Оборудование для сварки неповоротных стыков труб
Обновлено: 04.10.2024

Тщательное выполнение подготовительных работ, которое обычно может занимать значительную часть рабочего времени — наиважнейший элемент любого вида трудовой деятельности. Сварка неповоротных стыков труб не является исключением.
Для начала необходимо очистить соединяемые элементы от краски, ржавчины и т.д. Это происходит путем механической обработки. Резка заготовительного элемента может выполняться как электроинструментом, так и термическим способом. Заготовки должны быть объединены друг с другом. В целях фиксации элементов накладываются прихватки, которые выглядят как легкие сварочные швы. Их параметры базируются на величине соединяемых труб.
Сварочная технология требует обязательно заземлить все металлические части сварочного устройства. Каркас трансформатора, стол также подлежат заземлению. Покрытие проводов и кабелей сварочного аппарата должно быть изоляционным.
Существует три направления, определяющих базисные технологии соединения металлических частей путем заливки промежутков между ними расплавленным металлом:
Выбор конкретной технологии зависит от следующих факторов:
- размещения труб;
- угла наклона при сварочном процессе;
- толщины слоя стенки трубопровода.
Если толщина стенки трубы достигает 12 мм, соединение металлических частей осуществляется трёхслойным швом. Каждая прослойка не должна быть более 4-х мм в высоту, а ширина валика не должна выходить за пределы 2-х-З-х диаметров сварочного электрода.
Сварка поворотных стыков труб в отличие от неповоротных более проста в осуществлении. Она позволяет повернуть трубу в нужном направлении, когда это необходимо. Это помогает не допустить создания сложных швов (потолочных и вертикальных).

Сварные стыки труб: а – поворотный, б – неповоротный
Методика работы с горизонтальным стыком
Методика действий с неповоротными стыками трубопровода в горизонтальном положении отличается тем, что разделывать кромки полностью не обязательно. Осуществлять эти действия необходимо средней дуговой сваркой. Можно сохранить лишь несущественную разделку в 10 градусов. Такие действия обеспечивают улучшение процесса соединения металлических частей и сохранности их качества на прежнем уровне. Варить горизонтальные стыки трубопровода лучше обособленными неширокими слоями. Первым валиком проваривается корень шва, при этом используются электроды 4 миллиметра в диаметре. Лимит силы по закону Ома должен быть установлен в диапазоне от 160 до 190 А. Электрод получает движение характерное возвратно-поступательному, в то время как внутри стыка должен появиться нитевидный валик 1-1,5 мм высотой. Покрытие прослойки №1 подлежит тщательной зачистке. Прослойка №2 проделывается таким образом, чтобы он закрывал предыдущую прослойку, когда электрод движется возвратно поступательным образом и когда происходит его практически незаметное покачивание между краями верхней и нижней кромок.

Таблица соотношения сварочных токов в зависимости от различных показателей

Направление второго слоя не отличается от первого. Перед выполнением третьего слоя силу тока необходимо увеличить до 250-300 А. Чтобы сделать процесс соединения металлических элементов более производительным, нужно использовать электроды диаметром 5 миллиметров. Направление варки третьего слоя осуществляется противоположно направлениям предыдущих двух слоев. Третий валик рекомендуется выполнять на более высоких режимах. Скорость нужно выбрать такую, чтобы валик был выпуклым. Варить необходимо под «углом назад» или под прямым углом. Третий валик должен заполнять две трети ширины валика №2.
Выполнение четвертого валика следует вести на режимах, используемых при выполнении третьего. Угол наклонения электрода — 80-90 градусов от поверхности трубы, которая расположена по вертикали. Направление четвертого валика остается прежним.

Технология выполнения электросварки с горизонтальными стыками при наличии более 3-х прослоек имеет свою особенность: третья прослойка со всеми последующими выполняются в направлениях, каждый из которых противоположен предыдущему. Трубы, достигающие диаметра в 200 мм, как правило, подлежат сварке сплошными швами. Обратно-ступенчатый способ характерен для сварочного процесса стыков трубопровода диаметром более 200 мм. Каждому участку рекомендуется быть примерно 150-300 мм длиной.
Методика работы с вертикальными стыками трубопровода без поворота
Процесс электросварки с вертикальными стыками аналогичен процессу работы с горизонтальными элементами. Осуществлять его нужно короткой дуговой сваркой. Главное различие состоит в необходимости регулярно изменять угол наклона электрода, одновременно рассматривая его относительно периметра шва.
Технологический процесс проведения такого вида сварки определяется следующими основными блоками:
- «Варить» корневой шов нужно в два прохода. В процессе налаживания второго валика прослойку № 1 необходимо проплавлять — этим обеспечивается гарантия качества корневого шва. Величина стенки трубы и величина зазора между соединяемыми составными частями напрямую влияет не только на темп выполнения процесса, но и на величину силы тока.
- Кромки необходимо заполнять на довольно высокой скорости, одновременно положение электрода используется под «углом назад» или под углом 90 градусов.
- Замки смежных слоев осуществляются с учетом сдвига на 5-10 мм. Длина «замка» напрямую зависит от диаметра трубопровода.
- Плоскость получаемой поверхности с большего зависит от темпа сварки, наплавление лицевого слоя осуществляется узкими валиками.
Осуществление сварки трубопровода под 45-градусным углом
При выполнении такого вида сварки сварной шов располагается под определенным углом. Он образуется только при проведении существенного количества действий с электродом: изменение направления сварки; изменение угла наклона. В этом состоит основная особенность данного вида сварки, что, в свою очередь, требует от исполнителя определенного уровня профессионализма и универсальных навыков. Это требование в особенности касается трубопроводов с высокими требованиями к герметичности сварных элементов.
Важно запомнить, что выбор технологии сварки трубопровода под углом 45 градусов напрямую зависит от диаметра свариваемых труб:
Технология сварки труб

Под трубопроводом подразумевается инженерная коммуникация, при которой подача рабочего вещества осуществляется через трубы (вода, газ, нефть и т.д.). Чтобы обеспечить качественную подачу, необходимо не только правильно его проложить, но и время от времени проводить ремонтные и профилактические работы. Здесь как раз не обойтись без стыковки элементов между собой. Рассмотрим, что такое сварка труб, как сваривать трубы электросваркой, какие техники необходимо применить на практике для создания герметичного трубопровода.
Виды трубопроводов и сварка
Трубопроводов существует огромное количество, которые используются для перемещения разных материалов и рабочих жидкостей. Отталкиваясь от их предназначения, есть следующая классификация:
- технологические;
- магистральные;
- промышленные;
- трубопроводы газоснабжения;
- водяные;
- канализационные.
При изготовлении трубопровода применяются различные материалы – керамика, пластик, бетон и различные виды металлов.
Современные сварщики для стыковки труб используют три основных способа:
- Механический осуществляется за счет взрывов в результате трения.
- Термический, который осуществляется за счет плавления, например газовой сваркой, плазменной или электро-лучевой.
- Термомеханический производится за счет магнитоуправляемой дуги посредством стыкового контактного метода.
Существует множество типов сварки, которые разделяются по многим классификациям. Перед тем, как варить трубы, нужно разобраться, каким способом лучше всего это делать. Теоретически, каждый вид подходит для сварки труб малого диаметра и большого. Она может осуществляться плавлением и давлением. К методам плавления относятся электродуговая и газовая сварки, а к методам давления – газопрессовая, холодная, ультразвуковая и контактная. Самыми распространенными способами для соединения коммуникаций является ручная электродуговая и механизированая.

Сварка труб электросваркой плавящимся и неплавящимся электродами
Эффективнее всего проводить сварку технологических трубопроводов электродом вручную или посредством автомата. Это может быть методика работы плавящимся или неплавящимся электродом (аргонно-дуговая сварка). Технология сварки труб реализуется в три основных этапа:
- Подготовительный, который делится на две части – подготовка мастера и подготовка материала. К подготовке сварщика стоит отнестись очень ответственно, так как от этого зависит его безопасность. Обязательно нужно подготовить спецодежду и защитную маску для глаз, чтобы предотвратить ожог яркими искрами. Под подготовкой деталей имеется в виду тщательная зачистка труб под сварку от коррозии, краски и загрязнений. Перед ручной дуговой сваркой трубопроводов нужно хорошо металлической щеткой или наждачной бумагой обработать стыки и площадь, прилегающую к ним. Если этого не сделать, то могут быть «пробелы» в самом шве, так как материал «не перехватится» на загрязненную трубу.
- Сварочный процесс. Когда все готово, можно начинать. Самое основное в дуговом способе ( вне зависимости вручную она проводится или инвертором) это удержать дугу. Сначала необходимо зажечь электрод и возбудить дугу. Затем полноценно производится шов. Его тип выбирается непосредственно мастером в процессе работы. На способ ведения электрода и на технологию сварки трубопровода в целом влияет множество факторов – расположение труб, материал их изготовления, предпочтения сварщика.
- Проверка качества работы. Когда шов готов (не стоит забывать оббивать шлак, который образуется над ним в виде валика), можно запустить коммуникацию на предмет контроля качества соединения.
Технология сварки водопровода, газопровода и других инженерных коммуникаций практически одинаковая. Важно соблюдать последовательность действий и учитывать виды швов в разных положениях, так как от умения их варить и будет зависеть качество коммуникации.

Как состыковать трубы
Для новичка, который хочет в совершенстве овладеть сваркой, необходимо знать все тонкости этого процесса. Для сваривания двух труб существует более 30 способов. Рассмотрим самые распространенные способы сварки труб:
- в угол;
- в тавр (перпендикулярно по отношению друг к другу);
- в стык;
- внахлест.
Тип стыковки труб выбирается в зависимости от типа металла, вида сварки и характера коммуникации. Например, трубы для системы централизованного отопления чаще всего соединяются встык с помощью электросварки. Для качественного шва, главное – сделать провар по всей толщине изделия.
Большую роль в технике сварки труб ручной дуговой сваркой играют типы шва, которые классифицируются на четыре основных группы:
- горизонтальные;
- нижние;
- вертикальные;
- потолочные.
Каждый из этих способов имеет свою технологию выполнения. Самое удобное и простое для выполнения качественного соединения – нижнее положение. Если есть возможность перемещать и поворачивать элемент, то мастер старается их установить именно в нижнее положение. При этом, во время работы, металл не стекает вниз, как при вертикальном шве, не разбрызгивается по сторонам, как при потолочном положении. Сварка технологических трубопроводов проводится, применяя все эти виды, так как коммуникации имеют множество разветвлений.
По типу продолжительности шва на трубопроводе, они разделяются на сплошные и прерывистые швы.
Особенности сварки труб
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.

- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали. В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
Сварки стальных труб при помощи центраторов и без
Сварка труб с целью образования монолитного соединения. Подготовительные работы. Применение разных методов сварки. Техника, применяемая для такого вида работ. Особенности ведения процесса в зимнее время. С поворотом стыка и без.

Сварка труб – это процесс образования неразъемного соединения при прокладке трубопроводов. В итоге получается монолитное изделие, которое характеризуется прочностью и герметичностью. Перед началом работы все изделия проверяются на наличие сертификата. В них должна отсутствовать эллипсность. Толщина стенки может находиться в пределах, разрешенных допуском.
В зависимости от множества факторов выбирается способ формирования сварочного соединения. Это зависит от диаметра труб, толщины стенок, материала изделия и расположения трубопровода. Учитывая эти факторы, работа проводится плавящимися и неплавящимися электродами. Стальные трубы варятся электродуговым или газовом методом, иногда с применением аргона. Для некоторых соединений применяется холодная сварка.

Процесс работы начинается с подготовки сварочного соединения. Во время обработки стыков проверяется наличие перпендикулярности плоскости сечения к оси трубопровода. По всему периметру будущего сварочного шва обеспечивается равномерный зазор. После прохождения этого этапа начинается сам процесс сварки. По окончании процедуры отбивается шлак и ведется проверка качества полученного соединения.
Предварительная подготовка труб к сварке
Перед началом работы места стыковых соединений подготавливаются. Состоит этот этап из следующих операций:
- Осматриваются концы изделий. Если их поверхность неровная, то она выпрямляется или торцы обрезаются с помощью газовой горелки.
- При наличии на местах будущих сварочных швов грязи или ржавчины кромки обрабатываются молотком и зубилом.
- Внутренняя и наружная поверхности зачищаются до блеска на размер 10 мм. Для этого используется металлическая щетка или шлифовальная машинка.
Способы стыковки труб
Сложность задачи соединения трубопроводов заключается в том, чтобы обеспечить стыкам достаточную жесткость. С помощью центраторов для сварки достигается нужный результат. Такие устройства обеспечивают соосность обеих частей соединений, что отражается на надежности шва.
Первая категория тоже имеет разновидности. Внешние устройства разделяются на типы:
Внутренние центраторы отличаются сложностью конструкции. В их задачу входит не только внешнее центрирование, но и внутреннее.
Механизм отличается высоким эксплуатационным ресурсом. Приспособление не только обеспечивает сварку труб, но и добавляет жесткость, что устраняет риск прогиба системы в случае усадки почвы.
Разница в применении плавящихся и неплавящихся электродов
Сварочные работы проводятся плавящимися и неплавящимися электродами. В первом случае плавятся сам электрод и участок свариваемой поверхности. При работе неплавящимся электродом за счет дуги проходит смешивание расплавленного металла свариваемых поверхностей.
- стальные:
- медные;
- алюминиевые.
- вольфрамовые;
- угольные;
- графитовые.
Оба вида находят применение для сварки медных труб. Это мягкий металл, и он тяжело варится.
Неплавящиеся электроды применяются для сварки оцинкованных труб.
Сложность работ заключается в необходимости расплавления цинкового покрытия. Для этого температура прогрева должна достигнуть 1200 °C.
Популярные способы сваривания стальных труб
- Работа по сварке труб полуавтоматом. В основу заложен принцип автоматической подачи проволоки к горелке прибора. Свариваются изделия из любой стали вплоть до нержавейки.
- С помощью холодной сварки. В реальности это клей, содержащий в своем составе эпоксидные смолы. Таким способом устраняются только небольшие дефекты. Шов не выдерживает напряжений, направленных на разрыв.

Использование газосварки
Газосварка используется для работы с обычными сталями. Горючая смесь состоит из кислорода и одного из газов:
- ацетилена;
- пропана;
- бутана.
Для работы требуется сварочная проволока и флюсы, которые необходимы для защиты металла от окисления внешним воздухом.
Существует газовая сварка с применением аргона, который выполняет роль защитной среды. Он используется при работе с цветным металлом или легированной сталью. Подается газ за 20 с до начала сварочного процесса и убирается через 10 с после его окончания. В процессе работы аргон вытесняет воздух и препятствует окислению металла.
Орбитальная сварка труб
Орбитальная технология применяется для сварки трубопроводов в бесповоротном стыке. Вручную такой процесс проводить тяжело, особенно для боковых участков. Под действием силы тяжести расплавленный металл стремится вниз. Поэтому операция проводится в автоматическом режиме при помощи специального оборудования. Между изделием и электродом возникает дуга. В эту зону подается аргон, чтобы не происходило окисления металла.
Для этого применяются специальные камеры, которые бывают 2 видов:
- Механизм полностью повторяет диаметр трубы и надевается на нее. Внутри имеется голова, которая в среде защитного газа двигается по стыку и накладывает шов. Такой способ применим, если диаметр трубы небольшой.
- Для изделий большого диаметра используются открытые камеры. Голова передвигается вдоль образуемого шва на кронштейнах.
К преимуществу такого вида сварки относится высокая скорость, качество шва и отсутствие влияния человеческого фактора.

Электродуговой метод сварки труб
Электродуговая сварка – это процесс получения сварного соединения с помощью специального оборудования и электродов. Образующаяся электрическая дуга расплавляет материал изделия и электрод. Одновременно на поверхности электрода плавится стержневая оболочка, которая, смешиваясь с жидким металлом, выступает на поверхности шва в виде шлака.
Для сварки труб ручной дуговой сваркой требуются специальные электроды. На их поверхности присутствует оболочка, которая защищает сварочный шов от присутствующего в воздухе азота и кислорода.
Электроды для такого вида сварочных работ:
- с целлюлозным покрытием;
- с рутиловой пленкой;
- комбинированные.
Применяемое оборудование носит название инвертора, который имеет несколько режимов работы.
Оптимальный подбор режима оборудования зависит от вида материала свариваемого изделия и его толщины. С учетом этих факторов подбирается и соответствующая марка электрода. Все эти данные содержатся в нормативах ГОСТ по сварке трубных изделий.
Выбираем технику электродуговой сварки
Сварочный шов проваривается несколько раз. Делается это для повышения надежности и прочности соединения.
Проварка швов бывает нескольких видов:
- с поворотом стыков;
- без поворотов стыков.
С поворотом стыков
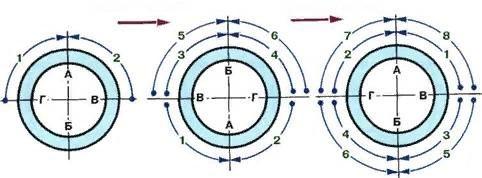
В первом случае сначала провариваются 2 верхние части трубы. Затем идет ее поворот на 180° и таким же образом варится низ. Затем изделие поворачивается на 90° и проваривается верхняя половина в той же последовательности. На последнем этапе идет поворот на 180° и варятся оставшиеся 2 части.
Вторым способом сначала провариваются 2 боковые поверхности. Потом труба поворачивается на 90° и варятся оставшиеся 2 четверти. При повторной сварке следует очередной поворот на 90° и опять обрабатываются поверхности с боков. На заключительном этапе идет последнее перемещение на тот же угол и проводится сварка оставшихся участков.
При работе с трубами большого диаметра проваривается слой в секторе, равном 45°. После этого изделие постепенно поворачивается.
Без поворота стыка
Сварка труб без поворота ведется отдельными участками: сверху вниз или снизу верх. Сначала варится первый слой, затем второй и третий. Такой метод имеет свои недостатки. Иногда попадаются труднодоступные места. Чтобы их обработать, требуется высокая квалификация сварщика.

Особенности сварки труб зимой
Такая работа с трубами в зимнее время имеет свои сложности. В условиях низких температур ухудшается отвод газов из расплавленного металла. Как результат, в соединении сохраняются остаточные напряжения, что приводит к повышенной хрупкости соединения.
При понижении температуры рекомендуется применять электроды марок:
- УОНИ-13/13;
- УОНИ-13/55;
- СМ-11;
- ВСЦ-1.
Их использование позволяет получать шов большей степени пластичности и вязкости.
Работа отличается особенностями:
- Стык очищается от грязи, снега и льда.
- Трубы соединяются с минимальными зазорами.
- На оборудовании устанавливается сварочный ток ниже стандартного на 15–20%. Это дает возможность улучшить повариваемость металла.
- Если стоят сильные холода, то предварительно ведется прогрев участка до 200 °C.
Существуют марки стали, которые хорошо варятся в условиях морозной погоды. К ним относятся 14ХГС, 14ГС, 19Г.
Технология сварки неповоротных стыков труб

Сварка Труб
Один из самых сложных видов сварочных работ — сварка неповоротных стыков трубопроводов различного назначения.
Основная сложность заключается в необходимости выполнения сварки в различных положениях (нижний, вертикальный, потолочный шов).
Подготовка к сварке
Существующая технология сварки неповоротных стыков требует тщательного подхода при выполнении подготовительных работ.
Этот этап по своей трудоемкости может занимать до трети рабочего времени:
- Соединяемые детали должны быть очищены от старой краски, ржавчины, выполняется этот этап чаще всего при помощи механической обработки.
- Выполняя разметку, стоит обращать внимание на то, чтобы рез был перпендикулярен оси трубы. При этом необходимо оставлять припуск (для поперечного стыка 1 мм, а для продольного до 0,2 мм на каждый мм шва), это связано с тем, что в процессе сварки длина заготовок уменьшится.
- Резка заготовки может выполняться абразивным электроинструментом (болгаркой) или термическим способом (кислородная резка), выбор зависит в основном от диаметра трубы.
- Заготовки должны быть совмещены между собой, при этом необходимо контролировать их соосность.
- Для первоначальной фиксации накладывают несколько прихваток. Они представляют собой легкие сварные швы, параметры которых зависят от размеров соединяемых труб, но одна прихватка не должна быть больше 20-120 мм по длине и более трети от сечения шва.
Технология работы с неповоротными стыками

Чаще всего применяется трехслойная технология наложения шва (коренной, заполнение кромок и лицевой шов). При этом все смежные сварные швы должны перекрываться минимум на 15-20 мм. Для труб, диаметр которых 9 мм, применяется налаживание 3 слоев (каждый по 3 мм), при этом необходимо выбирать режим работы с дугой минимальной длины (до 25 мм).
Сварка неповоротных стыков труб может выполняться по нескольким технологиям, большую роль играет пространственное положение заготовок.
Вертикальное расположение трубы
В этом случае технология практически не отличается от наложения горизонтального шва, единственная разница заключается в том, что по перемещению по окружности трубы необходимо менять угол наклона электрода.
- Корневой шов варится за два прохода, при этом, при налаживании второго валика необходимо проплавлять первый слой, это даст гарантию качества корня шва. Режим работы (величина сварочного тока и скорость выполнения работ) определяется исходя из толщины стенки трубы и величины зазора между соединяемыми элементами.
- Заполнение кромок может осуществляться на достаточно высокой скорости, при этом используется положение электрода углом назад или под прямым углом.
- Замки смежных слоев должны выполняться со смещением минимум на 5-10 мм.
- Лицевой слой наплавляется узкими валиками, от скорости сварки во многом будет зависеть плоскость получаемой поверхности.
Сварка горизонтально расположенных труб
Такие стыки варить самостоятельно стоит только в том случае, если уже есть существенный опыт выполнения других типов сварочных работ, например уже осуществлялась сварка поворотных стыков труб.
Как уже говорилось, основная сложность заключается в необходимости выполнения сварки в трех положениях — нижнее, вертикальное, потолочное.

Это требует постоянной регулировки силы сварочного тока, угла наклона электрода, изменения скорости выполнения работ:
- На каждом этапе процесс необходимо выполнять непрерывно.
- Для каждого из них необходимо выбирать определенную силу сварочного тока. При выполнении потолочного шва она должна быть увеличена (на 10-20%).
Трубы под углом 45 градусов
В данном случае сварной шов расположен под определенным углом к горизонту. В связи с этим исполнитель должен обладать универсальными навыками, позволяющими выполнять сварку в горизонтальном и вертикальном положении. Сварочный шов может быть сформирован только при выполнении многих манипуляций с электродом (смена направления сварки, изменение угла наклона).
Стоит в нескольких словах остановиться и на этой технологии, ведь сварка поворотных стыков труб должна быть освоена в совершенстве перед выполнением работ с неповоротными соединениями.
Выбор технологии в данном случае зависит только от диаметра свариваемых труб:
- При соединении газовых труб, (диаметром до 200 мм), сварка выполняется в несколько слоев без остановок. Для этого труба постепенно проворачивается по мере заполнения сварочного шва. Сварка поворотных стыков металлических газовых труб имеет свои особенности. Так 2 и 3 слои шва должны накладываться в противоположном первому слою направлении, замок (перекрытие предыдущего слоя) при этом не должно быть меньшим 10-15 мм.
- При сварке других труб небольшого и среднего диаметра их окружность делится на четыре сектора и выполняется их поэтапная проварка. После наплавления металла на первые два сектора труба поворачивается на пол оборота, после чего продолжается выполнение работ.
- При сварке труб значительного диаметра (более 50 см) окружность трубы делят на большее количество секторов (по 150-300 мм). Заполнение шва выполняется так же посегментно, сплошным наплавляется только лицевой (3 слой).
Выполнение неповоротных стыков требует существенного опыта выполнения сварочных работ, поэтому их выполнение стоит доверить профессионалам.
Особенно, если речь идет о трубопроводах с повышенными требованиями по герметичности сварных соединений.
ТЕХНОЛОГИЯ ПРОВЕДЕНИЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ

Производится сварка неповоротных стыков труб в зависимости от их положения при сварке и угла наклона. Существует несколько направлений, предусматривающих различные технологии сварки. Выделяется 3 вида сварки, определяемой расположением трубы:
- Вертикальная.
- Горизонтальная.
- Под 45-градусным углом.
Поскольку размер толщины стенки трубы представляет собой определяющий момент при выборе способа сварки, то при толщине 12 мм потребуется осуществить сварку методом в 3 слоя. Каждый из них должен составлять не больше 4 мм. Знание особенностей проведения сварки неповоротных стыковых труб, определяемых углом наклона, является важным.
ТЕХНИКА БЕЗОПАСНОСТИ
Сварка стыков труб с использованием газа, электричества и т.д. производится на подготовленных заранее площадках, которые оснащены соответствующим оборудованием. Сюда можно отнести различные ширмы, щиты, которые позволяют создать защиту от электрической дуги. Их необходимо располагать в соответствующем положении, позволяющем присутствующим в помещении людям, которые не принимают участия в сварке, быть полностью защищенными.
Осуществляется сварка труб с большим диаметром, масса которых более 20 кг, с использованием подъемно-транспортных механизмов. Проход к площадке для сварочных работ должен составлять не меньше метра. Уровень температуры в помещении должен быть не ниже +16°С. Обязательно должна предусматриваться вентиляционная система, а места должно быть достаточно.
Технологией проведения сварочных работ предусматривается обязательное заземление всех частей устройства, которые сделаны из металла. Корпус трансформатора и стол тоже должны быть заземлены. Провода и кабели сварочного устройства должны иметь изоляционное покрытие.
КАК ВЫПОЛНИТЬ СВАРКУ ДЛЯ РАСПОЛОЖЕНИЯ ТРУБЫ ПО ВЕРТИКАЛИ
Если труба располагается по вертикали, то весь процесс сварки протекает по аналогии с формированием горизонтального соединения. Основное отличие связано с присутствием регулярной смены угла наклона электрода, если его рассматривать с учетом периметра шва.
Основными стадиями проведения сварки являются:
- Процесс создания стыка путем сварки трубы, относящейся к корневому валику.
- Формирование трех валиков, которые позволяют заполнять разделку.
- Создание замка за счет начала и конца валиков.
- Сварочные работы на лицевом слое.
На первом этапе требуется создать стык, чтобы сформировать основу всей конструкции. Поэтому этот этап является наиболее важным. Подбор сварочного тока осуществляется в зависимости от толщины металла и размера расстояния зазора между концами трубы. Этот этап связан с созданием двух валиков, которые являются основными.
Чтобы создать стык на трубе, следует осуществить захват каждого основания стыка, используя второй корневой слой, сделав поправку в первом слое. Наклон работающего электрода функционирует в отношении уровня поверхности при положении “угол назад”.
Обратный валик можно сформировать при качественной сварке деталей, которую выполняют электродами диаметром в 3 мм. Выбор тока для сварки осуществляют в минимальном или среднем диапазоне. При этом учитывается:
- Размер толщины материала из металла.
- Зазор между всеми кромками.
- Толщина притупления.
Электрод должен обладать наклоном относительно направления проведений сварки, зависящим от степени проплавления корня шва. Длина дуги выдерживается следующим образом, если проплавление:
•недостаточное – длина короткая;
•нормальное – длина средняя.
Определение скорости сварочного процесса происходит с учетом объема самой сварочной ванны. Наибольшая полнота корневого валика соединения из металла способствует нахождению его в жидком виде долгое время. Следовательно, будет наблюдаться наличие дефектов. Подбор скорости сварки должен осуществляться, чтобы создать качественный сплав каждой кромки, что позволит обеспечить валику нормальное состояние.
Для обработки металла соответствующей толщины при выборке и подварке, которые заложены, применение электрода (4 мм) является наиболее приемлемым. Если наклон электрода идет под аналогичным углом, как и при работе с корневым валиком, используется метод “угол назад”. При этом скорость выбирают такую, которая позволяет оставить валик в нормальном состоянии.
КАК ПРАВИЛЬНО ЗАПОЛНИТЬ ЗАДЕЛКУ
Началом для заполнения заделки служит низ кромки, являющейся площадкой. Это связано с применением способов сварки, которые являются более подходящими. Выполнение валика горизонтального соединения должно производиться при повышенном режиме. Расположение шлака влияет на метод сварки, то есть «угол назад» либо «под прямой угол».
Получают валик с наличием усиления, то есть «горбинки», что соответствует сварке в положении снизу для создания полочки, позволяющей осуществить сварку следующего валика при повышенных режимах. Второй корневой каталог обрабатывают, продвигаясь аккуратно, обрабатывая его с нижнего края электродом.
Начиная сваривать валик, который является третьим, выбирают уровень его полноты. Важно, чтобы размер ширины разделки, которая является незаполненной между швом соединения и кромкой разделки сверху, не был слишком большим для четвертого валика либо слишком узким для двух валиков. Верхний край третьего валика должен иметь минимальную ширину до начала кромки сверху. Она может быть аналогичной диаметру электрода.
Чтобы заполнить разделку, необходимо сформировать еще 3 слоя-валика, что связано с заполнением основы сварочного шва и укреплением стыка. Проведение работ осуществляется с учетом прямого угла, а заполнение разделки происходит при высоком уровне скорости сварки. Это связано с более прочным скреплением слоев друг с другом.
КАК ПРАВИЛЬНО ВЫПОЛНИТЬ ЗАМКИ
На этапе выполнения замков производят завершение сварочных работ по созданию отдельных валиков. Сварку каждого из слоев-валиков завершают заступом на шов, который является основным. Расстояние должно составлять около 2 см. Выполненный замок представляет собой начальную точку любого валика, смещаемого от предыдущего на 0,5 см.
Завершающая стадия связана с лицевой сваркой. Образование узких слоев должно выполняться в результате наплавки на уровне горизонтального расположения, последний из которых позволяет получать наиболее плоскую поверхность. При выполнении сварки необходим режим высокой скорости.
При выполнении стыка каждый валик должен быть выполнен полностью с учетом всего периметра без обрыва. Смещение каждого замка, то есть начала слоя, должно осуществляться не меньше чем на 50 мм друг от друга.
Ведение многопроходного вида сварки труб с большой толщиной обычно выполняется спиралеобразно. Происходит уменьшение дефектности в результате сокращения числа замков, то есть начала и конца сварки. Осуществляя подход к началу валиков, сварку останавливают с учетом расстояния, которое составляет не меньше 20 мм, считая от начала валика. Если оно является слишком высоким, то его подрубают или стачивают.
Можно воспользоваться для подрубания валика способом, уменьшающим число замков, что даст возможность для выполнения качественного соединения по шлаку. Этот производительный способ начинают с начала валика. Для этого делается задержка дуги, чтобы подплавить начало валика, зайдя на него с действующей электродугой, переходят на работы с последующим валиком с учетом предыдущего и т.д. оканчивая каждый слой и переходя на новый.
КАК ПРОИЗВОДЯТ ГОРИЗОНТАЛЬНУЮ НАПЛАВКУ
Если производят сварку неповоротных стыков труб в горизонтальном расположении, то использование данной технологии затруднительно, что связано с наличием настоящего навыка профессионала. Особую трудность представляет необходимость регулирования электрода и постоянного изменения угла его положения. Производится сварка труб в соответствии с тремя последовательными позициями:
- Потолочной.
- Вертикальной.
- Нижней.
Для каждого конкретного шва подбирают свою величину сварочного тока. Для потолочного направления должен быть предусмотрен высокий уровень мощности. Процесс сварки на любом из этапов должен быть непрерывным, его правильно начинать с метода “углом назад”, а заканчивать “углом вперед”.
СВАРКА СТЫКОВ ТРУБ, РАСПОЛОЖЕННЫХ ПОД УГЛОМ В 45°
Особенность данного вида сварки труб связывают с пространственным положением шва с учетом определенного угла, для чего необходима универсальность, связанная с умением производить сварку. Создание первичного валика осуществляется с помощью электрода под углом в 90°.
Формирование шва связано с непрерывным заполнением второго валика. Заполнив основу, начинают проплавку первого валика. Трубу требуется зафиксировать, проведя сварку, постоянно применяя электрод, чтобы создать горизонтальные и вертикальные соединения. Лицевая сторона сварочного слоя не является плоской, если ее сравнивать с остальными.
Дуговую ручную сварку труб из металла в вертикальном соединении можно проводить по аналогии со сваркой в горизонтальном направлении. Основным отличием является метод, связанный с применением поступательного движения электрода. Это требует изменения угла наклона самого электрода ко шву, проходящему через всю длину периметра свариваемой трубы.
Советуем подписаться на наши страницы в социальных сетях: Facebook | Вконтакте | Twitter | Google+ | Одноклассники
Читайте также: