Оборудование для сварки труб пнд электромуфтовым методом
Обновлено: 08.05.2024
Электромуфтовая сварка, называемая также электрофузионной, – это соединение полимерных труб при помощи специальных фасонных изделий – фитингов с закладными нагревательными элементами. При соблюдении правил выполнения работ этот метод обеспечивает стабильно высокое качество соединений – места стыков не менее устойчивы к деформациям, чем сама труба.
Аппараты электромуфтовой сварки отличаются компактностью и небольшим весом, по сравнению с устройствами для сварки встык. Поэтому одним из главных преимуществ электромуфтовой сварки является возможность осуществить соединение в стесненных условиях – в колодцах, подземных коллекторах, местах с большим количеством других коммуникаций.
Читать далее
Также электрофузионная сварка применяется при ремонте или врезке в существующий трубопровод, поскольку для этого метода достаточно небольшого свободного участка трубы.
В отличие от стыковой сварки, электромуфтовый метод позволяет при необходимости соединять трубы с разной толщиной стенок. Также нет ограничений на минимальную толщину стенки соединяемой трубы. Широкий ассортимент фасонных изделий позволяет легко осуществить переход на другой диаметр или сделать разветвление.

Электромуфтовую сварку часто применяют при соединении труб, поставляемых в бухтах. Относительно высокая стоимость фитингов в этом случае компенсируется минимальным количеством сварных соединений и гораздо меньшим объемом работы.
Кроме того, электромуфтовую сварку можно производить при минусовой температуре. Практически все современные сварочные аппараты имеют функцию компенсирования температуры среды, автоматически подстраивая продолжительность сварки.
Надежность электромуфтового соединения позволяет использовать его для газопроводов, в которых запрещено использовать сегментные отводы и тройники. Согласно требованиям контролирующих органов, для монтажа газопроводов могут быть использованы только аппараты, прошедшие сертификацию НАКС.
Большинство профессиональных сварочных аппаратов поддерживают функцию протоколирования сварки, что позволяет в автоматическом режиме сохранять всю информацию о каждом соединении. Некоторые модели дополнительно записывают точные координаты каждого сделанного соединения при помощи встроенного GPS-модуля.
Для того чтобы обеспечить максимально надежное соединение с помощью муфтового метода, необходимо соблюдать правильный порядок работы. В первую очередь нужно подготовить трубы – участок трубы, который будет находиться внутри муфты, должен быть полностью очищен от грязи и оксидной пленки. Для этого используются ручные скребки или специальное оборудование. Затем ровно установить муфту таким образом, чтобы воздушный зазор был равномерным. После этого нужно подсоединить сварочные кабели ввести информацию о соединяемых фитингах вручную или при помощи сканера штрих-кодов. Большинство сварочных аппаратов по этим данным выбирают режим сварки автоматически. Возможен также ручной ввод времени сварки и требуемого напряжения.
После завершения сварки нельзя перемещать или сгибать трубу до истечения времени остывания, которое указано на муфте.
Оборудование для сварки труб
Существует несколько основных способов сваривания полимерных труб – стыковая сварка, электромуфтовая сварка и сварка враструб. Каждый способ имеет свои преимущества и недостатки, и для каждого способа применяется свой класс оборудования.
СТЫКОВАЯ СВАРКА
Стыковую сварку полимерной трубы можно осуществить несколькими способами.
Наиболее экономичный способ – это сварка с применением ручных сварочных зеркал. Этот способ не обеспечивает точного совмещения свариваемых труб, и поэтому не рекомендован для монтажа напорных трубопроводов.

Сварочные установки с механическим приводом являются оптимальным решением при небольших и средних объемах работ. Как правило, они предназначены для труб диаметром до 160 мм.
Для сварки труб больших диаметров лучше всего подходят аппараты с гидравлическим приводом. Они обеспечивают наибольшую точность совмещения труб и стабильно высокое качество сварных швов.
Многие стыковые сварочные аппараты имеют дополнительные возможности. Функция протоколирования позволяет сохранять информацию обо всех произведенных работах Наличие протокола часто является обязательным согласно проектной документации. Различные программы автоматизации сварки позволяют быстро выбирать оптимальные параметры, наиболее соответствующие типу и размерам свариваемой трубы. Для обеспечения стабильно высокого качества сварки служит функция корректировки по метеоусловиям, которая автоматически уменьшает или увеличивает время нагрева в зависимости от окружающей температуры. Также все современные аппараты имеют электронную защиту от перегрева и скачков напряжения.
МУФТОВАЯ СВАРКА
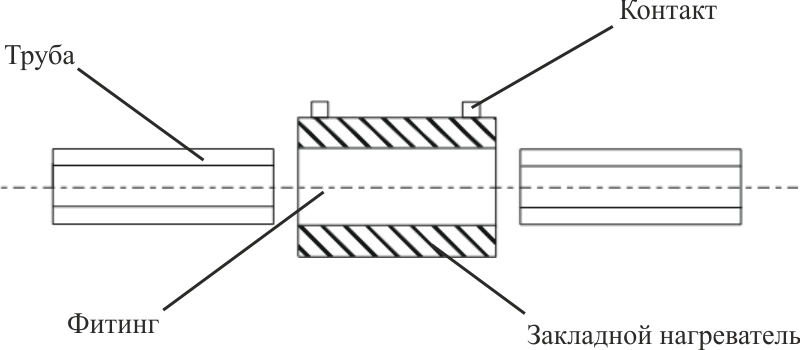
Электромуфтовая сварка – это соединение труб при помощи электросварных фитингов. Фитинги имеют в своей конструкции нагревательный элемент в виде металлической спирали. При подаче тока спираль нагревается, расплавляя внутренний слой пластика.
Для электромуфтовой сварки трубу следует предварительно подготовить – обезжирить и снять оксидный слой с того участка, который окажется внутри муфты, затем установить и отцентрировать муфту. После этого к контактам муфты можно подключать кабели сварочного аппарата.
Сварочный аппарат для электромуфтовой сварки подает электрический ток с заданными характеристиками, соответствующими типу свариваемых элементов. Параметры трубы и фитингов могут быть введены вручную или при помощи сканера штрих-кодов.
Электромуфтовая сварка особенно эффективна в ограниченных пространствах, так как к месту соединения достаточно подвести два гибких кабеля. Сами сварочные аппараты также имеют небольшие габариты и вес.
Максимальный диаметр свариваемых труб зависит от того, какое напряжение и сила тока требуется. При помощи профессиональных электромуфтовых аппаратов можно сваривать трубы диаметром до 1200 мм и более. Электронные защитные системы таких аппаратов не допустят перегрузки и отключат аппарат в случае короткого замыкания.
Большинство аппаратов для муфтовой сварки имеют функцию протоколирования, также они могут оснащаться модулем GPS для определения координат каждого места сварки.
СВАРКА ВРАСТРУБ

Аппарат для сварки враструб представляет собой нагревательный элемент на подставке с двумя насадками нужных диаметров – гильзой для нагрева внешней поверхности трубы и дорном для нагрева внутренних стенок раструба. Соединение нагретых труб производится вручную.
Для сварки враструб обычно используются готовые фитинги, также в качестве соединительных муфт можно применять отрезки трубы большего диаметра, при условии, что она плотно прилегает к свариваемым трубам.
Преимуществами сварки враструб являются легкость и компактность оборудования и простота рабочего процесса.
Этот способ используется только для труб небольшого диаметра. Из-за недостаточной точности совмещения труб такой способ не рекомендован для трубопроводов с большим рабочим давлением.
Эта информация поможет сэкономить сотни тысяч рублей!
Мы хотим стать вашим подрядчиком по сварке ПНД труб
СинСтрой отвечает за свои слова, предоставляя проверяемые факты:

Качество и честность
Свое оборудование находится в полной технической исправности. готовы показать при встрече!
Сварочное оборудование для ПНД труб должно иметь поверки, запрашивайте документы перед заключением контракта! Они у нас есть в полном комплекте.
В 2013 году мы открыли это направление. С тех пор успешно выполнено более 1500 заказов от 500+ клиентов на 150+ млн рублей. Сотни км сваренных трубопроводов. Приезжайте к нам в гости и проверьте, все эти данные в единой базе. Получите рекомендации от довольных заказчиков на ВАШ выбор.
Нет текучки кадров, опытные сварщики с опытом работы в нише сварки ПНД от 5 лет!
гарантии
Проверяйте благонадежность контрагентов! Наше юр. лицо НЕ МЕНЯЕТСЯ с 2011 года.
Проверяйте судебную практику и обороты. Наша гарантия не только на бумаге, нам есть чем отвечать по своим обязательствам.
Структура компании прозрачна.
рыночная цена
У нас нет тяжелой строительной техники, мы варим пнд трубы. Вы платите только за это! Уровень цен мы всегда держим не выше любого благонадежного подрядчика.
Мы не конкурируем с частными исполнителями по цене. Т.к. они не могут предоставить сравнимый уровень сервиса, документооборот и исполнение гарантии. Выбор за вами.
В отличие от дешевых конкурентов, мы не сорвем сроки, не нарушим технологию и на 100% выполним задачу

Прайс-лист
| Цена за 1 стык, руб | Кол-во стыков за смену (шт) норма | Сумма мин. заказа, руб. | |
|---|---|---|---|
| 63 | 900 | до 20 | 17000 |
| 75 | 900 | до 20 | 17000 |
| 90 | 900 | до 20 | 18000 |
| 110 | 1100 | до 20 | 19000 |
| 125 | 1100 | до 20 | 19000 |
| 140 | 1500 | до 15 | 19000 |
| 160 | 1500 | до 15 | 20000 |
| 180 | 1500 | до 15 | 20000 |
| 200 | 2000 | до 10 | 20000 |
| 225 | 2000 | до 10 | 20000 |
| 250 | 2500 | до 10 | 21000 |
| 280 | 2500 | до 10 | 21000 |
| 315 | 3000 | до 10 | 22000 |
| 355 | 3000 | до 8 | 22000 |
| 400 | 4000 | до 8 | 23000 |
| 450 | 4500 | до 5 | 23000 |
| 500 | 5500 | до 5 | 23000 |
| 560 | 6000 | до 5 | 25000 |
| 630 | 6300 | до 5 | 25000 |
| Цена за 1 стык, руб | Кол-во стыков за смену (шт) норма | Сумма мин. заказа, руб. | |
|---|---|---|---|
| 63 | 900 | до 20 | 17000 |
| 75 | 900 | до 20 | 17000 |
| 90 | 900 | до 20 | 17000 |
| 110 | 1100 | до 15 | 17000 |
| 125 | 1100 | до 15 | 17000 |
| 140 | 1500 | до 15 | 17000 |
| 160 | 1500 | до 15 | 19000 |
| 180 | 1500 | до 15 | 19000 |
| 200 | 2000 | до 15 | 19000 |
| 225 | 2000 | до 10 | 19000 |
| 250 | 2500 | до 10 | 21000 |
| 280 | 2500 | до 10 | 21000 |
| 315 | 3000 | до 10 | 21000 |
| 355 | 3000 | до 5 | 21000 |
| 400 | 4000 | до 5 | 23000 |
| 450 | 4500 | до 5 | 23000 |
| 500 | 5500 | до 5 | 23000 |
| 560 | 6000 | до 4 | 23000 |
| 630 | 6300 | до 5 | 23000 |
| 710 | 6900 | до 5 | 23000 |

Нам доверяют:









Оставить заявку любым удобным способом:
Москва, Варшавское ш., дом 42, офис 3277
Как мы это делаем









Типы соединений
В процессе конструирования или ремонта участков водопроводных сетей из полиэтиленовых труб немаловажным является их надлежащее соединение. Рассмотрим несколько вариантов соединений, включая сварку полиэтиленовых труб. Так, в зависимости от функционального назначения соединения подразделяются подразделяются на две группы:
01 Разъемные
могут быть демонтированы в течение срока службы, что оптимально для безнапорных систем.
а) фланцевые. Выполняются с помощью втулок под фланцы для ПЭ труб, привариваемых к торцам труб, а также накидных фланцев из металла.
б) компрессионные. Выполняются для труб диаметром менее 50 мм и при соединении с элементами из других материалов (металл). Оптимальны при замене отдельных участков трубопровода.
в) цанговые обжимные. Рассчитаны на давление до 25 атм, герметичность достигается благодаря наличию резинового уплотнительного кольца.
02 Неразъемные
в течение срока службы демонтаж не предусмотрен.
а) стыковая сварка ПНД. Предусматривает использование нагретого инструмента. Используется для сварки ПНД труб диаметром 63 мм и более, а прочность в месте сварки сравнима с прочностью однородного участка. Сварка встык - наиболее универсальный и эффективный способ соединения, поэтому рассмотрим технологию сварки ПНД труб подробнее.
б) сварка муфтой с закладными электрическими нагревателями . Рассчитано на давление 16 Атм , незаменима в условиях высокой стесненности, однако является наиболее экономически затратным видом сварки труб.
03 Стыковая сварка ПНД труб
Концы соединяемых элементов фиксируются в центраторе аппарата для сварки встык. После очищения х/б тканью от грязи и пыли поверхности подвергаются торцовке, или механической обработке до параллельности труб. Затем торцы нагреваются и оплавляются, смыкаются при одновременном поднятии давления прижима. Шов после стыковой сварки полиэтиленовых труб охлаждается в течение требуемого промежутка времени.
04 Контроль качества швов
Контроль качества пайки ПНД труб прежде всего производится визуально:
- шов не должен быть ниже уровня поверхности трубы,
- допускается взаимное смещение не более 10% от толщины стенки трубы,
- высота валика, снаружи и внутри, должна быть не более 2-2,5 мм (толщина трубы до 5 мм) и не более 3-5 мм (толщина – 6-20 мм).
Электромуфтовые сварочные аппараты
Электромуфтовые сварочные аппараты — это оборудование, которое используется при монтаже и ремонте канализаций, водопроводов и трубопроводов. Машина предназначена для работы с трубами и фитингами из полиэтилена и ПНД с разным диаметром и толщиной стенок. Главная особенность — применение для пайки электромуфт. Процесс сварки осуществляется при помощи специальных фитингов с закладными электрическими нагревателями. Электромуфта, которая выступает в качестве нагревательного элемента, оплавляет свариваемые детали трубопровода. В результате, соединение труб и фитингов выходит неразъемным, прочным и герметичным. Аппарат подлежит эксплуатации не только в быту или на промышленных предприятиях, но и в экстремальных полевых условиях. Ударопрочный корпус со стальной рамой устойчив к механическим повреждениям.



Электромуфтовая сварка — это универсальность, практичность, надежность, простота монтажа и эффективность применения. Высокотехнологичный процесс выполняется полностью в автоматическом режиме. Главной особенностью метода является использование специального нагревательного элемента — электромуфты.
Электромуфтовое сварочное оборудование для труб ПНД — это аппараты, которые производят электрофузионную сварку полимерных труб при помощи соединительных муфт с закладным нагревателем.
Электромуфты — специальные фитинги с закладными электрическими нагревательными элементами, которые позволяют совмещать между собой трубы ПЭ, ПП с разным типом SDR. При прохождении электрического тока через электромуфту, она нагревается до температуры плавления. Также, при увеличении температуры электромуфты, происходит нагрев и оплавление свариваемых деталей трубопровода. Далее материалы, из которых изготовлены соединительный фитинг и фасонные части, смешиваются, совмещаются и застывают. В результате получается неразъемное очень прочное и герметичное сварное соединение.
Основные элементы электромуфтовых сварочных машин
Наша компания реализовывает высокотехнологичные автоматизированные устройства для проведения электромуфтовой сварки труб из ПЭ, ПП диаметром до 630 мм. Электромуфтовые машины используются при проведении монтажа и ремонта инженерных систем водоснабжения, отопления, канализации. Наши аппараты являются универсальными, надежными, безопасными. Получить консультацию по всем техническим характеристикам и интересующим вас вопросам можно у наших менеджеров. Закажите обратный звонок, используя специальную форму на нашем сайте, и мы свяжемся с вами в кратчайшие сроки.
Мы предлагаем универсальные аппараты для электромуфтовой сварки, которые представляют собой компактные, переносные устройства. Электромуфтовое оборудование состоит из следующих основных элементов:
- ударопрочного стального корпуса;
- микропроцессорного блока управления;
- встроенных измерительных приборов;
- электронного терморегулятора;
- многофункционального жидкокристаллического экрана и иных высокотехнологичных узлов.
Техника оснащена функцией протоколирования и имеет встроенную память, которая предоставляет возможность записи 1500 протоколов. Данные сварочного процесса могут быть перенесены на сторонний носитель, для этого предусмотрено наличие USB-разъема. Вводные данные можно заносить вручную или используя штрих-код сканер. Электронная система управления автоматически проведет точный анализ сварочного процесса по изначально заданным параметрам.
Преимущества электромуфтового сварочного оборудования
Оборудование может работать на переменном токе от розетки, аккумуляторной батареи, переносной электростанции, что позволяет применять технику в полевых условиях.
Легкий вес и малые габариты позволяют использовать сварочную машину в труднодоступных местах, подземных трубопроводах.
Простота применения аппарата при проведении ремонта трубопровода. Работы производятся за короткий промежуток времени и не требуют демонтажа всей конструкции или отдельной части трубопроводной системы.
Электромуфтовые станки являются универсальным оборудованием, позволяющим производить сварку муфт большинства производителей.
Электромуфты обладают высокой прочностью, износостойкостью, устойчивостью к деформациям. Применение электромуфт обеспечивает надежное герметичное соединение.
Электромуфтовая сварка
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Читайте также: