процесса почти в 1,6-1,8 раза.
Преимущества и недостатки
Полуавтоматическая сварка в углекислом газе имеет главное преимущество - отличное контролирование сварочного процесса. За счет применения защитного газа оператор может отлично видеть горение дуги, он наблюдает за полной технологией варки металлических элементов.

Сварка полуавтоматом в среде углекислого газа имеет другие немаловажные положительные качества:
- полноценное применение энергии электрической дуги, которая обеспечивает отличную скорость варочного процесса;
- сварные швы имеют высокое качество, хорошую прочность;
- возможность производить сваривание в разных пространственных положениях;
- сниженное потребление сварщиком газа при сварке полуавтоматом;
- сжиженный углекислый газ обладает низкой стоимостью;
- при помощи этого вида сварочной технологии можно производить соединение металлических деталей с любой толщиной;
- сварочные работы могут с легкостью выполняться на весу;
- наблюдается высокая производительность труда;
- при проведении сварочного процесса практически отсутствует повреждение металлических элементов;
- полуавтоматическая сварка может применяться при проведении ремонта конструкций разных размеров;
- нет необходимости постоянно подавать и отводить флюс.
Но сварочный процесс в углекислой среде имеет несколько отрицательных особенностей:
- подаваемые углекислотные смеси имеют низкое качество;
- по сравнению с процессом, при котором применяются аргоновые смеси, качество швов получается слабее;
- не подходит для работы со всеми видами металла;
- после применения углекислоты могут возникать сложности в очищении используемого оборудования;
- если будут выставлены неправильные параметры сварки, то может проявляться серьезное изнашивание комплектующих элементов аппаратуры.
Используемое оборудование
Перед началом процесса стоит рассмотреть необходимое оборудование для полуавтоматической сварки в среде углекислого газа. Оно должно включать следующие важные компоненты:
- Основным компонентом является источник постоянного тока. В качестве него может выступать сварочный трансформатор или инвертор.
- Газовый баллон, он должен вмещать 40 литров. Этот объем позволит уместить около 25 кг.
- Подающий механизм. Особой популярностью пользуется модель А-547-У. Механизм подачи находится в компактном чемоданчике из металла, который можно с легкостью переносить с собой.
- Промежуточный элемент между баллоном и горелкой - осушитель.
- Горелка с комплектом шлангов, кабелей.
Настройка и подключение оборудование
Важно! Сварка полуавтоматом в среде углекислого газа для начинающих обязательно должна сопровождаться подготовительным этапом, он должен проводиться в первую очередь. От его соблюдения зависит получение качественного и прочного сварного шва.

Перед тем как будет начата сварка TIG с использованием углекислоты, стоит выполнить следующие действия:
- вставляется присадочная проволока;
- производится проверка подающих роликов. Все компоненты должны быть совместимы с применяемым присадочным материалом;
- проволоки устанавливаются в соответствующую борозду;
- фиксируется регулирующий валик;
- подающий рукав разлаживается;
- сопла и наконечник снимаются;
- обязательно проверьте, чтобы присадочная проволока вышла из горелки на 10-15 см;
- наконечник и сопло надеваются;
- полуавтомат для сварки в среде углекислого газа соединяется с баллоном, в котором содержится газ в сжиженном виде. Он подсоединяется через редуктор;
- при помощи хомутов производится фиксирование подводящего шланга.
После этого можно приступать к сварочному процессу. Предварительно производится полное очищение свариваемых кромок - обязательно удаляются загрязнения, окалины (для этих целей можно воспользоваться дробеструйной или пескоструйной установкой). Предварительное приваривание в нескольких местах может производиться при помощи электродов Э42 или Э42А.
Чтобы углекислый сварочный процесс производился правильно к нему стоит тщательно подготовиться. На начальном этапе стоит внимательно рассмотреть все его основные особенности и правила. Обязательно подготовьте требуемое оборудование для сварки в среде углекислого газа, которое должно состоять из полуавтомата и других комплектующих элементов. Правильное использование аппарата и соблюдение нюансов в итоге позволит получить прочное и долговечное сварное соединение.
Интересное видео
Все о полуавтоматической сварке в среде углекислого газа
Полуавтоматическая сварка в среде углекислого газа дает возможность соединить металлические детали. Сварочный шов при использовании такой сварки отличается высокой прочностью. Поэтому сваривание металлов с использованием углекислого газа широко востребовано как у новичков, так и у профессионалов.
Что такое сварка полуавтоматом в среде СО2?
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.

Режимы и особенности сварки в углекислоте
Основной особенностью сварки в среде СО2 является вытеснение воздуха при сваривании частей. Это позволяет добиться высокого качества шва. Необходимо учитывать, что железо и углерод, находящиеся в составе заготовок, вступая в химическую реакцию с СО2, окисляются. Для предотвращения окисления следует использовать специализированную проволоку, имеющую в своем составе большое количество кремния и марганца.
Еще одной особенностью полуавтоматической сварки в газовой среде является возможность применения как прямой, так и обратной полярности. Использование обратной полярности прямого тока отлично подходит для начинающих сварщиков. Такой метод дает возможность легко удерживать дугу. Прямая полярность применяется при необходимости наплавления металла.
Сварка полуавтоматом возможна в различных режимах. Настройку аппарата необходимо производить исходя из толщины металла свариваемых деталей и диаметра проволоки. При повышении сварочного тока увеличивается глубина провара. Так, чем больше толщина металлических частей, тем большую силу тока необходимо установить в настройках.
Характеристики сварки в углекислом газе
Газ, применяемый для сваривания полуавтоматом, имеет более высокую плотность, чем воздух. Благодаря этому он вытесняет воздушную массу из сварочной ванны. Он бесцветен и не имеет запаха. К аппарату СО2 подается из баллона, в котором он находится в жидком состоянии под давлением. Подключение баллона осуществляется через специализированный редуктор. Он поддерживает требуемое давление в системе.
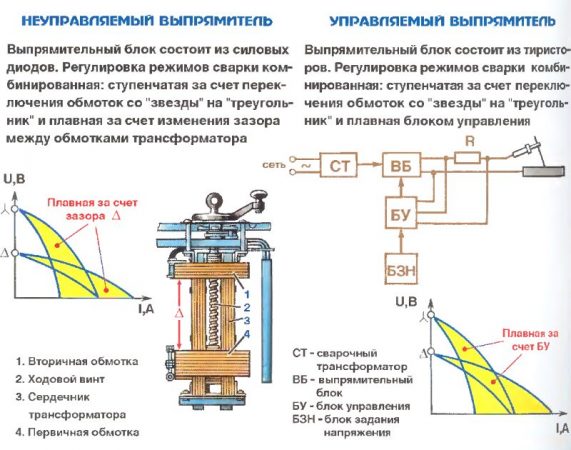
Спаивание в среде СО2 можно выполнять на двух видах оборудования:
- Выпрямитель. Полуавтоматический аппарат, применяется для дугового сваривания различных заготовок, в том числе и из нержавеющей стали.
- Инвертор. Является преобразователем переменного тока в постоянный. Преобразованный ток используется для создания дуги.
Электродом при выполнении полуавтоматической сварки в среде углекислого газа является специализированная проволока. В зависимости от толщины деталей, диаметр и состав проволоки может отличаться.
Подготовительные работы
Для того чтобы получить качественный шов, необходимо подготовить заготовки и настроить оборудование. Спаиваемые части следует предварительно очистить от ржавчины, окислений, лакокрасочных покрытий и т. д.

Окислы и посторонние примеси могут привести к разбрызгиванию электрода и нарушению качества сварного шва. Для очистки используется наждачная бумага, абразивный камень или пескоструйная обработка. При сваривании тонких листов следует предварительно отбортовать кромки заготовок.
Помимо подготовки деталей перед началом сварки полуавтоматом в среде СО2, необходимо настроить оборудование. Все составляющие подключаются в строгом соответствии с определенной схемой. Для нормальной работы устройства нужно исключить утечку вещества из системы.
После включения полуавтомата в электрическую сеть осуществляется его настройка. В зависимости от толщины металла устанавливается сила тока. При выборе скорости подачи электрода нужно опираться на скорость горения сварочной дуги.
Перед началом работы нужно изучить правила техники безопасности во время выполнения сварочных работ полуавтоматическим сварочным аппаратом в среде углекислого газа. Во время работы используются специализированные средства индивидуальной защиты.
ВНИМАНИЕ: Пренебрежение правилами безопасности может привести к различного рода травмам, ожогам или поражению электричеством!
Технология и методы выполнения работ
После подготовки деталей и правильной настройки оборудования можно приступать к выполнению сварочных работ. При спаивании в среде углекислого газа начальный шов лучше осуществлять при небольшой силе тока. Таким образом удастся избежать деформации спаиваемых заготовок и вероятности возникновения трещин. Подача электрода, независимо от полярности, осуществляется двумя способами:
- Углом вперед. С использованием такого метода глубина провара будет небольшой, а шов — широким;
- Углом назад. Применяя такой метод, сварщику удается добиться большой глубины провара при малой ширине шва.
По окончании работ сварочная ванна заполняется металлом из проволоки. После того как шов положен, подача проволоки прекращается. Электричество, подаваемое на электрод, следует отключить. Углекислоту, в отличие от напряжения, нужно подавать до полного затвердевания шва. Это дает возможность защитить металл, находящийся под воздействием высокой температуры, от негативного влияния воздушных масс.
После полного затвердевания шва металл кристаллизуется и происходит образование шлака. Для контроля над качеством спаивания необходимо удалить шлак. После остывания он становится хрупким и легко очищается.
Расход СО2
Расход газа при спаивании в среде газа СО2 прямо зависит от толщины металлических заготовок, диаметра проволоки и силы тока. На расход влияют и другие факторы. Если работы выполняются на открытом воздухе, то расход газа будет гораздо больше, чем при сваривании в закрытом помещении. Это связано с тем, что ветер сдувает часть газа, подаваемого в сварочную ванну.

Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Сварка в углекислом газе СО2 имеет ряд преимуществ. К ним относятся:
- Возможность спаивать тонкие листы металла;
- Хорошая дуга при выполнении работ. Это особенно удобно для начинающих сварщиков;
- Возможна сварка деталей с различными характеристиками;
- Металл, находящийся под действием высокой температуры, защищен от влияния воздуха. Это делает шов прочным и не допускает окислений;
- Высокое качество места соединения заготовок;
- Безопасность в использовании;
- Доступность. Приобрести оборудование может любой желающий.
К недостаткам полуавтоматической сварки в среде углекислого газа можно отнести то, что применяемое оборудование более сложное, чем в случае с другими газами.
Из вышеперечисленного следует, что сварка в среде СО2 является доступным способом соединения металлических деталей. Такой способ спаивания отличается высоким качеством и простотой в применении.
Видео: Как настроить давление защитного газа и его расход
Сварка в среде углекислого газа
Углекислотная сварка является популярным профессиональным методом сваривания металлов, при котором весь процесс производится в среде защитных газов. Она может быть полностью автоматизирована или может выполняться в полуавтоматическом режиме.
В основе данной технологии используется главное свойство углекислоты - она под термическим воздействием разлагается две отдельные составляющие части, одна из которых (угарный газ или СО) обеспечивает надежную изоляцию активной зоны от окружающей среды.
Главные особенности технологии
Сварка углекислотой с использованием полуавтомата является тем же процессом, что и сварка под флюсом. Стоит учитывать, что не все виды металлов могут свариваться без защитного слоя. Но процесс сварки с использованием углекислоты является одним из дешевых вариантов, а конечный результат при этом получается с высоким качеством.
Главное назначение углекислого газа состоит в том, что он обеспечивает высокую защиту зоны сварки от воздействия окружающего воздуха, в составе которого наблюдается влажность и кислород. Однако под влиянием высоких температур углекислота распадается на два компонента - угарный газ и кислород.
Тем временем кислород начинает активно взаимодействовать с металлом и вызывает его сильное окисление. Это может негативно отразиться на качестве сварного шва. Именно по этой причине при сварке углекислотным полуавтоматом обязательно должна проводиться нейтрализация окисляющего элемента.
Данная мера может быть выполнена при помощи только одного способа - в область сварки можно подать металл, в составе которого имеются раскислители. В качестве них могут применяться кремний или марганец. В связи с тем, что они обладают повышенной активностью, они первые вступают в реакцию с кислородом.
Многие профессионалы при проведении полуавтоматической сварки в СО2 часто применяют стальную проволоку, в состав которой входит кремний и марганец. Оптимальное соотношение марганца к кремнию должно составляет 1,5-2. Это значит, что в составе марганца должен быть в несколько раз больше.
В процессе взаимодействия кислорода с марганцем и кремнием наблюдается появление оксидов данных металлов. При этом они не растворяются в жидком расплавленном металле, который образуется в сварочной ванне. Они хорошо взаимодействуют друг с другом и переходят в состояние шлака, который хорошо выводится из области сваривания.
Работа полуавтоматом в углекислой среде
Использование сварочного полуавтомата с углекислотой должно осуществляться в соответствии с определенными требованиями и правилами. Его выбор производиться в зависимости от показателей толщины обрабатываемых металлических заготовок в индивидуальном порядке для каждого образца оборудования.
С главными показателями режимов, которые могут применяться при углекислотной сварке, можно ознакомиться в таблице на рисунке ниже.
Исходя из параметров, которые указаны в таблице, можно сделать следующие важные выводы:
- Показатель глубины провара во время проведения электродуговой сварки в среде углекислого газа сильно возрастает во время увеличения силы рабочего сварочного тока;
- Показатель мощности дуги в области сварки напрямую может зависеть от ее длины;
- Выбор наиболее подходящего темпа подачи проволоки определяется стабильностью дуги при наличии фиксированного напряжения питания;
- Правильный выбор размера рабочей части электрода оказывает влияние на качество дуги. Если этот показатель будет увеличиваться, то свойства дуги и сварного шва будут сильно ухудшаться.
Если будет наблюдаться сильно короткий стержень, то процесс наблюдения под защитной маской будет достаточно затруднен. Все это может привести к частому выгоранию контактного наконечника.
Оборудование для сварки в углекислотной среде
При проведении сварки в углекислотной среде обязательно потребуется углекислотный сварочный аппарат, наиболее подходящим будет полуавтомат.
Кроме этого обязательно будут нужные другие важные элементы:
- Источник постоянного тока. В качестве него подойдет сварочный трансформатор или инвертор;
- Углекислотный баллон для сварки с объемом емкости 40 литров. В него должен поместиться углекислый газ с весом 25 килограмм. Данного количество может спокойно хватить для проведения беспрерывного сварочного процесса в течение 15 часов;
- Подающий механизм. Современные производители предлагают огромный выбор данных устройств. Особой популярностью пользуется модель А-547-У. Механизм подачи имеет в небольшом чемоданчике, который можно с легкостью переносить. В чемоданчик также помещается катушка с проволокой, в нем установлен газовый клапан, который используется в качестве защитного элемента;
- Осушитель. Это промежуточный элемент от горелки до баллона;
- Горелка, которая идет вместе со шлангами и кобелями.
Сварка в среде углекислого газа и с использованием углекислотного сварочного полуавтомата является популярным методом сваривания разных металлов. Главное ее преимущество состоит в дешевизне и в получении качественного сваривания. Но все же перед тем как приступать к данному процессу стоит внимательно изучить его важные особенности.
Сварка полуавтоматом для начинающих
Прогрессивным методом соединения металлических изделий является сварка полуавтоматом. Этот способ облегчает работу, повышает производительность процесса, позволяет получить качественное соединение, уменьшает вероятность появления дефектов. Для его применения необходимо приобретение специального оборудования - полуавтомата.
Это не является особо затратным, но работа на сварочном полуавтомате для начинающих возможна только после овладения ими теоретических знаний. Для начала необходимо ознакомиться с принципом действия прибора, различными режимами, технологией процесса. Овладеть этим можно самостоятельно или под руководством более опытного наставника. Также имеются специальные курсы, на которых проводится теоретическое и практическое обучение.

Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Устройство полуавтомата
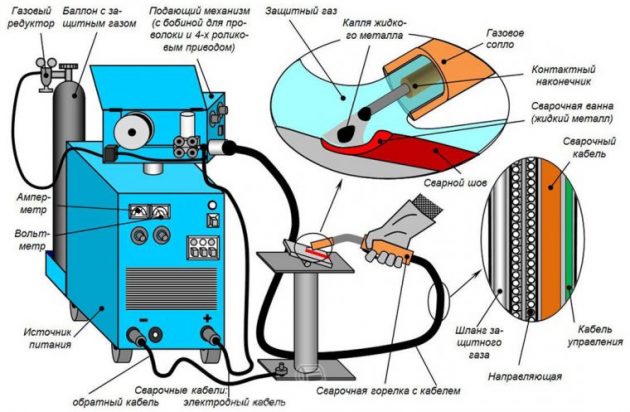
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.

Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к "массе".
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав - это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй - к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.

Большой штуцер в центре служит для выхода проволоки. Маленький рядом - для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки - рукоятка и выходящая из нее направляющая трубка.

На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя - осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.

Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.

Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
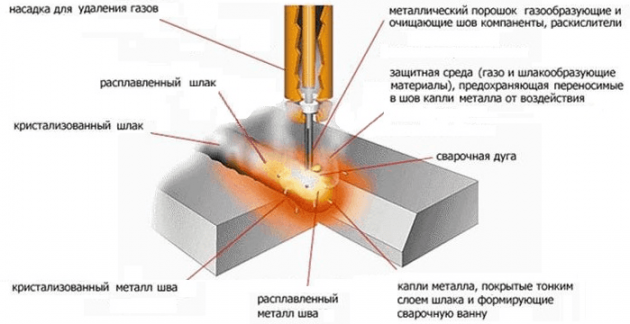
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.

Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву "А". Две буквы "АА" свидетельствуют о металле высокой очистки.

Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.

Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее - давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.

После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
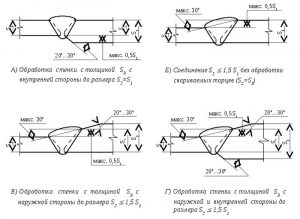
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать "в лодочку". Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы - 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, - это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.
Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание "Электрогазосварщик". Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории "сварочные полуавтоматы" позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Читайте также: