Оборудование для сварки медных труб
Обновлено: 19.05.2024
На полках хозяйственных магазинов представлено широкое разнообразие газовых горелок, предназначенных под бытовое использование. Причем в ассортименте много конструкций миниатюрного исполнения, оснащенных баллонами малой емкости, что обеспечивает удобство выполнения различных видов работ.
Предлагаем разобраться, какая газовая горелка для пайки медных труб и прочих целей может стать лучшим инструментом среди существующего ассортимента оборудования. В статье мы подробно рассмотрели устройство и виды таких приборов. Кроме того, привели советы по выбору газовых горелок и их применению для пайки медных изделий.
Конструкция современной газовой горелки
Начнём с анализа конструктивных моментов, характерных для современных моделей газовых горелок.
Оборудование в современном исполнении, рассчитанное под хозяйственное применение, прежде всего, выделяется конструктивным мини-фактором. Это удобное в применении, облегченное и, как правило, разборное на отдельные компоненты оборудование.

Портативное, разбирающееся на отдельные детали – такое оборудование под производство пайки медных труб является действительно удобным и предпочтительным для работы
Такие аппараты просто транспортировать, поместив, к примеру, в стандартный сантехнический ящик или в слесарную сумку.
Приборы традиционно оснащаются съёмными мини-баллонами, заправленными специальной газовой смесью, благодаря чему обеспечивается высокая рабочая температура и ровный (стабильный) выход пламени.
Большинство конструкций наделяются зажигательным элементом, который обеспечивает розжиг прибора одним движением руки.
Для регулировки пламени используется конструкция плавного изменения давления газа (редуктор), благодаря чему можно настроить оптимальный режим пайки.
Есть исполнение горелок с прямым подключением баллона к соплу, а есть исполнение, где предусматривается шланговый переход.

Система пьезоподжига и редуктор плавной настройки позволяют устанавливать требуемую форму пламени для выполнения работы пайки с учётом получения результата высокого качества
Следует отметить универсальность хозяйственных горелок с газовыми баллончиками. Другими словами – такие устройства допускают применение не только конкретно под пайку труб, но также под исполнение других задач. К примеру, горелку вполне допустимо использовать в качестве аксессуара туриста.
Разновидности газовых приборов
Существует достаточно обширный ассортимент газовых приборов для пайки, которые логично разделить на виды в зависимости от рабочей температуры.
По этому критерии приборы бывают бытовыми, где показатель разогрева достигает максимум 1500°С, и профессиональными — с рабочей температурой свыше 1500°С.

По конструкционному исполнению горелки могут иметь удлиненное сопло или более короткое. Также некоторые модели оснащают гибким шлангом для подсоединения к баллону
Тип подсоединения тоже разнится.
- резьбовые;
- цанговые;
- прокалываемые.
Емкость для топлива может быть перезаправляемой или одноразовой.
Что касается топлива, то, в зависимости от источника питания, горелки используют пропан, MAPP-газ, газ-кислород, мультитопливо. Последний вариант не применяют для пайки трубок из меди, но весьма удобен в быту, особенно в походах. Хотя мастера считают такие горелки менее надежными.
Ниже рассмотрим подробнее каждый из упомянутых видов газового оборудования, использующего различный тип топлива.
Пропановый инструмент обеспечивает эффективное производство работ, направленных на разогрев, плавку, пайку металлов относительно небольшой массы. Толщина рабочего металла обычно 2-9 мм.
Как правило, основа пропановой горелки изготавливается на основе латуни. Конструкция сопла делается из высокотемпературного металла, обычно нержавеющая сталь.

Горелки пропановые – оборудование под выполнение пайки, а также других работ, связанных с высокотемпературным нагревом. Этот вид паяльного оборудования, достаточно популярный, активно используется на практике
По большей части, это приборы с ручной регулировкой пламени посредством управляющего «редуктора» — регулятора, расположенного на патрубке, который переходит к соплу. Горелки на пропане дают температуру пламени от 1300°C.
Горелки газовые, рассчитанные под питание МАПП газом, успешно используются под разные цели, связанные с обработкой металлов, в частности, меди.
Возможные операции с металлом:
Используемая газовая смесь «Метилацетилен-Пропадиен-Пропан» содержит несколько ингредиентов, чем обеспечивается повышенная тепловая мощность.

Инструмент для пайки меди и прочих металлов. Конструкция, в данном случае, основана на формировании высокотемпературного пламени посредством подачи и сжигания смеси МАПП
Эта разновидность горелок характеризуется хорошей формой пламени, высокой интенсивностью теплового потока.
Максимальная температура пламени 2400°C, что демонстрирует улучшенную температурную эффективность по сравнению с пропановыми устройствами.
Ещё одна разновидность аппаратов для пайки, плавки, сварки, нагрева, где рабочим источником энергии выступает смесь газа с кислородом.
Особенность конструкции – подача отдельных компонентов смеси с одинаковым давлением (0,5-1 АТИ). Поэтому такие горелки комплектуются специальным редуктором.

Газокислородное исполнение горелки – конструкции, при помощи которой можно добиваться очень высоких температур нагрева, а это значит – выполнять пайку в таких случаях, когда другие аппараты не годятся
Газокислородные приборы поддерживают использование различных газокислородных смесей.
Этот фактор позволяет получать широкий диапазон температур пламени:
Конструкция газовоздушной горелки обеспечивает стабильное, ровно направленное пламя, что положительно сказывается на качестве пайки.
Конструкции мультитопливного исполнения – компактные, малогабаритные, оснащаются дополнительными приспособлениями, к примеру, отражателем тепла или защитой от ветра.

Конструкции горелок газовых, где используется так называемое мультитопливо, технологически исключают производство пайки меди. Однако это удобный инструмент для хозяйственных нужд
Разновидность газовых горелок, которые отличаются конструктивно тем, что рассчитаны под использование разного типа топлива:
- бензин;
- солярка;
- керосин;,
- спирт и т.п.
Устройства по большей части представлены хозяйственным инструментом, удобным для туристических целей, а также для производства различных бытовых работ, связанных с нагревом.
Достаточно высокая тепловая мощность до 3000 Вт обеспечивает нагрев 1 литра воды буквально за 3 минуты, параметр в характеристиках: 3,0-4,5 мин.
Популярные методы пайки меди
Исходя из размерности (массы, объема) места соединения, а также в зависимости от условий применения и эксплуатации, методы пайки можно разделить на два популярных варианта.
На практике чаще всего используют:
- мягкий припой — Тпл = 250°C максимум;
- жёсткий припой — Тпл = 900°C максимум.
Соответственно, основываясь на выдвигаемых условиях, подбирается для пайки и соответствующая газовая горелка.

Мягкий припой в катушках, изготовленный в виде проволоки диаметром 1-3 мм, удачно подходит для исполнения пайки начинающими мастерами. Существуют два вида мягких припоев – 1S и 3S
Традиционно применяемая методика соединений горелкой для пайки меди основывается на конкретно оговоренной технологии.
- Соединяемые участки медных труб тщательно зачищаются (наждачной бумагой, щеткой), подвергаются обезжириванию с помощью растворяющих химических средств.
- При необходимости точного соединения, сочленяемые детали фиксируются в нужном положении при помощи временного крепежа. Лучше использовать струбцины.
- Далее применяют специальный флюс — раствор, которым обрабатывается область соединения — обычно при помощи кисточки, входящей в комплект флюса.
- Следующим шагом задействуют газовую горелку и равномерно прогревают участок пайки до момента, когда нанесенный на поверхность флюс приобретает темный окрас.
- Вводят в точку спая припой (мягкий или твёрдый, в зависимости от выбора) до полного охвата расплавленным припоем всего участка пайки.
Способ пайки меди, когда применяется низкотемпературный (мягкий) припой, считается более практичным и в особенности для работы, исполняемой непрофессиональными (своими) руками.
Объясняется предпочтение тем, что благодаря применению горелки с низкой температурой пламени, непрофессионал имеет меньше рисков прожечь металл.

Твердые припои под пайку меди хорошо подходят на случаи производства капиллярно-щелевой пайки – метода, который часто используется на монтаже медных труб холодильной техники
Низкотемпературные припои, конечно, дают менее надежное соединение с механической точки зрения, но выполнять такую пайку существенно легче и проще, нежели делать пайку высокотемпературными припоями. Последний вариант требует наработанного профессионального опыта и хорошего оборудования.
Советы по выбору лучшей горелки
Выбор горелки — сложный вопрос, учитывая предлагаемое количество инструмента на коммерческом рынке и современные технологии изготовления газовых горелок.
Поэтому термин «лучший», в данном случае, следует, пожалуй, отнести не столько непосредственно к инструменту – горелке для домашней пайки медных труб, сколько к тем условиям производства работ, какие предполагаются.
Однако если на каждые отдельно взятые условия подбирать определенный аппарат, недолго разориться, в буквальном смысле. А потому, лучшей горелкой логично считать универсальную конструкцию. Ярким примером универсальности выступает, к примеру, аппарат фирмы Castolin — модель СT27.

Популярный среди мастеров разного уровня паяльный аппарат от фирмы Bernzomatic – один из вариантов удачного выбора, которым обеспечивается производство работ разной сложности
Среди популярных фирм, поставляющих качественное газовое оборудование для пайки меди, помимо Bernzomatic и Castolin следует упомянуть такие как СЛЕДОПЫТ, DAYREX, Flame Gun, Energy, REXANT, Rothenberger. Кстати, продукция последнего упомянутого бренда отличается довольно высоким ценником.
Кроме производителя при выборе оптимального приспособления для производства пайки, новичкам желательно смотреть характеристики. Если горелка допускает применение практически в любых вариантах исполнения работ, в том числе соединение медных труб и прочие действия, то подобную модель можно брать.
Еще один критерий — тип питания и регулировка пламени. Хорошо, если понравившаяся портативная конструкция для пайки меди будет предназначена под питание от баллонов «SAS/Pro» или «MAPP/Pro» и сможет обеспечить тонкую регулировку и фиксацию пламени.
Не менее важную роль играет вес аппарата — так, неплохой вариант — горелка весом около 400 граммов, которая, к тому же, специально приспособлена для производства пайки в любых положениях
Что касается комплектации, то горелка для новичка в деле пайки меди должна быть оснащена минимум тремя разными наконечниками:
- стандартным;
- циклонным;
- супер циклонным.
Такой набор наконечников позволит обрабатывать точки паяных соединений самых различных конфигураций и формировать красивые малозаметные швы.
Вот, собственно, примерно по такому принципу следует подбирать аппарат под пайку. Современный рынок открывает обширные возможности для выбора подходящей горелки.
Выводы и полезное видео по теме
Видеоматериал о различных типах паяльного инструмента ручного использования, мобильного, универсального и т.д. Информативный, в достаточной степени ролик, рекомендуемый к просмотру:
Инструмент под пайку меди – газовая горелка – это достаточно специфичное оборудование, из числа инструмента, который требуется лишь в определенных случаях, если не считать профессиональную деятельность.
Его приобретение для исполнения одноразовой работы вряд ли следует считать рациональным делом. Практичнее одолжить аппарат на время, например, арендовать, но для этого требуется знать, что такое газовая горелка и как правильно ею пользоваться.
Подыскиваете качественную газовую горелку для пайки медных труб? Или есть опыт применения такого оборудования? Пожалуйста, оставляйте комментарии к статье, задавайте вопросы и участвуйте в обсуждениях. Форма для связи расположена ниже.
Особенности сварки медных труб и нюансы осуществления технологических процессов за счет особенностей материалов
Существует немало способов получения неразъемного соединения медных труб: газовая сварка, электродуговая сварка, пайка. Каждый из способов обладает своими плюсами и минусами, выбор будет зависеть от места проведения сварки, вида изделий, способа соединения, степени оснащённости и подготовки к сварке.
Правила подготовки медных труб
Свариваемость меди зависит от наличия примесей в металле. Чистая медь обладает наилучшей свариваемостью. Расплавленная медь очень хорошо окисляется, а при охлаждении образуются пузырьки газов из воздуха. Эти пузырьки создают большое внутреннее давление, что приводит к образованию трещин. В связи с этим необходимо тщательно следить, чтобы на свариваемых торцах не было влаги, а также обеспечивать хорошую защиту расплавленного металла в процессе сварки.
Подготовка к сварке будет аналогичной для различных способов. Перед началом сварочных работ следует подготовить кромки свариваемых труб:
- Произвести осмотр и при необходимости обрезать торцы с дефектами.
- Произвести очистку от загрязнений и окислов не только свариваемых кромок, но и внешних и внутренних поверхностей на небольшом расстоянии от них до металлического блеска.
- При использовании труб большой толщины следует сделать скос кромок. Для этого используют болгарку с абразивным кругом или специальный кромкорезательный станок.
Сборка труб осуществляется с помощью центраторов – приспособлений, позволяющих прочно зафиксировать концы труб в одной оси. При отсутствии центратора или невозможности его использования трубы можно расположить на сварочном приспособлении и закрепить их струбцинами. При сборке необходимо соблюсти небольшой зазор между свариваемыми кромками. При отсутствии зазора есть вероятность несплавления кромок внутри трубы, при большом зазоре расплавленный металл сварочной ванны будет вытекать вовнутрь трубы.
Газовая сварка
При применении газовой сварки следует учитывать высокую теплопроводность меди. Пламя сварочной горелки должно иметь повышенную мощность.
Перед сваркой необходим прогрев свариваемых кромок. Во время сварки пламя должно быть нормальным: избыток ацетилена приведёт к образованию пор и трещин, а окислительное пламя приводит к окислению металла шва.
Нагрев сварочной ванны следует производить восстановительной зоной пламени в месте наибольшей температуры. Для уменьшения охлаждения рекомендуется укрывать трубы пористым негорючим материалом около места сварки. Мундштук горелки располагают под углом 80-90 градусов к поверхности шва. В процессе сварки нагретый конец присадочного прутка окунают во флюс и переносят его в сварочную ванну, тем самым обеспечивая защиту расплавленного металла. Сварка ведётся без перерывов в один проход.
Сварка плавящимися и неплавящимися электродами
При применении сварки плавящимся электродом используют электроды со стержнем из меди и обмазкой, обеспечивающей защиту сварочной ванны от воздействия окружающего воздуха. Сварка выполняется постоянным током обратной полярности на максимально возможной короткой дуге. Сварочный ток подбирают в зависимости от толщины стенки трубы и диаметра электрода.
При применении сварки меди в среде защитных газов неплавящимся электродом больше всего подходит импульсная сварка. Это уменьшает риск прожога металла, обеспечивает стабильный процесс сварки и хорошую структуру сварочного шва.
Сварка ведётся постоянным током прямой полярности. Применяется присадочный пруток из чистой меди. В качестве защитного газа используют в основном аргон, но при необходимости в роли защитного газа могут быть гелий, азот или их смеси.
При применении угольного или графитового электрода в качестве присадочного прутка применяют чистую медь. Сварку производят постоянным током прямой полярности, длина дуги должна составлять около 10 мм. В качестве защиты сварочной ванны используют флюс, нанесённый на кромки, а также на присадочный пруток.
При применении автоматической сварки в качестве защиты расплавленного металла шва используют защитные газы или порошковый флюс. Режимы и скорость сварки выбирают исходя из толщины свариваемых стенок. Ток постоянный прямой полярности. Сварочная проволока изготавливается из чистой меди. При сварке толстостенных труб требуется предварительный подогрев.
Пайка медных труб как способ соединения
При применении пайки чаще всего используют специальное соединение труб: один из концов труб имеет больший диаметр, чем основная труба, этим концом он надевается на соединяемую трубу.
Перед пайкой необходимо особенно тщательно отнестись к очистке соединяемых поверхностей, так как при пайке необходимо обеспечить наилучший контакт поверхности с припоем.
После очистки и обезжиривания труб на соединяемые поверхности наносится паяльная кислота, после чего трубы соединяют между собой. Нагрев осуществляют газопламенными горелками. При достижении необходимой температуры подаётся припой, происходит его плавление за счёт пламени газовой горелки и разогретой поверхности. Под действием капиллярных сил жидкий припой равномерно распределяется по соединяемым поверхностям. Чаще всего для пайки медных труб применяют припои на оловянной основе.
При использовании любого из перечисленных способов сварки и пайки высокое качество шва будет обеспечено за счёт строгого выполнения всех требований, предъявляемых к сварке.
Оборудование для сварки
В зависимости от того, о каком виде сварки труб идёт речь, будет зависеть выбор оборудования.
Для газовой сварки понадобятся:
- баллоны со сварочным газом;
- газовая горелка с механизмом подачи сварочной проволоки;
- шланги для подачи сварочного газа;
- кассета со сварочной проволокой;
- сварочный молоток;
- щетка по металлу.
Если говорить о сварке с плавящимися и неплавящимися электродами, то перечень оборудования выглядит следующим образом:
- источник сварочного тока, подобранный в зависимости от условий сварочного процесса и целей эксплуатации изделия;
- сварочные кабели для подачи тока в сварочную зону, а также направления защитного газа (при использовании технологии сварки в защитном газе);
- держатель для электрода;
- приспособление для создания массы;
- баллон с защитным газом (при использовании соответствующей технологии).
Для соединения труб при осуществлении сварки используется центратор.
Дополнительно необходимо защитное оборудование для сварщика, включающее маску с темным стеклом или самозатемняющуюся маску, краги или защитные перчатки, защитную обувь и одежду.
Соединение медных труб: инструкции и сравнение различных монтажных технологий
Трубы из меди применяются при монтаже систем ГВС, ХВС, кондиционирования, отопления, газоснабжения. Они дороги, однако долговечны, пластичны, устойчивы к коррозии. Но чтобы инженерные коммуникации из них прослужили десятилетиями, соединение медных труб должно производиться правильно.
Мы расскажем, каким образом производится устройство медных трубопроводов, обеспечивающих герметичность транспортируемой среде или циркулирующему теплоносителю. В представленной к ознакомлению статье подробно описаны монтажные технологии. С учетом наших советов сооружение систем будет выполнено «на отлично».
Нюансы работы с медными трубами
Для выполнения монтажа внутренних трубопроводов в доме можно выбрать трубу из пластика, металлопластика либо нержавеющей стали. Но только аналог из меди способен прослужить без проблем и капремонта больше полувека.
Правильно смонтированные медные трубопроводные системы на практике исправно работают на протяжении всего срока эксплуатации, что отведен коттеджу или многоквартирному дому.

Используемые при монтаже фитинги и места соединений пайкой по статистике аварий оказываются более надежными, нежели сами медные трубы – если прорыв в системе и происходит, то лишь на стенке трубного изделия
Трубам из меди не страшны длительные тепловые нагрузки, хлор и ультрафиолет. При промерзании они не трескаются, а при изменении температуры внутренней среды (воды, стоков, газа) не меняют своей геометрии.
В отличие от пластиковых аналогов, медные трубопроводы не провисают. Это пластик подвержен расширению при высоких температурах, с медью подобного не происходит по определению.
У трубных медных изделий есть два недостатка – высокая цена и мягкость металла. Однако дороговизна материала окупается долгим сроком эксплуатации.
А чтобы стенки труб не оказались повреждены изнутри эрозией, в системе обязательно должны устанавливаться фильтры. Если в воде не будет загрязнений в виде твердых частиц, то и проблем с разрушением трубопроводов не возникнет.
Требования к обработке и сварке труб
При работе с медными трубами необходимо соблюдать следующие правила:
- Монтируя пайкой водопровод ХВС или ГВС, следует исключить использование свинцового припоя – свинец слишком токсичен.
- Скорость потока воды должна быть не выше 2 м/с, иначе мельчайшие частицы песка или иного твердого вещества постепенно начнут разрушать стенки трубы.
- При использовании флюсов после завершения монтажа трубопроводная система в обязательном порядке подлежит промывке – флюс является агрессивным веществом и будет способствовать коррозии трубных стенок из меди.
- При пайке нельзя допускать перегрева места соединения – это может привести не только к формированию негерметичного стыка, но и потере прочности медного изделия.
- Переходы труб с меди на другие металлы (сталь и алюминий) рекомендуется выполнять посредством латунных либо бронзовых фитингов-переходников – в противном случае стальные и алюминиевые трубы быстро начнут коррозировать.
- Грат (наплывы металла) и заусенцы в местах резки подлежат обязательному удалению – их наличие приводит к образованию в водяном потоке турбулентных завихрений, что способствует эрозии и уменьшению эксплуатационного срока трубопровода из меди.
- При подготовке медных труб к соединению категорически запрещается применять абразивы – их оставшиеся после монтажа внутри частицы приведут к повреждению металла и образованию свища.
Если в системе водопровода либо отопления в доме помимо медных есть также трубы или элементы из иных металлов, то водяной поток должен идти от них к меди, а не наоборот. Ток воды от меди к стали, цинку либо алюминию приведет быстрой электрохимической коррозии участков трубопровода из последних.

Благодаря пластичности и прочности металла медные трубы без проблем подвергаются резке и сгибанию. Поворот трубопровода можно выполнить как путем использования трубогиба, так и с помощью фитингов. А для устройства разветвлений и соединений с различными приборами существует множество деталей из термостойких пластмасс, латуни, нержавейки и бронзы.
О взаимодействии меди с другими металлами
В большинстве частных домов бытовые водопроводы собраны из стальных и алюминиевых труб. В отопительных системах также присутствуют радиаторы из стали или алюминия. Неправильная врезка в подобную разводку труб из меди чревата немалыми проблемами.
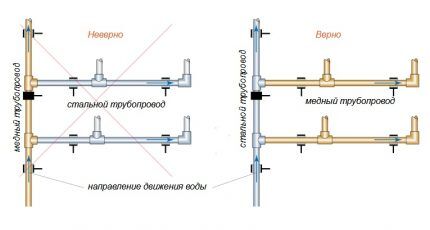
По строительным нормам, чтобы исключить коррозионные процессы в трубопроводе из разных по металлу труб, поток воды должен быть направлен к меди
Самый оптимальный вариант монтажа – это применение труб и приборов исключительно из меди и ее сплавов. Сейчас без проблем можно найти биметаллические алюминиево-медные радиаторы, а также соответствующие фитинги и запорную арматуру. Совмещать разные металлы стоит только в крайних случаях.
Если совмещение неизбежно, то медь должна быть замыкающей в цепочке элементов трубопровода. Избавить ее от способности проводить электроток невозможно.
А при наличии даже слабого тока этот металл создает со сталью, алюминием и цинком гальванические пары, что неизбежно ведет к преждевременной их коррозии. При монтаже водопровода между ними обязательно нужно вставлять переходники из бронзы.
Еще она потенциальная проблема – кислород в воде. Чем больше его содержание, тем быстрее коррозируют трубы. Это касается трубопроводов как из одного металла, так и сделанных из разных.
Нередко владельцы коттеджей допускают серьезную ошибку, часто меняя теплоноситель в отопительной системе. Это только приводит к добавлению совершенно ненужных порций кислорода. Лучше всего воду не менять полностью, а доливать ее, когда возникает необходимость.
Выбор монтажа: разъемный vs неразъемный
Чтобы соединить медные трубы в единую трубопроводную систему, можно воспользоваться несколькими способами их сочленения. Разные сантехники применяют обжимные и пресс фитинги, сварку либо пайку. Но прежде чем самому начинать работы, нужно определиться – неразъемным быть трубопроводу или разъемным.
Существует три монтажных технологии соединения труб из меди:
- электрическая сварка;
- пайка с помощью горелки или электропаяльника;
- прессование.
Все эти технологии могут быть применены при формировании как разъемной, так и неразъемной системы. Здесь больше вопрос использования разнообразных фитингов и переходников либо отказ от них.

Если конструкцию нельзя разобрать без разрушения отдельных ее частей, то она считается неразъемной – выходит она дешевле, но ремонтировать ее сложнее
Если трубопроводная система нужна разъемная, а также более простая в плане ремонта и добавления новых элементов, то соединения необходимо делать разъемными.
Для этого используют фитинги:
- компрессионные;
- резьбовые;
- самофиксирующиеся.
Разъемные соединения проще выполнить самостоятельно, можно обойтись даже без пайки. Они не требуют от мастера излишне высокой квалификации.
Однако подобные узлы нуждаются в постоянном осмотре и подтягивании гаек, чтобы исключить протечки. Перепады давления и температуры в системе ведут к ослаблению креплений. И время от времени их рекомендуется подтягивать.
Если доступ к медным трубам планируется закрыть наглухо отделкой или бетонной стяжкой, то соединять их лучше всего в неразъемную конструкцию пайкой либо сваркой. Такая система более надежна, долговечна и устойчива к порывам.
На изделия из меди запрещается наносить резьбу. Этот металл слишком мягок по своей структуре. При устройстве разъемного трубопровода все резьбовые подсоединения должны делаться посредством фитингов. Последние соединять с медной трубой можно прессованием либо пайкой.
Перед выполнением соединений медные трубы подготавливают особым образом:
Резку медной трубы производят ножовкой по металлу или труборезом. Линия реза должна быть точно под прямым углом
После резки торец трубы обязательно обрабатывается гратоснимателем, чтобы убрать малейшие неровности и заусенцы
Часть трубы, погружаемой в подготовленный для пайки раструб тщательно очищают от грязи и обезжиривают
В обязательном порядке производится очистка и обезжиривание раструба муфты, отвода или тройника, который будет припаиваться к трубе
Как подобрать и использовать оборудование для пайки медных труб
Сборка трубопровода из медных труб преимущественно производится методом пайки, так как этот способ позволяет получить прочный и герметичный стык. Чтобы процесс пайки не вызывал проблем, необходимо подготовить оборудование для пайки медных труб и узнать, как используется тот или иной прибор. Именно описанию оборудования и методам его использования и посвящена данная статья.

Соединение медных труб в трубопровод
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.

Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.



Можно ли создать инструмент своими руками?
Если задаться целью, то любой инструмент можно сделать самостоятельно. Электрический паяльник для медных труб — не исключение. Но для решения этой задачи придется серьезно попотеть. Каждому элементу конструкции паяльной станции нужно уделить достаточно внимания.

Задача по созданию высокомощных электропаяльников сложная. Одно дело самостоятельно сделать прибор для работы с проводами. В интернете можно найти массу вариантов создания такого инструмента. Но конструировать самостоятельно прибор мощностью две тысячи ватт не рационально.
Любая допущенная ошибка может вылиться в серьезные неприятности. Это особенно касается безопасности применения электроинструмента. В крайнем случае, используйте для спайки труб специальные фены или газовую горелку. Если применять этот инструментарий нельзя, лучше возьмите в аренду нормальный заводской электропаяльник.
Набор для пайки медных труб
Процесс соединения сегментов начинается с подготовки набора специальных приспособлений и расходных материалов. Без такого комплекта невозможно выполнить качественную спайку деталей.

Оборудование для пайки медных труб
Припой и флюс
Обработанные и очищенные поверхности медных элементов сначала всегда покрываются флюсом. Вещество представляет собой агрессивное соединение, полученное химическим путем. Флюс позволяет избавиться от оксидов и жира на изделиях. Производители изготавливают вещество в жидком и газообразном состоянии.
Припой — это тоже расходный материал. Он выбирается в зависимости от варианта пайки. Многие производители изготавливают припой на основе олова. У расходного материала температура плавления ниже, чем у медных деталей.
Для выполнения работ подходят припои, в которые добавлена сурьма, висмут или медь. Лучшим вариантом является расходный материал с серебром. Однако он больше стоит. Поэтому используется расходник, у которого один из компонентов — это медь.
Горелка
Пайка выполняется газовой горелкой небольших или стандартных размеров. Инструмент создает узконаправленное пламя. В качестве горючего вещества, размещаемого в баллоне, вовремя низкотемпературной работы применяется смесь, состоящая из воздуха и пропана. Может также использоваться пропано-бутановое газообразное вещество, соединенное с воздушной средой. Объема смеси в одном баллоне хватает для выполнения примерно 300-400 стыков.
Во время высокотемпературной стыковке применяется горючая смесь, состоящая из пропана и кислорода или воздуха и ацетилена. Соединения также могут быть выполнены с помощью ацетилено-кислородного газообразного вещества.
Паяльник
Этот вид оборудования представляет собой электрическое приспособление. Инструмент позволяет соединить отдельные сегменты медных систем при использовании мягкого или твердого припоя. Электрический паяльник имеет прижимные клещи.
В устройстве также присутствуют съемные электрод Приспособление применяется на объектах, где нельзя использовать открытый огонь.
Сопутствующие материалы
При монтаже медных инженерных коммуникаций не обойтись без трубореза. Инструмент позволяет нарезать трубы требуемой длины. Рекомендуется применять в работе исключительно высококачественные приспособления. Именно они позволят не замять металл и осуществить ровный срез.
При монтаже водопровода, отопления, сетей газоснабжения и кондиционирования также применяется фаскосниматель. Инструмент позволяет удалять заусенцы с внутренней кромки среза. Это приспособление облегчает вставку одной детали в другой элемент.
Однако действовать можно исключительно при использовании труборасширителя, если состыковываются сегменты одинакового диаметра.
При подготовке медных элементов также выполняется зачистка их внутренних поверхностей. В процессе используется металлическая щетка или ершик.




Что необходимо для пайки цветных металлов
Для того чтобы спаять медные, латунные и бронзовые трубы, необходимо позаботиться о наличии специальных инструментов и материалов для пайки, цена которых может быть различной. К подобным инструментам относятся портативные газовые горелки, газокислородные установки (посты для пайки) или электрические устройства. А также различные расходники для пайки в частности твердые и мягкие припои, флюсы. Все это можно найти в каталоге «Инструменты и материалы для пайки и сварки» нашей компании.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.

Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок. Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации.

Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.

Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Согласно нормам соединение должно иметь длину, которая равна диаметру трубы.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.

Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.

На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.

Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.

Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
- Высокотемпературное;
- Низкотемпературное.
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.

Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.

Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Основные ошибки
Качественное соединение деталей из меди выполняется только при наличии опыта. Новички нередко допускают следующие ошибки:
- Соединяются элементы с поверхностными дефектами, нередко возникающими при раскрое. Пайку нельзя выполнять поверх изъянов, так как не удастся получить прочный шов.
- Полностью не удаляются все загрязнения с места, где выполняется стык. Подготовка соединяемого участка включает очистку и избавление от жира.
- Детали недостаточно нагреваются, поэтому припой плохо соединяется с трубопроводами элементами. Целостность созданного шва легко нарушается даже при незначительном воздействии.
- Создается соединение недостаточной ширины. Его величина должна быть 7-50 мм, если стыкуются трубы, у которых диаметр составляет 6-108 мм.
- Поверхности элементов не полностью покрываются флюсом. Это не позволяет удалить с деталей все окислы. Поэтому создается не качественный шов.
- Сегменты перегреваются при соединении. Происходит выгорание флюса и образование окалины.
- Шов проверяется раньше времени. Операцию необходимо выполнять только после его остывания, иначе произойдет деформация соединения, что отрицательно скажется на прочности стыка.
Мастера хорошо знают все возможные ошибки. Многие из специалистов даже столкнулись с ними на практике в начале своей карьеры. Чтобы уменьшить вероятность ошибочных действий, рекомендуется первую пайку медных труб выполнять под наблюдением профессионала.
Пайка медных труб: общие сведения, способы и технология выполнения работ

Медные трубопроводы сейчас широко применяются для создания отопительных систем и во время прокладки внутридомовых водопроводных сетей. Они постоянно используются при установке кондиционеров. Поэтому так часто проводится пайка медных труб. Расскажем о вариантах выполнения соединений, используемом оборудовании и расходниках. Рассмотрим также подробно технологию проведения работ, включая отрезку труб, применение флюса, соединение двух деталей и саму пайку.
Общие сведения
Несмотря на более высокую цену трубопроводов из меди, они все чаще применяются во время монтажа инженерных коммуникаций в жилых частных постройках. Причина этому их отличная термостойкость, хорошая гибкость и продолжительная долговечность.
Если пайка медных трубок выполнена качественно при соблюдении технологии, тогда коммуникации можно без опаски заливать бетоном, прокладывать в стенах. В любом случае инженерные системы будут эффективно выполнять свое предназначение. Ими можно будет пользоваться, пока здание не разрушится. Поэтому высокие затраты на монтаж медных трубопроводов всегда окупаются.
Чтобы пайка меди была осуществлена качественно, нужно обладать знаниями, необходимыми приспособлениями и расходными материалами. При этом сам процесс проводится достаточно просто. Ведь во время его выполнения не нужно использовать агрессивные вещества для очистки медных поверхностей.
Пайка выполняется без предварительной очистки поверхностей агрессивными веществами Источник aidealadecision.fr
Медь хорошо соединяется с большим количеством легкоплавких металлов. Это позволяет быстрее подобрать нужный припой. Кроме того, не требуется использовать дорогой флюс, потому что при процессе расплавления металла отсутствует интенсивное взаимодействие с кислородом. Еще не происходит деформация труб, а созданное соединение после нагрева легко разбирается.
Способы пайки
Оптимальный вариант соединения трубопроводов из меди – это именно пайка. При ее выполнении металл расплавляется и заполняет зазор, который находится между элементами. После его отверждения получается монолитная конструкция. Перед тем как паять медь, определяют способ.
Низкотемпературный процесс пайки
Этот способ еще называется мягким методом. Он отличается температурой. Ее значение ниже 450°. В ходе работ используют припой для пайки медных труб. Он может быть, например, оловянным или свинцовым. Это легкоплавкие сплавы.
Низкотемпературной пайкой создают швы, у которых ширина будет равна 7-50 мм. Данный способ позволяет сделать мягкие соединения. Они менее прочны по сравнению с пайкой при температуре выше 450°. Все же у них имеются свои достоинства.
Одним из плюсов мягкого соединения является отсутствие отжига металла, когда осуществляется пайка. Поэтому его прочностные характеристики не изменяются. Благодаря не слишком большой температуре процесс стыковки труб из меди представляет меньше опасности.
Важно! Нагрев медных элементов не более 450° позволяет стыковать трубопроводы с диаметром минимум 6 мм и максимум 108 мм.
Низкотемпературная пайка используется при монтаже водопровода и систем отопления. При этом по трубопроводам должна перемещаться жидкость, температура которой не превышает 130°. Низкотемпературный способ пайки никогда не применяют для монтажа газопроводов.

Высокотемпературный метод
Перед тем как паять медные трубки высокотемпературным способом, мастера подготавливают припой. Для этого метода он представляет собой составы на основе тугоплавких металлов. К таким твердым сплавам относится медь и серебро.
Высокотемпературные соединения выполняются при температуре более 450°. Метод позволяет создавать твердый устойчивый шов. Он выдерживает воздействия механического характера. Такой шов обладает стойкостью к высоким температурам.
Способ отличается отжигом металла во время пайки. В результате происходит размягчение сплава. Это приводит к уменьшению его прочности. Чтобы минимизировать данный недостаток, организуют естественное охлаждение созданных швов. Никогда не используют воду или механический обдув медных элементов.
Пайка меди твердым припоем применяется для соединения трубопроводов, у которых диаметр равен 12-159 мм. Этот метод используется во время монтажа газопроводов. Способ позволяет соединять водопроводные трубы с диаметром более 28 мм. Высокотемпературная пайка также применяется для создания коммуникаций, по которым перемещается среда с температурой выше 120°.
Технология пайки элементов из меди
Перед тем как паять медные трубы, профессионалы подготавливают специальные расходные материалы. К ним относятся флюс, который применяется для удаления оксидов с металла. После его использования припой лучше растекается, а на поверхности уменьшается напряжение.
Качественная пайка осуществляется только с помощью профессионального оборудования. Специалисты в работе используют газовую горелку. Она всегда необходима для проведения мягкой пайки. С ее помощью создается узконаправленное пламя.
В состав газовой горелки входит баллон, где находится смесь из бутана и пропана. Такое оборудование позволяет выполнить обычно не более 400 соединений. Существуют газовые горелки с баллонами, где находится только один бутан.
Для выполнения высокотемпературной пайки специалисты используют пропан-кислородную смесь. Применяют также ацетилен, соединенный с воздухом.
Профессионалы еще используют специальный паяльник, работающий от электричества. Он позволяет паять при низкой и высокой температуре. Он расплавляет любой припой для медных труб.
На заметку! Электропаяльник используют в местах, где запрещено применять открытое пламя. Этот вид оборудования имеет съемные электроды и специальные прижимные клещи.

Отрезка труб
На первом этапе специалисты размечают и отрезают медные трубы с помощью специальных труборезов. Они позволяют сделать ровный рез. Однако для этого медный прокат всегда удерживается перпендикулярно относительно режущего инструмента.
В конструкции трубореза имеется острое лезвие и ролики. Между этими элементами зажимается труба. Потом выполняется вращение инструмента. При этом специалистам приходится подтягивать специальный болт на труборезе после каждого оборота. Благодаря использованию этого инструмента рез получается не только ровным, но и без задиров на внешней поверхности трубы. Они будут присутствовать только внутри медного проката.
Специалисты практически никогда не используют ножовку для резки медных труб. Ведь после ее применения остается большое количество заусенцев на торце проката. Этот инструмент не уменьшает сечение трубы, что нельзя сказать о труборезе. Хотя сужение незаметно и не снижает пропускную способность трубопровода.
Важно! Рез выполняют без смятия трубы. У нее должно быть овального сечения. В противном случае во время соединения двух труб не удастся создать нормативный зазор, величина которого составляет от 0,02 до 0,4 мм. Когда он получается меньшего размера, тогда в него не будет затекать припой. Если зазор получится больше нормативного значения, не произойдет капиллярного эффекта.
После обрезки у медной трубы не должен измениться размер сечения. Во время применения трубореза на кромке среза образуются небольшие заусенцы. Их обязательно удаляют, а внутреннюю поверхность трубопровода очищают от инородных предметов и обезжиривают ее край. То же самое выполняют со второй трубой.
На заметку! После отрезки конец одного из трубопроводов могут расширить, чтобы соединить с другой трубой. Для этого используют специальный инструмент – труборасширитель. Затем проверяют, как стыкуются между собой два фрагмента трубы. При этом длина соединения должна быть равна диаметру трубопровода.
Видео описание
Резка медной трубы труборезом и ножовкой, а также удаление заусенцев показано в видеоролике:

Использование флюса
Чтобы понять, как запаять медную трубку, нужно полностью узнать технологию. Она подразумевает обязательное использование флюса. Его наносят кисточкой на наружную поверхность трубы в месте, которым она вставляется в другой трубопровод.
Специалисты осуществляют процесс очень аккуратно. Флюс наносят в минимальном количестве тонким слоем. Его равномерно распределяют по поверхности.
Соединение двух труб перед пайкой
После нанесения флюса две трубы быстро соединяют, чтобы к составу не прилипла пыль. При этом выполняют полную стыковку. Другими словами, одну трубу вставляют в другую до упора. При этом может использоваться фитинг или создаваться раструбное соединение.
Стыкуют два трубопровода путем вращения одного относительно другого. Такое движение облегчает процесс и позволяет равномерно распределить флюс по поверхностям. При этом его не должно быть за пределами соединения. Ведь он представляет собой агрессивное вещество. Поэтому при выдавливании флюса из зазора его удаляют тряпкой.
Низкотемпературное соединение
После выбора этого способа и определения, чем запаять медную трубку, мастер направляет пламя горелки на стык. При этом он постоянно перемещает газовое оборудование по месту соединения, чтобы равномерно прогреть две детали. Потом специалист берет легкоплавкий припой и прикасается точечно им к зазору.
После контакта с раскаленной поверхностью расходный материал сразу же начинает плавиться. В этот момент горилку обязательно удаляют от соединения, что позволяет припою затечь в зазор. Процесс повторяют, пока он полностью не заполнится по всей окружности стыка.
На заметку! Легкоплавкий припой предварительно не разогревают. Он плавится при контакте с нагретыми поверхностями трубопровода.
Во время пайки соединяемые детали не перемещают. Пока припой не остынет, они должны находиться в неподвижном состоянии. При этом строго следят, чтобы не перегреть металл. В противном случае произойдет разрушение флюса. Поэтому не будут удаляться и растворяться оксиды.
О пайке низкотемпературным способом рекомендуется посмотреть видео:
Высокотемпературное соединение
Выбрав этот способ и определив, чем паять медь, мастер прогревает детали тоже газовой горелкой. Она также перемещается по всему соединению. Выполняются равномерные и быстрые движения.
Нагрев специалист выполняет, пока поверхность не приобретет темно-вишневый цвет. Он свидетельствует, что детали расколись до температуры 750°. После этого прикладывают припой.
На заметку! Припой можно предварительно нагреть, чтобы он лучше растекался и заполнял зазор во время пайки. При этом основное плавление расходного материала должно осуществляться при прикосновении к раскаленному месту. Идеальный вариант, когда припой начинает растекаться сразу же при первом контакте с нагретыми деталями.
После заполнения всего зазора соединение не трогают, пока оно полностью не остынет. Затем стык протирают тряпкой.
В видео показано и рассказано, как выполняется пайка высокотемпературным способом:

Коротко о главном
Пайка трубопроводов из меди осуществляется при температуре до или более 450°. При низкотемпературном или высокотемпературном методе применяется газовая горелка и флюс, который наносится для улучшения растекания припоя и удаления оксидов с металлической поверхности.
При низкотемпературном методе применяется мягкий припой. Он может быть создан из олова или свинца. При высокотемпературном способе используется твердый припой, например, из серебра или меди.
Пайка начинается с обрезки труб с помощью трубореза, удаления заусенцев со срезов. Потом наносится флюс, и выполняется соединение деталей вращательным движением. Затем стык нагревается и прикладывается припой.
Читайте также: